MPM 维修参考手册
MPM常见故障

MPM 常見故障及维修处理方法MPM 维修参考手册序号故障现象原因处理方法注意事项1 印浆偏移坐标偏移调整坐标. 1.精度要求高的板子,FP MODE 建议写为:1;2.Accept lever 600以上.MARK识别不良TEACH VISION,或重写MARK.钢网固定松动检查钢网固定.PCB停板时不平稳检查SUPPOR PIN,托盘治具及真空能否吸稳PCB.CAMERA 碰到PCB 锁好CAMERA 盖子.MARK识别雪花整理扎紧信号线,检查VISION处理盒接线是否松动.更换CAMERA.某AXIS 松动或马达/马达驱动卡异常观察确认哪个方向偏移,对应检查AXIS固定螺丝,连轴器,马达驱动卡/马达.2 印浆连锡锡浆太稀更换锡浆.钢网与PCB有间隙检察查SUPPOR PIN,托盘治具,SNAP OFF写为0,重测钢网高度.刮刀刮不干净检查刮刀是否装好,重测刮刀水平.钢网擦拭不干净检查钢网擦拭,定时人工手动擦拭.钢网开孔问题重开钢网.3 印浆塞孔锡浆使用时间长,黏度过大清洗钢网,更换新锡浆.钢网有异物堵塞网孔清洗钢网.更换新锡浆.刮刀压力过大调整刮刀压力,刚好能刮干净锡浆OK.钢网擦拭溶剂喷得过大关闭SOLVENT,干擦.钢网孔壁不光滑重开钢网.4 印浆时死机,显示器没有显示机器总电源异常检查机器总电源.机器电源3FU(15A/250V)保险管烧毁更换保险管.电脑主机电源异常 1.检察电脑主机电源开关. 2.检查电脑主机电源,如电源没有输出,更换电源.电脑主机板卡异常无法启动更换相应NG板卡.5 不能自动擦网擦网纸感应SENSOR感应不良检查调整擦网纸感应SENSOR. 注意检察I/O BOARD 接口是否松动及对应RELAY指示是否正常擦网纸没装好重装擦网纸.WIPER LOCK SENSOR感应不良检察WIPER LOCK SENSOR线路及调整其挡片.擦网纸导杆固定螺丝松脱或折断重新固定/更换擦网纸导杆.擦网卷纸轴断裂更换擦网卷纸轴.擦网纸驱动链条异常检查擦网纸驱动链条.擦网纸驱动马达异常检查擦网纸驱动马达及其驱动卡.wipe blade 没有升起来检查其气路及电磁阀.13 VISION Y is not parked. VISION Y PARK SENSOR感应不良进入I/O检查SENSOR状态及其电路,或调整SENSOR位置.MPM 维修参考手册序号故障现象原因处理方法注意事项6 board stop not sensed 停板不到位轨道进出板不顺畅调整轨道宽度,检查轨道皮带. BOARD STOP SENSOR不可以擦拭清洁,更换时固定座一起更换. 注意检察I/O BOARD 接口是否松动及对应RELAY指示是否正常机器参数出错RESET机器.程序错误调整程序.SUPPORT PIN或托盘治具没装好调整SUPPORT PIN,托盘治具位置.BOARD STOP SENSOR感应不良 1.BOARD STOP SENSOR坏,更换BOARD STOP SENSOR; 2.I/O BOARD 接口松动,接触不良,清洁插紧接口.3.检查SENSOR POWER SUPPL Y电路.7 WIPER IS NOT PARKED,擦网后照Mark时VY轴移动速度慢擦网时WIPER LOCK SENSOR感应不良检察WIPER LOCK SENSOR电路及调整其挡片. 注意检察I/O BOARD 接口是否松动及对应RELAY指示是否正常8 无法测钢网高度及刮刀水平, Tactile无法归零Tactile Sensor探头不灵活清洁Tactile Sensor探头. Tactile UP SENSOR感应不良检察Tactile UP SENSOR线路或更换SENSOR. Tactile Sensor 马达驱动线路异常检查Tactile Sensor 马达驱动电路.Tactile Sensor 马达驱动卡NG 更换Tactile Sensor 马达驱动卡. Tactile Sensor 线扎得太紧,气缸下降时拉住整理扎线. Tactile Sensor 马达坏更换Tactile Sensor 马达.9 stencil mark not found PCB MARK 不良重写MARK或改写PAD. 注意检察I/O BOARD 接口是否松动及对应RELAY指示是否正常CAMERA 棱镜表面有异物清洁棱镜. 钢网mark不黑,对比度不好涂黑mark或降低ACCEPT LEVER. CAMERA STENCIL LIGHT电路接触不良检查整理有关线路. CAMERA STENCIL LAMP亮度不够或烧坏更换STENCIL LAMP.10 卡板轨道前后宽度不一致调整轨道前后宽度一致. 控制卡跳线需正确,接头要锁紧轨道皮带破损更换轨道皮带.TRANSFER 马达/驱动卡异常检查马达及电路,更换TRANSFER 驱动卡/马达.11 Z-TABLE不能升起Z-AXIS 控制卡坏更换Z-AXIS R控制卡.Z-AXIS 马达坏更换Z-AXIS 马达坏.12 印刷X方向不规则移位,Reset后X Zxis报警。
mpm 手册

Chapter 5Table of ContentsBase SystemCovers Assembly IPBAP25-17 (1 of 3). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-4 Covers Assembly IPBAP25-17 (2of 3) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-5 Covers Assembly IPBAP25-17 (3 of 3). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-6 Covers (Special Paint) IPBAP25-17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-10 Electro-Pneumatics Assembly IPBAP25-16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-14 Vision Pneumatic Assembly 1000145. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-16 Pnuematic Tray Assembly 990360 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-18 Pnuematic Tray Valve Stack Assembly 1005231. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-20 XT9 Terminal Block Assembly 1002694 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-22 Lower Drive Drawer Assembly 990322. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-24 XT7 Rail Assembly 1002162 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-28 Rail Contactor Assembly 1002163 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-29 XT8 Rail Assembly 1002164 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-30 Upper Drawer Assembly 990323 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-32 XT5 Rail Assembly 1002165 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-36 AC Plate Assembly 990324. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-38 XT1 Rail Assembly 1002156 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-40 FUB-1 Terminal Block Assembly 1002167. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-41 Contactor Block Assembly 1002168. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-42 Printhead Assembly IPBAP25-10 (1 of 2). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-44 Printhead Assembly IPBAP25-10 (2 of 2). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-45 Theta\Z Movement Assembly IPBAP25-07 (1 of 2). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-48 Theta\Z Movement Assembly IPBAP25-07 (2 of 2). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-49 Z Drive Assembly IPBAP25-06 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-52 Theta Drive Assembly IPBAP20-75 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-56 Main Base/X-Y Movement Assembly IPBAP25-04 (1 of 2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-58 Main Base/X-Y Movement Assembly IPBAP25-04 (2 of 2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-59 Gate Valve/Flow Control Assembly IPBAP20-51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-62 Adapter Plate Assembly IPBAP20-18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-64 Worknest Assembly IPBAP25-21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-66 Handling System Assembly 990363 (1 of 2). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-70 Handling System Assembly 990363 (2 of 2). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-71 AP25 Frames Kit Assembly (1 of 4) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-76 AP25 Frames Kit Assembly (2 of 4) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-77 AP25 Frames Kit Assembly (3 of 4) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-78 AP25 Frames Kit Assembly (4 of 4) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-79 Vision SystemVision Probe Assembly AP20-73/A. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-84 Vision Assembly IPBAP25-26 (1 of 2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-88ETable of Contents (continued)Stencil Wipers Ultra Wiper AP25OPTION-69/A. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-94Vacuum Pump Assembly (Ultra Wiper) 990350 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-96AP Specific (Ultra Wiper) 990351 (1 of 2). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-98AP Specific (Ultra Wiper) 990351 (2 of 2). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-99Air Regulator Assembly (Ultra Wiper) 990353 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-102Drive Assembly (Ultra Wiper) 990354. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-104Pneumatic Regulator Assembly (Ultra Wiper) 990355. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-106Ultra Wiper Assembly 1006005. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-108Solvent Bar Assembly IPBAP25-71 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-112Solvent Pump Plate Assembly IPBAP20-62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-114 Dispensing System Dispenser Assembly IPBAP25-30 (1 of 2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-118Dispenser Assembly IPBAP25-30 (2 of 2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-119 Programmable Squeegee Head Programmable Squeegee Head IPBAP20-43 (1 of 6) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-126Programmable Squeegee Head IPBAP25-43 (2 of 6) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-127Programmable Squeegee Head IPBAP20-43 (3 of 6) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-128Programmable Squeegee Head IPBAP20-43 (4 of 6) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-129Programmable Squeegee Head IPBAP20-43 (5 of 6) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-130Programmable Squeegee Head IPBAP20-43 (6 of 6) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-131Programmable Squeegee Electro/Pneumatics EPNEU_1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-136Programmable Squeegee IPBAP25-45 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-138 Tactile Sensor Tactile Sensor Assembly 990359 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-144 Snugger TypesSide Snuggers IPBAP20-70 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-148Side Snuggers Electro-Pneumatics Assembly IPBAP20-76. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-150 3D Vision3D Vision Probe IPBAP20-74 (1 of 2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1543D Vision Probe IPBAP20-74 (2 of 2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5-155。
MPM-UP2000保养手册.

每日维护内容
每周维护
1. 打开盖子和前后门。 2. 检查真空挡板 3. 检查核实气压值:80psi (5.52bars) 4. 检查清洁所有风扇和过滤网
每日维护内容
1. 检查清洁Y轴螺旋杆。 2. 检查清洁构架组成部分。 3. 检查清洁轨道 4. 清洁表面上部和下部。
MPM MPM/UP2000保養手冊
2003/04/18
• 每日维护 • 每周维护 • 每月维护 • 季度维护
概述
维护所需要工具
螺丝刀(一字和十字) 内六角匙(英制) 注油枪(注黄油) 润滑油(黄油) 无尘纸或毛布 毛刷 无水酒精
每日维护内容
• 1. 检查输送带(Transport track conveyor belts) • 2. 检查调节宽度皮带(Track w检查轨道(Transport tracks) • 4. 检查宽度调节螺旋杆(Lead screws, track width) • 5. 检查轨道轴承(Bearing shafts(track width)) • 6. 检查轨道感应器(I/O sensors, transport track) • 7. 检查真空挡板(Vacuum chuck support plates;
vacuum chuck side plates) • 8. 检查真空端口(Vacuum hold-down ports) • 9. 检查平台(Work holder(worknest plate)) • 10. 使用溶液清洁工作台表面。 • 11. 使用溶液清洁真空口端的锡膏残渣堆积物。 • 12. 使用溶液清洁挡板的表面。 • 13. 清洁前后挡板的夹子(clamp wedges)
MPM保养手册
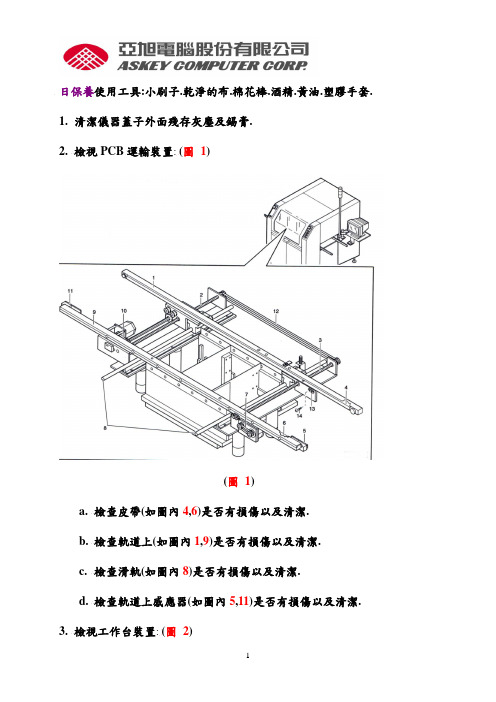
日保養使用工具:小刷子.乾淨的布.棉花棒.酒精.黃油.塑膠手套.1.清潔儀器蓋子外面殘存灰塵及錫膏.2.檢視PCB運輸裝置: (圖1)(圖1)a.檢查皮帶(如圖內4,6)是否有損傷以及清潔.b.檢查軌道上(如圖內1,9)是否有損傷以及清潔.c.檢查滑軌(如圖內8)是否有損傷以及清潔.d.檢查軌道上感應器(如圖內5,11)是否有損傷以及清潔.3.檢視工作台裝置: (圖2)a.檢查PCB支撐柱/塊(如圖內6)是否有損傷以及清潔.b.檢查真空擋板(如圖內1,3,4)是否有損傷以及清潔.c.檢查工作台是否有損傷以及清潔.(圖2)4.檢視鋼板轉接裝置(圖3)a.檢查框架固定器(如圖內3)是否有損傷以及清潔.b.檢查鋼板導槽(如圖內2) 是否有損傷以及清潔.(圖3)5.檢視標準印刷頭裝置(圖4)a.在主畫面選擇SQUEEGEE STROKE後jog印刷頭往前以便於保養.b.檢查刮刀片(如圖內5,6)和刮刀座是否有損傷變形以及清潔貼附的錫膏.(圖4)6.檢視影像系統裝置(圖5)a.在主畫面選擇VX/VY AXIS後jog影像系統往前以便於保養.b.檢查Y AXIS滾珠螺桿(如圖內1) 和X AXIS導軌(如圖內4)是否有損傷以及清潔.c.檢查Y AXIS導軌(如圖內2) 和X AXIS導軌(如圖內5)是否有損傷以及清潔.d.檢查鏡片(如圖內3)是否有損傷以及清潔.(圖5)7.檢視氣壓裝置(圖6)a.調整氣壓裝置調整器,如下:(1)氣壓裝置調整器位於機器的左後側.(2)將正確的氣壓量寫在氣壓指示錶上(如圖內2).(3)拉起氣壓裝置調整器調整鈕(如圖內1),轉動直到指示錶顯示氣壓量90psi.b.氣壓過濾排水器,如下:(1)關上氣壓供給口(如圖內5).(2)手握著布置於氣壓過濾排水器出水口(如圖內3)下方,逆時間方向旋轉直到水排出.(3)當過濾器(如圖內4)內的水完全排出後,順時針旋緊關閉出水口.(4)重複(2)和(3)的步驟將濾器內殘餘的水排出.(5)打開氣壓供給口.(圖6)週保養使用工具:乾淨的布.拖把.擦拭溶劑.塑膠手套.安全眼鏡.吸塵器.1.打開機器的前上蓋及前門.2.檢視PCB運輸裝置(圖1)a.檢查皮帶(如圖內10,7)是否有損傷以及保持皮帶拉緊.b.檢查皮帶(如圖內4,6)是否有損傷以及保持皮帶拉緊.c.檢查滾珠螺桿(如圖內2,3)是否有污油及灰塵以乾淨的布擦拭.d.檢查前,後軌道(如圖內9,1)是否有保持水平且誤差在0.03inch(0.762mm).e.檢查軌道寬度調整皮帶(如圖內12)是否有損傷以及保持皮帶拉緊.(圖1)3.檢視自動加錫裝置(圖2)a.在主畫面選擇DISPENSER後jog自動加錫裝置往前以便保養.b.檢查自動加錫裝置進氣管(如圖內1)是否有磨損以及破漏.c.檢查止錫夾裝置(如圖內5)是否有損傷以及清潔.d.檢查滾珠螺桿(如圖內3)是否有污油及灰塵以乾淨的布擦拭.e.檢查兩平行導桿(如圖內9)是否有污油及灰塵以乾淨的布擦拭.f.在主畫面選擇DISPENSER後jog自動加錫裝置往後.(圖2)4.檢視影像系統裝置(圖3)a.在主畫面選擇VX/VY AXIS後jog影像系統往前以便於保養.b.以乾淨的布清潔上下鏡(如圖內3)的灰塵和指紋.c.檢查影像系統線路是否有磨損.d.檢查影像系統Y軸滾珠螺桿(如圖內1)和X軸滾珠螺桿(如圖內4) 是否有污油及灰塵以乾淨的布擦拭.e.在主畫面選擇VX/VY AXIS後jog影像系統往後.(圖3)5.關閉印刷機電源.6.檢查電源線是否有磨損.7.檢查機器後方上抽屜.a.拉出抽屜.b.檢查電線,氣管和零件是否有磨損.c.小心使用吸塵器清潔灰塵.d.關上抽屜.8.檢查機器後方下抽屜.a.拉出抽屜.b.檢查電線,氣管和零件是否有磨損.c.小心使用吸塵器清潔灰塵.d.關上抽屜.9.檢查氣壓電路盤a.打開後門蓋.b.檢查電線,氣管和零件是否有磨損.c.小心使用吸塵器清潔灰塵.d.關上後門蓋.10.檢查X.Y和Theta滾珠螺桿(圖4)a.在Theta軸裝置上,使用六角鈑手拆除螺絲(如圖內3)再拆除上蓋(如圖內1).b.檢查X.Y和Theta滾珠螺桿(圖5)是否有污油及灰塵.c.裝上蓋子(如圖內1)再鎖上螺絲.11.關上後門蓋.12.關上前上蓋和前門.(圖4)(圖5)季保養使用工具:乾淨的布.拖把.2號潤滑油(MPM P/N:4412). 擦拭溶劑.塑膠手套.安全眼鏡.吸塵器.1.打開機器的前上蓋和前門.2.檢視上蓋兩側瓦斯緩衝器是否無法承受上蓋的重量而垂下.3.打開機器的後上蓋及後側邊蓋子.4.檢視PCB運輸裝置(圖1)a.檢查螺桿(如圖內1,4)是否有污油及灰塵以乾淨的布擦拭.b.檢查皮帶帶動軸(如圖內5)是否有損傷以及清潔.c.檢查靜電刷(如圖內2)是否有損傷及清潔附著的灰塵垢物.(圖1)5.檢視Z軸滾珠螺桿(圖2)a.在主畫面選擇Z AXIS後jog Z軸上昇,以便於保養.b.將溶劑槽移開,請注意不要拆除低液位感應器及出水管.c.檢查滾珠螺桿(如圖內3)是否有污油及灰塵以乾淨的布擦拭後上油.d.在主畫面選擇Z AXIS後jog Z軸下降後按EXIT跳出.e.將溶劑槽置回原位.(圖2)6. 檢視Y軸軸承滑軌(圖3)a.在主畫面選擇Y AXIS後jog Y軸往後移至正向的極限值.b.檢查Y AXIS軸(如圖內Y AXIS Bearing Rail) 是否有污油及灰塵以乾淨的布擦拭後上油.c.在主畫面選擇Y AXIS後jog Y軸往前移至原點位置.7. 檢視X軸軸承滑軌(圖3)a.在主畫面選擇X AXIS後jog X軸往後移至負向的極限值.b.檢查X AXIS軸(如圖內X AXIS Bearing Rail) 是否有污油及灰塵以乾淨的布擦拭後上油.c.在主畫面選擇X AXIS後jog X軸往前移至原點位置.(圖3)8.檢視Theta軸軸承滑軌(圖4)a.在主畫面選擇Theta AXIS後jog Theta軸往後移至正向的極限值.b.檢查T heta軸(如圖內1,2) 是否有污油及灰塵以乾淨的布擦拭後上油.c.在主畫面選擇Theta AXIS後jog Theta軸往後移至負向的極限值.d.檢查Theta軸(如圖內1,2)是否有污油及灰塵以乾淨的布擦拭後上油.e.在主畫面選擇Theta AXIS後j og Theta軸移至原點位置.(圖4)9.檢視標準印刷頭裝置(圖5)a.在主畫面選擇SQUEEGEE STROKE後jog印刷頭往前以便於保養.b.拆除4顆螺絲(如圖內2)並移開刮刀頭上蓋(如圖內1).c.檢查皮帶(如圖內10,3)是否有損傷以及保持皮帶拉緊,若是需要調整或更換,請參照“Print Head,Squeegee Driver Belt Adjustment”更換程序更換.d.將刮刀頭上蓋裝回鎖上螺絲.(圖5)e.(圖6)拆除5顆螺絲(如圖內3)並移開印刷頭行程滾珠螺桿上蓋(如圖內1).f.清潔滾珠螺桿並上油(如圖內2),請參照“Print Head,Standard,Carriage Ball Screw Cleariing and Lubrication”程序保養上油.g.將印刷頭行程滾珠螺桿上蓋鎖上螺絲.h.在主畫面選擇SQUEEGEE STROKE後jog印刷頭往後.(圖6)10.檢視自動加錫裝置(圖7)a.在主畫面選擇DISPENSER後jog加錫頭往左以便保養.b.檢查X軸滾珠螺桿的驅動連結器(如圖內2)的狀況以及螺絲是否鎖緊.(圖7)11.檢視影像系統的滾珠螺桿(圖8)a.在主畫面選擇VX/VY AXIS後jog影像系統往前以便於保養.b.拆除7顆螺絲(如圖內2)並移開X軸滾珠螺桿上蓋(如圖內1).c.清潔X和Y方向滾珠螺桿並上油(如圖內2), 請參照“Vision,System,Ball Screw Cleaning”程序保養.d.將X軸滾珠螺桿上蓋裝回鎖上螺絲.(圖8)12.檢查真空擦拭裝置的真空供給管是否磨損以及破漏.13.檢查鋼板擦拭裝置(圖9)的擦拭紙感應器(如圖內Out of PaperSensor)功能是否正常.14.檢查擦拭紙尺寸感應器(如圖內Paper Size Sensor)功能是否正常.(圖9)15.檢查真空吸拭板(如圖內Vacuum Plenum)操作功能是否正常和清潔.a.在主畫面選擇Maintenance下拉式功能表的Input/Output Test.b.在Digital Input/Output Screen的畫面下選擇WIPER BLADE UP鈕確認吸拭板昇起或下降是否順暢.c.檢查吸拭板上昇的壓力從上升的高度判斷約3/32-inch(2.38mm).d.拆除吸拭板並清潔板上與槽內的錫膏.e.如過濾棉太髒,請更換後再裝回吸拭板.16.關上機器的前上蓋.前門和主電源.17.檢視上抽屜.a.拉出上抽屜.b.檢查所有的接點和零件是否勞固.c.拆掉電腦主機上蓋,抽出前端過濾棉使用吸塵器清潔.d.裝上電腦主機上蓋和關上上抽屜.18.檢視下抽屜.a.拉出下抽屜.b.檢查所有的接點和零件是否勞固.c.使用吸塵器將風扇過濾器清潔.d.關上下抽屜.19.檢視X,Y和Theta軸滾珠螺桿(圖10)a.拆除Theta軸上蓋的六顆螺絲(如圖內1,3).b.清潔X,Y和Theta軸滾珠螺桿並上油(圖11),請參照“UnscheduledMaintenance,Ball Screw Cleaning”程序保養.c.裝上Theta軸上蓋並鎖上螺絲(如圖內1,3).(圖10)(圖11)20.檢視機器後風扇的過濾棉(圖12)a.旋鬆螺絲(如圖內3)後移開風扇蓋子(如圖內4).b.取出過濾棉(如圖內2),使用吸塵器清潔乾淨並清潔過濾槽(如圖內5).c.將過濾棉放入過濾槽後,鎖上風扇蓋子.(圖12)21.關上機器的後上蓋及後側邊蓋子.半年度保養使用工具:小刷子.乾淨的布. 擦拭溶劑.塑膠手套.安全眼鏡.吸塵器.容器.1.檢視4個緊急停止開關(圖1)a.打開主電源開關(如圖內5)及啟動電源(ON鈕,按6).b.按下緊急停止開關(如圖內1,2,3或4),檢查狀況指示燈是否亮紅燈以及無電源狀況(POWER電源指示燈不亮).c.向右轉並拉出緊急開關,檢查電源指示燈是否亮著.d.按ON鈕,重新啟動電源.e.重複a~b的動作,檢查其餘3個緊急開關.(圖1)2.檢視真空吸板裝置(圖2)a.在主畫面選擇Z AXIS後jog Z AXIS昇起,按EXIT鍵.b.關閉主電源開關並上鎖.c.打開前門蓋和前門.d.拆除4顆螺絲(如圖內4),將連接蓋(如圖內3)與工作台上分開.e.取出過濾用鐵絲網(如圖內7).f.清潔堆積物.g.將過濾用鐵絲網放置在裝有清潔溶劑的容器上,使用小刷子刷洗難清除的堆積物.h.請徹底的使用清潔溶劑和乾淨的布,清潔以下零件:I.真空吸引口.II.工作台正面.III.工作台背面.i.裝上過濾用鐵絲網.j.鎖上4顆螺絲(如圖內4),將連接蓋(如圖內3)與工作台上連接.(圖2)3.檢視印刷頭裝置(圖4)a.在主畫面選擇SQUEEGEE STROKE後jog印刷頭往前.b.拆除5顆螺絲(如圖內11)後,將印刷頭行程滾珠螺桿的蓋子(如圖內12)移開.c.檢查馬達與滾珠螺桿之間的驅動連結器(如圖內15)的狀況以及螺絲是否鎖緊.d.拆除4顆螺絲(圖3,如圖內2)並移開刮刀頭上蓋(圖3,如圖內1).e.檢查滑輪(Pulley,如圖內2,7,8,13)的狀況以及螺絲是否鎖緊.f.蓋上刮刀頭上蓋(圖3,如圖內1)並鎖上螺絲.g.蓋上印刷行程滾珠螺桿的蓋子(如圖內12)並鎖上螺絲.h.在主畫面選擇SQUEEGEE STROKE後jog印刷頭往後.(圖3)(圖4)4.檢視Z AXIS滾珠螺桿驅動連結器(圖5)a.在主畫面選擇Z AXIS後jog Z AXIS上昇.b.將溶劑槽移開,請注意不要拆除低液位感應器及出水管.c.檢查滾珠螺桿驅動連結器(如圖內2)的狀況,如需更換請參照”Z AXISSystem,Motor Coupling Replacement”程更換.d.在主畫面選擇Z AXIS後jog Z AXIS下降後按E XIT跳出.e.將溶劑槽置回原位.f.關上前門和前門蓋.(圖5)5.檢視X,Y和Theat AXIS滾珠螺桿驅動連結器(圖6)a.打開機器的後上蓋及後側邊蓋子.b.拆除Theat軸上蓋的六顆螺絲(圖7,如圖內3)再拆除上蓋(如圖內1).c.檢查驅動連結器(如圖內X,Y,Theat Axis Couping).d.如需更換,請參照”Unscheduled Maintenance,Motor CouplingReplacement”程序更換.e.裝上Theta AXIS上蓋並鎖上螺絲(圖7,如圖內3).f.關上機器的後上蓋及後側邊蓋子.(圖6)(圖7)。
mpm 手册

Board Model NOT Found
• System cannot find taught board model.
• Ensure that correct board is loaded in print area.
4-3
Aleshooting Guide
Table 4–1. System Error Messages (continued)
• Notify Maintenance Dept.
“Axis” - Hardware Limit!
• An assembly traveled beyond acceptable limit.
• Visually inspect for damage. If recoverable, reset the machine.
• Jog away from the software limit.
Board stop sensor not made • Board did not make it to print area.
• Check worknest for board. • If present, sensor may be bad.
Cognex software version will • Wrong Cognex version loaded. • Load correct Cognex version.
not work
GEM initialization failed
• Host Communications board • Notify maintenance. does not respond.
Maintenance troubleshooting is done when the operator cannot correct a problem or an obvious machine fault exists. Detailed information and aids are include in the Maintenance Troubleshooting section of this chapter.
MPM 常见故障 及维修处 理 方 法

轨道皮带破损 更换轨道皮带.
TRANSFER 马达/驱动卡异常 检查马达及电路,更换TRANSFER 驱动卡/马达.
11 Z-TABLE不能升起 Z-AXIS 控制卡坏 更换Z-AXIS R控制卡.
3 印浆塞孔 锡浆使用时间长,黏度过大 清洗钢网,更换新锡浆.
钢网有异物堵塞网孔 清洗钢网.更换新锡浆.
刮刀压力过大 调整刮刀压力,刚好能刮干净锡浆OK.
钢网擦拭溶剂喷得过大 关闭SOLVENT,干擦.
MPM 维修参考手册
序号 故 障 现 象 原 因 处 理 方 法 注 意 事 项
6 board stop not sensed 停板不到位 轨道进出板不顺畅 调整轨道宽度,检查轨道皮带. BOARD STOP SENSOR不可以擦拭清洁,更换时固定座一起更换. 注意检察 I/O BOARD 接口是否松动及对应RELAY指示是否正常
X Axis 马达坏 更换X Axis 马达.
14 Z axis level was incorrect. z home position error. Adjust the z home position and test z up and down trace.
MARK识别雪花 整理扎紧信号线,检查VISION处理盒接线是否松动.更换CAMERA.
某AXIS 松动或马达/马达驱动卡异常 观察确认哪个方向偏移,对应检查AXIS固定螺丝,连轴器,马达驱动卡/马达.
2 印浆连锡 锡浆太稀 更换锡浆.
钢网孔壁不光滑 重开钢网.
4 印浆时死机,显示器没有显示 机器总电源异常 检查机器总电源.
MPM-维修参考手册

M P M-维修参考手册work Information Technology Company.2020YEARMPM 维修参考手册序号故障现象原因处理方法注意事项1 印浆偏移坐标偏移调整坐标. 1.精度要求高的板子,FP MODE 建议写为:1; 2.Accept lever 600以上.MARK识别不良 TEACH VISION,或重写MARK.钢网固定松动检查钢网固定.PCB停板时不平稳检查SUPPOR PIN,托盘治具及真空能否吸稳PCB.CAMERA 碰到PCB 锁好CAMERA 盖子.MARK识别雪花整理扎紧信号线,检查VISION处理盒接线是否松动.更换CAMERA.某AXIS 松动或马达/马达驱动卡异常观察确认哪个方向偏移,对应检查AXIS固定螺丝,连轴器,马达驱动卡/马达.2 印浆连锡锡浆太稀更换锡浆.钢网与PCB有间隙检察查SUPPOR PIN,托盘治具,SNAP OFF 写为0,重测钢网高度.刮刀刮不干净检查刮刀是否装好,重测刮刀水平.钢网擦拭不干净检查钢网擦拭,定时人工手动擦拭.钢网开孔问题重开钢网.3 印浆塞孔锡浆使用时间长,黏度过大清洗钢网,更换新锡浆.钢网有异物堵塞网孔清洗钢网.更换新锡浆.刮刀压力过大调整刮刀压力,刚好能刮干净锡浆OK.钢网擦拭溶剂喷得过大关闭SOLVENT,干擦.钢网孔壁不光滑重开钢网.4 印浆时死机,显示器没有显示机器总电源异常检查机器总电源.机器电源3FU(15A/250V)保险管烧毁更换保险管.电脑主机电源异常 1.检察电脑主机电源开关. 2.检查电脑主机电源,如电源没有输出,更换电源.电脑主机板卡异常无法启动更换相应NG板卡.5 不能自动擦网擦网纸感应SENSOR感应不良检查调整擦网纸感应SENSOR. 注意检察 I/O BOARD 接口是否松动及对应RELAY指示是否正常擦网纸没装好重装擦网纸.WIPER LOCK SENSOR感应不良检察WIPER LOCK SENSOR线路及调整其挡片.擦网纸导杆固定螺丝松脱或折断重新固定/更换擦网纸导杆.擦网卷纸轴断裂更换擦网卷纸轴.擦网纸驱动链条异常检查擦网纸驱动链条.擦网纸驱动马达异常检查擦网纸驱动马达及其驱动卡.wipe blade 没有升起来检查其气路及电磁阀.13 VISION Y is not parked. VISION Y PARK SENSOR感应不良进入I/O检查SENSOR状态及其电路,或调整SENSOR位置.MPM 维修参考手册序号故障现象原因处理方法注意事项6 board stop not sensed 停板不到位轨道进出板不顺畅调整轨道宽度,检查轨道皮带. BOARD STOP SENSOR不可以擦拭清洁,更换时固定座一起更换. 注意检察 I/O BOARD 接口是否松动及对应RELAY指示是否正常机器参数出错 RESET机器.程序错误调整程序.SUPPORT PIN或托盘治具没装好调整SUPPORT PIN,托盘治具位置.BOARD STOP SENSOR感应不良 1.BOARD STOP SENSOR坏,更换BOARD STOP SENSOR; 2.I/O BOARD 接口松动,接触不良,清洁插紧接口. 3.检查SENSOR POWER SUPPLY电路.7 WIPER IS NOT PARKED,擦网后照Mark时VY轴移动速度慢擦网时WIPER LOCK SENSOR感应不良检察WIPER LOCK SENSOR电路及调整其挡片. 注意检察 I/O BOARD 接口是否松动及对应RELAY指示是否正常8 无法测钢网高度及刮刀水平, Tactile无法归零 Tactile Sensor 探头不灵活清洁Tactile Sensor探头.Tactile UP SENSOR感应不良检察Tactile UP SENSOR线路或更换SENSOR.Tactile Sensor 马达驱动线路异常检查Tactile Sensor 马达驱动电路.Tactile Sensor 马达驱动卡NG 更换Tactile Sensor 马达驱动卡.Tactile Sensor 线扎得太紧,气缸下降时拉住整理扎线.Tactile Sensor 马达坏更换Tactile Sensor 马达.9 stencil mark not found PCB MARK 不良重写MARK或改写PAD. 注意检察 I/O BOARD 接口是否松动及对应RELAY指示是否正常CAMERA 棱镜表面有异物清洁棱镜.钢网mark不黑,对比度不好涂黑mark或降低ACCEPT LEVER.CAMERA STENCIL LIGHT电路接触不良检查整理有关线路.CAMERA STENCIL LAMP亮度不够或烧坏更换 STENCIL LAMP.10 卡板轨道前后宽度不一致调整轨道前后宽度一致. 控制卡跳线需正确,接头要锁紧轨道皮带破损更换轨道皮带.TRANSFER 马达/驱动卡异常检查马达及电路,更换TRANSFER 驱动卡/马达.11 Z-TABLE不能升起 Z-AXIS 控制卡坏更换Z-AXIS R控制卡.Z-AXIS 马达坏更换Z-AXIS 马达坏.12 印刷X方向不规则移位,Reset后X Zxis报警。
MPM维修手册

M P M维修手册(总4页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--MPM維修手冊一、空氣壓力調節器中過濾器的更換1.關閉印刷機2.斷開印刷機的空氣供應3.確信空氣供應停止器在PEN位置4.打開空氣壓力過濾器筒狀閥,排出剩余的空氣直到空氣壓力表顯示為0PSI5.從印刷機左側后部卸下過濾器6.逆時針方向旋動空氣壓力過濾器筒狀閥,并從調節器上旋下過濾器7.從過濾器上卸下O形密封圈,檢查O形密封圈是否完好,若有損壞,則更換它8.冷子管時針旋轉過濾器主件并卸下調節器主件9.卸下并留下彈簧,德育報廢的過濾器主件10.將彈簧裝在更換好的過濾器主件上,并將過濾器主件裝入調節器,手動旋緊過濾器主件11.在裝好O形密封圈后,將過濾器筒狀閥裝到調節器上12.手動旋緊過濾器筒關閥以至在它被裝好后,可以看到觀測表13.旋緊過濾器導管14.逆時針旋轉調節器旋鈕15.接通印刷機空氣壓力源16.旋轉調節器調節旋鈕使氣壓值為80PSI17.檢查過濾器是否泄漏,若有則糾正18.開啟印刷機確定空氣壓力調節器顯示為80PSI,若有必要則調整空氣壓力調節器19.將調節器裝回印刷機左側后部20.若有必要則關閉印刷機二、鋼板架夾緊裝置的更換1.從主操作界面上選擇50G SQUEEGEE STRDKE,將刮刀架移至印刷機后方2.關閉空氣供應開關3.關閉印刷機,關上MAIN DISCONNECT開關4.打開前門和前罩5.若裝有鋼板架則移走它6.在斷開鋼板架夾緊裝置的上、下空氣管前應在其位置作好標記7.從鋼板架夾緊裝置上斷開空氣管8.取下兩顆將鋼板架夾緊裝置固定在鋼板架軌道上的螺釘,從印刷機上卸下鋼板架夾緊裝罩9.將兩個空氣管安裝到鋼板架夾緊裝置在第6步中所作的位置標記處10.安置更換好的鋼板架夾緊裝置到鋼板架軌道上使它的適合的空氣值以達到印刷機的后方11.用兩個螺釘將鋼板架夾緊裝置固定到鋼板架軌道上12.將供氣開關關閉放在關上13.打開MAIN DISCONNECT開關并開啟印刷機14.在印刷機上安裝一個鋼板架15.從操作蚧面上選擇FRAME CLAMP16.確定在鋼板夾緊裝置空氣連接處沒有空氣泄漏,并且鋼板架夾緊裝置能正確的伸縮17.關門前門和前罩三、驅動馬達的更換1.從主操作界面上選擇JOG GRACK WIPTH,使后傳送軌道完全移至印刷機后部2.從主操作界面上選擇JOG*AXIS,移動X軸到負極限3.關門電源,關門MAIN DISCONNECT開關4.打開前門和前罩,若有需要可卸下左面板5.松開機內的驅動馬達固定螺釘6.移動兩個驅動馬達架來松開驅動帶7.從驅動馬達斷開電源連接器8.記下將驅動馬達連接到固定板上的螺釘孔的位置,移走三顆螺釘9.從驅動馬達皮帶上卸下馬達皮帶,從印刷機上卸下驅動馬達10.松開驅動馬達的兩個螺釘并從驅動馬達軸上卸下皮帶輪11.在更換了的馬達驅動軸上用兩個緊固緊釘裝上并固定驅動馬達皮帶輪12.在把驅動帶裝到驅動馬達皮帶輪上后把更換好的驅動馬達裝好在調整的固定板上13.用3個螺釘安裝并固定驅動馬達到調節板上14.接通驅動馬達的電源15.在驅動馬達和花鍵軸驅動皮帶輪上安裝并調整驅動帶16.用手插壓在驅動帶中間并在機器外側旋動驅動馬達17.當驅動帶中心下壓距離為英寸時旋緊兩個螺釘18.打開電源并執行自動軌道寬度檢查系統四、刮刀驅動帶調整1.若有必要開啟帶調整2.在主操作界面上選擇JOG SQUEEGEE STROKE移動印刷頭至印刷機前部3.打開印刷機前罩和前門4.關門印刷機5.在印刷頭架上卸下固定刮刀驅動罩子的四個螺釘、卸下罩子6.松開四個馬達的螺母7.用手指壓在驅動帶中心,拉動馬達遠離部件馬達皮帶輪8.在驅動中間下壓距離為英寸時旋緊馬達鎖緊螺母9.裝上刮刀驅動帶罩子,用四個螺釘和墊圈來固定它10.關上印刷機前門和前罩五、鋼板擦拭紙的更換1.退回主操作界面2.從Maintenance下拉菜單中選擇change paper3.按NEXT 后攝像系統和鋼板擦拭器將移至印刷機前方4.打開印刷機前蓋可看到真空擦拭器5.將鋼板架推至最后處6.同時抬起左、右兩端的兩個固定裝置并使之向后移動少許7.拉緊左側導紙棍的彈簧,并取出該導紙棍8.取出供應軸和卷動軸9.在供應軸上裝入新紙,在裝紙時應注意裝紙的方向,在機器內側右面有一張相應的鋼板擦器的卷紙路線圖10.根據卷紙路線圈可將供應軸上的新紙固定到卷軸上11.裝上導紙棍后抬起左、右兩端的固定裝置,使其回到固定位置12.在主操作界面上選擇WIPER PAPER按鈕,檢查擦拭紙的卷動情況是否正常轉動,若不正確則需重新調整13.將鋼板拉出至原處14.在主操作界面上選擇CLEAR FANLT,使鋼板擦拭器回復到原位15.關閉前門和前罩六、傳送帶的更換1.打開印刷機2.從主操作界面上選取JOG TRACK WIDTH,如果是正在更換后面的傳送軌道皮帶,輕推后傳送軌道使其在至最前方的一半距離處,如果是正在更換前軌道傳送皮帶,輕推后傳送軌道到印刷機的最后方3.從主操作界面上選擇JOG*AXIS,輕推X軸到其的正極限位置4.關閉印刷機,關閉MAIN DISCONNECT開關5.打開前門和前罩,若有需要的話,可移走左面板6.松開固定傳送皮帶驅動馬達固定板的兩個螺釘,移動馬達內側以松驅動皮帶7.松開兩個用來固定需要更換的傳送帶上的傳送帶張力元件的螺釘8.移動張力元件來減小傳送帶張力,從馬達驅動皮帶輪上卸下傳送帶9.卸下并保留鎖緊墊圈(用來固定后花鍵驅動軸)10.用手輕輕向印刷機后方移動花鍵軸,從前面的花鍵軸驅動軸和后面的承壓墊片之間卸下那個薄墊片11.不斷的向前移動花鍵軸直到有足夠的空隙來卸下或安裝傳送帶,在移動花鍵軸時,不要讓后花鍵軸驅動墊圈從軸上掉下來12.卸下舊的傳送帶13.裝上新的傳送帶在驅動皮輪上14.將薄墊片旋轉在前花鍵軸上并向前移動花鍵軸到印刷機前部,裝上前花鍵軸的承壓墊片15.裝上后花鍵承壓墊片在后花鍵軸進入后方的金屬板上16.用鎖緊墊圈將承壓墊片固定到金屬板上17.在外側旋轉一個壓力表在張力元件上18.在張力元件壓力為10POUNDS時,鎖緊兩個螺釘確定軌道是不動時,后張力元件在恰當的空隙中把金屬板彈出,若需要則調整后傳送軌道的傳送張力19.用手指壓在驅動皮帶的中間位置并在外側拉動傳送驅動馬達20.在中間的驅動皮帶下壓的距離為時鎖緊2個螺釘21.打開MAIN DISCONNECT開關并打開印刷機,執行板傳送軌道傳送帶檢查系統22.慢慢的輕推板傳送軌道,并觀察傳送軌道驅動馬達和后張力元件之間的間隙,確定有還夠的間隙存在23.執行軌道寬度調整檢查系統24.如需要裝好左面板七、傳送帶張力調整1.關閉印刷機2.打開前門和前罩3.檢查前、后傳送軌道的傳送帶,確信他們在所有皮帶輪上工作正常,若需要則更換4.確定前后張力塊的位置,前張力塊在圖3-54中,后張力塊位于鎖緊板的后面5.松開前面張力塊的鎖緊螺釘6.如圖3-54中所示的一樣把壓力表放在前張力塊的尾部7.在壓力表顯示前張力塊為10磅(44N)時,鎖緊張力塊鎖緊螺釘8.打開印刷機9.選擇JOG TRACK WIDITH,并輕推后傳送軌至后張力塊10.關閉印刷機11.重復步驟5-T 來調整后張力塊12.關閉前門和前罩13.如有需要打開印刷機。
MPM维护保养规范
5.3月保养
5.3.1清潔、潤滑印刷頭線性滑軌
.5.3.2清潔、潤滑刮刀螺桿、滑軌及線性滑軌
5.3.3清潔、潤滑VX-VY相機線性滑軌
5.3.4清潔、潤滑各軸絲桿及線性滑軌
5.3.5清潔進出板感應器
5.3.6清潔.潤滑鋼板自動擦拭器線性滑軌
5.4季保养
5.4.1.檢查印刷頭蛇管及電源線路
5.4.2.清潔相機和稜鏡
5.4.3.檢查鋼板自動擦拭器蛇管、電源線路及氣管
5.4.4.檢查鋼板自動擦拭器捲紙馬達、溶劑潤濕及真空吸力
5.4 5.清潔鋼板自動擦拭器擦拭機構
5.5年保养
5.5.1.清潔散熱風扇及過濾網
5.5.2.清潔PC.I/O板.驅動板
5.5.3.清潔電器控制箱內的控制電路板
五.保养点检项目
5.1日保养
5.1.1清潔儀器蓋子外面殘存灰塵及錫膏.
5.1.2擦拭機器外觀
5.1.3清潔工作平台
5.1.4移除各軸滑軌異物
5.1.5檢查進出板感應器
5.1.6檢查氣壓和清潔酒精
5.2周保养
5.2.1清潔印刷頭線性滑軌
5.2.2清潔VX-VY相機線性滑軌
5.2.3清潔鋼板擦拭器線性滑軌
512擦拭機器外觀513清潔工作平台514移除各軸滑軌異物515檢查進出板感應器516檢查氣壓和清潔酒精52周保养521清潔印刷頭線性滑軌522清潔vxvy相機線性滑軌523清潔鋼板擦拭器線性滑軌524檢查外部電源連接線及氣壓管?53月保养531清潔潤滑印刷頭線性滑軌
修订履历记录
版本
文件编号
制/修内容简述
生效日期
制/ቤተ መጻሕፍቲ ባይዱ订部门
制/修订人
项目管理手册(PMM)
组成员为了让领导放心
,也会有所表示——拍
胸脯,而且往往还会说
出一句话:
“老板,放心吧, 包在我身上!”
盲目的乐观与热情只会让前进方向与最初的目标越偏越远
目标执行的误区(二)“六拍运动 ”
第四拍:拍桌子
项目进行一段时间后 ,领导忽然发现项目进 展情况与自己的预期相 去甚远,于是大发雷霆 ,爆发了“四拍运动 ”——拍着桌子
六段秘书的做法:
做记录——发通知,落实到人,会前通知, 测试了设备,也提供了相关会议资料,还 在会议过程中详细做好会议记录(在得到 允许的情况下,做一个录音备份)。
七段秘书的做法
发记录——会后整理好会议记录(录音) 给总经理,然后请求总经理是否发给参加 会议的人员,或者其他人员。
八段秘书的做法
考考你的秘书是几段:执著于结 果有什么不同?
模拟测试:总经理要秘书安排会议
总经理要求秘书安排次日上午九点开一个 会议。在这件事下,什么是任务?什么是 结果?通知到所有参会的人员,想要的结 果是什么呢?
一段秘书的做法
发通知——用电子邮件或在黑板上 发个会议通知,然后准备相关会议用 品,并参加会议。
启动
决定立项
计划
计划提供控制基线 根据变更调整计划
依照计划执行执行情况与计划 Nhomakorabea较控制
实施
调整执行情况
收尾
1.5 项目管理内容八要素
质量 管理
费用 管理
时间 管理
范围 管理
采购 管理 风险
管理
沟通 管理
HR 管理
可交付 成果
项目管理
第二章 项目启动管理
1. 项目提出 2. 项目立项 3. 项目开工
从以上九个不同段位的秘书的工作方法我 们可以看出,由于对结果的追求程度不同, 秘书的工作内容也发生了很大变化。
mpm中文操作手册

M P M 中文操作手冊Ultraprint (for UP2000 )軟體版本7.1A以下適用FrankⅡ製2000.10.01On 電源啟動開關 Emergency Stop 警急停止開關 Off 電源關閉開關 Power 電源燈 Start Cycle 開始循環按鈕Temperature 溫度控制表 Relative Humidity 濕度控制表警急停止開關紅黃綠燈塔警急停止開關主電源開關圓形開關斷路器1.聲明:UP2000中文手冊節錄自MPM公司Ultraprint2000英文手冊,僅做為琋瑪企業員工及客戶教育訓練之用,特此聲明,若有不詳之處,敬請見諒。
2.系統簡介:UP2000印刷機特性視覺自動對準裝置Vision Alignment System慢速脫模功能Slow Snap-off Function可程式設定刮刀頭Programming Squeegee自動擦拭鋼板系統Stencil Wipper2.1關於印刷週期Printing Cycle印刷週期包含下列過程1.基板搬入Loading Board2.基板定位Locating Board3.視覺系統對位Vision Alignment4.印刷平台上升Z Tower UP5.刮刀向前後刮印錫膏Printting6.慢速脫模Slow Snap-Off7.印刷平台下降Z Tower Down8.基板搬出Unloading Board2.2硬體2.2.1操作介面軌跡球或螢幕(Trackball or Monitor)你可以從螢幕上知道Ultraprint 2000的狀態,以及它提供給你的相關訊息,並且經由軌跡球,來採取各項的操作程序。
Trackball軌跡球:1.移動螢幕上的指標↖2.移動各軸3.數入數字、參數等等…..SELECT按鈕:在指標所在的地方,按了SELECT按鈕,即是啟動操作、功能、或子功能、或輸入狀態NEXT按鈕:按了NEXT按鈕,表示你已認知目前機器的提示或狀態EXIT按鈕:按了EXIT按鈕,表示離開目前的狀態上述使用方法,在螢幕右下方的對話框(訊息顯示區)會顯示操作方法3.軟體介面開機後,顯示如下的畫面For 7.0以上(因軟體版本新舊不一樣而不同)Ultraprint 2000內全部馬達,都是步進馬達,所以剛開機必需RESET重新回原點後才能開始使用。
MPM保养手册
MPM周保养
3.用碎布清理平台上残留的锡膏与异物
MPM周保养
4.用碎布清洁前盖汽缸,并适当加油
★ 加油后注意将安全门反复开关几次,擦拭多余的润滑油
MPM周保养
5.用气枪吹自动清洗装置,保证喷口通畅
A:擦去附着在真空胶条表面异物 B: 用气枪清理酒精槽以及喷口上异物
MPM周保养
6.刮刀保养及检查刮刀片磨损情况
1.将刮刀片清洁干净 2.检查刮刀片安装是否平整,若不平整如上右图所示松开内六角螺丝进行调整 3.检查刮刀片是否磨损,必要时可将刮刀片反过来安装使用,磨损严重时更换刮刀片
MPM月保养
1.印刷头轨道加油
MPM月保养
2.放钢板槽加油及定位PIN加油
MPM月保养
3.平台上升螺杆清洁与换油
MPM半年保养
1.镜头X螺杆重新上油
MPM半年保养
2.镜头Y螺杆重新上油
MPM半年保养
3.印刷头载具螺杆重新上油
MPM半年保养
4.卷纸轴承加油
MPM半年保养
5.平台上升汽缸清洁上油以及螺杆重新上油
MPM年保养
1.检查输送皮带是否需要更换
MPM年保养
2.检查挡板器的真空管是否需要更换
MPM年保养
3.检查刮刀载具 弹簧 轴承否需要更换
M P M
保 养 手 册
MPM周保养
1.清洁输送皮带 夹板 轨道
①清洁输送皮带时机器需断电方可转动传送带马达,然后用小刷子清理皮带上的异物。 ②清洁夹板和轨道时用碎布清洁图示其上表面,也需清洁其下表镜片
★用无尘布擦拭玻璃镜片时要注意不能沾用过酸/碱等有腐蚀性的溶剂,会造成镜面模糊,最好是中性溶剂擦拭或干擦!
MPM年保养
印刷机(MPM)操作说明及注意事项
印刷机(MPM)操作 说明及注意事项
文件编号 版 页 次 次 A.0 3/6
14. 要使用溶剂清洁钢板及 PCB 时须确认清楚该使用何种溶剂。 15. 生产时须配戴静电环及静电手套 六、刮刀管理: 1.各班操机人员于开线前检查 SMT 刮刀的使用状况,如果发现有问题及时通知领班 或跟线技术员。 2.各班操机人员于收线后统计 SMT 刮刀使用次数,并记录于 MPM 刮刀管制使用记 录表. 2.当锡膏印刷超出判定标准(附件一)时,锡膏膜厚出现异常时,操作人员立即停线,通 知工程师检查刮刀的磨损,变形状况,确定是否更换刮刀。 3.对于刮刀作治具编号统一管理,产线领退,更换刮刀需纪录于( MPM 刮刀领退管理 纪录表)。 七、设备保养: 1.根据 MPM 印刷机设备保养记录表的保养项目进行设备的日、周、月、年保养,并 填写 MPM 印刷机设备保养记录表。 八、应用附件: 1.FM-QMI130-01 A.0 MPM 刮刀领退管理纪录表 2.FM-QMI130-02 A.0 MPM 印刷机设备保养记录表 3.FM-QMI130-03 A.0 MPM 刮刀管制使用记录表 九、附图
印刷机(MPM)操作 说明及注意事项
修订履历记录
版本 文件编号 制/修内容简述 生效日期
文件编号 版 页 次 次 A.0 1/6
制/修订人
制/修订部门
印刷机(MPM)操作 说明及注意事项
一、目的:(PURPOSEE)
文件编号 版 页 次 次 A.0 2/6
为使操作员能正确操作,确保设备发挥最大效能,减少设备故障频率。 二、范围:(SCOPE) 广西三诺数字 PCBA 部 SMT 生产线 MPM 印刷设备。 三、应用文件:(APPLICATION DOCUMENT)
印刷后 PAD 間 短路
MPMS中文说明手册201107
Quantum Design Partners in Your Lab By Scientist For Scientist 美国Quantum Design公司磁学测量系统MPMSSQUID 产品说明手册Quantum Design中国子公司2011年07月Quantum Design Partners in Your Lab By Scientist For Scientist 美国Quantum Design公司简介图1 Quantum Design全球总部美国Quantum Design公司于1982年由世界上第一台商业化SQUID测量系统的设计者创立总部位于美国加州圣迭戈市。
在公司成立的近三十年里Quantum Design公司专注于打造两条主产品线——SQUID磁学测量系统MPMS和综合物性测量系统PPMS。
目前PPMS和MPMS已经成为实验数据可靠的标志被广泛应用于物理、化学及材料科学等众多研究领域几乎遍布所有世界一流相关实验室。
在中国已有将近100台PPMS和MPMS正服务于全国各大重点实验室和顶尖的科学研究小组。
MPMS系统总述SQUIDSuperconducting QUantum Interference Device是MPMS高灵敏度的根源因此人们常常直接以SQUID来称呼MPMS。
MPMS系统磁学灵敏度可高达10-9emu基系统的测量温度范围为1.9K - 400K 另有选件可拓展至0.48K - 1000K同时设备由超导磁体提供最高到7特斯拉的外加磁场。
7T以上的磁噪声会使SQUID的测量精度明显下降因此MPMS系统不配备7T以上的磁体。
MPMS系统由一个基系统和各种测量及拓展选件组成。
用户首先选择一个基系统在功能上基系统提供了一个集温度、磁场、控制软硬件部分于一体的测量平台以及基本的SQUID直流磁学测量功能。
其中主要包含内置超导磁体、低温杜瓦、温控系统、磁场控制系统、MPMS系统中央控制平台SQUID探测单元等。
精密仪器维修手册

精密仪器维修手册一、引言本手册旨在提供关于精密仪器的维修指南和操作注意事项。
精密仪器在各个领域发挥着重要的作用,然而,由于其特殊性和复杂性,维修过程需要严谨和专业的操作。
本手册将详细介绍维修过程的步骤和技术要求,帮助维修人员正确维护和修复精密仪器,确保其性能和可靠性。
二、维修步骤1. 确定故障原因在开始维修之前,必须准确判断精密仪器的故障原因。
可以通过观察和检测仪器的工作状态,排除可能的问题,并进行必要的测试和检查。
同时,还应参考仪器的说明书和维修记录以获取更多细节和线索。
2. 器件检查与更换一旦确定了故障原因,接下来就需要对受损的器件进行检查和更换。
为了确保正确性和准确性,维修人员应根据仪器的规格要求选择适当的替换部件,并按照正确的方法进行更换。
在更换过程中,要注意防止静电损坏和错误操作导致的进一步损坏。
3. 检修与校准在器件更换完成后,需要对仪器进行检修和校准。
检修过程中,应耐心细致地检查仪器各部分的连接和功能,确保无疏漏。
校准是维修工作的重要环节,必须按照标准操作规程进行,保证仪器的测量和控制的准确性。
4. 维护与保养维修完成后,仪器还需要定期维护和保养以延长其寿命和性能。
维修人员应定期清洁和润滑仪器的关键部件,并定期进行性能测试和调整。
此外,仪器的周围环境应保持清洁干燥,防止温度、湿度等因素对仪器造成损坏。
三、操作注意事项1. 安全第一在进行维修操作时,安全是首要关注的问题。
维修人员应佩戴必要的个人防护设备,如手套、护目镜等,以防止受伤或污染。
同时,维修过程中的电气操作要遵循相关安全规范,确保电源切断、接地等措施得当。
2. 遵循标准规程维修人员应遵循制造商提供的维修手册和标准规程进行操作。
这包括仪器的拆装顺序、紧固力度、连接方式等。
在操作过程中,应严格按照规程的要求进行,不得随意修改或省略。
3. 注意维修环境与设备维修环境应保持干燥、清洁,并且具备必要的温湿度控制措施。
维修工具和设备应经过校准和合格检查,确保其可靠性和准确性。
MPM2000
MPM UP2000/3000 TRAINING REPORT一、前言:MPM UP2000、AP、UP3000設備之功能及配備雖各有不同,但其印刷工作原理卻大同小異。
本次受訓主要時程為UP2000一週、UP3000二週,而受訓內容包括印刷機工作原理介紹及簡易維修保養技巧、UP2000之Maintenance、UP3000之Maintenance 和Calibration等,所學習得到的一些觀念與技巧將於後續一一介紹。
二、重點心得:主要涵蓋一些維護觀念、電路認識及設備調校等,茲將其條列式重點簡單描述如下:1.總電源開關可使用鎖頭將其鎖住,以避免修機時不相干人員誤開電源而造成意外。
2.氣壓內定值之設定,建議調整為65psi。
3.輸入電源(Primary) 及變壓後電源(Secondary) 之電壓值需Check是否設定與所需一致,以免MOV燒毀爆掉。
4.以磁片Back-up系統,並列印出Option File及Calibration File,貼於機器內側,以備不時之需。
5.機器開機時勿將Keyboard插於電腦上,否則開機將失效(需按F1才能啟動)。
6.Conveyor Load Speed建議設定為25”/sec,Unload Speed建議設定為20”/sec (UnloadSpeed不能太快),以防止SMEMA Error。
7.建議將UP2000 Pre-board Stop Sensor拿掉,因有Board Stop Sensor即以足夠。
8.Change Wiper Paper之前必先Clear Fault,以避免Camera撞壞。
9.Wiper Up Reg. Pressure建議調整為40psi,避免撐壞鋼版。
10.X、Y、Z、Q、SQ Stroke軸之Driver Card Dip Switch建議將#5 設為Open,即馬達更為Idle模式,藉以延長馬達壽命。
(SQ Stroke尤其必需調整)11.任何Switch / Jumper 設定前記得關電源先。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6
board stop not sensed 停板不到位
7
擦网时WIPER LOCK SENSOR感应不良 Tactile Sensor探头不灵活 Tactile UP SENSOR感应不良 Tactile Sensor 马达驱动线路异常 Tactile Sensor 马达驱动卡NG Tactile Sensor 线扎得太紧,气缸下降时拉住 Tactile Sensor 马达坏 PCB MARK 不良 钢网mark不黑,对比度不好 CAMERA 棱镜表面有异物 CAMERA STENCIL LIGHT电路接触不良 CAMERA STENCIL LAMP亮度不够或烧坏 轨道前后宽度不一致 轨道皮带破损 TRANSFER 马达/驱动卡异常 Z-AXIS 控制卡坏 Z-AXIS 马达坏 X Axis Driver Card NG。 X Axis 连轴器松动或断裂 X Axis 马达坏
8
无法测钢网高度及刮刀水 平, Tactile无法归零
9
stencil mark not found
10
卡板
11
Z-TABLE不能升起 印刷X方向不规则移位, Reset后X Zxis报警。
12
MPM 维修参考手册
序号
13Βιβλιοθήκη 故 障 现 象VISION Y is not parked. Z axis level was incorrect.
原 因
处 理 方 法
调整坐标. 检查SUPPOR PIN,托盘治具及真空能否吸稳PCB. 锁好CAMERA 盖子. 整理扎紧信号线,检查VISION处理盒接线是否松动.更换CAMERA. TEACH VISION,或重写MARK. 检查钢网固定. 观察确认哪个方向偏移,对应检查AXIS固定螺丝,连轴器,马达驱动卡/马达. 更换锡浆. 检查钢网擦拭,定时人工手动擦拭. 检察查SUPPOR PIN,托盘治具,SNAP OFF写为0,重测钢网高度. 检查刮刀是否装好,重测刮刀水平. 重开钢网. 清洗钢网,更换新锡浆. 清洗钢网.更换新锡浆. 关闭SOLVENT,干擦. 重开钢网. 调整刮刀压力,刚好能刮干净锡浆OK. 检查机器总电源. 更换保险管. 1.检察电脑主机电源开关. 2.检查电脑主机电源,如电源没有输出,更换电源. 更换相应NG板卡. 重装擦网纸. 检查调整擦网纸感应SENSOR. 检察WIPER LOCK SENSOR线路及调整其挡片. 重新固定/更换擦网纸导杆. 更换擦网卷纸轴. 检查擦网纸驱动链条. 检查擦网纸驱动马达及其驱动卡. 检查其气路及电磁阀.
原 因
VISION Y PARK SENSOR感应不良 z home position error. V-Y AXIS 控制卡NG V-Y Axis 连轴器松动或断裂 V-Y Axis -LIMIT 感应挡片变形跑位 V-Y Axis -LIMIT 感应不良
处 理 方 法
归零,手动扳正PARK发光头对准camera 上的接收SENSOR 进入I/O检查SENSOR状态及其电路,或调整SENSOR位置. Adjust the z home position and test z up and down trace. 更换V-Y AXIS控制卡 检查/更换V-Y Axis 连轴器 校正,调整感应挡片 检查-LIMIT SENSOR 状态及电路
19 20 21 22
擦网纸安装好之后经常报警 擦网纸是否在擦拭钢网之后松动滑脱 ” Outside wiper” Track touching the vacuum chuck错误信息. 保护轨道的sensor外面的胶皮破掉
注 意 事 项
1.精度要求高的板子,FP MODE 建议写为:1; 2.Accept lever 600以 上.
总气压不足 总进气阀漏气 总气压感应SENSOR不良 轨道宽度小,TABLE上升时碰到 track touching sensor 托盘治具,真空隔板没装好碰到 track touching sensor track touching sensor异常 track touching senso松动碰到托盘治具,真空 隔板
注意检察 I/O BOARD 接口 是否松动及对应RELAY指 示是否正常
注 意 事 项
BOARD STOP SENSOR 不可以擦拭清洁,更换时固 定座一起更换. 注意检察 I/O BOARD 接 口是否松动及对应RELAY 指示是否正常 注意检察 I/O BOARD 接口 是否松动及对应RELAY指 示是否正常
MPM 维修参考手册
序号 故 障 现 象 原 因
轨道进出板不顺畅 机器参数出错 程序错误 SUPPORT PIN或托盘治具没装好 BOARD STOP WIPER IS NOT PARKED,擦 网后照Mark时VY轴移动速 度慢 SENSOR感应不良
处 理 方 法
调整轨道宽度,检查轨道皮带. RESET机器. 调整程序. 调整SUPPORT PIN,托盘治具位置. 1.BOARD STOP SENSOR坏,更换BOARD STOP SENSOR; 2.I/O BOARD 接口松动,接触不良,清洁插紧接口. 3.检查SENSOR POWER SUPPLY电路. 检察WIPER LOCK SENSOR电路及调整其挡片. 清洁Tactile Sensor探头. 检察Tactile UP SENSOR线路或更换SENSOR. 检查Tactile Sensor 马达驱动电路. 更换Tactile Sensor 马达驱动卡. 整理扎线. 更换Tactile Sensor 马达. 重写MARK或改写PAD. 涂黑mark或降低ACCEPT LEVER. 清洁棱镜. 检查整理有关线路. 更换 STENCIL LAMP. 调整轨道前后宽度一致. 更换轨道皮带. 检查马达及电路,更换TRANSFER 驱动卡/马达. 更换Z-AXIS R控制卡. 更换Z-AXIS 马达坏. 更换X Axis Driver Card. 检查/更换X Axis 连轴器. 更换X Axis 马达.
1
印浆偏移
2
印浆连锡
3
印浆塞孔
4
印浆时死机,显示器没有显 示 电脑主机电源异常
5
不能自动擦网
电脑主机板卡异常无法启动 擦网纸没装好 擦网纸感应SENSOR感应不良 WIPER LOCK SENSOR感应不良 擦网纸导杆固定螺丝松脱或折断 擦网卷纸轴断裂 擦网纸驱动链条异常 擦网纸驱动马达异常 wipe blade 没有升起来
注意检察 I/O BOARD 接口 是否松动及对应RELAY指 示是否正常
控制卡跳线需正确,接头要 锁紧
控制卡跳线需正确,接头要 锁紧
注 意 事 项
仅适用AP25
控制卡跳线需正确,接头要 锁紧, (其他AXIS 不能归零 思路类似)
思路类似)
转机时一定要仔细检查托 盘的安装位置是否不会碰 到轨道
检查气压正常指示85 PSI 以上,气压不足通知水电部 检查总进气阀及气路 检查气压感应SENSOR状态及其电路 调整轨道宽度 检查托盘治具,真空隔板固定位置. 检查track touching sensor及其电路 调整track touching senso位置 检查/调试装置擦网纸轴承的松紧程度& 检查/调试擦网纸压杆是否良好. 暂时将该Sensor移走等待更换配件
MPM 维修参考手册
序号 故 障 现 象
坐标偏移 PCB停板时不平稳 PCB碰到CAMERA MARK识别雪花 MARK识别不良 钢网固定松动 某AXIS 松动或马达/马达驱动卡异常 锡浆太稀 钢网擦拭不干净 钢网与PCB有间隙 刮刀刮不干净 钢网开孔问题 锡浆使用时间长,黏度过大 钢网有异物堵塞网孔 钢网擦拭溶剂喷得过大 钢网孔壁不光滑 刮刀压力过大 机器总电源异常 机器电源3FU(15A/250V)保险管烧毁
14
15
V-Y AXIS 无法归零
V-Y Axis 马达NG Wrong message: VY axis software limit warning.
检查马达电路,更换V-Y Axis 马达
16
程序错误
重做程序.
17
AIR PRESSURE FAIL
18
Tracks touching the Vaccum chuck.software limit warning