APC自动控制系统在四辊平整机上的应用
先进控制系统(APC)开发及应用方案(二)

先进控制系统(APC)开发及应用方案一、实施背景随着中国经济的快速发展,产业结构改革已成为推动经济持续增长的重要手段。
在此背景下,开发和应用先进控制系统(APC)具有至关重要的意义。
APC作为新一代信息技术的重要组成部分,对于提高企业生产效率、降低能耗、提升产品质量有着不可或缺的作用。
二、工作原理APC系统主要基于实时数据库进行数据采集、存储、分析和优化,通过数学模型和算法实现闭环控制。
其核心组件包括:1.数据采集与存储:通过现场传感器和数据采集设备,实时获取和处理生产过程中的各种数据。
2.数据分析与优化:利用先进的数据分析和机器学习算法,对采集到的数据进行处理,提取有价值的信息,为优化控制提供支持。
3.控制策略:根据分析结果,制定相应的控制策略,实现对生产过程的精确控制。
4.反馈与调整:通过对比预设的控制目标与实际生产数据,不断调整控制策略,以实现最佳生产效果。
三、实施计划步骤1.需求分析:明确APC系统的需求,包括需要控制的生产环节、需要采集的数据类型、需要优化的生产目标等。
2.系统设计:根据需求分析结果,设计APC系统的架构、功能模块和算法。
3.系统开发:依据设计文档,开发APC系统。
4.系统测试:在开发完成后,对APC系统进行全面的测试,确保其稳定性和性能。
5.系统部署:将APC系统部署到实际生产环境中,进行现场调试和优化。
6.系统维护与升级:对APC系统进行持续的维护和升级,以满足不断变化的业务需求。
四、适用范围APC系统适用于各种需要进行精细化生产控制的行业,如石油化工、制药、钢铁制造等。
在这些行业中,APC可以帮助企业实现生产过程的自动化、智能化和信息化,从而提高生产效率、降低能耗并提升产品质量。
五、创新要点1.实时数据采集与处理:APC系统采用高性能的实时数据库,能够实现数据的实时采集和高效处理。
2.基于机器学习的优化算法:通过机器学习算法对生产数据进行深度分析,找出最佳的控制策略,实现生产过程的智能化控制。
四辊轧机说明书
三、设备组成及结构特点机组由电动机、齿轮联轴器、减速机、齿轮联轴器、人字齿轮座、万向接轴托架、万向接轴、工作机座等组成。
由电动机通过一系列传动机构驱动轧机工作辊进行轧制。
工作机座由电动压下装置、平衡装置、工作辊装配、支承辊装配、机架装置、轨座等部件组成。
1 电动压下装置:电动压下装置是调整上轧辊位置的传动机构,以保证按给定的压下量轧制出所要求的断面尺寸。
该装置是由电动机带动两级蜗轮机构,传给压下螺杆移动轧辊向上或向下运动所达到的。
其中低速级传动蜗杆为球面蜗杆,这种蜗杆承载能力大,体积小,传动效率高。
电动压下装置由两套独立传动机构组成,这可保证在调整轧机时,两个上轧辊的轴承座可以单独运动,该装置在控制电路的配合下,可单独点动,亦可左右连动。
并配有数字显示装置,分别显示左右压下螺杆的压下量。
2 平衡装置:为了避免轧件进出轧辊时产生冲击,因此在机架窗口板上装有液压平衡装置,借此来消除轧机空载时上支撑辊轴承座与压下螺杆间的间隙以及压下螺杆螺纹间的间隙,液压平衡装置由四个液压油缸通过活塞杆对上轧辊轴承座进行平衡,油缸压力最大为130kg/cm2。
平衡力大小可自动调节。
3 辊子装配:工作辊材质为60CrMo,两端采用三列滚针轴承以承受径向载荷,并在辊子换辊侧用两只推力球轴承以承受左、右轴向载荷。
支承辊材质为9Cr2Mo,采用双列圆柱滚子轴承(FC轴承),辅以四点接触球轴承承受轴向分力。
每个支承辊轴承座内各装一只,其两个轴承的外侧与端盖及支承辊轴承座内孔底部留有一定的游动间隙,以免在运转过程中发热卡死。
在工作辊轴承座设有槽子,用压板插入槽内作固定轴承座之用。
下支承辊轴承座通过圆弧板与机架窗口底面实现圆弧接触,用以克服轧辊负载后产生变形给轴承带来的不利影响,从而延长其寿命。
工作辊出厂时加工成圆柱形辊身,使用时由用户按需要自行加工合适的辊形,工作辊辊身磨损后可重新加工再用,当辊子直径减小到图纸规定最小值时,就不能再继续使用,应以堆焊方法修复或者更换新工作辊。
CSP平整机辊缝自动标定原理及应用

CSP平整机辊缝自动标定原理及应用马醇三,张力,王晓明(武钢设备维修总厂CSP维修作业区,湖北武汉430083)摘 要:CSP平整机辊缝标定技术,是武钢CSP最为复杂的HG C自动控制中精度要求最高的环节之一。
由于其工艺要求不同,与轧机标定存在差别,投产时间短等原因,现场维护人员对平整机辊缝标定认识很模糊,在出现辊缝标定问题时无从下手。
通过对平整线资料的消化吸收和现场的观察分析,从辊缝标定的基础理论和实际标定过程出发,阐述了轧制线标高和平整机标定如何实现,同时对标定过程中出现的一些典型故障进行分析总结,为处理同类故障积累了经验。
关键词:平整机;辊缝标定;轧制线标定中图分类号:T G355.55 文献标识码:B 文章编号:1008-4371(2011)05-0051-04Principle of automatic demarcation of roll gap of C SP temper millM A Chun-san,ZHANG Li,WANG Xiao-ming(CSP M aintenance Wo rk Section of General Equipment M aintenanceand Repair Plant,WISCO,Wuhan430083,China)Abstract:Roll g ap demarcation of CSP temper mill is one of the mo st accurate links in the mo st complicated H GC autom atic co ntrol of the CSP temper mill in WISCO.The maintenance personnel on site have little understanding of the gap dem arcatio n of the temper mill and don't know how to settle it upon occurrence of the dem arcation pro blem due to such a few factors as the different process requirements,difference from the roll-ing mill dema rcatio n and sho rt co mmissioning time.The present paper expatiates de-marcation o f the ro lling line and the temper mill by w ay o f digestion and abso rption of info rmatio n of the temper line and on-site observatio n and analysis according to the es-sential theory of roll g ap demarcation and practical process o f ro ll gap demarcation.In the meanw hile the paper analy zes and sum marizes a few of ty pical cases o f defects o ccur-ring in the pro cess of demarcation,thus accumulating ex perience for solutio n of the trouble s o f the similar kind.Key words:temper mill;dem arcatio n of ro ll g ap;rolling line demarcation 武钢CSP平整线于2010年投产,平整线设备主要由开卷机、矫直机、平整机和卷取机组成。
利用自动控制系统实现钢板在辊道上的精确定位

能在钢板前进 方 向的尾部标 印 , 由于每块钢 板 的规
格不同 , 短不一 , 长 就无 法 在 钢 板 前 进 方 向加 挡 板 而
实现尾部的定位 。
方案二 : 将该组辊道的传 动改为变频调速控 制 ,
21 00年第 3期
南钢 科技 与 管理
4 9
现 场 增 加 检 测 装 置 , 用 原 有 的 P C系 统 , 现 钢 板 利 L 实
关键 词 : - 0P C B ¥ 4 L A B变频器 自 70 动定位
Ac u at sto i g o e lPl t s o he Ro lTa l y Aut m a i n r lSy t m c r e Po ii n n fSte a e n t l be b o tc Co t o s e
d ii g s se rvn y t m.
Ke ywo ds: 7-0 P r ¥ 4 0 LC ;ABB fe e c o v re ;a tm ai o i o ig rqu n y c n et r uo tc p st nn i
l 概 述 为提 高产 品质量 , 提升工 厂 自动化水平 , 中板厂 在精整线新增加 自动标印机 以替代 原有的液压式钢 印机和人工喷印 , 台设备分 别安装 在两条 精整线 两 的成品收集 冷床处 , 钢板经辊 道传输 到位后 由拉钢 机将其拉上成品收 集冷床 然后进行 喷 印, 标 印设 该 备要求钢板离设 备之 间 的距 离 固定 , 且误差 不超过
上 的精 确 定 位 。
线处 , 此时将 钢板拉上收集 冷床就可以进 行标 印了。
图 2
现 场 布 置 示 意 图
3 具体 实施
3 1 将 2 线收集冷 床输 入辊道 的传 动部分 即可控 . # 硅无触点开关 控制 改 为全数 字交 流变 频调 速控 制 ,
APC自动控制系统在四辊平整机上的应用

APC自动控制系统在四辊平整机上的应用摘要:冷轧带钢退火后进行平整轧制,不仅可改变带钢的力学性能,而且可改变带钢的加工性能,并且在一定程度上减轻和消除钢带的板形缺陷,改善钢带的平直度,使钢带表面具有一定的粗糙度。
关键词:自动控制系统四辊平整机应用目前,冷轧钢带的平整轧制,多在单机架四辊平整机上进行。
具有较高自动控制水平的四辊高精度冷轧带钢平整机已广泛应用与冷轧生产当中。
1、机组设备及主要工艺参数1.1 设备布置四辊平整机机组设备布置如图1所示。
1.2 机组工艺参数四辊平整机组的主要工艺参数见表1。
2、电气自动控制系统的组成四辊平整机组电气自动控制系统主要由APC自动控制系统、全数字式直流调速控制系统、工业控制计算机与PLC组成的工业现场网络控制系统组成。
其具体控制方案是,PLC控制系统用于完成整个机组的基础自动化控制、工作辊弯辊、平整机轧线的自动调整、换辊、开卷机CPC浮动对中以及整个机组所有液压和润滑系统等的顺序控制;APC自动控制系统主要实现整个机组的平整力控制和带钢的恒延伸率控制。
APC自动控制系统的组成:电气APC自动控制系统采用了两级式计算机控制结构,如图2所示。
APC自动控制系统由APC控制站和APC操作站组成。
APC控制站完成延伸率控制所需的实时控制和逻辑控制功能,APC操作站完成延伸率控制系统所需的操作、显示、管理和维护功能,两者互为依存,缺一不可。
APC控制站硬件包括1台工控计算机及其外围设备,在工控机内装有高精度的模拟量输入输出板、开关量输入输出板、数字量及脉冲量的输入输出板等硬件。
控制站软件主要具有油缸位置控制、油缸压力控制、压力补偿厚度控制、自动压靠控制、辅助调试支持等功能。
APC操作站硬件包括1台工控计算机及其外围设备,操作站是管理人员和操作人员与APC控制系统之间的交互界面。
操作软件是用MS-VB、MS-VC、MS-API 编制的基于图示的应用系统,主要功能有:控制目标值设定、实时数据数值显示、历史数据趋势显示、控制状态设定、轧制工艺文件输入输出、入/出口速度采样记录及统计、控制参数显示/修改及输入输出、回路参数整定、APC故障显示等。
四辊平整机组AEC控制系统的设计

r L :
0
×10 0 %
() 1
式 中,r 带 钢 的 延 伸 率 ;L 为 。为入 口带 材 长 度 ; 厶 为出 口带 材长 度 。
作者简介:赵伟 (9 6一) 16 ,男,中国重型机械研 究 院 自动化研
Ab t a t s r c :T i at l e ci e e p n i lsfrme s r ga d c n r l n e s p s e l n ain c n r l y — h s r ce d s rb st r cpe o a u n n o to i gt t t leo g t o to s i h i i l h r i e o s
Ke r s:e o g t n;me s r me t c nr l r cp e;lv lr y wo d l n ai o a u e n ; o t ;p n i l o i e e e
1  ̄ - Jf l
冷轧 、退火 、酸 洗后 的成 品带 钢 往往 存 在着
一
行带 平整 钢 生产的 核心。 控制
2 四辊平整机组 的设备组成
四辊 平 整 机 组 主 要 由开 卷 机 、机 前 张 力 辊
定 的力学性 能缺陷 、板形 缺陷 、表 面质量缺 陷。
要消除这些 质 量缺 陷 ,提 高带 钢 整体 质量 ,带钢
的平整加工是进行 带钢精整 的重要 工序之一 。
组、四辊轧机、机后张力辊组、卷取机及其他辅
助机 械设 备组 成 。四辊 轧机 配置全 液压 压下 装置
平整是高精度冷轧带钢的精整工序。其 目的
四辊卷板机电气控制系统-1
四辊卷板机电气控制系统说明书本电气控制系统由日本OMRON公司生产的CJM1 PLC与台湾威纶科技公司生产的MT506T彩色触摸式显示器组成,通过RS232通讯连接。
该控制系统具有体积小,功能强,维修方便等特点,具备触摸开关、数据显示、数据编辑、报警等功能。
通过触摸键来控制屏幕之间的切换,可完成调试模式、手动模式和程控模式下的各个功能部件的操作。
具体操作方法如下:控制系统上电后,PLC与MT506T通讯完成后,首先显示开始屏幕。
延时5秒后自动进入手动模式,在手动模式和程控制模式之间可相互切换。
机床在无零位时进入调试模式进行调试,一经调好就不再需要进入调试模式,调试模式必须在自动进入手动模式之前在开始屏幕进行选择。
MT506T触摸屏与操作面板配合,方可实现各个功能部件的操作。
各操作按钮功能如下:SB0 急停SB1 油泵起动SB2 上升SB3 下降SA1 升降点动/联动选择SB4 升降停止SB5 正向卷板SB6 反向卷板SB7 卷板停止SA2 卷板点动/联动选择操作油泵起动按钮SB1,油泵电机运行正常后,方可进行下一步的操作。
1. 调试模式系统上电进入开始屏幕(图1)后,顺序按“长”和“司”,系统进入调试模式(图2)。
该模式是为系统调试时专门设置的,不具备保护和互锁功能,所以待系统调试正常后不允许使用该模式。
该模式除具备手动模式的基本功能外,还具有屏蔽前、后、下辊光电编码器和设定前、后、下辊基准零位等功能。
图21.1屏蔽光编功能调试机床时,油缸在最底位置时,按下屏蔽光编按钮,方可操作同升同降按钮。
否则,操作同升同降按钮有可能损坏机器。
1.1.1“前未屏蔽”触摸键按“前未屏蔽”触摸键,弹出屏蔽光编对话框(图3)。
选择“是”,关闭对话框,显示“前已屏蔽”同时该触摸键变成红色(图4);选择“否”不进行屏蔽操作,并关闭对话框。
图3图4同理,也可操作“后未屏蔽”、“下未屏蔽”触摸键。
1.2基准位设定功能当机床在调试时,辊子上升到最顶端,经检测找平基准后,此时可以使用基准位设定功能来确认辊子基准位,辊子两端数显均为最大值。
APC位置自动控制
积分环节
对误差信号进行积分,以 消除静差,提高系统的无 差度。
微分环节
根据误差信号的变化趋势 进行调节,以减小超调量, 提高系统的稳定性。
模糊控制算法
模糊化
01
将输入的精确量转化为模糊集合的过程。
模糊推理
02
根据模糊逻辑进行推理的过程。
去模糊化
03
将输出模糊集合转化为精确量的过程。
神经网络控制算法
发射和回收任务。
02
APC位置自动控制系统组成
控制器
控制器是APC位置自动控制系统的核 心部件,负责接收来自传感器的位置 信号,根据预设的控制算法计算出控 制指令,并输出给执行器。
控制器的性能直接影响整个系统的控 制精度和响应速度,因此需要具备高 精度、高稳定性和快速响应的特点。
执行器
01
执行器是APC位置自动控制系统 的输出环节,负责将控制器的控 制指令转化为实际的位置调整动 作。
03
分析控制器的性能指标,如调节时间、超调量等。
结果分析与讨论
01
结果分析
02
分析实验数据,评估APC控制器的性能;
识别控制器可能存在的问题和改进方向;
03
结果分析与讨论
结果分析与讨论
讨论 提出改进方案,优化控制策略和参数;
根据实验结果,探讨APC控制器在实际应用中的适用性 和限制;
展望APC位置自动控制技术的发展方向和潜在应用领域。
THANKS
感谢观看
网络化控制
总结词
网络化控制是APC位置自动控制的另 一个重要趋势,通过引入物联网、云 计算等技术,实现设备之间的信息共 享和协同工作,提高生产效率和设备 利用率。
详细描述
先进控制技术(APC)在重整芳烃联合装置应用总结
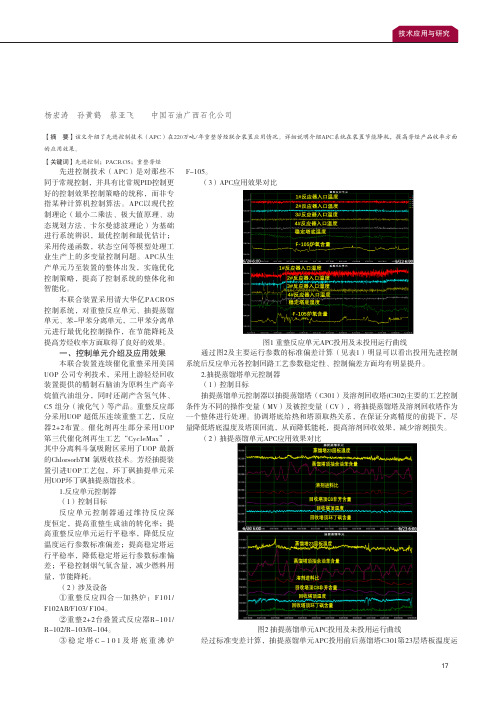
17先进控制技术(APC)是对那些不同于常规控制,并具有比常规PID控制更好的控制效果控制策略的统称,而非专指某种计算机控制算法。
APC以现代控制理论(最小二乘法、极大值原理、动态规划方法、卡尔曼滤波理论)为基础进行系统辨识,最优控制和最优估计;采用传递函数,状态空间等模型处理工业生产上的多变量控制问题。
APC从生产单元乃至装置的整体出发,实施优化控制策略,提高了控制系统的整体化和智能化。
本联合装置采用清大华亿PACROS 控制系统,对重整反应单元、抽提蒸馏单元、苯-甲苯分离单元,二甲苯分离单元进行最优化控制操作,在节能降耗及提高芳烃收率方面取得了良好的效果。
一、控制单元介绍及应用效果本联合装置连续催化重整采用美国UOP 公司专利技术,采用上游轻烃回收装置提供的精制石脑油为原料生产高辛烷值汽油组分,同时还副产含氢气体、C5 组分(液化气)等产品。
重整反应部分采用UOP 超低压连续重整工艺,反应器2+2布置。
催化剂再生部分采用UOP 第三代催化剂再生工艺“CycleMax”, 其中分离料斗氯吸附区采用了UOP 最新的ChlorsorbTM 氯吸收技术。
芳烃抽提装置引进UOP工艺包,环丁砜抽提单元采用UOP环丁砜抽提蒸馏技术。
1.反应单元控制器(1)控制目标反应单元控制器通过维持反应深度恒定,提高重整生成油的转化率;提高重整反应单元运行平稳率,降低反应温度运行参数标准偏差;提高稳定塔运行平稳率,降低稳定塔运行参数标准偏差;平稳控制烟气氧含量,减少燃料用量,节能降耗。
(2)涉及设备①重整反应四合一加热炉:F101/F102AB/F103/ F104。
②重整2+2台叠置式反应器R-101/R-102/R-103/R-104。
③稳定塔C -101及塔底重沸炉先进控制技术(APC)在重整芳烃联合装置应用总结杨宏涛 孙黄鹤 蔡亚飞 中国石油广西石化公司【摘 要】该文介绍了先进控制技术(APC)在220万吨/年重整芳烃联合装置应用情况。
apc先进控制应用场景
apc先进控制应用场景APC(先进过程控制)是一种应用于工业生产过程中的先进控制技术,它能够实时地监测和调整生产过程的各项参数,以提高生产效率、降低能耗和减少产品质量变异。
APC技术的应用场景非常广泛,下面将从工业生产的不同领域来介绍几个典型的APC应用场景。
在石油化工行业,APC技术被广泛应用于炼油、化工和石化生产过程中。
例如,在炼油厂中,通过对生产过程中的温度、压力、流量等参数进行实时监测和调整,APC系统能够自动控制反应器的温度和压力,以提高产品的质量和产量,并减少能耗。
在化工生产中,APC系统可以优化反应过程的控制策略,使得产品的纯度和收率达到最佳状态。
在石化生产中,APC系统可以控制裂解炉的温度和反应物料比例,以提高乙烯和丙烯的产量。
在电力行业,APC技术被应用于发电厂的燃煤锅炉控制。
燃煤锅炉的燃烧控制涉及到燃料供给、空气供给、炉内温度分布等多个参数的调节。
通过使用APC系统,可以实时地监测和调整这些参数,以实现燃烧的稳定和高效。
同时,APC系统还可以根据不同负荷的需求,自动调整锅炉的运行模式,以提高燃煤锅炉的运行效率和降低污染物的排放。
在制药行业,APC技术可以应用于药物生产过程的控制。
药物生产过程中,温度、压力、pH值等参数的控制对于药物的质量和收率至关重要。
通过使用APC系统,可以实时地监测和调整这些参数,以控制反应的进程和产物的质量。
同时,APC系统还可以根据生产需求,自动调整反应的工艺参数,以提高药物生产的效率和稳定性。
在钢铁行业,APC技术可以应用于高炉和转炉的控制。
高炉和转炉是钢铁生产过程中的关键设备,其燃烧过程和冶炼过程对于钢铁的质量和产量有着重要影响。
通过使用APC系统,可以实时地监测和调整高炉和转炉的温度、氧气含量、燃料供给等参数,以控制燃烧的稳定和冶炼的效果。
同时,APC系统还可以根据不同的钢种和规格要求,自动调整冶炼的工艺参数,以提高钢铁的质量和生产效率。
除了以上几个典型的应用场景,APC技术还可以应用于化肥生产、食品加工、纸浆造纸等多个领域。
四辊冷轧试验轧机电气控制系统应用分析

撬辊
轨道
轧机主传动采用一个主 电机带动减速机通过齿轮分 配器 实现驱 动 上下辊 , 主 传动供 电控制采用 S I E M E N S 公 司的 6 R A 7 0 直流调速 装置 完 成, 6 R A 7 0 全数字 式直流调速 装置保护功 能完善 , 具有 缺相 、 最大 电枢 电压 、 失磁、 测速反 馈丢失等保 护 , 控制 系统为 6 脉冲, 4 象限可逆控 制 系统 , 有 速度 自动控制 、 加减速控 制 、 电流 自适应控 制 、 磁场 自动控 制 、 准确停车等功能 , 直流调 速装 置和P L C 之 间是 通过 C B P 2 通讯 板连接到 P r o f i b u s — D P 上, 实时数据传输都是通过 P r o f i b u s — D P 实现的。
集的实际数据 、 历史数据查询及数据报表打印等。
4 、 系统 控 制功 能 4 . 1 液 压 辊 缝 控 制
图 1四 辊 冷 轧 试 验 轧 机设 备 工 艺 图 3 、 电气 自动化控制 系统组成
3 . 1 P L C 控制系统
四辊冷 轧机 P L C控 制 系统 采用 S I E ME N S 公司s 7 — 4 0 o P L c + F M4 5 8 的结 构 , F M 4 5 8 相 当于 S I M A D Y ND的 C P UP M 6 , 具 有非 常高 的运算 处 理 速 度 。E XM4 3 8作 为 F M4 5 8的 I / O信 号 接 口板 。s 7 — 4 0 0的
一
机、 l 套P L C 系统 及其 远程 I / O子 站和 传动装 置组 成 。计 算机 系统 和 P L C 系统之间通 过工业以太 网交换数据 , P L C 系统与远程 I / O 子 站和传 动装置之间通过 P RO F I B U S — D P 现场总线通信 。 P L C自动化控制 系统 的主要控制功能有 : 主机传 动控制 ; 手动辊缝 调整 、 辊缝倾斜 控制 ; 压下液压缸位 置/ 压力闭环控制 ; 辊缝 自动调零 控 制; 左右张力缸 位置/ 压力 闭环控制 ; 左右张 力缸 、 主机 、 压下液压 缸联 动控制 ; 试 样温度控制 ; 液压平衡 系统逻辑控制 及换 辊逻辑控制 ; 液压 系统运行控制 ; P R O F I B U S — D P 现场总线数据通信 ; 以太 网数据通信。
先进控制系统(APC)开发及应用方案(一)
先进控制系统(APC)开发及应用方案一、实施背景随着中国经济的快速发展,产业结构转型已逐渐成为当下重要的国家战略。
传统产业面临着生产效率低下、资源浪费严重的问题,而先进控制系统(APC)为解决这些问题提供了新的可能性。
APC技术能够实现生产过程的自动化、智能化,从而提高生产效率、降低能耗,推动产业升级。
二、工作原理APC系统主要通过以下几个关键部分实现其功能:1.传感器与执行器:传感器负责采集生产过程中的各种数据,如温度、压力、液位等,并将数据传输至控制器。
执行器则根据控制器的指令,调节生产设备的运行参数。
2.控制器:控制器是APC系统的核心,它接收来自传感器的数据,通过内置的算法进行数据处理和分析,并生成相应的控制指令。
3.通信网络:通信网络负责连接各部件,确保数据和控制指令的准确传输。
4.高级算法:高级算法是实现APC系统智能化的关键,包括机器学习、深度学习等算法,用于优化控制策略,预测设备性能,并做出实时调整。
三、实施计划步骤1.需求分析:首先明确实施APC系统的目标,了解现有生产过程的痛点,明确需求和期望。
2.系统设计:根据需求分析结果,设计APC系统的整体架构,包括硬件和软件的选择与配置。
3.安装与调试:在选定设备和场地进行APC系统的安装,并进行严格的调试,确保各部件正常工作。
4.算法开发与优化:根据实际生产数据,开发并优化适用于特定场景的高级算法。
5.系统集成与测试:将APC系统与现有生产设备集成,进行实际生产环境的测试,验证其性能和稳定性。
6.培训与推广:对员工进行APC系统的操作和维护培训,同时推广APC系统的应用范围。
7.持续优化与维护:根据实际生产情况,持续优化APC系统的控制策略和硬件配置,并定期进行维护。
四、适用范围APC系统在多个领域具有广泛的应用,如:1.化工产业:化工生产过程中需要对温度、压力、液位等参数进行精确控制,APC系统能够实现高效、稳定的控制。
2.制造业:制造过程中的设备需要连续、稳定运行,APC系统可以通过实时监控和智能控制,提高设备运行效率,降低故障率。
自动控制系统在钢铁工业液压系统中的应用

自动控制系统在钢铁工业液压系统中的应用摘要:在钢铁工业液压系统中,对液压缸的独立控制需要通过自动化控制系统进行。
而且自动化控制系统能够提高控制精度,并有效提高轧制效率,保证轧制质量。
现主要对自动控制系统钢铁工业液压系统中的应用进行分析。
关键词:自动控制系统;钢铁工业;液压系统热轧四辊轧机是钢铁工业中十分重要的生产加工装备,在生产加工过程中,该设备的性能和精度会直接影响钢材的质量。
热轧四辊轧机在运行过程中,主要依靠液压压下系统进行工作,而该系统的自动控制系统的性能与液压压下系统的工作效率和操作精度有直接的联系[1]。
现本文主要分析自动控制系统的控制原理及其在钢铁工业液压系统中的应用。
1液压压下自动控制系统构造和工作原理液压压下自动控制系统主要由AGC液压缸、伺服阀、先导阀、安全卸压阀构成。
自动控制系统中的操作侧和传动侧各安装有一个AGC液压缸,它们用于控制下支承辊轴承座位置和分离力(液压辊缝控制),因此可以在机架上调节需要的工作辊缝。
AGC液压缸作用于支承辊的轴承座上,轧制力通过与支承辊接触传递到工作辊上。
液压辊缝以两种方式操作:(1)位置控制,轧制操作期间内部力控制回路。
线性位置变送器测量实际辊子位置反馈,在液压缸的整个行程范围上有效。
位置基准值来自于2级力模型,通过1级测厚仪函数修正。
超出轧制力极限时,位置控制自动切换到最大允许力基准值的轧制力控制。
(2)力控制,超出轧制力极限时或轧机校准期间。
通过操作侧、传动侧、活塞侧和液压缸杆侧的压力变送器计算实际力。
AGC液压缸的操作由一套液压阀控制,包括伺服阀、安全泄压阀等。
简化后的自动控制系统原理如图1所示。
图中-Y101为伺服阀,-Y105为锁定阀,-Y109安全卸压阀。
AGC缸主要通过伺服阀、锁定阀和安全卸压阀来实现位置控制和力控制。
AGC缸具体控制如表1所示。
2钢铁工业液压压下控制系统的优势分析2.1运行稳定性高液压压下自动控制系统能够进行过载保护,并设置安全卸压阀,期能够防止轧机过载引起的轴承损坏问题。
《四辊平整机组复杂浪形的控制及虚拟板形仪的设计》范文
《四辊平整机组复杂浪形的控制及虚拟板形仪的设计》篇一一、引言四辊平整机组是现代金属板材加工的重要设备,其加工质量直接影响到产品的最终性能和外观。
在生产过程中,复杂浪形的控制是确保产品质量的关键环节之一。
随着科技的发展,虚拟板形仪的设计和应用也为平整机组的浪形控制提供了新的思路和方法。
本文将详细探讨四辊平整机组复杂浪形的控制技术及虚拟板形仪的设计原理和应用。
二、四辊平整机组复杂浪形的控制1. 浪形产生原因及影响因素四辊平整机组的浪形产生主要由材料特性、设备参数、操作工艺等多方面因素影响。
其中,材料的不均匀性、设备磨损、操作不当等都会导致浪形的产生和加剧。
因此,要有效控制浪形,需从这些方面入手。
2. 浪形控制技术(1)优化设备参数:通过调整四辊平整机组的辊缝、辊速等参数,使设备运行更加稳定,从而减少浪形的产生。
(2)加强设备维护:定期对设备进行检修和维护,及时发现和解决设备磨损问题,保证设备的正常运行。
(3)改进操作工艺:通过优化操作流程,减少人为因素对浪形的影响,如控制板材的进给速度、温度等。
三、虚拟板形仪的设计1. 虚拟板形仪的原理虚拟板形仪是一种基于计算机技术的板形检测系统,通过采集和处理四辊平整机组加工过程中的数据,实时监测板材的板形变化。
其原理是利用计算机模拟实际板形的变化过程,通过算法分析得出板材的板形数据。
2. 虚拟板形仪的设计(1)硬件设计:虚拟板形仪的硬件部分主要包括传感器、数据采集卡、计算机等。
传感器用于采集板材的形状数据,数据采集卡用于将传感器采集的数据传输到计算机中,计算机则负责处理和分析这些数据。
(2)软件设计:虚拟板形仪的软件部分主要包括数据采集软件、数据处理软件和人机交互界面等。
数据采集软件负责从传感器中获取数据,数据处理软件则负责对这些数据进行处理和分析,得出板材的板形数据。
人机交互界面则用于显示和分析结果,方便操作人员使用。
3. 虚拟板形仪的应用虚拟板形仪的应用可以大大提高四辊平整机组的生产效率和产品质量。
四辊压延机的前辊(开卷机)直流调速系统设计
运动控制课程设计与综合实验报告前言此次课程设计针是对我们所学《电力拖动自动控制系统——运动控制系统》而安排的,所以目的明确,即学以致用。
作为一名大四学生,大学期间课程已基本修完,基础知识和专业知识有了一定基础,所以此次课程设计又是自己大学四年所学的综合体现,是毕业设计前的一次“练兵”。
课程设计的内容是四辊压延机前辊(开卷机)直流调速系统设计。
本文对直流电动机调速系统进行了设计。
尽管近年来,在电力电子变换器中以晶闸管为主的可控器件已经基本被功率开关器件所取代,因而变换技术也由相位控制转变成脉宽调制(PWM);交流可调拖动系统正逐步取代直流拖动系统。
然而,直流拖动控制毕竟在理论上和实践上都比较成熟,而且我国早期的许多工业生产机械都是采用直流拖动控制系统,所以它在工业生产中还占有相当大的比重,短时间内不可能完全被交流拖动系统所取代。
从生产机械要求控制的物理量来看,电力拖动系统包括调速系统、位置随动系统(伺服系统)、张力控制系统、多电机同步控制系统等多种类型,各种系统往往都是通过控制转速来实现的,因此调速系统是最基本的电力拖动控制系统。
直流电动机具有良好的起、制动性能,易于在大范围内平滑调速,在许多需要调速或快速正反向的电力拖动领域中得到了广泛的应用。
随着科技的发展,直流调速系统的控制方法不断创新,控制性能不断提高。
直流双闭环调速系统可谓直流调速经典方法,具有很好的控制性能,其实现方式也扩展到了全数字数字式。
本文首先提出了针对直流电机的多种调速系统,通过对比并结合设计要求最终确定了转速、电流双闭环直流调速系统,并根据工程设计方法对系统进行了设计。
通过在实验室对方案进行调试设计,获取了该电机的静态及动态性能,满足设计要求,且性能良好。
由于自己水平有限,时间有限,所以只是对压延机开卷机的直流调速系统进行了单方面设计,未对其它方面做深入考虑和涉及。
在设计过程中参考了一些文献资料,对其作者表示衷心感谢。
设计者2010年1月于中南大学目录前言 (2)第一章绪论 (5)1.1四辊压延机开卷机直流调速系统设计背景以及设计要求 (5)1.2四辊压延机开卷机的技术特点和发展现状 (5)第二章调速方案选择 (7)2.1 直流调速的一般原理 (7)2.2 开环直流调速系统 (8)2.3 转速负反馈直流调速系统 (9)2.4 带电流截止负反馈的直流调速系统 (10)2.5 双闭环直流调速系统 (11)2.6 四辊压延机开卷机直流调速系统调速方案的选择 (14)2.6.1直流电动机调速方法 (14)2.6.2开环直流调速系统 (15)2.6.3开环直流调速系统 (16)2.6.4直流双闭环调速系统 (17)第三章双闭环调速系统结构以及各功能模块概述 (18)3.1双闭环调速系统结构概述 (18)3.2各功能模块概述 (19)3.2.1速度调节器 (19)3.2.2电流调节器 (19)3.2.3锯齿波同步移相触发电路 (20)3.2.4电流反馈与过流保护 (21)3.2.5转速变换 (23)3.2.6零速封锁器 (24)3.2.7转矩极性鉴别(DPT) (26)第四章双闭环调速系统的常规工程设计 (28)4.1设计准备 (28)4.2电流调节器的设计 (29)4.3转速调节器的设计 (31)第五章恒张力控制系统的设计 (35)5.1 卷曲开卷冲动张力控制系统 (35)第六章逻辑无环流系统的调试 (41)6.1系统实验调试概述 (41)6.2触发器的整定 (42)6.3系统的开环运行及特性测试 (43)6.4系统单元调试 (45)6.5小结 (47)第七章总结 (48)参考文献 (49)致谢 (50)第一章绪论1.1四辊压延机开卷机直流调速系统设计背景以及设计要求四辊压延机的前辊(开卷机)直流调速系统的设计压延生产线主要是生产飞机轮胎生产线,四辊压延机是飞机轮胎生产家最关键的生产设备。
轧钢自动化论文:位置自动控制(APC)

位置自动控制(APC)摘要在自动控制技术中,预设定位置自动控制是主要的控制方式之一。
在轧制过程中APC设定有极为重要的地位,如炉前钢坯定位、推钢机行程控制、出钢机行程控制、立棍开口度设定、侧导板开口度设定、压下位置设定、轧辊速度设定、宽度记开口设定、夹送辊辊缝设定和助卷辊辊缝设定等都由APC系统来完成。
本文介绍了APC轧制自动化关键技术原理、发展状况和APC在钢板剪切、四辊平整机、中板轧机压下装置中的应用。
关键词:位置自动控制、轧制、APC、应用Automatic Place Control(APC)AbstractIn automatic control technology, automatic control of pre-set position control mode is the main one. APC set in the rolling process has a very important position, such as blast furnace steel billet positioning, pusher stroke control, schedule control tapping machine, vertical stick mouth opening set, the side guide plate opening degree setting, pressure setting position set, roller speed setting, the width of the opening set in mind, pinch roll roll roll roll gap setting and help set the roll gap by the APC system to complete such. This article describes the key technical principles APC rolling automation, development, and APC in the steel plate, four-roll mill, plate mill reduction in the application of the device.Keywords: automatic place control、Rolling、APC、Applications目录摘要 (1)Abstract (2)第一章引言 (4)1.1 轧制过程自动化的发展 (4)第二章APC概念及原理 (5)2.1 位置控制的定义 (5)2.2 位置控制的基本要求 (5)2.3 位置控制量的实际计算和控制方式 (6)第三章APC控制技术在钢板剪切中的应用 (9)3.1 工艺概述 (9)3.2 系统配置 (10)3.3 APC控制措施 (11)3.3.1 设计方面 (11)3.3.2 控制软件方面 (11)3.4 APC控制 (12)3.5 主剪APC控制 (12)3.6 步长APC控制 (13)第四章APC自动控制系统在四辊平整机上的应用 (14)4.1 机组设备及主要工艺参数 (15)4.1.1 设备布置 (15)4.1.2 机组工艺参数 (15)4.2 电气自动控制系统的组成 (16)4.3 APC自动控制系统的主要功能 (17)第五章电动APC系统在中板轧机压下装置中的应用 (18)5.1 对电动APC系统的要求 (18)5.2电动APC控制系统组成 (19)结束语 (21)参考文献 (22)第一章引言1.1 轧制过程自动化的发展由于连轧机生产效率高,质量易于控制,轧制过程连续,易于实现自动化和机械化,而且这种轧机产量大,经济效益非常显著。
中重院开发的四辊液压平整机组
中重院开发的四辊液压平整机组张凯;高林林;赵团民;李为【摘要】本文介绍了中国重型机械研究院有限公司开发的950 mm、1100mm、1700mm平整机的结构、控制精度、装机水平等.重点介绍了四辊平整机组应用关键技术,即液压翻卷技术自动上卷技术、自动穿带功能、带材张力分段控制、带材表现粉尘自动清理技术、APC控制系统、非调速马达控制及PLC控制、电气系统设置的保护系统、CPC对中系统等12项关键技术.该整机的技术性能已达到国外同类先进水平,可以代替进口设备.%The structure, control accuracy, assembly level of 950 mm, 1100 mm and 1700 ram temper mill, which developed by China National Heavy Machinery Research Institute Co., Ltd are described. The application of key technologies for the four-roller temper mill are introduced emphatically. The key technologies are coil hydraulic hydraulic turning over technology, automatic coiling technology, self-threading tape function, subsection control technology of strip tension, strip surface dust automatic cleaning technology, APC system, control system of non-regulated speed motor, PLC control, protective system of electrical systems and CPC system. The technical performance of the four-roller temper mill has reached the international advanced level and can replace the imported temper mill.【期刊名称】《重型机械》【年(卷),期】2011(000)004【总页数】5页(P18-22)【关键词】平整机;CPC对中系统;液压翻卷;自动穿带【作者】张凯;高林林;赵团民;李为【作者单位】中国重型机械研究院有限公司,西安710032;中国重型机械研究院有限公司,西安710032;中国重型机械研究院有限公司,西安710032;中国重型机械研究院有限公司,西安710032【正文语种】中文【中图分类】TG333.71 前言80年代中期我国宝钢、武钢、攀钢等企业先后引进普碳钢平整技术,引领着我国冷轧碳钢薄板生产市场的发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轧 钢STEEL R OL L IN G2008年4月 第25卷 第2期A pril 2008 Vo l 25 N o 2轧钢自动化APC自动控制系统在四辊平整机上的应用朱 琳,寇 鹏,窦 锋(西安重型机械研究所,陕西 西安 710032)摘 要:概述了西安重型机械研究所为山东泰山钢铁集团有限公司设计的1700mm四辊平整机组的设备组成及主要工艺参数。
重点介绍了应用于该平整机组的AP C自动控制系统的组成、主要控制功能及控制原理。
关键词:冷轧带钢;平整机;延伸率;A PC系统中图分类号:T G333.4;T P273 文献标识码:A 文章编号:1003-9996(2008)02-0036-03Application of APC Automatic Control System on4 high Planishing MillZH U Lin,KOU Peng,DOU Feng(Xian H eavy M achin ary Resear ch In stitute,Xi'an710032,China)Abstract:T he equipment co mpo sitio n and main technique parameters of1700mm4 h planishing mill w ere g eneral intro dulced.T he A PC contro l sy st em,contro l function and theor y of this mill wer e mainly introduced.Key words:co ld ro lled str ip;planishing mill;elongation;A PC system1 前言冷轧带钢退火后进行平整轧制,不仅可改变带钢的力学性能,而且可改变带钢的加工性能,并且在一定程度上减轻和消除钢带的板形缺陷,改善钢带的平直度,使钢带表面具有一定的粗糙度。
目前,冷轧钢带的平整轧制,多在单机架四辊收稿日期:2007-11-26作者简介:朱 琳(1980-),女(汉族),河南人,工程师。
产中厚板产品,其设备配置有所不同。
本文不作详述。
5 结束语(1)采用卷轧生产工艺的炉卷轧机由于采用了热连轧机和常规中厚板轧机的控制技术,因而在国内外得到一定程度的发展,尤其是我国南京钢铁公司卷轧中厚板轧机投产并获得成功后,引起了业内人士的广泛关注和研究。
(2)卷轧中厚板轧机的3种生产工艺,特别是其特有的卷轧钢板方式可轧制厚度20m m(更适于厚度10mm)的中厚钢板。
(3)中厚板炉卷轧机因具有卷轧工艺的特点,在收得率和热装方面优于常规中厚板轧机,较适合生产同宽度规格而批量较大(如管线钢)的产品。
(4)大型钢厂建设中厚板炉卷轧机可以发挥几套中厚板轧机的协同效应,批量生产厚度20m m以下、宽度2000~3200m m的薄宽规格钢板及宽度!2000~2500mm的宽规格热轧钢卷。
当采用单机架炉卷轧机配置时,可充分发挥其高效、低成本的优势;而当因全厂金属平衡需要,为完成140万t/a以上产量而考虑采用双机架炉卷轧机或常规中厚板粗轧机+炉卷精轧机配置时,对其产品适应市场的能力、生产组织及投资成本问题还需进一步探讨。
参考文献:[1]Giu sto B.Di.中板和炉卷轧机[J].钢铁,2005,40(5):83-86.[2]胡元祥.南钢现代化的中厚板轧机简介[J].钢铁技术,2006,(2):30-34.36平整机上进行。
由西安重型机械研究所(西重所)自主研制开发设计成套的、具有较高自动控制水平的1700m m四辊高精度冷轧带钢平整机已于2007年10月成功在山东泰山钢铁集团有限公司冷轧厂投产。
2 机组设备及主要工艺参数2.1 设备布置四辊平整机机组设备布置如图1所示。
2.2 机组工艺参数四辊平整机组的主要工艺参数见表1。
图1 四辊平整机机组设备布置1-开卷机;2-入口S辊;3-入口测张辊;4-入口测速仪;5-四辊平整机;6-出口测速仪;7-出口测张辊;8-出口S辊;9-卷取机;10-压上油缸表1 1700mm四辊平整机组的主要工艺参数项 目 参 数 值原料卷厚度∀宽度/m m∀mm0.3~2.0∀900~1550成品卷厚度∀宽度/m m∀mm0.3~2.0∀900~1550钢卷内径、外径/mm 610、 1150~ 2150最大卷重/t29.5最大平整力/kN13000最大机组速度/m m in-11000平整方式单道次,湿平整延伸率/%1~3平整机规格/m m∀mm 520/ 1200∀1700四辊平整机电机功率/kW1200开卷机卷筒直径/mm 610最大开卷张力/kN53开卷机电机功率/kW860入口张力辊最大张力/kN106入口S辊上辊电机功率/kW530入口S辊下辊电机功率/kW380出口张力辊最大张力/kN124出口S辊上辊电机功率/kW600出口S辊下辊电机功率/kW440卷取机卷筒直径/mm 610最大卷取张力/kN62卷取机电机功率/kW直流11003 电气自动控制系统的组成1700m m四辊平整机组电气自动控制系统主要由APC自动控制系统、全数字式直流调速控制系统、工业控制计算机与PLC组成的工业现场网络控制系统组成。
其具体控制方案是,PLC控制系统用于完成整个机组的基础自动化控制、工作辊弯辊、平整机轧线的自动调整、换辊、开卷机CPC浮动对中以及整个机组所有液压和润滑系统等的顺序控制;A PC自动控制系统主要实现整个机组的平整力控制和带钢的恒延伸率控制。
3.1 APC自动控制系统的组成电气A PC自动控制系统采用了两级式计算机控制结构,如图2所示。
APC自动控制系统由APC控制站和A PC操作站组成。
APC控制站完成延伸率控制所需的实时控制和逻辑控制功能,APC操作站完成延伸率控制系统所需的操作、显示、管理和维护功能,两者互为依存,缺一不可。
APC控制站硬件包括1台工控计算机及其外围设备,在工控机内装有高精度的模拟量输入输出板、开关量输入输出板、数字量及脉冲量的输入输出板等硬件。
控制站软件主要具有油缸位置控制、油缸压力控制、压力补偿厚度控制、自动压靠控制、辅助调试支持等功能。
APC操作站硬件包括1台工控计算机及其外围设备,操作站是管理人员和操作人员与APC控制系统之间的交互界面。
操作软件是用M SVB、MS VC、MS API编制的基于图示的应用系统,主要功能有:控制目标值设定、实时数据数值显示、历史数据趋势显示、控制状态设定、轧制工艺文件输入输出、入/出口速度采样记录及统计、控制参数显示/修改及输入输出、回路参数整定、APC故障显示等。
3.2 APC自动控制系统的主要功能在平整工艺中,延伸率的大小与平整后带钢的力学性能、加工性能以及板形密切相关。
由于延伸率是平整工艺中控制带钢力学性能的唯一变37第25卷 第2期 朱 琳等:A PC自动控制系统在四辊平整机上的应用图2 四辊平整机APC 自动控制系统结构图形指标,因此对延伸率的控制是对带钢工艺质量控制的重要内容。
而APC 自动控制系统的主要控制功能就是通过调整平整力的大小和带钢张力的大小来实现对带钢延伸率的控制。
平整机延伸率的定义为:=l 1-l 0l 0∀100%式中,l 0为入口带钢长度;l 1为出口带钢长度。
因为带钢的入、出口长度无法直接测量,而带钢的入、出口速度可以通过安装在平整机入、出口的测速装置直接测得。
所以,在同一周期(t )内,平整延伸率可以表示为:=l 1-l 0l 0∀100%=v 1t -v 0t v 0t∀100%=v 1-v 0v 0∀100%式中,v 0为入口带钢速度;v 1为出口带钢速度。
1700mm 平整机APC 自动控制系统借助于安装在入口和出口的2台激光测速仪测出的带钢入口和出口的速度值,经过延伸率运算器计算出延伸率的实际值;通过延伸率实际值与延伸率设定值的逻辑连接,可得出一个差分值,系统程序将该差分值送入延伸率控制器中,通过计算可得出平整力或张力的修正值。
再将平整力修正值或张力修正值叠加到前一周期测得的平整力或张力值上,其结果为一积分响应。
APC 自动控制系统将其作为补充设定值与平整力或张力控制设定值相加,对设定值进行修正,最终使延伸率恢复到设定值大小。
本APC 自动控制系统的控制原理见图3。
图3 APC 自动控制系统原理图本系统实际应用得出,平整力对带钢延伸率的影响最为明显。
但在平整厚度小于0.5mm 的带钢时,带钢张力的大小对延伸率的影响较为明显。
因此在平整薄规格带钢时,本系统主要通过调整张力的大小来控制带钢的延伸率。
4 结语1700mm 冷轧单机架四辊平整机组自投入生产以来,设备运行稳定可靠,各项技术指标均达到合同要求,尤其是APC 自动控制系统的投入,使带钢的力学性能、对延伸率的控制、带材板形的改善以及带材表面质量都有大幅度提高。
随着国内外市场对冷轧板材质量要求的提高,平整机组在冷轧板材生产中更显现出其重要作用。
38 轧 钢2008年4月出版。