铁路车轴加工用普通车床的数控改造
普通车床的数控化改造毕业论文
学号:湖南理工学院成教学院毕业论文作 者 函授站 指导老师层 次数控技术水平的高低和数控设备拥有的多少已成为衡量一个国家工业现代化的重 要标志。
数控机床作为机电一体化的典型产品,在机题目:普通车床的数控化改造 年 级 专 业 职 称 完成时间械制造中发挥着巨大的作用,很好地解决了现代机械制造中结构复杂、精密、批量小、多变零件的加工问题,且能稳定产品的加工质量,大幅度提高生产效率。
但是,发展数控技术的最大障碍就是添置设备的初期投资大,这使许多中小型企业难以承受。
如果淘汰大量的普通机床,而去购买昂贵的数控机床,势必造成巨大的浪费。
因此,普通机床的数控化改造大有可为。
本文通过对CA6140普通车床的数控改造,使其加工精度明显提高,定位准确可靠, 操作方便,性能价格比高。
这种方法对中小企业设备的数控改造有一定的借鉴与推广作用。
本次改造主要针对车床的主轴系统、刀架系统、进给系统、反馈环节、电器控制柜及数控系统进行了改造。
关键词:数控;改造;车床。
摘要 (1)目录 (2)绪论 (4)L数控机床改造的背景和意义 (4)1.1数控机床在我国的发展现状 (4)1.1』车床数控化改造的意义 (5)1.1.2普通车床数控化改造的优点 (6)1.2数控化改造的内容 (7)1.3机床数控化改造的必要性 (10)2.车床数控改造的构思与方案 (11)2.1改造任务 (11)2.2改造方案的论证 (11)2.3改造方案的确定 (12)3.主要结构的数控改造方法 (13)3.1数控系统的改造 (13)3.1.1...................................................................................................................................... 数控系统的选择 . (13)3.1.2...................................................................................................................................... 电气控制原理 (14)3.2纵向(Z向)进给系统的改造 (16)3.2.1...................................................................................................................................... 改造思路 . (16)322实施步骤 (17)3.3横向(X向)进给系统的改造 (18)3.4刀架. (19)3.4.1...................................................................................................................................... 选用选用LD4-6132型电动刀架 (19)3.4.2...................................................................................................................................... 实施步骤 . (19)3.5主轴传动系统的改造 (19)3.5.1...................................................................................................................................... 改造思路 . (19)3.5.2...................................................................................................................................... 实施步骤 . (19)3.6滑动导轨副的改造 (19)4.安全防护 (19)4.1硬防护 (20)4.2软防护 (20)5.总结 (20)参考文献 (21)致谢 (22)随着社会生产和科学技术的迅速发展,机械产品的性能和质量不断提高。
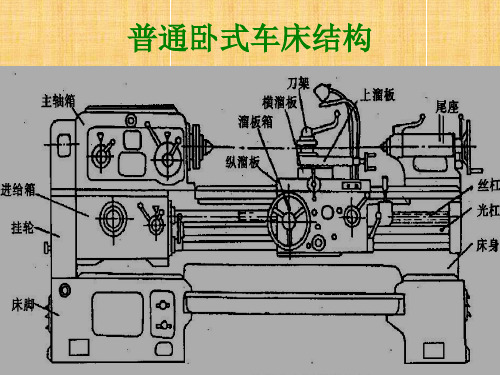
普通车床数控化改造
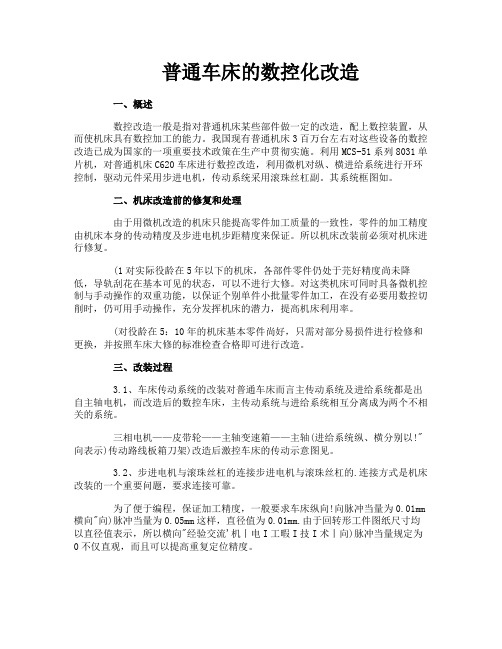
4.螺纹编码器的安装方案
螺纹编码器又称主轴脉冲发生器或 圆光栅。数控车床加工螺纹时,需 要配置主轴脉冲发生器,作为车床 主轴位置信号的反馈元件,它与车 床主轴同步转动。
1、同轴安装 同轴安装是指将编码器直接安装在主
轴后端,与主轴同轴,这种方式结构简单, 但它堵住了主轴的通孔。 2、异轴安装
异轴安装是指将编码器安装在床头箱
二、总体方案的确定
总体方案应考虑车床数控系统的运动方式、 进给伺服系统的类型、数控系统的选择,以 及进给传动方式和执行机构的选择等。
(1)普通车床数控化改造后应具有单坐标 定位,两坐标直线插补、圆弧插补以及螺纹 插补的功能。因此,数控系统应设计成连续 控制型。
(2)根据系统的功能要求,需要扩展 程序存储器、数据存储器、键盘与显示 电路、I/O接口电路、D/A转换电路、串 行接口电路等;还要选择电动机的驱动 电源以及主轴电动机的交流变频器等。 (3)为了达到技术指标中的速度和精 度要求,纵、横向的进给传动应选用摩 擦力小、传动效率高的滚珠丝杠螺母副; 为了消除传动间隙提高传动刚度,滚珠 丝杠的螺母应有预紧机构等。
(4)拆除四方刀架与上溜板总成,在横溜 板上方安装四工位立式电动刀架。 (5)拆除横溜板下的滑动丝杆螺母副,将 滑动丝杆靠刻度盘一段锯断保留,拆掉刻度 盘上的手柄,保留刻度盘附近的两个推力轴 承,换上滚珠丝杠副。 (6)将横向进给伺服电机通过法兰座安装 到横溜板后部的纵溜板上,并与滚珠丝杠的 轴头相联。 (7)拆去三杆(丝杆、光杆与操纵杆), 更换丝杆的右支承。
2.安装电动卡盘
为了提高加工效率,工件的夹紧 与松开采用电动卡盘,选用呼和 浩特机床附件总厂生产的 KD11250型电动三爪自定心卡 盘。卡盘的夹紧与松开由数控系 统发信控制。
C620普通车床的数控化改造-机械设计制造及其自动化本科生毕业论文

C620普通车床的数控化改造本科生毕业论文(设计)题目C620普通车床的数控化改造学院机电工程学院专业班级机械设计制造及其自动化学生姓名指导教师撰写日期:20xxx年 6 月10日摘要针对现有常规C620普遍车床的缺点提出数控改装方案和单片机系统设计,提高加工精度和扩大机床使用范围,并提高生产率。
本论文说明了普通车床的数控化改造的设计过程,较详尽地介绍了C620机械改造部分的设计及数控系统部分的设计。
采用以8031为CPU的控制系统对信号进行处理,由I/O接口输出步进脉冲,经一级齿轮传动减速后,带动滚动丝杠转动,从而实现纵向、横向的进给运动。
改造过程如下:(1)机械部分的改造,包括纵向进给方向的改造和横向进给方向的改造。
主要包括对滚珠丝杠螺母副及反应式步进电机的计算选择及纵向、横向机构装配图方案的制定。
(2)电气控制部分的设计,主要包括MCS-51系列单片机及扩展芯片的选用和电气控制图的设计。
数控系统采用MCS—51系列的8031单片机扩展系统。
因为MCS—51系列的单片机具有集成度高、可靠性高、功能强、速度快、抗干扰能力强等优点。
关键词:数控,单片机,步进电机,滚珠丝杠,AbstractTo remedy the defects of ordinary lather C620, a design of data processing system and its single chip microcomputer system program is put forward to raise the processing precision and extend the machine’s usage, and to improve production rate。
This paper presents the process of designing numerical control reform,and explicitly introduces the design of mechanical and numerical control system reforms。
浅析普通车床的数控改造

浅析普通车床的数控改造摘要:企业要在当前市场需求多变,竞争激烈的环境中生存和发展就需要迅速地更新和开发出新产品,以最低价格、最好质量、最短时间去满足市场需求的不断变化。
而普通车床已不适应多品种、小批量生产要求,数控改造后的车床操作方便,降低了操作者劳动强度,提高了产品质量,为下一道工序生产创造了良好条件。
而改造所需费用仅是购买简易数控车床价格的一半。
关键词:车床数控改造普通车床是目前使用最广泛的机床之一,其技术参数范围广,加工范围较广,但结构复杂且自动化程度低,生产效率低,不适用于精密、形状复杂零件的加工。
数控化加工是机械加工行业朝高质量、高精度、高效率发展的必然趋势。
在现有的普通车床基础上对其进行数控化改造是一条低成本、高效益的途径。
对企业现有的车床进行了数控化改造后,既满足了生产需要,又节省了很多经费,创造了可观的经济效益。
普通车床经过多次大修后,其零部件相互连接尺寸变化较大,主要传动零件几经更换和调整,故障率仍然较高,采用传统的修理方案很难达到大修验收标准,而且费用较高。
因此合理选择数控系统是改造得以成功的主要环节。
数控车床的改造目的是要求车床稳定可靠,以尽可能低的故障率运转。
普通车床应用微机控制系统进行改造,可以提高工艺水平和产品质量,减轻操作者的劳动强度。
现将应用微机控制系统对普通车床改造进行总结分析。
一、车床数控改造的目的意义改造后的车床生产效率高,是普通车床的3~5倍;减少工装,减少人为误差,提高加工精度,具有广泛的适用性和灵活性;缩短新产品的试制和生产周期,易于组织多品种生产,使企业能对场需求作出快速响应,能加工普通机床不能加工的大型复杂零件,能减轻劳动强度,改善劳动条件,节省人力,能降低劳动成本;熟悉了解设备、便于操作维修。
二、机床数控化改造的必要性我国目前机床总量400多万台,其中数控机床总数只有11.34万台,即我国机床数控化率不到3%。
近10年来,我国数控机床年产量为0.68~0.8万台,年产值约为18亿元。
普通车床的数控改造及应用

普通车床的数控改造及应用近些年我国机械制造业取得了非常迅速的发展,并且制造业已然成为经济发展的重要最动力,但是因为我国机械制造业起步比较晚,所以在总体水平方面与发达国家还存在很大的差异,所以目前我国面临的主要问题就是要对传统的普通机床进行数控化技术的改造,由此来更好地提高机床生产的效率,故在本文中我们主要对普通车床的数控改造及应用进行了简单的分析与探讨,以供参考。
标签:普通车床;数控改造;应用0 引言面对日益发展的科学技术,我国制造业也面临着巨大的挑战,而数控技术作为制造業发展的基础,要想更好地促进制造业的发展就必须要提高数控技术的发展水平与质量,在机械制造业的发展中,数控机床已经成为很多企业的必须设备,其具有非常显著的优点,不仅生产效率比较高,而且准确度也比较高,最终产生的生产效益也是非常可观的。
但是数控机床也需要定期进行科学的维护保养,因为在生产过程中如果保养不当的话也容易出现问题,如果再不注重维修与改造的话就会在很大程度上降低机床设备的使用寿命,所以必要的数控机床改造是非常必要的。
1 普通机床数控化改造的意义①通过机床改造能够在很大程度上节约制造成本,缩短交货的期限。
因为与购置新的机床相比,对普通机床进行科学的改造能够节省大约3/4的费用,而且也可以完全使用原有的地基为基础。
②通过机床改造能够在很大程度上提高机械的稳定性能,因为原有的普通机床的立柱以及床身都是比较重的而且比较坚固的基础件,而通过科学的改造能够在很大程度上提高机床的稳定性和可靠性,并且同时提高机床的使用寿命。
③通过对普通机床进行科学的改造,不仅改造需要的时间短,而且也能够满足生产的需求,因为机床的操作者比较熟悉机床的加工能力以及加工特性,所以在改造完成以后可以通过短时间的培训就能使用改造后的机床,并且在调试完成以后就能有效地实现机床全负荷的运转。
2 数控改造方案论证2.1 技术分析我国的制造业使用的机床,尤其金属切削机床,通常一用就是几十年,其基础动作通常不会发生大的变化,但是随着科学技术水平的不断提高以及电子网络技术的发展,传统的机床已经不能有效地满足现代化机械制造的需要,而且很多的计算机技术已经被广泛应用到机床控制系统中,而这就导致基础机床不能有效地满足现代化技术的需要,所以如果对机床进行科学改造,不仅能够有效地提高机床的自动化水平,同时还能提高机床制造的精确度。
普通车床数控化改造

普通车床数控化改造普通车床数控化改造摘要:这次设计主要是将一台普通车床进行经济型数控改造设计,设计改造后的经济型数控机床具有定位、直线插补、顺逆圆弧插补、暂停、循环加工、公英制螺纹加工等功能,且加工质量稳定可靠。
零件加工的适应性强,自动化程度高。
关键词:车床 ;数控 ;改造一、引言计算机技术与车床制造业的高速发展,特别是面向柔性制造技术的出现,使得数控车床得到了迅速普及。
这次设计主要是将一台普通车床进行经济型数控改造设计,由于定位精度高,所以纵、横向导轨均采用贴塑导轨,传动系统采用滚珠丝杠,同时,为提高传动刚度和消除间隙,对丝杠进行预拉伸,传动齿轮采用双片错齿消隙齿轮,驱动元件采用步进电机。
为了保证加工螺纹时,主轴转一转,刀架移动一个被加工导程,主轴用脉冲发生器通过波纹管联接,并将纵向和横向进给系统用单片机控制,是其成为一个能独立运动的开环进给伺服系统。
数控系统采用MCS—51系列的8031单片机扩展系统。
控制系统由微机部分、键盘及显示器I/O 接口及光电隔离电路、步进电机功率放大电路组成。
系统的加工程序和控制命令通过键盘操作实现,显示器采用数码管,以显示加工数据及机床状态等信息。
为了达到机床要求的脉冲当量,传动系统采用步进电机齿轮减速后,带动丝杠。
二、数控改造的优点和意义数控机床是实现柔性制造、计算机系统、敏捷制造等先进制造技术的重要基础装备,它关系到一个国家发展的战略地位。
数控系统可分为开环、半闭环、闭环等几种形式。
开环具有稳定性好、环境是适应性强、造价底等特点;闭环定位精度和重复定位精度高,但造价高;而半闭环既有高档全闭环机床的加工精度,又有开环机床的稳定性和环境适应性,适合复杂零件的加工。
随着科学技术的迅速发展,数控技术的应用范围日益扩大,数控机床及其系统已成为机械制造业中不可缺少的组成部分。
我国在普及应用数控技术方面近几年来取得了很大的进展,从计算机数控(CNC)发展到直接数控(DNC),并能独立设计和制造机械加工中心及柔性制造系统(FMS)。
普通车床数控化改造总体方案设计
改造后的普通车床可以加工更复杂的 零件和更广泛的材料,拓展了其应用
领域和市场。
提升产品质量
改造后的普通车床加工精度和稳定性 提高,有助于提升产品质量和客户满 意度。
促进产业升级
普通车床数控化改造是机械制造行业 转型升级的重要方向之一,有助于推 动整个产业的升级和发展。
THANKS
感谢观看
伺服系统性能
根据车床的加工需求和改造重点, 选择所需的伺服系统性能,如扭矩 、转速等。
传动系统设计
主传动设计
根据车床的加工需求和改造重点 ,设计主传动系统的结构和性能
参数。
进给传动设计
根据车床的加工需求和改造重点 ,设计进给传动系统的结构和性
能参数。
其他传动设计
根据车床的加工需求和改造重点 ,设计其他必要的传动系统结构
包括机械结构改造、控制系统升级、设备调试等,预计需 要2个月时间。
改造后测试与验收阶段
对改造后的车床进行各项性能测试和安全评估,确保达到 预期效果,预计需要1个月时间。
改造实施费用预算
设备采购费用
根据所选设备的型号和配置,预计设备采购费用为XX万元。
改造施工费用
包括施工所需的人工费、工具费、材料费等,预计改造施工费用为 XX万元。
数控系统功能
根据车床的加工需求和改 造重点,选择所需的数控 系统功能,如车削、铣削 、钻孔等。
数控系统品牌
对比不同品牌数控系统的 性能、价格、可靠性等因 素,选择合适的品牌。
伺服系统设计
伺服系统类型
选择适合普通车床的伺服系统 类型,如步进电机、直流电机
、交流伺服电机等。
伺服系统精度
根据车床的加工精度要求,选择适 度的伺服系统精度。
浅谈普通车床的数控改造
原 系 统 的拆 除 必须 对 照 原 图纸 , 细 进 仔 ( 主 轴 启 停 、正 反转 、主 轴 刹车 、 控 控 冷 却 泵 ) 挂 电子 手 轮 盒 。 外 行 , 时在 图纸 上 作 出标 记 , 及 防止 遗 漏 或 过 ( ) 讯 部 分 : 控 系 统 与 PC机 通 讯 拆 。在 拆 的过 程 中也 会 发 现一 些 新 系 统 设 4通 数 ( 线 5米 软 件 ) 连 。 计 中 的 欠缺 之 处 , 及 时 补 充 与修 正 , 下 应 拆 的 系统 及零 件 应 分 门 别 类 , 善保 管 , 备 妥 以 3改造 的技术准备 万一改造不成功或局部失败时恢复使用。 3 1 机械部 分准 备 . 4 4 合理 安排 新系统 位置 及布 线 . 为 配 合 电 气改 造 而 需 进 行 的 机 械 大 修 根 据 新 系统 设 计 图纸 , 合理 进 行 新 系统 改 造 的测 量 、计 算 、设 计 、绘 图 、零 件 制 配置 , 括箱体 固定、面板安放 、线路 走向和 包 作 等 应先 期 完 成 。 同时 对停 机 后需 拆 、改 、 固定 、调 整元器件位 置 、密封 及必要装饰等 。 加 工 的 部 分 等 应 事 先 规 划 完 毕 , 出 明确 4 5 调试 提 . 要求 , 整个改造工作衔接得 当。 与 调 试 必须 按事 先 确 定 的 步 骤 和 要 求 进 3. 新 系统 电气资 料消 化 2 行 。调 试 现 场 必 须 清 理 干 净 , 多余 物 品 ; 无 能 新 系 统 有 许 多新 功 能 、 新 要 求 、新 技 各 运 动 坐 标 拖 板 处 于 全 行 程 中心 位 置 ; 术, 因此 改 造 前 应 熟 悉技 术 资料 , 包括 系统 空载 试 验 的 , 空 载 后加 载 ; 模拟 试验 的 , 先 能 能 先手 动 后 自动 。 原 理说 明、 线路 图、P C梯 形 图及文本 、安 先 模拟 后 实 动 ; 手 动 的 , L 装 调 试 说 明 、使 用 手 册 、 编 程 手 册 等 。 3. 新 旧系统 接 口的转 换设 计 3 5机床 验收 因 为 本 台 设 备 改 造 为 局 部 改 造 , 设 5 1 机床 机械 性能验 收 应 . 计 机 电 转 换 接 口 、操 作 面 板 控 制 与 配 置 、 经过 机械修 理和改造 以及全 面保养 , 几 互 联 部分 接 点 、参 数 测 量 点 、维 修位 置 等 , 机 床 的 各 项 机 械 性 能 应 达 到 要 求 , 何 精 还 需 要 考 虑 新 旧 系统 的 性 能 匹配 、 电 压极 度 应 在 规 定 的范 围 内 。 . 性 与 大小 变 换 、安 装 位 置 、数 模 转换 等 , 必 5 2 电气 控 制功能 和控 制精 度验收 要 时 需 自行 制 作 转 换 接 口。 电气 控 制 的 各 项功 能 必 须达 到 动 作 正 3. 操 作 、编程 人员 的技 术培 训 4 常 , 敏可 靠 。 控制 精 度应 用 系统 本 身 的功 灵 机 床 电 气 系 统 改 造 后 , 然 对 操 作 、 能( 进尺 寸等 ) 准计 量器具 ( 光干 必 如步 与标 如激 编 程 人 员带 来 新 的 要 求 。 重 点是 弄懂 、弄 涉仪 、坐 标测 量仪 等 ) 照检 查 , 对 达到 精度 范 围 之 内 。 同 时还 应与 改造 前 机 床 的 各 项 功 通 操 作说 明 书 和 编 程 说 明 书 。 3. 调试 步 骤与 验收标 准 的确 定 5 能 和精 度 作 出对 比 , 得 量 化 的指 标 差 。 获 . 调 试 工 作 涉 及 机 械 、 液 压 、 电气 、控 5 3 试件 切削验 收 制 、传 感 等 , 此 必 须 由项 目负责 人 进 行 , 因 可 以 参 照 国 内 外 有 关 数 控 机 床 切 削试 在 其 它 人 员配 合 。 调 试 步 骤 可 从 简 到 繁 , 从 件 标 准 , 有 资 格 的操 作 工 、编 程 人 员 配 小 到 大 , 外 到 里 进 行 , 可 先 局 部 后 全 合 下 进 行 试 切 削 。 从 也 局 , 子 系 统 后 整 系 统 进 行 。验 收标 准 是 5 4 图纸 、资料验 收 先 . 机 床 改 造 完 后 , 及 时 将 图纸 、资 料 、 应 对 新系 统的 考核 , 定时 必须 实事 求是 。 制 标 准 一 旦 确 定 下 来 , 能 轻 易修 改 , 不 因为 它 改 造档 案汇 总 、 整理 、移 交 入 档 。保 持 资 料 的完 整 、有 效 、连 续 , 对 该设 备 的今 后 这 牵涉 到整个改造工作 的各个环节 。 稳 定 运 行 是 十 分 重要 的 。
普通车床数控化改造总体方案设计方案
普通车床数控化改造总体方案设计1.机械部分的改造设计ca6140车床的主轴以及进给系统都是由法兰式电动机拖动。
普通车床主轴传动系统部分改造难度大、成本高,且精度提高有限,所以在改造此类机床时,摇臂钻床要选那些主轴各方面性能能满足使用要求的。
改造时,保留原主轴系统,对进给传动系统及电气控制系统进行改造。
进给传动系统的传动精度及效率也是数控机床性能的重要组成部分。
原机床进给箱为交换齿轮箱,结构复杂、反向间隙大、传动精度差。
在改造过程中,采用步进电动机与滚珠丝杠,并装有减速机构的传动方式,通过减速机构可得到所需的减速比并增大驱动力矩。
普通车床原机床是用滑动丝杠,传动误差大,因此在数控化改造中将其更换为滚珠丝杠。
滚珠丝杠的传动效率高、无爬行、预紧后可消除反向间隙、精度高。
改造后ca6140车床的横向、纵向传动方式为:步进电动机一消隙齿轮一滚珠丝杠螺母副一工作台的传动方式。
ca6140车床垂直方向的传动方式为:步进电动机一圆锥齿轮一滚珠丝杠螺母副一工作台。
同时,垂直方向还应考虑滚珠丝杠的自锁,采用超越离合器的自动平衡装置实现自锁。
ca6140车床的导轨是采用铸铁-铸铁或铸铁—淬火钢滑动导轨,其静摩擦因数大,摇臂钻床动、静摩擦因数相差较大,低速时易出现爬行,力矩损失大,影响运动的平稳性和定位精度。
若是将导轨改造成滚动导轨或静压导轨,工艺复杂、费用大、周期长;所以在对ca 6140车床改造时采用在普通车床原导轨上粘接聚四氟乙烯软带的方法。
聚四氟乙烯软带是以聚四氟乙烯树脂为基材与耐磨填充料复合后,在常温下用模压法成型烧结、车削和活化处理制得。
其特点是摩擦因数低,抗磨损,静、动摩擦因数差值小,定位准确,防振消声运行平稳,低能耗,具有耐老化和足够的力学性能,对提高机械加工精度、延长导轨副使用寿命也有一定的作用。
这种方法比较方便,费用低,动、静摩擦因数相差小,耐磨性和抗咬伤力强,具有良好的自润滑和抗振性,进给运动无爬行,运动平稳。
普通车床的数控化改造

摘要随着科学技术的发展,生产和生活中自动化程度的深入。
普通机床越来越不能满足市场的需求,其劳动强度大,危险性高,且不能满足现代科学的批量生产需要,越来越多的企业将普通机床逐渐转向数控化。
本文简要的阐述了课题研究的背景和意义,对普通车床的经济型数控改造进行了分析和比较,并参考相关设计书籍,运用相关知识,提出了满足本课题要求的数控改造方案。
本设计说明书包括:概论、总体方案的拟定、伺服进给系统的改造设计、自转位刀架的选择设计以及数控系统的设计等几部分。
机床改造后,纵向、横向进给系统进行数控控制,并达到既定要求,刀架是自动控制的自转位刀架,能自动切削螺纹。
最后根据设计的计算步骤和结论绘制了零件结构图和整体装配图,并标注了加工的技术要求。
关键词:经济型;数控改造;进给系统;自动刀架AbstractWith the development of science and technology,and Automation of production and life in-depth general machine tools can not meet market demand, the labor-intensive, high-risk, and mass production can not meet the needs of modern science, more and more enterprises are turning to the ordinary numerical control machine tools .This paper briefly described the research background and significance,then lathe CNC of the economic transformation were analyzed and to some books about design and the use of some knowledge about the research,proposed to meet the requirements of this topic NC rehabilitation programs.This introduction of the design included:The draw-up of the generaloutline,the decision of the total designal projection,the reforms design to the system of serve enters,the choice and design to the knife which turn automatically and the design ofthe numerical control system, and so the Motorcycle been reformed,lengthways,horizontal enter to proceed to system the number controls the control,and meet must be the automatic control a knife which is turning automatically, and it is able to slice the thread automatically. Finally, the calculation steps of the design and conclusions drawn diagram components and overall assembly diagram, and mark the process of technical requirementsKey word: Economy;The number controls to reforms;The system of enters ;Automatic knife目录Abstract (II)1 课题的提出 (1)国内外发展情况 (1)普通车床数控化改造的目的及意义 (2)设计要求及需解决的关键问题 (4)2 总体方案设计 (5)设计任务 (5)总体方案的论证 (6)总体设计方案的确定 (8)3 进给伺服系统设计及计算 (9)确定脉冲当量 (9)切削力的计算 (9)滚珠丝杠螺母副的设计、计算和选型 (10)齿轮传动比计算 (19)4 步进电动机的计算和选型 (22)纵向进给步进电机的计算和选型 (22)横向进给步进电机的计算和选型 (28)5 自转位刀架 (34)数控车床刀架的基本要求 (34)自转位刀架的结构 (34)刀架的选择 (35)刀架工作原理 (35)刀架的安装 (37)6 数控系统硬件电路设计 (38)控制系统方案的确定及绘制框图 (38)单片机的选择 (39)8051单片机及扩展芯片的使用 (39)I/O接口电路及译码电路的设计 (40)数控机床操控面板 (40)技术经济性分析 (42)总结 (43)参考文献 (44)致谢 (45)1 课题的提出随着科学技术日新月异的发展,尤其是计算机技术的不断成熟和完善,数字化在现代工业方面也得到了很大的应用,促使机床的控制信息出现了质的突破,导致了应用数字化技术进行柔性自动化控制的新一代机床——数控机床的诞生和发展。
普通车床的数控化改造
普通车床的数控化改造一、概述数控改造一般是指对普通机床某些部件做一定的改造,配上数控装置,从而使机床具有数控加工的能力。
我国现有普通机床3百万台左右对这些设备的数控改造已成为国家的一项重要技术政策在生产中贯彻实施。
利用MCS-51系列8031单片机,对普通机床C620车床进行数控改造,利用微机对纵、横进给系统进行开环控制,驱动元件采用步进电机,传动系统采用滚珠丝杠副。
其系统框图如。
二、机床改造前的修复和处理由于用微机改造的机床只能提高零件加工质量的一致性,零件的加工精度由机床本身的传动精度及步进电机步距精度来保证。
所以机床改装前必须对机床进行修复。
(1对实际役龄在5年以下的机床,各部件零件仍处于芫好精度尚未降低,导轨刮花在基本可见的状态,可以不进行大修。
对这类机床可同时具备微机控制与手动操作的双重功能,以保证个别单件小批量零件加工,在没有必要用数控切削时,仍可用手动操作,充分发挥机床的潜力,提高机床利用率。
(对役龄在5:10年的机床基本零件尚好,只需对部分易损件进行检修和更换,并按照车床大修的标准检查合格即可进行改造。
三、改装过程3.1、车床传动系统的改装对普通车床而言主传动系统及进给系统都是出自主轴电机,而改造后的数控车床,主传动系统与进给系统相互分离成为两个不相关的系统。
三相电机——皮带轮——主轴变速箱——主轴(进给系统纵、横分别以!"向表示)传动路线板箱刀架)改造后激控车床的传动示意图见。
3.2、步进电机与滚珠丝杠的连接步进电机与滚珠丝杠的.连接方式是机床改装的一个重要问题,要求连接可靠。
为了便于编程,保证加工精度,一般要求车床纵向!向脉冲当量为0.01mm 横向"向)脉冲当量为0.05mm这样,直径值为0.01mm.由于回转形工件图纸尺寸均以直径值表示,所以横向"经验交流'机丨电I工暇I技I术丨向)脉冲当量规定为0不仅直观,而且可以提高重复定位精度。
普通车床的数控化改造方案
普通车床的数控化改造方案摘要:为了提高我国机床的国际竞争力,满足生产和教学需要,将普通车床进行数控化改造并提高其使用的多功能性、安全性是大势所趋,在对普通车床进行改造的同时,设计出便于工人使用的机床附属元件也是很有意义的,所以本次设计改造主要包括对普通车床进行数控化改造、“车、铣、钻复合”车床改造及安全扳手的设计改造。
关键词:车床;改造;数控化;多功能性;安全性1.引言我国是世界上机床产量最多的国家,目前机床总量380余万台,但其中数控机床总数只有11.34万台,数控化率不到3%,在国际市场竞争中处于较低水平。
所以,投入较少的资金,将普通车床改造升级为数控车床,可以为企业创造可观的经济效益,可以使学校适应现代化生产和教学的要求,同时也可提高我国机床的数控化率。
并且,在普通车床改造升级为数控车床的基础上,还要更大程度的提高该数控车床的多功能性、安全性、加工精度和生产效率,因此提出了以下改造方案。
2.改造方案2.1数控化改造方案对普通车床进行数控化改造,可以提高加工效率、加工精度和自动化程度,数控改造分为硬件设计和软件设计两个部分。
硬件设计主要包括液压卡盘、液压尾座的总体布局设计,及其主要零件形状、尺寸、材料的设计,在制造前还要对其进行有限元分析,从而优化设计;软件设计主要包括PLC和CNC系统的设计,包括CNC系统的选择及电气控制线的连接、PLC系统的选择及与CNC机床联接方式的确定,并设计与其配套的附属元件。
2.2“车、铣、钻复合”车床改造方案车铣复合是实现工件完整加工的有效方法,减少了零件在加工中重复拆卸、安装、找正所耗费的时间。
动力刀塔的设计是车铣复合车床的重要部分,它的性能将直接影响零件的加工精度、表面质量和机床生产率。
基于以上考虑,将动力刀塔设计如下:动力刀塔由步进电机、伺服电动机、横溜板、燕尾槽动导轨、立柱、动力头、刀具等组成,其中动力头是主要组成部分。
动力头部分可以安装十二把刀具,分别为车刀、铣刀、钻头、螺纹刀等;动力头安装在立柱上,可做旋转运动,方便了更换刀具;立柱可以沿着燕尾槽动导轨上下滑动,同时与主轴的旋转运动相配合,可以实现刀具与工件之间X向、Y向的相对运动。
C6150普通车床的数控化改造

晋中学院本科毕业论文(设计)题目C6150普通车床的数控化改造设计院系机械学院专业机械设计制造及其自动化姓名祁妍婷学号1214312122学习年限2012年09月至2014年07月指导教师薛小兰职称讲师申请学位工学学士学位2014年5月20日C6150普通车床的数控化改造学生姓名:祁妍婷指导教师:薛小兰摘要:与普通车床相比较,数控机床作为机电液气一体化的典型产品,可以解决在机械加工中结构比较复杂多变的零件加工的问题,而且加工质量好,生产效率也高。
随着科学技术的快速发展,数控机床的占有率已经成为衡量一个国家机械制造业水平的重要标志。
购买新的数控机床或者从国外进口是提高产品质量和效率的主要方法,但是费用高,许多工厂在较短时间内没有办法实现,这样就严重阻碍企业设备更新的脚步。
采用经济型数控系统对普通机床进行数控化改造,特别适合我国普通机床拥有量大,生产规模小的具体国情。
本次设计是对C6150普通车床的数控化改造设计计算,主要是对原有机床的结构进行创造性的设计,最终使机床达到比较理想的状态。
其中主要对伺服系统、数控系统等方面做了详细的计算和设计。
设计时我先对数控机床系统进行了总体方案的设计,然后对进给系统、齿轮箱传动比及步进电机进行了设计、选型和计算,最后对微机数控系统硬件电路进行了设计。
关键词:数控改造步进电动机单片微机Reforming design of NC for C6150 general l-atheAuthor’s Name: Qi Yan-ting Tutor: XueXiao-lanABSTRACT: As a representative production of mechanical, electronic, hydraulic and pneumatic integration, numerically controlled machines have a stabilization quality and high efficiency, and can solve problems such as complex structure, high precision, mass production, part variety in machining.Along with the science technical fast fierce development, numerical controlling tool machine has already become the important marking which measures a national machine manufacture industry level.Purchasing new numerically controlled machines is an important way to improve production precision and efficiency, but it may not come true to many enterprises because it cost much. Adopt the economic number controls system to carry on a number to control to turn a reformation to the common tool machine, particularly in keeping with our country the common tool machine own to have great capacity, the small concrete state of the nation of the production scale.This design is to control to turn a reformation to the number of C6150 common lather,mainly on the creative design of original structure of lathe to make lathe relative perfect. While in the process, we do detailed calculation and design of servo system, NC and so on. Design when I first CNC machine tool system, the overall design, and then calculated the feeding system, the gearbox ratio and the stepper motor, computer numerical control system hardware circuit design.KEYWORDS:Numerical transformation of Mechatronics Stepping motor Single chip microcomputer目录1 绪论 (5)2 机床改造总体设计方案的拟定 (6)2.1 设计任务 (6)2.2 总体方案设计内容 (6)2.3 总体方案确定 (7)3 机床伺服系统机械部分设计和计算 (8)3.1 确定系统的脉冲当量 (8)3.2 计算切削力 (8)3.3 滚珠丝杠螺母副的计算和选型 (10)3.4 齿轮箱的计算 (17)3.5 步进电动机的选型和计算 (18)3.6 绘制进给传动机构的装配图 (24)4微机数控系统硬件电路的设计 (25)4.1硬件电路的设计 (25)4.2 8031单片机的简介及其扩展 (27)4.3 步进电机驱动电路 (32)4.4 数控系统的软件设计 (35)5总结 (42)参考文献 (43)1 绪论一个企业要在当前竞争激烈的环境中存活就需要迅速地更新和开发出新产品,以最低价格、最好的质量、最短的时间去满足市场需求的不断变化。
普通车床C616的数控改造【范本模板】

摘要本文主要是将传统的C616车床的电气控制系统改造成为数字控制的开环控制系统。
随着当今工业设备对精密程度的要求越来越高,对机械加工设备的加工精密程度也要求越来越高。
而在中国的机械加工设备的车床中,普通车床占了很大比例.这已经越来越制约着当今工业的发展。
而数控机床由于价格昂贵,且需要较高技术的加工工人。
所以对普通机床进行数控改造具有很大的意义.本人在搜索、查阅和研究大量有关资料的基础上,对机床的数控改造技术进行了研究和分析,并描述了机床控制系统的设计.整个改造过程主要对车床纵、横向进给系统进行了改造,选用自动转位刀架,由脉冲发生器来加工所需要的螺纹。
整个控制系统以8031型号的单片机为中心,通过编程对机床的驱动设备进行控制以达到所需要的加工程度。
关键词:C616车床数控改造8031单片机步进电机目录摘要 (1)ABSTRACT ....................................................... 错误!未定义书签。
第1章绪论. (1)1。
1普通机床数控化改造概述 (1)1.2机床数控化改造的意义 (1)1.2。
1 微观看改造的必要性 (1)1。
2。
2 宏观看改造的必要性 (2)1.3国内外机床改造业的发展概况 (2)1。
3。
1 国外机床改造业的发展 (2)1。
3.2 国内机床改造业的发展 (3)1。
4数控机床未来的发展方向 (4)第2章 C616普通车床数控改造总体方案的设计 (5)2。
1本毕业设计的选题及主要任务 (5)2。
2总体方案设计 (5)第3章机械部分改造 (7)3.1纵向(Z向)进给系统的设计 (7)3.2横向(X)向进给系统的计算与设计 (13)3。
3机床导轨改造 (17)3.4自动刀架的选择 (18)3.5主轴脉冲发生器 (18)第4章电气系统控制部分改造 (20)4。
1步进电机的选择 (20)4.1。
1 步进电机选用的基本原则 (20)4.1。