水电厂高强度调质钢焊接技术研究
700MPa级高强度调质钢板焊接性能研究
c o n di t i o ns wi t h BH G 一4M wi r e a n d r i c h Ar g a s s hi e l d we l d i n g p r o c e s s ,whi l e c r a c k i n g c a n a v o i d e d o n t he s a me p l a t e
A bs t r a c t On t he ba s i s o f we l di ng pe fo r r ma n c e o f qu e n c h e d a nd t e mp e r e d t y pe 7 00 M Pa g r a de hi g h s t r e n g t h s t e e l pl a t e,t h e c h e mi c a l c o mp o s i t i o n, mi c r o s t r u c t u r e a n d me c h a ni c a l pr o p e r t i e s o f t h e s t e e l a r e a n a l y z e d,c r a c k s e n s i t i v i t y a nd e f f e c t o f t h e h e a t i np u t a n d p o s t we l d i n g he a t t r e a t me n t o n t h e mi c r o s t r u e t u r e a n d me c h a ni c a l pr o pe r t i e s o f we l ds t u d i e d .T h e r e s u l t s s h o w t h a t c o l d c r a c k i n g c a n b e p r e v e n t e d f r o m t h e 5 0 h i m t h i c k n e s s q u e n c h e d a n d t e m—
彭水电站压力钢管主材(WDL610D钢)的焊接技术
彭水电站压力钢管主材(WDL610D钢)的焊接技术【摘要】∶彭水水电站压力钢管直径达14m,为目前我国水电水利工程之最,钢管主材整体选用60Kg级的WDL610D。
本文主要介绍了该钢材的焊接技术,为今后水电水利工程建设积累经验。
【关键词】∶彭水水电站高强钢压力钢管焊接1、前言金属的焊接性是指金属材料对焊接加工的适应性,主要是指在一定的焊接工艺条件下,获得优质焊接接头的难易程度,包括两方面内容:结合性能(在一定的焊接工艺条件下,一定的金属形成焊接缺陷的敏感性)和使用性能(在一定的焊接工艺条件下,一定金属的焊接接头对使用要求的适应性)。
影响材料焊接性的好坏主要决定于材料的化学成分,并与结构的复杂性、刚性、焊接法、采用的焊接材料、焊接工艺条件及结构的使用条件有密切的关系。
具体说,焊接就是由材料、人员、焊接工艺、配套热处理工艺、质检及焊补等构成的一门系统科学。
2、从母材与焊材本身的因素分析高强钢各类缺陷的成因及避免办法材料因素包括焊件本身和使用的焊接材料,在焊接时都参与熔池或半熔化区内的冶金过程,直接影响焊接质量。
母材或焊接材料选用不当时,会造成焊接金属化学成分不合格,机械性能和其他使用性能降低,还会出现气孔,裂纹等缺陷,使结合性能变差。
因而正确选用焊件和焊接材料是保证焊接性良好的重要基础,必须十分重视。
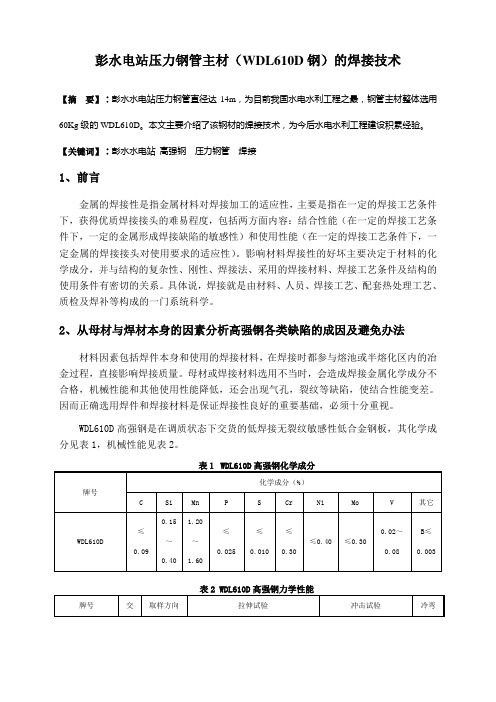
WDL610D高强钢是在调质状态下交货的低焊接无裂纹敏感性低合金钢板,其化学成分见表1,机械性能见表2。
WDL610D高强钢含Mn量较高,约为1.20%~1.60%,含P.S量较低的Cr-Ni-Mo-V系合金钢,抗拉强度达到610~730MPa。
减少含C量是为了提高WDL610D高强钢的焊接性。
为弥补强度的损失,添加了一些合金元素V。
WDL610D高强钢焊接性通常出现两方面的问题:一是焊接引起的各种焊接缺陷,主要是各类裂纹问题。
WDL610D高强钢焊接产生的裂纹一般是焊接热裂纹和焊接延迟性冷裂纹。
二是焊接时材料性能的变化,主要是热、影响区及焊缝组织发生变化。
超高强度钢材焊接工艺的研究与优化

超高强度钢材焊接工艺的研究与优化引言:超高强度钢材在汽车、航空航天等领域的应用日益广泛,然而其焊接工艺存在一系列挑战。
本文将讨论超高强度钢材焊接工艺的研究与优化,以提高焊接质量和性能。
一、超高强度钢材焊接研究的现状超高强度钢材的焊接性能与传统钢材存在明显差异。
目前,研究者们主要关注以下几个方面的问题:焊缝裂纹、残余应力和硬化区的形成、焊接变形以及焊接接头的力学性能等。
这些问题均对超高强度钢材的焊接质量和可靠性产生重要影响。
二、焊接工艺参数的优化为了解决超高强度钢材焊接中的各种问题,研究者们通过优化焊接工艺参数,改善焊接质量和性能。
其中,焊接电流、焊接速度、预热温度、焊接序列等是常见的焊接工艺参数。
研究发现,合理选择和控制这些参数可以有效减少焊缝裂纹、残余应力和硬化区的形成,降低焊接变形,并提高焊接接头的力学性能。
三、先进焊接技术的应用除了优化焊接工艺参数,引入先进的焊接技术也是解决超高强度钢材焊接难题的有效途径。
例如,激光焊接、电子束焊接和摩擦搅拌焊接等新兴的焊接技术能够实现高能量集中、快速加热和局部热影响区控制,从而有效减少焊接变形和缺陷产生。
这些先进焊接技术在超高强度钢材焊接领域的应用前景广阔。
四、材料混合与多层焊接结构对于超高强度钢材焊接,材料混合和多层焊接结构的设计也具有积极意义。
通过在焊接接头中引入不同性能和组织的材料,可以有效平衡焊接接头的强度和韧性。
而采用多层焊接结构, 则有助于减少焊接变形,优化应力分布,并提高焊接接头的性能。
这些方法在超高强度钢材焊接中已被广泛研究和应用。
结论:随着超高强度钢材的广泛应用,焊接工艺的研究与优化变得尤为重要。
优化焊接工艺参数、引入先进焊接技术、设计合理的材料混合与多层焊接结构是解决超高强度钢材焊接难题的有效途径。
未来的研究应关注焊接接头的力学性能、变形控制和焊接缺陷的解决等方面,以进一步推动超高强度钢材焊接工艺的研究和应用。
水电站用1000 MPa级高强钢配套焊条XY-J100SD的研制
1.1 高碱度 渣 系 的选择
收 稿 日期 :2017—11—30
对 于 l 000 MPa级 的 高 强 钢 .需 严 格 控 制 焊 缝
+ · ”+ ”+ 一—+一*十 一+ ”+ -—-●一*+
- — +一-+ 一—·卜 -—卜 一+ 一+ ”+ -—·卜 一十 -+ -+ -+ 一——卜 一——卜 -—-卜 -— 一一—■一-—·卜 *——卜 一—●一*—·卜
易 分 解 为稀 土 单 质 原 子 .这 些 活 性 稀 土 原 子 很 容 易
(3)随 着 稀 土 氧 化 物 添 加 量 的增 加 ,飞溅 率 总
被 吸 附 到熔 滴 表 面 而 降低 熔 滴 的表 面张 力 .即 削 弱 体 上 呈 现 出 下 降 趋 势 。 当 (稀 土 氧 化 物 )2.7%时 ,
的 影 响 [J].焊 接学 报 ,2006,27(8):88—90. [3] 李 建 国 ,李 兴 志 , 王建 民.稀 土 低 碳 低 合 金 耐 磨 铸 钢 焊 条 的研 制
[J].稀 土 ,2006,27(6):69—72. [4] 薛 海 涛 ,李 永 艳 ,崔 春翔 , 等.稀 土 氧化 物 对 焊 缝 微 观 组 织 和 性
3 结 论 (1)焊 条 药 粉 中 的适 量 稀 土 氧 化 物 添 加 剂 具 有
提 高 碱 性 焊 条 电 弧 稳 定 性 的作 用 。 当 W(稀 土 氧 化 物 )2.0%时 ,断 弧 长 度 为 22.50 mm,达 到 最 大 值 . 电弧稳 定性 相 对最 好
性 能 的 影 响 [J].焊 接 技 术 ,201l,40(11):52—53. f2] 韩 永 全 .李 建 国 .姚 青 虎.稀 土 对 高 效 铁 粉 焊 条 焊 缝 组 织 及 性 能
Q420高强钢焊接实用工艺地研究

Q420高强钢焊接实用工艺地研究钢焊接是工程结构中常用的连接方式之一,钢材的焊接质量直接影响到结构的强度、刚度和耐久性。
而高强钢焊接则是指抗拉强度大于420MPa的钢材的焊接。
为了确保高强钢焊接工艺的可行性和有效性,需要进行实用性研究。
首先,高强钢焊接工艺地研究需要对材料性能进行了解。
钢材的成分、含碳量、硬度等会直接影响焊接性能。
因此,在研究过程中需要分析材料的总体性能和化学成分,选择合适的焊接材料和焊接工艺以实现高强钢焊接。
其次,高强钢焊接工艺地研究需要对焊接方法和设备进行优化。
传统的焊接方法如手工电弧焊、埋弧焊等在高强度钢焊接中会出现焊缝裂纹、氢致冷脆等问题。
因此,需要考虑采用先进的焊接方法如熔化极气体保护焊(GMAW)、数控焊接等来提高焊接质量和效率。
同时,对焊接设备进行优化,选择合适的焊接电流和电压,以实现高强钢焊接的要求。
此外,高强钢焊接工艺地研究还需要关注热处理和焊后处理。
高强度钢焊接后容易产生焊接变形和残余应力,这对结构的稳定性和持久性产生不良影响。
因此,需要在焊接完成后进行热处理和焊后处理,以消除焊接应力,提高结构的强度和耐久性。
最后,高强钢焊接工艺地研究还需要进行焊接质量和性能的检测。
采用金相显微镜、扫描电子显微镜等对焊接接头进行组织和微观缺陷的观察,通过拉伸试验、冲击试验、硬度测试等对焊接接头的力学性能进行评估。
通过检测结果评估焊接质量,优化焊接工艺。
综上所述,高强钢焊接实用工艺地研究需要对材料性能进行了解,优化焊接方法和设备,关注热处理和焊后处理,并进行焊接质量和性能的检测。
这些工作可以为高强钢焊接提供可行和有效的工艺。
水电站岔管特种高强钢焊接技术
水电站岔管特种高强钢焊接技术【摘要】:对新疆某电站钢岔管采用WDB620D高强钢材质特性,制定针对性的焊接工艺措施。
经过焊接工艺评定试验,提出了相应的焊接工艺参数,说明WDB620D高强钢具有良好的焊接工艺性能。
【关键词】:水电站,钢岔管,高强钢,焊接技术【abstract 】: a power of xinjiang steel ypipe using high strength steel qualitative characteristics WDB620D, the pertinence of welding process measures. After welding procedure qualification test, and put forward the corresponding welding process parameters, explain WDB620D identity has good welding process performance.【key words 】: hydropower station, steel ypipe, identity, welding technology一、工程概况该水电站位于新疆阿勒泰地区福海县境内,具有灌溉、供水、发电、防洪、生态等工程效益。
电站采用一洞四机供水方式,发电引水系统由进口明渠段、闸井段、斜井段、下平洞段和岔管段组成。
该水电站钢岔管采用Y-卜型组合结构,主岔为Y型,2个支岔为卜型,两个支岔分为四个支管同水轮发电机蝶阀相连接。
Y型钢岔管主管内径D=7200mm,支岔内径D=5100mm,岔管壁厚32mm,肋板壁厚60mm,材质为WH80QD钢。
卜型钢岔管主管内径D=5300mm,支岔内径D=3400mm,岔管壁厚30mm,肋板壁厚60mm,材质为WDB620D钢。
本文论述的内容为WDB620D 高强钢焊接技术。
08MnNiVR(B610E)高强度调质钢板的焊接性能
so a te0 Mn iR( 6 0 ) i s eg & t l a xe et e a it. h wt th 8 NV B 1E h h t n t Q T s e hs cl n w l bly r h e e l d i Ke rs0 M NV ( 60 ) qe ce n m e d ( & )s e; edblyt t ywod :8 n i R B 1 E ; unh dadt pr Q T t l w lait e e e e i s
lz d y e .T e ma i m a d e so h xmu h r n s fHAZ w sHV3 7 wi o t en rh ae .T e e w s n o d c a k n 0 n n t e a 2 t u i gp e e t d h r a o c l rc i gfu d i h h b
摘 要 : 3 r 厚 0 Mn iR( 6 0 ) 对 2m a 8 N V B 1E 高强 度 调 质 钢进 行 了全 面 的 焊接 试 验 研 究 。 测 定 了模 拟 焊 接 热 影
响 区连续冷却转 变( C ) 分析 了不同冷却速度 下的模拟焊接热影响 区组织 变化 ; C T 图, 钢板在 不预热条件 下, 焊 接热影响 区最 高硬度为 H 37 钢板在焊前预 热 7 ℃ 时, Y坡 口试验 未发现 焊接冷 裂纹 ; 平板对接反 面 V2; 5 斜 在
wt bc s a t n eY— ov rcigsei nae R( eiul t s rlf t t l tets rsh i akr t i di t g oecak pc h e rn a n h r n me f rS R s a— r s e e)e .Al h t eu s t d se i s e
水电站用1000MPa级高强钢焊接性技术应用研究
已 经 或 即将 建 设 的 大 型 高 水 头 电 站 项 目有 3 3个 .
5 0 0万 k W 以上 的水 电站就 有 向家 坝 、溪洛 渡 、白鹤 滩 、乌东 德 、虎 跳 峡 等 ,随着 我 国用 电 负 荷 的 不 断 增 加 .基 于 优 化 电 网需要 .作 为 电 网调 峰 功 能 的 水 电 站— — 高 水 头 大 容 量 抽 水 蓄 能 电站 的 建 设 也 不 断
摘 要 :针 对 水 电站 用 】 0 0 0MP a级 高 强 钢 焊 接 性 能展 开 了试 验 研 究 ,其 主要 包 括 :抗 裂 性 试 验 、最 高硬 度 试 验 、 焊 接 热 输 入 试 验 、 气
刨 气 割 适 应 性 试 验 、z向 性 能 试 验 、 焊 缝 返 修 适 应 性 试 验 、 焊接 工 艺评 定 试 验 等 。本 次 试验 所 取 得 的 研 究 成 果 能 为 1 0 0 0MP a级 高 强 钢 在 水 电 站 压 力钢 管 、蜗 壳上 的 使 用提 供 依 据 ,将 推 动 新 材 料 在 水 电 工 程 上 的 应 用 。
调 质 高强 钢 .焊 接 材料 采 用 新 日铁熔 接 T业 株 式 会 社 生 产 的焊 条 、气 保 焊 焊 丝 、埋 弧 焊 丝 ; 国产 大 西
洋 焊 材 公 司 的 焊 条 开 展 以 焊 接 T 艺 为 主 的 相 关 试
的 兴 建 ,大 直 径 、高 水 头 、高 H D 值 的 压 力 钢 管 越
验 研究 T 作 .掌 握该 类 材 料 的热 加 T性 能 .包 括焊
接 性 能 和热 切 割 性 能 :并进 行 该 材 料 的 焊 接 T 艺评
Q960E高强度调质钢焊接工艺研究

注 :C e q =C + Mn / 6 + ( C r + V+ Mo ) / 5 +( C u + Ni ) / 1 5
表2 Q 9 6 0 E钢板质保 书力学 性能 拉 伸性 能
钢 号
Q9 6 0 E Q9 6 0 E
冲击 性能 ( . 4 0  ̄ C)J
厚度
屈服 ( MP a ) 抗 拉( MP a ) 伸 长 率/ %
F Kl 0 0 0( O E RL I KO N) ,气 体采 用 富氩保 护 气 行 了预 热 1 4 0  ̄ C和 室温 ( 1 5 ℃)两种 条 件 下进 分别在 1 0 0  ̄ C、 1 2 0  ̄ C、1 5 0  ̄ C三 种 预 热 温 度 焊 准 规 定进 行 HV ( 1 0 )硬 度 测定 。试验 结果 见
1 2 mm 2 0 mm 1 0 2 6 1 0 0 9 1 0 6 8 ,7 5 ,7 7 8 8 ,6 1 ,8 4
均 值
8 3 7 8
1 5 1 5
3 4— —
为 了获得 良好 的低 温冲 击 韧性 ,所 以试 验采 用 接 头 良 好 的 低 温 冲 击 吸 收 功 。试 验 选 用
3 .焊接工 艺
载强度角度 来看 ,“等强 匹配 ” 为最佳 选择 , 但 “ 等强 匹配 ”的焊 缝韧性储 备可 能不够 , 极 易产 生裂 纹 ,焊缝 强度越高 ,可达到 的韧性就 越低 ,
3 . 1 焊接方法
高强度钢 的焊接 方法 的选 取 [ 1 】 ,大都 采用
焊接热 输入密度 集 中、 效率 高、 熔池保 护及脱 氢
焊, 也有采 用焊条 电弧焊 、 埋弧焊 和激光焊 等焊
高强 度钢 因其优 异 的性 能和显 著 的经济 效 接 方法 ,根据 我们 公 司 的生产 条件 及 产 品的特 益 ,越 来 越多 的应 用 在交 通运 输机 械 、工程 机 点 , 选 用 富氩 的混合 气体保护焊 进行试 验 。
水电站用XDB620高强钢焊接性能研究

高强钢焊接性能研究
图1 试板坡口图
焊接工艺评定
试板的焊接
采用焊条电弧焊、气保焊、埋弧自动焊分别焊接一
进行焊接工艺评定,焊接试板的坡口图见图
钢板焊接热输入试验焊接参数
焊缝区组织500× (b)焊缝区组织1000×
熔合线组织500× (d)熔合线组织1000×
PS焊接试板焊接接头1/4厚度处金相组织
(1)试验数据表明,热输入不大于45kJ/cm
焊接接头的力学性能均满足标准要求。
(2)冲击试验结果表明,随着热输入的增大,热影响区的冲击吸收能量没有明显降低,说明该钢种对热输入的适应性很好。
焊接时,应严格控制预热温度和层间温度。
预热温度以不低于75℃为宜;层间温度不能过高,以不超过200℃为宜。
按照NB/T47014-2011标准进行焊接工艺评定,
焊缝区组织500× (b)焊缝区组织1000×
熔合线组织500× (d)熔合线组织1000×
3 PQ焊接试板焊接接头1/4厚度处金相组织
焊缝区组织500× (b)焊缝区组织1000×
(c)熔合线组织500×(d)熔合线组织1000×
4 PM焊接试板焊接接头1/4厚度处金相组织。
水电站压力钢管用WSD690E高强钢焊接研究与应用
4 焊接缺 陷分析 J
在8 0 0 MP a级 高强 钢 压 力钢管 制 作 过 程 中 , 在
厚度为 5 2 i f l m 的钢 管纵缝 埋 弧 焊焊 接 完成 4 8 h后 ,
N B / T 4 7 0 l 4 _2 0 l 】 《 承 压设 备 焊 接 工 艺 评 定 》 进
%
表 1 WS D 6 9 0 E钢 的化学成分 ( 熔炼分析 )
注: d为弯心直径; 0为试样厚度 。
C H F 1 0 1 焊丝, 手 工 电弧 焊 ( S MA W) 选 择 大 西 洋
收稿 日期 : 2 0 1 6— 0 5—3 0 ; 修 回日期 : 2 0 1 6— 0 8—1 0
8 0 0 M P a 级高强钢压力钢管采用舞 阳钢铁有限
责任公 司生产 的牌 号 为 WS D 6 9 0 E 的高 强 钢板 。 由
2 焊 接 工 艺 J
2 . 1 焊 接设 备及 焊接方 法
于这种钢材 的合金化体系比较复杂 , 合金元素含量
较高 , 屈强西 洪 屏 抽水 蓄 能 电站 压 力 钢管 壁 较 厚 , 国 内如 此 大 量使
第3 8卷 第 1 0期
2 0 1 6年 1 0月
华 电技 术
Hua d i a n Te c h n o l o g y
V0 1 . 3 8 No . 1 0 Oc t . 2 01 6
水 电站压 力钢 管 用 WS D 6 9 0 E高 强钢 焊 接 研 究 与 应 用
1 材 料 成 分 与 性 能 J
1 . 1 WS D 6 9 O E钢板 的化 学成分 2 . 2 焊 接材 料
WS D 6 9 0 E钢板的化学成分见表 1 。 碳 当量 C 。 =伽( C)+ ( Mn ) / 6+w( s i ) / 2 4+
高强度调质钢a514的焊接工艺

高强度调质钢a514的焊接工艺A514是一种高强度的调质钢,也被称为T-1或HSLA-80钢,具有良好的强度和机械性能,可用于结构及其他危险性构件的强度要求较高的零件。
A514钢的焊接技术对于构建高强度,高耐久性和可靠性的结构非常重要,以满足应用需求。
因此,对A514钢的抗拉强度进行评估非常有必要。
A514钢的焊接工艺是一个复杂的过程,需要认真考虑许多因素。
焊接工艺可能会改变钢材的组织结构、性能和外形,从而对最终的抗拉强度和使用寿命产生重大影响。
一般而言,成功焊接A514钢需要选择正确的焊接电流、电压和焊条,首先要确定焊接方法。
焊接电流主要取决于激励电源电压和焊接材料厚度。
一般而言,电流越大,焊接头越均匀,但仍然要根据焊接材料类型和厚度确定最佳电流。
A514钢的焊接电压和电流应符合焊接规范中提供的参数,以确保达到最佳焊接效果。
焊条在A514钢焊接过程中起着重要作用,因此选择合适的焊条也是必不可少的。
焊条材料的有效性受到特定钢材的组织结构和成分的影响。
选用的焊条应该是与待焊的钢材的相同类型。
为了确保最佳的焊接质量,选择的焊条的材料必须与主要焊接组分相匹配,并且熔池渗透率和可熔性也应该满足焊接规范要求。
此外,A514钢的焊接工艺还需要考虑清洗、温度、焊接技术和焊接掩模等措施。
钢材在焊接前必须做到无污染、无油污和无水污,以确保焊缝连接的完整性。
焊条和焊缝还应定期检查温度,以获得较高的抗拉强度。
焊接技术也至关重要,底部溶解焊、叠焊和熔渣夹焊等焊接方法都可以用来焊接A514钢。
此外,使用焊接掩模时应注意匹配,以避免焊接外观不美观。
以上就是A514钢的焊接工艺内容,厚度和特定标准对焊接过程有着重要的影响。
因此,在使用A514钢进行焊接时,应根据材料特性,仔细研究A514钢的焊接工艺,并选择合适的焊条和焊接设备,以获得更高的抗拉强度和更有效的焊接工艺。
一种高强度水电用钢加工工艺与组织性能研究的开题报告

一种高强度水电用钢加工工艺与组织性能研究的开
题报告
题目:一种高强度水电用钢加工工艺与组织性能研究
研究背景:
目前,水电行业是我国重要的能源行业之一,对水轮机、发电机组等零部件的质量和性能要求极高。
而钢材作为这些零部件的主要材料,其性能需求也日益提高。
为了满足水电用钢的高强度、高韧性等性能要求,开展水电用钢加工工艺和组织性能研究显得十分必要。
研究目的:
本研究旨在探究一种适合水电用钢加工的工艺,同时通过对组织结构进行分析,为优化钢的性能提供理论依据。
研究内容:
1.水电用钢的原材料及组成分析
2.水电用钢加工工艺分析,包括切削参数的优化、热处理工艺的选择等
3.通过金相显微镜、扫描电镜等手段对水电用钢的组织结构及相组成进行分析,确定其机械性能和切削性能
4.对水电用钢的优化组织结构进行探究,提高其性能
5.其它相关内容
研究意义:
通过本研究,可以提高水电用钢的使用寿命和安全性能,同时减少零部件的损耗和维护成本,为我国水电行业发展做出贡献。
涉及技术:
材料测试技术、机械加工技术、热处理工艺等。
研究方案:
通过文献资料的查阅,了解各种水电用钢的性能要求和测试方法,并选择一种适合的水电用钢。
利用金相显微镜、扫描电镜等手段对试样进行组织结构和相组成分析,并进行机械性能、切削性能测试。
采用统计学方法对实验数据进行处理和分析,最终得出适合水电用钢加工的工艺和组织优化方案。
预期成果:
得到适合水电用钢加工的工艺和组织优化方案,提出钢材的优化建议,为水电用钢的制造和应用提供理论依据。
水电高强钢强化机制与焊接性的研究进展
水电高强钢强化机制与焊接性的研究进展
范晨阳;包晔峰;韦尚志;宋亓宁;许楠;杨可;蒋永峰
【期刊名称】《电焊机》
【年(卷),期】2024(54)2
【摘要】水电用钢作为高转速、高效率、大容量水力发电机组的核心材料,其强化机制与焊接特性是当前研究的重点和热点。
对近年来水电用钢的发展现状进行概述,深入分析其化学成分、组织性能及各种强化机制对强度的影响。
研究发现,细晶强化、固溶强化、位错强化和第二相强化均能有效提高水电用钢的强度。
同时,还详细探讨了水电高强钢焊接接头的裂纹倾向、焊缝金属与母材的强韧性匹配机制以及热影响区的性能变化等焊接性特点。
这一研究不仅为水电用钢的性能优化提供了理论依据,也为相关领域的技术进步提供了有力支持。
【总页数】9页(P89-97)
【作者】范晨阳;包晔峰;韦尚志;宋亓宁;许楠;杨可;蒋永峰
【作者单位】河海大学机电工程学院
【正文语种】中文
【中图分类】TG457.1
【相关文献】
1.金安桥水电站WDB620高强钢焊接性试验研究
2.金安桥水电站WDB620高强钢焊接性试验及焊接工艺评定分析
3.水电站用1000MPa级高强钢焊接性技术应用研究
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈水电站压力钢管中的焊接技术
浅谈水电站压力钢管中的焊接技术摘要:为了能够更加全面的了解水电站光管中的该焊接技术,我在网上查看了很多的水电站实验,结合自己对压力钢管焊接技术的了解,写出了对水电站压力钢管的焊接技术的认识,本文内容主要强调焊接时的注意事项和焊接技术的要求。
刚度越强的钢管,所需要的焊接技术越高,希望本次论文可以给相关人员一些帮助,也可以让自己更进一步了解这种技术。
关键字:焊接钢管水电站随着我国工业的不断发展,我们所需求的水电量也随之增加,为了能够供应市场的需求我们的水电站的建设也迅猛的发展,为了避免水电站的扩展所带来的一些技术性的问题,为了能够增加发电的容量,会不断增大所需钢管的半径,钢管的半径增大工作人员的焊接和检验技术就要跟着不断地进步,这样才能够提高工作质量减少焊缝的缝隙。
不仅仅要考虑到钢管的半径也要考虑到钢管的牌子不同牌子的钢管的等级有着很大的差别,钢管的不断进步为我国的水电站提供了很多帮助。
一、水电站压力钢管的焊接条件环境的因素我们再进行钢管焊接的时候要注意到的第一项就是当时的环境,我们要考虑到天气因素,比如说下雨天,下雪天,甚至是刮风的情况我们都应该考虑进去,因为焊接电弧对湿度和对环境的温度有着严格的要求,在1米范围内的湿度要小于90%温度大于0摄氏度。
环境是一方面,同时还有焊工和焊接设备也是很重要的因素。
二、压力钢管焊接技术的要求想要了解压力钢管焊接的技术就应该了解压力钢管焊接技术需要掌握的一些要求。
2.1 管道的坡口管道坡口经常出现的问题就是坡口错牙的有关问题,采用机械方法进行切割时应该采用热加的方法除去坡口表面的氧化皮,否则会造成之后焊接的关口平整度。
而且我们应该注意关于坡口表面的一些缺陷,防止表面出现裂纹。
2.2 焊件组装焊件的组装应用最多的是环缝,环缝的组装方式组要是立式组装和卧式组装,在进行组装的时候我们应该考虑到内壁是否平整,而且要考虑到焊件是否可以相互融合,并不可以强行将其组装在一起,也不能利用热膨胀进行组装。
EQ47调质钢焊接工艺评定制作及参数优化的开题报告
EQ47调质钢焊接工艺评定制作及参数优化的开题报告一、选题背景EQ47钢是一种高强度、高韧性的调质钢材,广泛应用于海洋船舶、海洋工程等领域。
在使用过程中,经常需要进行焊接接头的制作。
因此,EQ47调质钢焊接工艺评定及参数优化的研究具有重要意义。
二、研究内容本研究旨在通过实验研究和理论分析,确定EQ47调质钢的最佳焊接工艺和参数组合,实现焊接接头质量的优化。
具体研究内容包括:1. 焊接材料的选择:选择适合EQ47调质钢的焊接材料,包括焊接电极、焊丝等。
2. 焊接工艺的优化:优化焊接工艺参数,如焊接电压、电流、焊接速度、预热温度、焊接气体选择等。
3. 焊接接头质量评定:利用非破坏性检测方法,如超声波检测、X光检测等,以及金相组织分析、硬度测试等方法对焊接接头质量进行评估。
4. 结果分析:对实验结果进行分析,得出最佳的焊接工艺和参数组合,并进行验证。
三、研究意义本研究的成果将为EQ47调质钢的焊接工艺提供科学的理论基础和实践指导,为相关领域的工程技术提供有力支持。
同时,也有助于提高焊接接头的质量和可靠性,减少焊接过程中的缺陷和风险,提高设备和工程的安全性和稳定性。
四、研究方法本研究将采用实验方法、理论分析和数值模拟相结合的方法,对EQ47调质钢的焊接工艺进行研究。
具体方法包括:1. 实验研究:选取适当的实验样品,通过不同组合的焊接工艺和参数进行焊接试验,并通过非破坏性检测和金相组织、硬度测试等手段对焊接接头质量进行评估。
2. 理论分析:分析焊接过程中涉及的焊接热、应力和变形等问题,了解焊接过程中的物理和化学反应,以及不同参数对焊接接头性能的影响。
3. 数值模拟:通过有限元分析方法,模拟焊接接头的热场、应力和变形等情况,考虑不同参数下焊接接头的性能变化,优化参数组合。
五、预期成果本研究预期得出EQ47调质钢最佳的焊接工艺和参数组合,并验证其可行性和有效性。
同时,还将得出焊接接头质量评定的科学方法和标准,为相关领域的工程技术提供有力支持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 Q6 9 0 D 钢 板 特 性
由于T 型焊接接头形式 ,比较容易产生层状撕 裂, 所以首先要进行层状撕裂的敏感性分析。
1 概 述
秘鲁Q u i t a r a c s a 水 电站 水 轮发 电机 组 出力 为 Ⅳ | : 6 5 . 9 M W, 转 速为 : 7 2 0 r / m i n , 机组属 于中等 的出
ABS TRACT: T h e h i g h — s t r e n g t h s t e e l i s wi d e l y u s e d i n t h e h y d r o p o w e r i n d u s t r y ,a n d i t s s t r e n g t h i s i n c r e a s i n g l y h i g h .I n
1 2 4
2 1 5 / 一
1 1 2
t h e m a n u f a c t u i r n g o f t h e Q u i t a r a c s a u n i t e x p o a e d t o P e r u ,t h e
l § T I
同类 产品焊接技术提供参考 。 关键词 :高强度 调质钢 ; 焊接 参数 ; 退火 消应处理 P WH T ; 无
损检查
图 1 磁 极 端 板 焊 接 图
Fi g.1 we l di n g dr a wi ng of pol e s e nd pl at e s
I
l
I
, ,
I L J ’
Q 6 9 0 D h i g h s t r e n th g l o w a l l o y q u e n c h e d s t e e l w a s u s e d ,a n d
t h e p a r a me t e r s s e l e c t i o n,t e s t s u mma i r e s ,t e s t r e s u l t s a n d ma n — u f a c t u r i n g t e c h n o l o g y w e r e s u mma r i z e d i n t h e w e l d i n g o f t h e
( 7 ) L
J ^
/ 1 . = 3 ( 5 )
l X
\
9 2
KEY W ORDS: h i g h- s t r e n th g q u e n c h e d s t e e l ;w e l d i n g p a r a —
me t e r ;a n n e a l i n g s t r e s s r e l i e v i n g ;n o n d e s t uc r t i v e e x a mi n a t i o n
l
I
( 5 )
I
I
I ( 7)
I
I
k
Q 6 9 0 D h i g h s t r e n g t h q u e n c h e d s t e e l ,i t c a n p r o v i d e u s e f u l
r e f e r e n c e f o r t h e w e l d i n g t e c h n o l o g y or f s i mi l a r p r o d u c t s .
St ud y o n W e l d i ng Te c h no l o g y f o r Hy dr o po we r Pl a n t Hi g h St r e n g t h S t e e l
rANG Be n y o n g
( Z h e j i a n g F u c h u n R i v e r H y d r o p o w e r E q u i p me n t C o . , L t d , Ha n g z h o u 3 1 1 5 0 4 , Z h e j i a n g , C h i n a )
文章编 号: 1 6 7 4 — 3 8 1 4 ( 2 0 1 4 ) 0 2 — 0 1 1 1 - 0 3
中图分类号 : T G 4 5 7
文献 标 志 码 : A
水 电厂 高 强度 调 质钢 焊接 技 术研 究
杨本勇
( 浙江富春 江水电设备股份有限公 司, 浙江 杭 州 3 1 1 5 0 4 )
一
Cl e a n En e r g y
第3 0卷 第 2期
2 0 1 4年 2月
电网与清 洁能 源
P o w e r S y s t e m a n d C l e a n E n e r g y
Vo ห้องสมุดไป่ตู้ | 3 0 No . 2
F e b . 2 01 4
茹 ’ - - - ( 。 一 7 )
摘要: 高强度钢种在水 电行业内的使用越来越多 ,并 且强度
越来 越高 , 文 中介绍 了在秘鲁 Q u i t a r a e s a 机组 上采用 了Q 6 9 o D 高强度低合金钢板 ,X  ̄ , Q 6 9 0 D 高强度调质钢在焊接方面的参 数选 择 、 试验 总结 、 试 验结果 、 制造 工艺等进 行了 总结 , 能为
计算焊接冷裂纹敏感性指数尸
P m = C+ S i + Mn + C u + C r +丽 N i 十 百 n o + v+ 5 B =