关于乳化液废水膜处理技术的研究
乳化液废水处理膜分离设备优势分析

乳化液废水处理膜分离设备优势分析
2020.04.13
乳化液废水处理膜分离设备优势分析
乳化液在循环使用过程中受金属粉尘及周围环境介质的影响,老化变质,必须定期进行更换。
更换后的乳化液废水化学性质极为稳定,含油脂、高固体悬浮物、高COD的矿物油或食品类乳化液废水。
采用新型膜分离技术,系统常温操作,纯物理过滤,一些特种分离膜系统能够承担对含油废水的深度处理,滤液可达到排放或会用标准,经膜浓缩的废液甚至可再利用,是一个变废为宝的环保方案。
乳化液废水处理设备处理技术优势:
1. 除油效果好,膜元件过滤精度高,除油效果优于传统技术;
2. 适用范围广,可应用于处理不同种类的含油废水,浓缩油可用于回收;
3.减少废水排放。
乳化液废水处理设备适用范围:
1.金属零件加工:处理废弃的切削油、磨削油、润滑油、水溶性含油冷却液等;
2.食品、食用油、鱼类加工中产生的废水;
3.汽车发动机、变速器生产过程金属加工含油废水。
乳化液废水处理

乳化液废水处理一、背景条件目前,我国机械加工业产生大量乳化液,乳化液是一种高性能的半合成金属加工液,其主要化学成分包括水、基础油(矿物油、植物油、合成酯或它们的混合物)、表面活性剂、防锈添加剂等。
由于废液排放给环境造成重大污染,产生大量化学耗氧量COD,消耗大量工业用水,废液排放所造成的环境污染日益受到重视,因此需要处理达标后排放。
二、TEC多维电极羟基发生器技术简介我公司检测了在各种不同反应条件下的初生态H2O2的浓度(如表1所示),并通过ESR法证实了·OH的存在。
我们提出的这种·OH自由基产生的方法实践证明具有设备简单,投资省,效果稳定可靠,运行费用低,易于推广应用等优点。
我们把拥有自主知识产权的产生·OH自由基的三维电极装置命名为多维电极羟基发生器(亦称羟基絮凝复合床),其作用原理是:根据废水中需要去除的污染物的种类和性质,在两个主电极之间充填高效、无毒的颗粒状专用材料,催化剂及一些辅助剂,组成去除某种或某一类污染物最佳复合填充材料作为粒子电极。
将这些材料装填于结构为方形或圆形的复合装置时,在一定的操作条件下,装置内便会产生一定数量的具极强氧化性能的羟基自由基(·OH)和新生态的混凝剂。
这样废水中的污染物便会发生诸如催化氧化分解、混凝、吸附等作用,使废水中的有机污染物迅速被去除。
2.1 羟基自由基(·OH)产生的方法及其原理羟基自由基如下表所示,其标准电极电位仅次于F2+2H+/2HF,比O3+2H+/H2O+O2还要高,因此是极强的氧化剂。
表几种氧化剂的电极电位羟基自由基产生的方法有很多种,比较常用的是Fenton试剂,即利用下述反应产生·OH,在pH<3.5时,·OH自由基生成速率最大。
Fe2++H2O2→Fe3++·OH+OH-Fe2++·OH→Fe3++ OH-Fe3++ H2O2→Fe2++ H2O+H+H2O+ H2O2→O2+ H2O+·OH此外,UV(紫外光)/ H2O2,UV/O3,UV/ H2O2/O3,UV/TiO2光催化氧化系统,高温(150~350℃)高压(0.5~20Mpa)下的湿式氧化,超临界水氧化,超声波等技术,均会产生·OH自由基。
乳化液废水处理技术的综述研究

Ab ta t T ef r t n a d c a a trsiso mu s n l u d wa t w tra e i to u e . d, h mi a o g l — s r c : h o ma i n h r c e it f o c e li q i se a e r n r d c d An c e c l a u a o i c
第3 2卷 第 9期
21 0 2年 9月
工 业 水 处 理
I d sra a e e t n n u tilW t rTr a me t
V0 .2 No9 1 . 3
S o. e .201 2
乳化 液废 水 处 理 技 术 的综 述研 究
王 志强, 李 黎 , 陈文 清
( 四川 大学建 筑 与环境 学 院 , 大一日立环 境应 用研 究 中心 , 川 四川成 都 6 0 6 ) 1 0 5
[ 要 ]介 绍 了乳 化 液废 水 的 形 成 及 特 点 , 对 处 理 乳 化 液 废 水 的 化 学 混 凝 法 、 凝 聚 气 浮 法 、 摘 并 工 艺 进 行 了综 述 , 出 了乳 化 液废 水处 理 的发 展 方 向 。 超 生 提 [ 键 词 ]乳 化 液 废 水 ; 面活 性 剂 ; 乳 关 表 破
to C — o g l t n g sfo ai n, lc r — o g l to a a c d o i ai n, ta flr to n o i e i c mity i n, O c a u a i / a tto e e to c a u a i n, dv n e x d to ul - ta in a d c mb n d b o he sr o l r i a es mma ie . ede e o r u rz d Th v lpme t r ci n o r a me t fe lin lq i se tri u o wa d n e to ft te t n mu so i u d wa t wa e sp tfr r . di he o
环境乳化技术在废水处理中的应用研究
环境乳化技术在废水处理中的应用研究环境乳化技术在废水处理中的应用研究随着工业化进程的加快,废水排放成为了一个严重的环境问题。
传统的废水处理方法存在着效率低、成本高等问题,因此需要寻找一种新的废水处理技术。
环境乳化技术是一种新兴的废水处理技术,它能够有效地去除废水中的污染物,同时具有操作简单、成本低等优点。
本文将对环境乳化技术在废水处理中的应用研究进行探讨。
一、环境乳化技术的原理环境乳化技术是一种基于乳化原理的废水处理技术。
它通过将油水混合物加入到乳化剂中,形成微小的乳液颗粒,然后通过物理或化学方法将其中的污染物分离出来。
在这个过程中,乳化剂起到了分散和稳定乳液颗粒的作用,使得污染物能够被有效地分离出来。
二、环境乳化技术在废水处理中的应用1. 废水中重金属污染物的去除重金属是一种常见的废水污染物,它对环境和人体健康都有着严重的危害。
传统的废水处理方法对重金属的去除效果不佳,而环境乳化技术则可以通过控制乳化剂的种类和浓度,使得重金属污染物被有效地分离出来。
2. 废水中有机物污染物的去除有机物是一种常见的废水污染物,它对环境和人体健康都有着严重的危害。
传统的废水处理方法对有机物的去除效果不佳,而环境乳化技术则可以通过控制乳化剂的种类和浓度,使得有机物污染物被有效地分离出来。
3. 废水中微生物污染物的去除微生物是一种常见的废水污染物,它对环境和人体健康都有着严重的危害。
传统的废水处理方法对微生物的去除效果不佳,而环境乳化技术则可以通过控制乳化剂的种类和浓度,使得微生物污染物被有效地分离出来。
三、环境乳化技术在废水处理中存在的问题1. 乳化剂的选择问题不同类型的污染物需要不同类型的乳化剂进行处理,因此在实际应用中需要根据废水中污染物类型选择合适的乳化剂。
2. 操作条件的控制问题环境乳化技术需要控制好操作条件,例如温度、pH值等,否则会影响到其处理效果。
3. 废水处理后产生的废渣处理问题环境乳化技术处理后会产生一定量的废渣,需要寻找合适的处理方式。
乳化液废水处理技术的试验研究
机 械加 工 过程产生 的废水 是 一种高浓度 的水 包油 ( / 型 乳化 液废 水 由于在 加 工 过 程 o w)
中大量使 用切 削液 和清洗剂 , 因此 废水 的主要成 分为 机械 油 、 面活 性 剂 、 表 可溶 性 的有 机 物 和 固体 悬浮 物等… , 呈乳 白色 , 然水量 不大 , C D、 虽 但 O 油等 指 标很 高 . 目前 国 内外 常采 用盐 析 、 气浮 、 药剂 电解 、 超滤 和活性 碳 吸附等方法 l 进行 处 理 . 2 某发 动机 厂对 于该厂 的这 种废 水 的
化 液含油工业废水进行处理 结果表明 . 原水 o D 高于 2×l r / o r L的废水经 该工艺处理后 , 唔 出水 的各项指标为 :O 。 5 ~7 G D lo 0删/ ; :5m , ; L 醛 7 昏L 石油类 : .  ̄ L 色度 : . 54n / ; 5倍 美键词 : 化液废水 ; 乳 破乳 ; 混凝 处理 ; 水解 处理; 生物接触氧化 ; 活性碳 吸附 中雹分类号 :6 X 文献标 识码 : A
Ke Ⅵ s  ̄ m s e i at ae ; d mus ct n; C auai y md : li d ol w se tr e li ai i f y w i f o og lt n;h doyi;bdo ia o yrlss i g t c
 ̄f a to iain;a t e c ro d op in f c xd t l t o ci ab n a sr t v o
(  ̄me I m 【 1dl a mH
iI ‰ m Ca N 'a u 恻 , u d 50 3 . h 甘 , l m  ̄al r G 帅g删 1 1 Ci 6 m)
A  ̄ r e :T e e li e i a lw tr rm c ii gwok h p o e gn coy 1 t t ae l l a t h mu sf d o yw s ae o ma hnn r s o f n ie f t i l e f a r & S r td " e d
拓展——乳化液膜分离技术在废水处理中的研究进展

乳化液膜分离技术在废水处理中的研究进展
Hale Waihona Puke 三、ELM技术对重点工业废水的处理研究
LM 等不同学习算法的性能比较,以预测通过乳化液膜从废水中去除苯酚的效率。神经网络模型的预测值与使 用 MATLAB 程序处理的序批式处理实验的结果非常一致,关联系数(R2)为0.999,均方误差(M SE)为0.004。
乳化液膜分离技术在废水处理中的研究进展
三、ELM技术对重点工业废水的处理研究
去除金属离子 ELM 技术在金属物质的分离与提纯方面研究较多,并已成功应用于含锌废水处理与回收,分别于奥地利、
德国和荷兰等国家建成处理规模大于200m3/h的工业化装置[15]。但 ELM 技术除了能对含锌废水 有效处理,对其它金属物质的处理大多由于液膜的稳定性难题而限制了其工业化应用。目前研究者利用ELM 处理金属废水中包括镍、铬、镉、汞、铅、铀等金属离子,以及稀土金属。为了加强乳化液膜的稳定性,研究 者也从载体、内相试剂、表面活性剂、溶剂及制乳方法等方面开展了优化研究。采用ELM 分离技术处理含金 属离子的废水具有很好的去除效果,并且在实际应用中回收的金属离子再利用可对成本控制有一定的作用。
Span-80为表面活性剂,NaOH 作为剥离剂,制备的乳化液膜从水溶液中提取苯酚。实验中考察 了乳化组成的影响,即:表面活性剂浓度、膜相与内相的体积比(VM/VI)、内相中去除相的浓度,以及 两个工艺参数(进料相搅拌速度为有机酸的萃取速率)和乳液与进料的体积比(VE/VF),结果表明,在 5min内可去除98%以 上 的 苯 酚。并 利 用 神 经 网 络 模 型 中 GD、RB、GDM、GDX、CG 和
乳化液膜分离技术在废水处理中的研究进展
三、ELM技术对重点工业废水的处理研究
破乳技术在乳化液废水预处理中的实验研究

破乳技术在乳化液废水预处理中的实验研究摘要:乳化液废水是工业生产过程中常见的一种废水类型,其含有大量的乳化剂和油脂物质,传统的处理方法存在工艺复杂、处理效果差等问题。
本实验研究了破乳技术在乳化液废水预处理中的应用,使用不同剂量的破乳剂对乳化液废水进行处理,研究其对乳化液的破乳效果和油脂去除率的影响。
实验结果表明,随着破乳剂剂量的增加,乳化液的破乳效果和油脂去除率均显著提高。
本实验结果对乳化液废水的预处理提供了有效的技术支持。
关键词:乳化液废水;破乳技术;破乳剂;油脂去除率引言:乳化液废水是指在工业生产过程中,由于溶剂的乳化、悬浮等作用所形成的含有大量乳化剂和油脂物质的废水。
乳化液废水具有高COD(化学需氧量)、高BOD(生化需氧量)以及高浊度等特点,传统的处理方法如沉淀、过滤等存在效果差、处理周期长等问题。
因此,寻找一种高效、经济的预处理方法对乳化液废水进行处理具有重要的意义。
破乳技术是将乳化液中的乳化剂与油脂分离的方法,其原理是通过加入适量的破乳剂,使乳化剂与油脂发生化学反应或物理作用而分离。
该方法具有处理效率高、操作简单等优点,已经在很多工业废水的预处理中得到应用。
本实验旨在研究破乳技术在乳化液废水预处理中的应用效果。
材料与方法:实验采用实验室自制的乳化液废水,乳化液中含有乳化剂和油脂物质。
破乳剂为A、B、C三种,分别加入不同剂量(1g/L、2g/L、3g/L)对乳化液进行破乳处理。
在每组实验中,分别测定破乳剂的剂量、乳化液的pH 值、破乳效果以及油脂去除率。
结果与讨论:实验结果表明,随着破乳剂剂量的增加,乳化液的破乳效果和油脂去除率均显著提高。
当破乳剂A的剂量为3g/L时,乳化液的破乳效果达到最好,颜色由乳白色变为透明。
而在油脂去除率方面,破乳剂B的剂量为2g/L时,油脂去除率达到最高值,为95%。
此外,我们还发现乳化液的pH值对破乳效果和油脂去除率有一定的影响,pH值越高,破乳效果和油脂去除率越低。
无机膜处理乳化废水实验研究
中图分 类 号 : TQ0 88 2.
文 献标 识码 : A
含油污水 的油 分一般 认 为 以浮上 油 、分散 油 和 乳化 油三 种状 态存 在 『 1 ] 般 前 两 种状 态 的 油较 易 。一
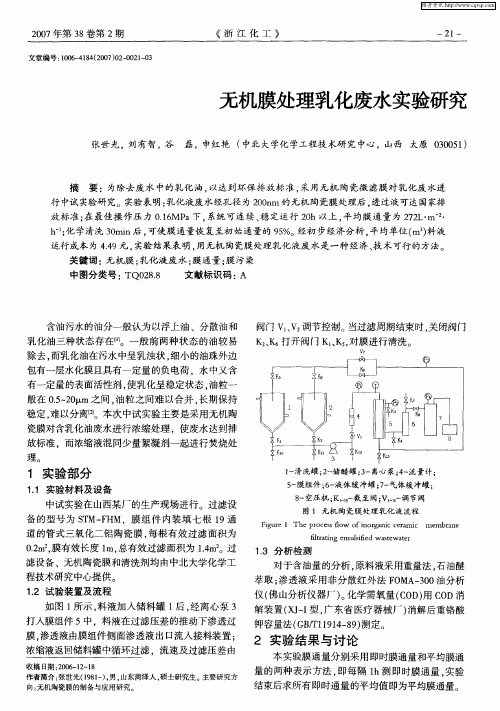
阀门 V、 : , 调节控制。 V 当过滤周期结束时, 关闭阀门 K 、 :K 打开 阀 门 K。 5对膜 进 行清洗 。 、 , K
结束后求所有即时通量的平均值即为平一
Z E I N H MI A N S R H JA G C E C LI DU T Y
V 1 8N . 2 0 ) o. o 2(0 7 3 0
21 膜材 质 的选择 .
理。
1 实验部分
11 实验 材料及 设备 .
1 一清洗罐 ;~ 醋罐 ; 一离心泵;一 2储 3 4 流量计 ; 5 膜组件 ;- 一 6 液体缓 冲罐 ;- 7 气体 缓冲罐 ;
8 空 压机 ; , 截 至 阀 ; -一 节 阀 - K 一 V,l调 1 ,
图 1 无机 陶 瓷 膜 处理 乳 化 液 流 程
维普资讯
20 年第 3 卷第 2 07 8 期
文章编号 :0 6 4 8 (0 7 0 — 0 10 10 — 1 20 )2 0 2 — 3 4
《 江化工》 浙
一 1 2一
无机膜处理乳化废水实验研究
张世 光 ,刘有 智 , 谷 磊 ,中红艳 ( 中北 大学化 学工程技 术研 究 中心 ,山西 太原 005 ) 30 1
22 膜孔径 的选择 . 不 同孔 径 的膜 对 油滴 的 去 除效 果见 表 l所示 。 从 表 l中可 以 看 出 ,采 用 平 均 孔 径 为 80m 和 0n
图 2 操 作压 力对 膜 通 量 的 影 响
乳化液废水破乳及后续处理技术研究进展

FS—FA等 ,对乳 化液废水 中 COD的去除率可到 85%以上 。
Fenton氧化法的基本原理为在酸性条件下 ,H O 被 Fe 催化
2.1.2酸 析 法
分解并产生大量具有强化}生的.OH 自由基。l:enton氧化法也是利用
酸析法是通过调 节废水 的 pH值至酸性 ,使乳化液 中的高碳 产生的.OH自由基 的强氧化性 ,去分解乳化液废水 中污染物。高蓓
集 ,发生脱稳破乳 ,从而实现 油水分离 。近几年来发展起无机高分 物得到降解 ,将高分子有毒有害物质转化成低毒 甚至无毒的污染
子混凝 剂 ,如聚合氯 化铝 (PAC)、聚 合硫酸铝 (PAS)、聚合硫 酸铁 物分 子,达 到废水净化 的 目的。刘颖 利用 O 一H O 氧化法处理乳
(PFS)、聚 合氯化铁 (PAFC)、聚硅硫 酸铝复合型混凝 剂 、复合 化液废水 ,COD去除率为 80.6%,色度 去除 为 84.1%。
2.2后 续 处 理 技 术
乳化液废水经破乳后 ,还不能彻底去 除和降解污染物 , 此 ,
需要进行 进一步处理 。此类方 法有 电凝 聚法 、高级 氧化法 、生化
1乳化 液 废水 的特 点
法 、超滤法 、吸附法等 。各种技术的应用往往是需 要在破乳 的基础 上进行 ,才能发挥较好 的效果 。
的混凝沉淀 法效果更显著 。K.BensasoK等【 1采用常规破乳 一气 浮 小于孑L隙的水分子透过超滤膜 ,大于孔 隙的油分子被截 留下来 。
乳化 液废水破 乳及后续处理技术研 究进展
洪科 莫晨剑 朱赛嫦 (台州市 污染 防治工程技术 中心 浙江台州 31800)
大的油滴 团,与水分散开 ,达到脱稳破乳的 日的。最后油滴上 浮 ,
乳化液膜技术及在废水处理中的应用
乳化液膜技术及在废水处理中的应用引言:废水处理是目前环境保护的重要领域之一,而乳化液膜技术作为一种新兴的废水处理方法,被广泛应用于各个行业。
本文将介绍乳化液膜技术的原理和特点,并探讨其在废水处理中的应用。
一、乳化液膜技术的原理乳化液膜技术是指通过乳化剂和溶剂的作用,形成一层稳定的液膜,将目标物质从溶液中分离出来的一种方法。
其原理是利用乳化剂的表面活性作用,使溶剂形成微小的液滴,然后通过搅拌和剪切作用,使这些液滴均匀分散在溶液中,形成乳化液膜。
二、乳化液膜技术的特点1. 高效:乳化液膜技术可以提高溶质的传质速率和传质效果,大大提高了废水处理的效率。
2. 环保:乳化液膜技术使用的溶剂和乳化剂具有较低的毒性和污染性,对环境影响较小。
3. 灵活性:乳化液膜技术可以根据废水的特性和目标物质的不同,选择不同的乳化剂和溶剂,具有较高的适应性。
4. 经济性:乳化液膜技术相对于传统的废水处理方法来说,设备投资和运行成本较低。
三、乳化液膜技术在废水处理中的应用1. 污染物的回收:乳化液膜技术可以将废水中的有价值的污染物进行回收利用,例如金属离子、有机物等。
2. 水体净化:乳化液膜技术可以去除废水中的悬浮物、胶体物质和油污等,使水体达到国家排放标准。
3. 重金属的去除:乳化液膜技术可以通过选择合适的乳化剂和溶剂,将废水中的重金属离子去除或回收。
4. 染料废水的处理:乳化液膜技术可以有效去除染料废水中的有机染料,提高废水的处理效果。
5. 水油分离:乳化液膜技术可以将废水中的油污与水分离,实现废水的再利用。
结论:乳化液膜技术作为一种新兴的废水处理技术,具有高效、环保、灵活和经济的特点,被广泛应用于各个行业。
随着科技的不断进步,乳化液膜技术在废水处理中的应用前景将更加广阔。
我们期待乳化液膜技术在未来的发展中能够为环境保护事业做出更大的贡献。
乳化液处理技术
乳化液废水处理技术常治辉原创| 2015-05-18 10:12 | 收藏| 投票关键字:反相破乳剂油水分离剂除油剂含油废水处理COD去除剂乳化液被广泛应用于机械加工、汽车发动机加工、轧锟及钢板的冷却和润滑〔1〕。
乳化液在循环使用过程中受金属粉尘及周围环境介质的影响,老化变质,必须定期进行更换。
更换后的乳化液废水化学性质极为稳定,给处理带来很大难度。
笔者对乳化液废水处理技术进行了综述,以期为乳化液废水处理提供一定参考。
1 乳化液废水的特性1.1 乳化液的形成乳化液中添加了大量表面活性剂,降低了体系的表面自由能,且表面活性剂分子在油-水界面定向吸附并形成界面膜,阻止了油滴间的相互碰撞变大,使油滴能长期稳定地存在于水中〔2, 3, 4〕。
因此,处理乳化液废水时必须破坏其稳定性,设法消除或减弱表面活性剂稳定乳化液的能力,以实现油水分离。
1.2 乳化液废水特点乳化液废水作为一种难处理的工业废水,化学稳定性及污染负荷极高。
相关资料显示,乳化液废水中油质量浓度高达15 000 ~20 000 mg/L,COD 达 18 000~35 000 mg/L,BOD 达5 000~10 000 mg/L。
为改善乳化液的性能,还加入大量添加剂,如油性添加剂、极压添加剂、防锈添加剂、防霉添加剂、抗泡沫添加剂等〔5〕,使得乳化液成分极为复杂,处理难度加大。
2 乳化液废水的处理技术目前处理乳化液废水主要采用化学混凝法、共凝聚气浮法、电凝聚法、高级氧化法、超滤法、生化组合工艺,其中共凝聚气浮法、电凝聚法是在化学混凝基础上发展起来的,高级氧化法、超滤法则分别使用水处理中的高级氧化技术与膜技术,生化组合工艺是在上述方法基础上结合生化处理发展起来的,现对它们在乳化液废水处理中的应用现状分别进行介绍。
2.1 化学混凝法化学混凝法是处理乳化液废水的传统方法,即向乳化液废水中投加化学混凝剂,一方面发生水解反应生成胶体吸附油珠,另一方面发生聚合作用形成不同程度的大分子聚合物,通过吸附絮凝、架桥作用脱除油滴,达到破乳目的,实现油水分离〔3, 6〕。
乳化液废水处理工艺

乳化液废水处理工艺一、引言乳化液是一种由水和油相混合而成的复合液体,广泛应用于各种工业领域。
然而,乳化液的生产和使用过程中,会产生大量的废水,其中含有高浓度的油污染物和其他有害物质。
这些废水如果未经处理直接排放,会对环境和生态系统造成严重污染。
因此,乳化液废水处理工艺的开发和应用显得尤为重要。
二、乳化液废水的特点乳化液废水具有以下特点:1.高浓度的油污染物:乳化液废水中含有大量的油脂、蜡类等有机物质,其浓度较高,使得传统的废水处理方法难以处理。
2.稳定的乳化状态:乳化液废水中的油水相互交织在一起,形成稳定的乳化状态,增加了处理工艺的难度。
3.其他有害物质的存在:乳化液生产过程中,可能会添加一些其他有害物质,如防腐剂、增稠剂等,这些物质也会存在于废水中。
三、乳化液废水处理工艺的方法针对乳化液废水的特点,目前已经发展出了多种处理工艺,下面将介绍几种常见的方法。
3.1 重力分离法重力分离法是最常见且最基本的乳化液废水处理方法之一。
其原理是利用不同密度的物质在重力作用下的分离效应,将乳化液废水中的油分离出来。
处理过程中,可以采用物理方法,如沉淀池、沉淀槽等,将废水分离为上层的水相和下层的油相。
然后通过沉淀池的沉淀沉淀油的时间,控制废水的停留时间,达到去除废水中的油污染物的目的。
3.2 生物处理法生物处理法是一种利用生物体对有机物进行降解的方法。
乳化液废水中的油污染物可以成为微生物的有机碳来源,通过生物菌群的降解作用,将废水中的有机物质转化为无机物质,达到净化水质的目的。
生物处理法分为好氧和厌氧两种,好氧生物处理法适用于油浓度较低的乳化液废水,而厌氧生物处理法适用于高浓度的油污染物。
生物处理法具有处理效果好、能耗低等优点,但其处理时间较长,需要有一定的运行和维护成本。
3.3 化学处理法化学处理法是利用化学反应将乳化液废水中的有害物质转化成无害物质的方法。
常用的处理剂包括氧化剂、中和剂、絮凝剂等。
化学处理法可以迅速将乳化液废水中的油污染物和其他有害物质转化成固体沉淀物,然后通过过滤、沉淀等方法将废水中的固体沉淀物去除。
乳化液废水处理技术
乳化液废水处理技术摘要结合乳化液废水的特点介绍了几种废水处理技术。
着重介绍了超滤法、化学破乳法、电凝聚法这三种废水处理技术在乳化液废水处理方面的原理、优缺点及应用实例。
关键词乳化液废水废水处理超滤化学破乳电凝聚Abstract:With the characteristics of emulsion introduce several treating methods for emulsion waste water.Ultrafiltration,chemical coagulation and electrocoagulation are mainly instroduced about their principles, advantages, disadvantages and applications.Key Words: emulsion waste water ;waste water treatment; ultrafiltration; chemical coagulation; electrocoagulation.引言乳化液在钢铁冶金、有色冶金、机械制造、金属切削加工等工业中被广泛应用,主要起冷却、润滑、防腐及传递压力的作用。
乳化液基本上都是由2%~10%的乳化剂与98%~90%的水相通过各种乳化手段使其均匀混合而成的,属水包油型稳定而均匀的胶体物质。
其有机相中不仅含有矿物油或植物油等油类物质,还含有各种添加剂,如乳化剂、防腐剂、抗压剂、杀菌剂、防泡剂等。
乳化液经过一段时间使用后,将老化变质,失去原有的特性,形成废液排出。
废液中含油且CODCr浓度较高,属高难度处理的废水。
目前应用于处理乳化液废水的方法主要有超滤法、化学破乳法、电凝聚法等,这些方法各有利弊,现将这些方法在乳化液废水处理中的应用现状及特点介绍如下。
超滤法超滤法是膜过滤技术中应用最广泛的一种,最早应用于乳化液废水处理的是有机超滤膜,但是有机超滤膜存在耐高温及酸碱性差,孔径分布宽、机械强度低、易水解等缺点。
关于乳化液废水膜处理技术的研究

关于乳化液废水膜处理技术的研究摘要:乳化液是一种高浓度难处理有机废水,其COD、油类、SS等浓度较高,带有刺激性恶臭,水质呈弱碱性。
本文利用膜处理技术对乳化液的废水处理进行了探讨。
关键词:乳化液;分离膜;膜处理技术引言乳化液俗称肥皂水,经使用一定时间(约一个月)后,会逐渐变质、发臭,需要更新。
乳化液广泛应用于金属加工过程,废弃的乳化液为危险废弃物,可对生态环境造成严重危害。
因此,为使废液达到排放标准,应加强对乳化液废水处理技术的研究。
1.废水来源及水质本研究以某变速箱壳体机加工企业所产生的废水为研究对象,乳化液废水状态如图1所示,乳化液废水里含有不少杂质,颜色呈灰黑色。
该企业乳化液废水水质指标如表1所示。
其现场产生的废水主要为加工中心产生的乳化液废水和清洗机清洗工件所产生的乳化液清洗废水,每天产量为2t。
客户将两种废水混合后统一处理[1]。
2.主要配置及工艺流程(1)主要配置:针对该企业乳化液废水的处理量低的现状,考虑到洗膜废水的产生,为了提高浓缩效率,在该项目中采用了集中处理的方式,每三天集中处理一次,处理量为6t,处理时间为18h。
本系统的主要配置为:一级保安过滤器1台(超滤膜保安过滤器)、超滤膜组件1套、一级保安过滤器1台(特种分离膜保安过滤器)、特种分离膜组件1套、换热器1台、水泵6台(超滤供料泵、超滤提升泵、特种分离膜供料泵、特种分离膜提升泵、排渣泵、周转泵),总装机功率12.85kW。
其中,一级保安过滤器的滤芯材质为聚酰胺(尼龙),精度为150μm;二级保安过滤器的滤芯为聚丙烯(PP),精度为10μm;超滤膜的主要成分为氧化铝、氧化锆、氧化钛等,过滤精度20nm,过滤面积6m2,共3个膜组件,每个膜组件含7支膜管,共21支;特种分离膜过滤精度1nm,特种分离膜过滤面积39m2,共2个膜组件,每支膜组件含3支膜管,共6支[2]。
图1 某企业乳化液废水制纯水模式:来自自来水管网的水加入到特种分离膜的清洗罐,经保安过滤器后进入特种分离膜系统,浓液循环回到特种分离膜清洗罐,纯水去纯水罐和纯水加热罐,等待洗膜时使用。
乳化液废水处理论文

乳化液废水处理论文乳化液废水处理论文1前言乳化液是一多相体系的溶液,由基础油、乳化剂(表面活性)、添加剂和水稀释后配制而成,由于加入了基础油,外观往往呈乳状,所以称为乳化液。
现如今,机械制造工业和金属加工业不断发展,乳化液被用于机器零件的切削、研磨工艺过程中,冷却、润滑或传递压力的介质。
乳化液循环多次使用后,会发生不同程度的酸败变质,需要定期更换,于是就形成了大量的乳化液废水。
乳化液废水属于危险废弃物,特点是有机物浓度高、色度高、间歇排放、量少但污染强度大、难降解等。
乳化液废水由于具有很强的稳定性,排入环境中不能自然降解,处理难度大,处理不当,对生态环境、动植物包括人类健康都有严重的危害。
因此,对乳化液废水处理技术的探讨和研究具有重要意义。
2乳化液废水处理技术工业上对乳化液进行单独收集,集中处理。
乳化液废水处理难易程度取决于乳液中的油分在水中的存在形式及处理要求。
乳化液废水的处理方法主要包括物理法、物理化学法、化学法、生物法和其他方法。
笔者对乳化液废水处理技术进行综述,以期为乳化液废水废水处理提供一定参考。
1物理法1.1重力分离法重力分离法是废水处理中最常用、最基本的方法。
重力法通过调节理化性质、离心分离、除油、沉淀和过滤等步骤实现油与水的分离。
此方法通常适用于油水连续相黏度较小,密度差较大的废水,常用的处理设施是隔油池。
重力分离法的优点在于运行费用较低,缺陷是去除率较低,出水含油量高等。
该方法一般作为乳化液的第一步处理。
1.2膜分离法高分子膜分离法处理高浓度乳化液废水也是国内外学者研究比较多的方法之一,膜分离法是采用高分子膜的过滤性能,在压力作用下把不同分子量的物质进行分离。
包括微滤、超滤和纳滤等方法。
膜分离法处理效果好于重力法,出水效果好,能耗比较低,但是此法存在对原水的要求比较高,造价偏高同时伴随着高浓度浓缩液的产生的弊端。
国内外使用较为广泛的是聚亚酰胺、醋酸纤维、聚砜等有机膜,ShuiliY等采用聚亚乙烯基氟化物超滤膜处理含油废水,乳化液废水浮油的去除效果好,处理后的废水能够满足回注标准。
乳化液膜分离技术在废水处理中的研究进展

乳化液膜分离技术在废水处理中的研究进展乳化液膜分离技术在废水处理中的研究进展引言近年来,随着经济的快速发展和城市化进程的加速,废水污染问题日益突出。
废水中的油脂、重金属离子和可溶性有机物等有害物质对生态环境和人类健康造成了巨大威胁。
为了解决这一问题,乳化液膜分离技术应运而生。
本文旨在总结乳化液膜分离技术在废水处理中的研究进展,探讨其在环保领域的应用前景。
一、乳化液膜分离技术的原理乳化液膜分离技术是一种基于膜分离原理的废水处理方法。
其基本原理是利用含有表面活性剂的乳化液包裹住废水中的有害物质,形成乳化液膜,然后通过薄膜分离技术将乳化液膜与废水分离。
乳化液膜分离技术具有分离效率高、工艺流程简单等优势,逐渐得到广泛应用。
二、乳化液膜分离技术的应用1. 重金属离子的去除重金属离子是废水中常见的污染物之一,其对环境和人体健康具有很高的危害性。
乳化液膜分离技术可以通过选择不同的表面活性剂和离子型络合剂来达到选择性去除重金属离子的目的。
研究发现,乳化液膜分离技术对镉离子、铅离子等重金属离子有较好的去除效果。
2. 油脂的回收乳化液膜分离技术在处理油脂含量较高的废水中也表现出良好的效果。
通过乳化液膜分离技术,废水中的油脂可以被有效地固定在乳化液膜中,然后通过薄膜分离技术进行回收。
乳化液膜分离技术不仅可以实现废水处理,还能够将回收的油脂用于生产,进一步提高资源利用效率。
3. 可溶性有机物的去除乳化液膜分离技术对水溶性有机物的去除也具有一定的应用潜力。
通过调节乳化液中表面活性剂的类型和浓度,可以实现对废水中可溶性有机物的选择性回收。
研究表明,乳化液膜分离技术对苯系物质、邻苯二甲酸酯等有机污染物有很好的去除效果。
三、乳化液膜分离技术的发展趋势乳化液膜分离技术在废水处理领域的应用有广阔的发展前景。
未来的研究重点可以放在以下几个方面:1. 优化表面活性剂种类和浓度的选择,进一步提高乳化液膜的稳定性和包裹效率。
2. 深入研究薄膜分离技术,提高分离效率和回收利用率,并探索新型薄膜材料的应用。
无机陶瓷膜法处理乳化液废水
【 关键词 】 无机陶瓷膜 ; 乳化液废 水 ; 最优操作条件
【 中图分类 号】 T 923 U 9.
【 文献标识码 】 B
【 文章编号 】 10 — 84 2 1)2— 03 0 0 1 66 (00 1 00 — 3
TREATM ENT oF EM ULSⅡ ED AS I W TEW ATER
近几年 来 , 由于乳 化液 具有 一定 的 润滑性 冷却 、 清洗和防锈 等性 质 , 乳化液 已成 为生产 中使用最 广泛
的一种切 削 液。在机 械 制造 、 加工 和 清洗 过 程 中 , 受 细菌、 微生 物、 高温 、 械杂质 等的 污染 产 生大量 的乳 机
质, 它化学稳定性好 、 耐酸 碱、 高温 、 有机溶 剂 ; 耐 耐 再 生 能力 强 , 与微 生 物 发 生作 用 ; 用 高 温性 、 粘 不 适 高 性、 高含 固量 等组分分离 。
油废水用 于灌溉也 会引起植 物 的死亡 , 坏水 资源 的 破 利用价值 , 因此必须 进行处 理之后 达标 排放 。废 乳化 液 的成分包括乳化 油 、 面活性剂 、 表 悬浮 物 、 机械 杂质
本实验所用 的料 液是取用 某机 械厂加 工 、 零件 清
洗 、 器 和地 面冲 洗水 等组成 的乳 化废 水 , 水浓 度 机 废 比使用 的乳 化 液 浓 度 低 很 多。废 液石 油 类 :4 0~ 30
王
瑛等 : 无机陶瓷膜法处理乳化液废水
3
无 机 陶 瓷 膜 法 处 理 乳 化 液 废 水
王 瑛, 李 梦 , 李 文娟
705 3 0 0) ( 州 理 工 大 学 土木 工程 学 院 。 兰 州 兰
【 摘
要】 采用无机陶瓷膜法处理乳化液废 水。研究 了操作压 力 、 膜面流 速 、 度对膜 通量 的影 响 , 温 确定 了
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于乳化液废水膜处理技术的研究
发表时间:2018-10-01T12:22:52.310Z 来源:《基层建设》2018年第24期作者:杨馨[导读] 摘要:乳化液是一种高浓度难处理有机废水,其COD、油类、SS等浓度较高,带有刺激性恶臭,水质呈弱碱性。
广东碧源环保科技有限公司广东佛山 528000
摘要:乳化液是一种高浓度难处理有机废水,其COD、油类、SS等浓度较高,带有刺激性恶臭,水质呈弱碱性。
本文利用膜处理技术对乳化液的废水处理进行了探讨。
关键词:乳化液;分离膜;膜处理技术
引言
乳化液俗称肥皂水,经使用一定时间(约一个月)后,会逐渐变质、发臭,需要更新。
乳化液广泛应用于金属加工过程,废弃的乳化液为危险废弃物,可对生态环境造成严重危害。
因此,为使废液达到排放标准,应加强对乳化液废水处理技术的研究。
1.废水来源及水质
本研究以某变速箱壳体机加工企业所产生的废水为研究对象,乳化液废水状态如图1所示,乳化液废水里含有不少杂质,颜色呈灰黑色。
该企业乳化液废水水质指标如表1所示。
其现场产生的废水主要为加工中心产生的乳化液废水和清洗机清洗工件所产生的乳化液清洗废水,每天产量为2t。
客户将两种废水混合后统一处理[1]。
2.主要配置及工艺流程
(1)主要配置:针对该企业乳化液废水的处理量低的现状,考虑到洗膜废水的产生,为了提高浓缩效率,在该项目中采用了集中处理的方式,每三天集中处理一次,处理量为6t,处理时间为18h。
本系统的主要配置为:一级保安过滤器1台(超滤膜保安过滤器)、超滤膜组件1套、一级保安过滤器1台(特种分离膜保安过滤器)、特种分离膜组件1套、换热器1台、水泵6台(超滤供料泵、超滤提升泵、特种分离膜供料泵、特种分离膜提升泵、排渣泵、周转泵),总装机功率12.85kW。
其中,一级保安过滤器的滤芯材质为聚酰胺(尼龙),精度为150μm;二级保安过滤器的滤芯为聚丙烯(PP),精度为10μm;超滤膜的主要成分为氧化铝、氧化锆、氧化钛等,过滤精度20nm,过滤面积6m2,共3个膜组件,每个膜组件含7支膜管,共21支;特种分离膜过滤精度1nm,特种分离膜过滤面积39m2,共2个膜组件,每支膜组件含3支膜管,共6支[2]。
图1 某企业乳化液废水
制纯水模式:来自自来水管网的水加入到特种分离膜的清洗罐,经保安过滤器后进入特种分离膜系统,浓液循环回到特种分离膜清洗罐,纯水去纯水罐和纯水加热罐,等待洗膜时使用。
工作模式:来自废液收集罐的乳化液废水经保安过滤器后进入超滤膜系统,浓缩液循环回到废液收集罐,清液进入特种分离膜进料罐,然后经保安过滤器后进入特种分离膜系统,清液进入特种分离膜清液罐,浓缩液循环返回至特种分离膜进料罐,待废液处理完毕,将废液收集罐、特种分离膜进料罐的浓缩液排至浓缩液收集罐。
洗膜模式:分碱洗、酸洗、漂洗三种。
首次酸洗或碱洗时,先将纯水加热罐内的水打入到超滤膜和特种分离膜各自的清洗罐并加入酸或碱,清洗过程同工作模式。
漂洗时,仅采用纯水对膜进行清洗,不再赘述。
酸碱回收:酸碱洗膜后,超滤膜的酸碱透过液储存到废酸罐、废碱罐,特种分离膜的酸碱透过液储存到回收酸罐、回收碱罐,等待下次洗膜时重复使用,超滤膜洗膜用酸碱废液排入浓缩液罐,和系统浓缩液一起最终委外处理[3]。
3.应用研究及结果分析
(1)应用研究:为了摸清该装置的运行工况及稳定性,重点研究了以下两个方面。
一是膜通量与过滤压力及运行时间的关系。
不同压力下超滤膜和特种分离膜的膜通量随时间的变化规律(超滤膜运行温度20~25℃,特种分离膜运行温度30~40℃),具体数值曲线如图3、图4所示。
图3 不同压力下超滤膜膜通量与时间关系
从图3可以看出,在不同压力下,超滤膜开始过滤时,初始膜通量随着压力的增大而增大,但在1h过后,膜通量均急速下降,在2h后膜通量下降较慢,逐渐趋于稳定,0.5MPa曲线和0.6MPa曲线在2h后曲线趋于重合。
从图4可以看出,特种分离膜膜通量随着压力的增大呈现逐步增加的趋势,各压力下膜通量平稳衰减。
结合图3、图4,考虑到运行经济性,本装置中陶瓷膜按0.5MPa运行,特种分离膜按
1.5MPa运行,满足了处理量的要求,也实现了良好的经济性。
二是关键水质指标与运行时间的关系。
经过反复验证得知,在超滤膜提升泵压力0.5MPa,特种分离膜提升泵压力1.5MPa,超滤膜温度在20~30℃,特种分离膜在30~40℃,工况下运行,能达到最佳处理效果,平均处理量为0.5t/h,完全满足6t/天的集中处理要求。
由图5、图6 可知,乳化液废水经保安过滤器过滤后,其膜系统进水平均COD为65 000~70 000mg/l,油含量为6 400~6 600mg/l,超滤膜出水平均COD为17 000~20 000mg/l,油含量为42~55mg/l,特种分离膜出水平均COD为750~850mg/l,油含量为0~0.15mg/l。
图5 超滤膜处理前后关键指标变化
(2)结果分析:图7 为超滤膜保安过滤器内部状况,可以看出,保安过滤器内漂浮着一些黑色杂物,主要为金属杂质、灰尘、浮油等;图8为超滤膜保安过滤器后的取样,由于大部分金属杂质、灰尘被过滤掉,废液呈乳白色。
图7 超滤膜保安过滤器
图9为特种分离膜进料罐内水质,图10为特种分离膜进料罐内的废液取样,从图9、图10可以看出,废液澄清,可见度高,呈黄褐色。
图11为特种分离膜保安过滤器内杂质状况,可以看出,保安过滤器内部附着一些白色粉末,主要为水中悬浮物、细菌等;图12为浓缩液罐内的浓缩物,上浮泡沫状物质,主要为乳化基油、防腐剂、杀菌剂等。
图13为特种分离膜清液罐内水质状况,图14为特种分离膜清液罐内取样,从图13、图14可以看出,经特种分离膜处理后的清液澄清透亮,和纯水颜色一致。
表2为特种分离膜进料罐(超滤清液)取样化验结果。
表3为特种分离膜清液罐取样化验结果。
图8 超滤保安过后取样内杂物
图10 特种分离膜进料罐(超滤清液)取样
图12 最终浓缩液
图14 特种分离膜清液罐取样
4.经济效益分析
该企业每天2t乳化液废水,原先采用外运至污水处理站处理,委外费用为3 000元/t,每年(按300天计算)委外费用为180万元。
采用该工艺及装备后,设备运行成本为115元/t(含设备及膜元件折旧费),每年运行成本约7万元。
该工艺产生的浓缩液委外费用为17万元,由于该系统全自动化运行,兼职工人1名即可,所以不产生人工费。
该系统每年产生费用为24万元,每年可为企业节约成本156万元。
5.结语
综上所述,采用超滤膜与特种分离膜相结合的膜技术具有分离效率高、设备简单以及操作方便等应用优点,在现代工业废水处理过程中有非常大的应用潜力。
因此,值得推广应用在石油化工行业、钢铁行业等的含油废水、含焦废水的处理等行业。
参考文献:
[1]蒸发浓缩工艺在乳化液处理中的应用研究[J].荆建刚,李震海,李洪,徐红红.资源节约与环保.2015(02)
[2]废乳化液利用处置技术概述[J].徐明,朱华军,胡伟.山西建筑.2015(17)
[3]α-Al2O3-ZrO2无机陶瓷膜处理乳化液废水的应用研究[J].朱强,刘强,杨玉姣.给水排水.2016(11)。