注塑车间生产日报表
合集下载
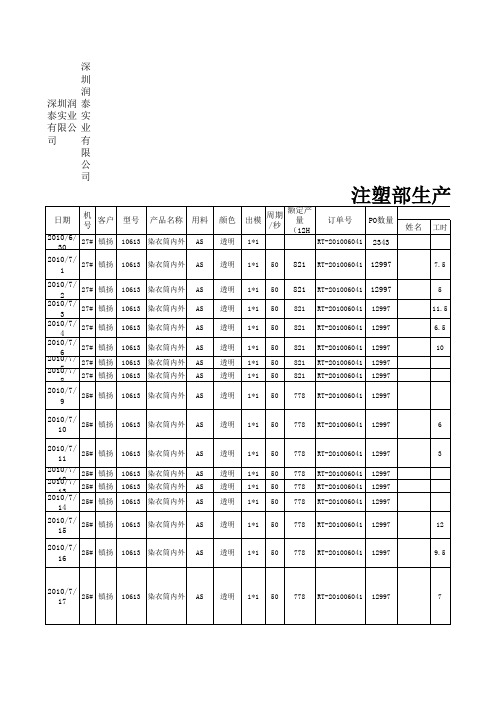
注塑部生产日报表
内:540 机器异常拉爆拉高油 外:560 污 内:980 外:920 760 9:30-11:00调机漏油
内:950 外:324 1100 1190 130 1160 1206 1100 1150 1130 8:30-16:30修机 17:30-20:00漏油
内:580 外:700 内:910 外:880
3
12
2010-7-16 25# 镇扬
10613 染衣筒内外
AS
透明
1*1
50
778
RT-201006041
12997
9.5
2010-7-17 25# 镇扬
10613 染衣筒内外
AS
透明
1*1
50
778
RT-201006041
12997
7
2010-7-18 25# 镇扬
10613 染衣筒内外
AS
透明
AS AS AS
透明 透明 透明
1*1 1*1 1*1
40 40 40
972 972 972
#9236/#6216/ RT201008051 #9236/#6216/ RT201008051 #9236/#6216/ RT201008051 #9236/#6216/ RT201008051 #9236/#6216/ RT201008051 #9236/#6216/ RT201008051
39639 15591 15591 15591 18636 18636 18636 18636 18636 18636 18636
9 5 1.5 1.5
2010-9-1 25# 镇扬
2010-9-2 25# 镇扬
10613 染衣筒内外
AS
1-注塑统计日报表

① ② ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨
实际生产数
1.变形 2.起邹 3.间隙过大 4.错位 5.划伤 6.披锋过大 7.折曲 8.高度过高 9.破损 10.其它 ※其它项目的具体内容 记入备注栏中
停机记录 1 2 3 4 5 6 7 8 9 10 11 12 14 15 16 17
设备日常点检 交接班 日报记入 环境清扫 清扫 模具清扫 设备清扫 生产计划停止 机械问题 电气问题 模具问题 品质问题 耐压测试 模具计划安排 模具突发安排 其它
工程名 日期 1S . 平常 年
责任人
注塑 月 日
计划产量 8:00 9:00 10:00
编号
版本 A/0
批准
编制
注 塑 统 计 日 报 表
11:00 12:00 13:00 14:00 15:00 稼动.不稼动
ZZ-3-01-01
16:00 17:00
责任人
计划产量 18:00
19:00
20:00
1
品质、设备、其它、初物等问题填入备注中 S / 平 常 备 注2ຫໍສະໝຸດ 备S 注停机时间合计
21:00
22:00
23:00
0:00
1:00
2:00
2S
注
品名 计划生产数 原料批号半成品批号
稼动.不稼动 塑 实 绩
良品数 不良数 不良发生工程 负责人
18:00 预定时间 稼动.不稼动 不动时间 实动时间 3:00:004:00 预定时间 不动时间 实动时间 处置 不良项目内容 ⑩ 处理数
不良项目记录
实际生产数
1.变形 2.起邹 3.间隙过大 4.错位 5.划伤 6.披锋过大 7.折曲 8.高度过高 9.破损 10.其它 ※其它项目的具体内容 记入备注栏中
停机记录 1 2 3 4 5 6 7 8 9 10 11 12 14 15 16 17
设备日常点检 交接班 日报记入 环境清扫 清扫 模具清扫 设备清扫 生产计划停止 机械问题 电气问题 模具问题 品质问题 耐压测试 模具计划安排 模具突发安排 其它
工程名 日期 1S . 平常 年
责任人
注塑 月 日
计划产量 8:00 9:00 10:00
编号
版本 A/0
批准
编制
注 塑 统 计 日 报 表
11:00 12:00 13:00 14:00 15:00 稼动.不稼动
ZZ-3-01-01
16:00 17:00
责任人
计划产量 18:00
19:00
20:00
1
品质、设备、其它、初物等问题填入备注中 S / 平 常 备 注2ຫໍສະໝຸດ 备S 注停机时间合计
21:00
22:00
23:00
0:00
1:00
2:00
2S
注
品名 计划生产数 原料批号半成品批号
稼动.不稼动 塑 实 绩
良品数 不良数 不良发生工程 负责人
18:00 预定时间 稼动.不稼动 不动时间 实动时间 3:00:004:00 预定时间 不动时间 实动时间 处置 不良项目内容 ⑩ 处理数
不良项目记录
注塑车间生产日报表
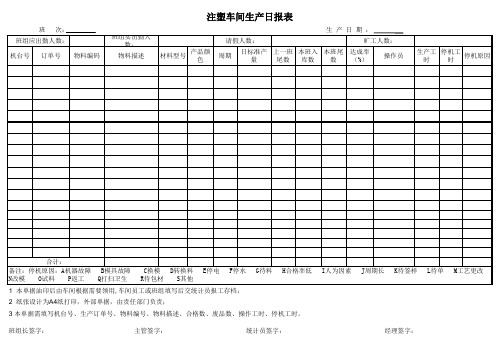
班 次: 班组应出勤人数:
机台号 订单号 物料编码
注塑车间生产日报表
班组实出勤人 数:
物料描述
材料型号
产品颜 色
生产日期:
请假人数:
旷工人数:
周期
日标准产 上一班 本班入 本班尾 达成率
量
尾数 库数 数 (%)
操作员
生产工 时
停机工 时
停机原因
合计: 备注:停机原因:A机器故障 B模具故Байду номын сангаас N改模 O试料 P返工 Q打扫卫生
C换模 D转换料 R待包材 S其他
E停电
F停水
G待料
H合格率低
1 本单据油印后由车间根据需要领用,车间员工或班组填写后交统计员报工存档; 2 纸张设计为A4纸打印,外部单据,由责任部门负责; 3 本单据需填写机台号、生产订单号、物料编号、物料描述、合格数、废品数、操作工时、停机工时。
I人为因素
J周期长
K待签样
L待单
M工艺更改
班组长签字:
主管签字:
统计员签字:
经理签字:
机台号 订单号 物料编码
注塑车间生产日报表
班组实出勤人 数:
物料描述
材料型号
产品颜 色
生产日期:
请假人数:
旷工人数:
周期
日标准产 上一班 本班入 本班尾 达成率
量
尾数 库数 数 (%)
操作员
生产工 时
停机工 时
停机原因
合计: 备注:停机原因:A机器故障 B模具故Байду номын сангаас N改模 O试料 P返工 Q打扫卫生
C换模 D转换料 R待包材 S其他
E停电
F停水
G待料
H合格率低
1 本单据油印后由车间根据需要领用,车间员工或班组填写后交统计员报工存档; 2 纸张设计为A4纸打印,外部单据,由责任部门负责; 3 本单据需填写机台号、生产订单号、物料编号、物料描述、合格数、废品数、操作工时、停机工时。
I人为因素
J周期长
K待签样
L待单
M工艺更改
班组长签字:
主管签字:
统计员签字:
经理签字:
注塑部日报表.1220xls

制表:
物料确认:
IPQC确认:
注塑经理复核:
人事行政稽核:
白夜班开机时间小于等于白夜班时间5日平均每小时的开啤合格总数当日开啤合格总数白班开机时间夜班开机时间6日合格开啤累总数当日各台机当日开啤合格总数每小时每台机的平均开啤合格数日合格开啤累总数当日各台机的开机时间的总和7每小时人均实际产量当日所生产的产品已入库数总和当日滞留待入库数的总和产能计算总工时制表
2)每台机每小时的目标开啤数因同一机器不同产品的模具或同一产品的模具不同注塑机有关:每台机平均开啤合格数=当日开啤合格总数÷(白班开啤数+夜班开啤数) 3)当日开啤合格总数(经品质认可的开啤产品数)小于等于白班开啤数+夜班开啤数 4)日平均每小时的开啤数=(白班开啤数+夜班开啤数)÷(白班开机时间+夜班开机时间);白(夜)班开机时间小于等于白(夜)班时间 5)日平均每小时的开啤合格总数=当日开啤合格总数÷(白班开机时间+夜班开机时间) 6)日合格开啤累总数=当日各台机当日开啤合格总数,每小时每台机的平均开啤合格数=日合格开啤累总数÷当日各台机的开机时间的总和 7)每小时人均实际产量=(当日所生产的产品已入库数总和+当日滞留待入库数的总和)÷产能计算总工时
(时) (时) 日平均开啤合格 数/H
合计: 日合格开啤累总数: 生产已入库数: 生产特记: 啤; 每小时每台机的平均开啤合格数: 个; 生产滞留待入库数: 啤; 每台机平均开啤合格率: 个;日生产胶壳总数: % 个
个;每小时人均实际产量:
说明:
1)产能计算工时=应出勤工时+借入工时-实缺勤工时-借出工时;有效产能工时=产能计算工时-返工工时-停线工时(日点检换模总耗时)
深圳盛德全科技有限公司 电源事业部生产日;制表日期:
品质日报表注塑车间45

80100.1.0020.000%%00%.00% 40090..70000.0%飾陽%.00%0品極% 課-1貝342328200.0.03.5而.008010%%%%羅斯-全2237272100.0.0檢6.0.003700%%%%不良曲線
委外厂商生产品质日报 表
ER KEY 011065 开关键
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
ቤተ መጻሕፍቲ ባይዱ
0
0
0
0
0
0
0
0
11/7
11/8
11/9
11/10 11/11 11/12 11/13 11/14 11/15 11/16 11/17 11/18 11/19
全檢不良曲線 31.07%
03567.000000..00%00%%
02374.0000.0%0%
00..000%0%
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
11/19 11/20 11/21 11/22 11/23 11/24 11/25 11/26
委外厂
委外厂商: 豪俊 料号: M380-1148(0015)
机种: NB72 品名: POWER KEY 011065 开关键
日期
领料量 日产能计划
投入量 良品数 实际入库数 目标良率 实际良率 不良數量
注塑部生产日报表模板
9:00--10:00 21:00--22:00
10:00--11:00 22:00--23:00
11:00--12:00 23:00--24:00
12:00--13:00 24:00--1:00
13:00--14:00 1:00--2:00
14:00--15:00 2:00--3:00
15:00--16:00 3:00--4:00
客户
工单号
机台号
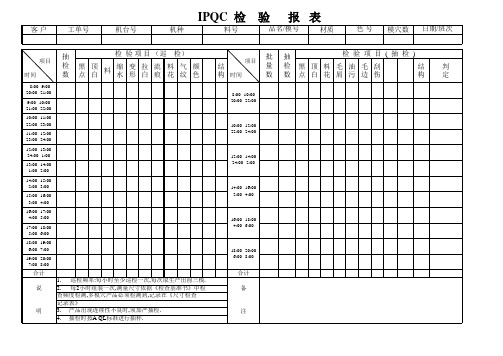
IPQC 检 验 报 表
机种
料号
品名/模号
材质
色 号 模穴数 日期/班次
项目 时间
抽
检 验 项 目 (巡 检)
检 数
黑 点
顶 白
料
缩 水
变 形
拉 白
流 痕
料 花
气 纹
ห้องสมุดไป่ตู้
颜 色
结
项项目目
批 量
构 时间
数
抽
检验项目(抽检)
检 黑顶料毛油毛刮
结
数 点白花屑污边伤
构
判 定
8:00--9:00 20:00--21:00
8:00--10:00 20:00--22:00
10:00--12:00 22:00--24:00
12:00--14:00 24:00--2:00
14:00--16:00 2:00--4:00
16:00--18:00 4:00--6:00
18:00--20:00 6:00--8:00
合计 备
注
审
批准:
核:
作
业
IPQC:
员:
16:00--17:00 4:00--5:00
17:00--18:00 5:00--6:00
注塑车间生产日报表
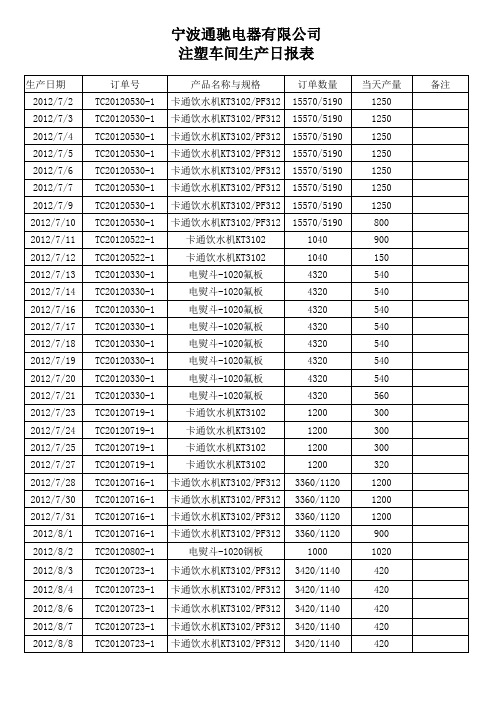
TC20120723-1 TC20120723-1 TC20120723-1 TC20120723-1 TC20120723-1 TC20120817-1 TC20120817-1 TC20120817-1 TC20120817-1 TC20120817-1 TC20120817-1 TC20120817-1 TC20120817-1 TC20120817-1 TC20120817-1 TC20120817-1 TC20120822-1 TC20120822-1 TC20120822-1 TC20120818-1 TC20120818-1 TC20120818-1 TC20120818-1 TC20120818-1 TC20120818-1 TC20120818-1 TC20120818-1 TC20120818-1 TC20120818-1 TC20120818-1 TC20120818-1 TC20120818-1 TC20120818-1
宁波通驰电器有限公司 注塑车间生产日报表
生产日期 2012/7/2 2012/7/3 2012/7/4 2012/7/5 2012/7/6 2012/7/7 2012/7/9 2012/7/10 2012/7/11 2012/7/12 2012/7/13 2012/7/14 2012/7/16 2012/7/17 2012/7/18 2012/7/19 2012/7/20 2012/7/21 2012/7/23 2012/7/24 2012/7/25 2012/7/27 2012/7/28 2012/7/30 2012/7/31 2012/8/1 2012/8/2 2012/8/3 2012/8/4 2012/8/6 2012/8/7 2012/8/8
420 420 520 520 600 510 510 510 510 510 510 510 510 510 510 530 950 950 950 1150 1150 1150 1150 1150 1150 1150 1150 1150 1150 1150 1150 1150 1150
中小企业注塑部生产日报表样板

注塑部生产日报表注塑部生产日报表
机台编号:生产指令单号: 日期:机台编号:生产指令单号: 日期:
生产物料编号/名称生产物料编号/名称
生产批号生产批号
时间时间
模穴数(PCS)模穴数(PCS)
标准周期(S) 标准周期(S)
生产模数(实际值)生产模数(实际值)
良品数量(PCS)良品数量(PCS)
不良品数量(PCS)不良品数量(PCS)
不良内容不良内容
巡检确认巡检确认
调机用料(Kg)调机用料(Kg)
备注备注
生产者生产者
领班确认领班确认
生产经理确认生产经理确认
注:以上生产不良品全部报废处理。
IP-4005-03A注:以上生产不良品全部报废处理。
IP-4005-03A
保存期:三年保存期:三年。
注塑车间生产日报表
K待签样
L待单
M工艺更改
班组长签字:
主管签字:
统计员签字:
经理签字:
C换模 D转换料 R待包材 S其他
E停电
F停水
G待料
H合格率低
1 本单据油印后由车间根据需要领用,车间员工或班组填写后交统计员报工存档; 2 纸张设计为A4纸打印,外部单据,由责任部门负责; 3 本单据需填写机台号、生产订单号、物料编号、物料描述、合格数、废品数、操作工时、停机工时。
I人为因素
J周期长
班 次: 班组应出勤人数:
机台号 订单号 物料编码注塑车Βιβλιοθήκη 生产日报表班组实出勤人 数:
物料描述
材料型号
产品颜 色
生产日期:
请假人数:
旷工人数:
周期
日标准产 上一班 本班入 本班尾 达成率
量
尾数 库数 数 (%)
操作员
生产工 时
停机工 时
停机原因
合计: 备注:停机原因:A机器故障 B模具故障 N改模 O试料 P返工 Q打扫卫生
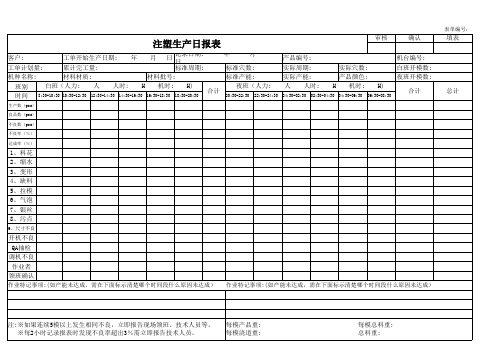
注塑生产日报表
9、尺寸不良
开机不良 QA抽检 调机不良 作业者 领班确认 作业特记事项:(如产能未达成,需在下面标示清楚哪个时间段什么原因未达成)
作业特记事项:(如产能未达成,需在下面标示清楚哪个时间段什么原因未达成)
表单编号:
填表
总计
注:※如果连续5模以上发生相同不良,立即报告现场领班、技术人员等。 每模产品重:
※每2小时记录报表时发现不良率超出3%需立即报告技术人员。
每模浇道重:
每模总料重: 总料重:
合计
夜班(人力: 人 人时: H 机时: H)
20:30-22:30 22:30-24:30 24:30-02:30 02:30-04:30 04:30-06:30 06:30-08:30
合计
生产数(pcs)
良品数(pcs)
不良数(pcs)
不良率(%)
达成率(%)
1、料花 2、缩水 3、变形 4、缺料 5、拉模 6、气泡 7、银丝 8、污点
注塑生生产日期:
年
月
日
记录日期: 日
累计完工量:
标准周期:
年
月
标准穴数:
产品编号: 实际周期:
实际穴数:
机台编号: 白班开模数:
机种名称:
材料材质:
材料批号:
标准产能:
实际产能:
产品颜色:
夜班开模数:
班别 时间
白班(人力: 人 人时: H 机时: H)
8:30-10:30 10:30-12:30 12:30-14:30 14:30-16:30 16:30-18:30 18:30-20:30
注塑成型自主检查日报表

5.机台5S是否清理干净()OK用“√”表示
6.纸箱是否摆放整齐()NG用“×”表示
7.产品:尾数是否点检清楚()品质是否出现异常()
8.工作台面是否清洁()交接人签名:
主管:班长:机台责任人:主管:班长:机台责任人:
河南九合实业有限公司河南九合实业有限公司
注塑生产/自主检查日报表注塑生产/自主检查日报表
项次
物料编码
品名
材质
颜色
标准
周期
标准产量
穴数
计数起值
计数结尾值
1
工作时间
良品数
不良品数
自主检查不良品记录
QC/班长
模数计数值
缺料
杂质
缩水
料花
结合线
油污
08:00~10:00
20:00~22:00
10:00~12:00
02:00~04:00
16:00~18:00
04:00~06:00
18:00~20:00
06:00~08:00
良品小计:
不良品小计:
良率:
%
达成率:
%
备注:自主检查要求:作业员自主检查记录(每30分钟自主检查1次,每2小时填入不良数量,数据要真实、完整。)
异常说明
停机时间
原因说明
处理步骤
处理人员
交接事项
异常说明
停机时间
原因说明
处理步骤
处理人员
交接事项
1.机台5S是否清理干净()OK用“√”表示
2.纸箱是否摆放整齐()NG用“×”表示
3.产品:尾数是否点检清楚()品质是否出现异常()
4.工作台面是否清洁()交接人签名:
机台编号:年月日文件编号:Q/JH-JL-ZZZ11A-14机台编号:年月日文件编号:Q/JH-JL-ZZZ11A-14
6.纸箱是否摆放整齐()NG用“×”表示
7.产品:尾数是否点检清楚()品质是否出现异常()
8.工作台面是否清洁()交接人签名:
主管:班长:机台责任人:主管:班长:机台责任人:
河南九合实业有限公司河南九合实业有限公司
注塑生产/自主检查日报表注塑生产/自主检查日报表
项次
物料编码
品名
材质
颜色
标准
周期
标准产量
穴数
计数起值
计数结尾值
1
工作时间
良品数
不良品数
自主检查不良品记录
QC/班长
模数计数值
缺料
杂质
缩水
料花
结合线
油污
08:00~10:00
20:00~22:00
10:00~12:00
02:00~04:00
16:00~18:00
04:00~06:00
18:00~20:00
06:00~08:00
良品小计:
不良品小计:
良率:
%
达成率:
%
备注:自主检查要求:作业员自主检查记录(每30分钟自主检查1次,每2小时填入不良数量,数据要真实、完整。)
异常说明
停机时间
原因说明
处理步骤
处理人员
交接事项
异常说明
停机时间
原因说明
处理步骤
处理人员
交接事项
1.机台5S是否清理干净()OK用“√”表示
2.纸箱是否摆放整齐()NG用“×”表示
3.产品:尾数是否点检清楚()品质是否出现异常()
4.工作台面是否清洁()交接人签名:
机台编号:年月日文件编号:Q/JH-JL-ZZZ11A-14机台编号:年月日文件编号:Q/JH-JL-ZZZ11A-14