FV520B钢激光熔覆镍基合金摩擦学性能分析
FV520B钢表面熔化极气体保护焊堆焊层及其激光淬火后的组织与性能
FV520B钢表面熔化极气体保护焊堆焊层及其激光淬火后的组织与性能邓德伟;孟凡民;汪红所;陈文博;孙磊【期刊名称】《机械工程材料》【年(卷),期】2024(48)5【摘要】采用熔化极气体保护焊在FV520B钢板上进行单层单道、二层多道以及三层多道同质堆焊试验,并对单层单道堆焊层进行激光淬火处理,研究了不同堆焊层和激光淬火后堆焊层的显微组织、硬度和耐腐蚀性能。
结果表明:堆焊层由板条状马氏体、少量δ铁素体和一些碳化物组成,显微硬度为350 HV,与母材相比提高了14.7%,层间和道间交界处的组织中δ铁素体减少,最高硬度分别为380.3,373.5 HV,相对于堆焊层提高了8.0%,6.7%左右;堆焊层的腐蚀速率低于母材,且随着堆焊层数的增加,腐蚀速率不变。
激光淬火后堆焊层的马氏体组织更加细小,淬火区和热影响区的厚度分别为194.3,186.3μm,堆焊层的最高硬度提高至390.4 HV;随着距淬火表面距离的增大,硬度先升高后降低;激光淬火后堆焊层的腐蚀速率比未进行激光淬火的堆焊层低。
【总页数】6页(P105-110)【作者】邓德伟;孟凡民;汪红所;陈文博;孙磊【作者单位】大连理工大学材料科学与工程学院;大连船用阀门有限公司【正文语种】中文【中图分类】TG178【相关文献】1.半自动熔化极气体保护焊在不锈钢复合板\r覆层堆焊中的应用2.多道熔化极气体保护焊Al?Zn?Mg?Cu合金热影响区的组织和力学性能3.2219厚板铝合金钨极和熔化极惰性气体保护焊焊接接头组织与性能对比4.不同氮含量焊丝熔化极气体保护焊高氮钢的微观组织与力学性能5.焊层排布对5083/6005A铝合金熔化极气体保护焊接接头显微组织及力学性能的影响因版权原因,仅展示原文概要,查看原文内容请购买。
镍钢复合材料的摩擦磨损性能研究

镍钢复合材料的摩擦磨损性能研究摩擦磨损是材料工程中一个重要的研究方向,特别是对于复合材料来说。
本文将探讨镍钢复合材料的摩擦磨损性能,并且分析影响其磨损性能的因素。
首先,我们需要了解镍钢复合材料的组成和制备过程。
镍钢复合材料通常由镍层和钢层构成,其中镍层负责提供抗腐蚀性能,钢层则提供强度和刚度。
制备过程通常涉及电镀、化学气相沉积或热压等方法。
在摩擦磨损性能研究中,我们主要关注以下几个方面:摩擦系数、磨损速率、损伤机制和表面特征。
首先,摩擦系数是表征摩擦行为的重要参数。
摩擦系数较高可能导致摩擦表面温升和能量损失增加。
通过实验测试,可以得到镍钢复合材料的摩擦系数,并通过对比不同条件下的结果,分析影响摩擦系数的因素,如载荷、摩擦速度和温度等。
其次,磨损速率是评估材料耐磨性能的关键指标。
通过磨损试验,可以测量镍钢复合材料的磨损量,并计算磨损速率。
磨损试样的制备和试验条件的选择将直接影响磨损速率的结果。
同时,需要分析磨损机理,比如表面剥落、疲劳磨损、氧化磨损等,以了解不同磨损机制对性能的影响。
损伤机制也是研究镍钢复合材料摩擦磨损性能的重要方面。
常见的损伤机制包括磨粒磨损、表面疲劳和温度升高引起的热裂纹等。
通过显微观察和材料分析技术,可以探究不同损伤机制的出现原因,并提出相应的改进措施。
最后,表面特征是分析镍钢复合材料摩擦磨损性能的重要依据。
使用扫描电镜(SEM)和其他表面分析技术,可以观察到摩擦表面的形貌变化、微观损伤和表面氧化等特征。
这些观察结果可以帮助我们深入了解摩擦磨损的机理,并提出相应的改进方案。
除了以上方面的研究,还可以考虑其他因素的影响,例如材料成分、制备工艺、表面处理以及使用环境等。
通过系统研究,我们可以优化镍钢复合材料的摩擦磨损性能,提高其使用寿命和可靠性。
总之,镍钢复合材料的摩擦磨损性能是一个重要的研究方向。
通过对摩擦系数、磨损速率、损伤机制和表面特征等方面的研究,可以建立完备的评价体系,并为进一步探索优化材料性能的途径提供指导。
激光熔敷合金层组织和腐蚀磨损特性的研究
激光熔敷合金层组织和腐蚀磨损特性的研究近年来,激光熔敷技术已成为一种非常有用和有前景的新型先进制造工艺,广泛应用于航空、军工、电子等行业中多层次、多方面的零部件制造装配过程中。
由于它能够在金层/基体的界面形成细致的熔敷带,具有优良的连续性和高强度特性等优势,并能显著提高组件的断裂和疲劳强度,从而在汽车、航空航天等行业得到了广泛的运用。
但是,由于激光熔敷金层的熔敷区域极窄,容易受到有损外部摩擦和冲击的作用而造成熔敷组织和改变组件表面性能,进而引发金层腐蚀和磨损等问题,影响激光熔敷装配组件的力学性能。
因此,解决上述问题,提高激光熔敷装配组件的组织结构和耐磨性能,对激光熔敷技术的进一步发展具有重要意义。
为此,本研究尝试采用使用表面聚合技术和不同热处理工艺技术对激光熔敷NiCrAl/Inconel625、Ti/Inconel625、NiCrAl/Ti双层Bimetallic金层进行表面裸露性能改性,并采用摩擦磨损试验、腐蚀磨损试验和扫描电镜分析,对金层熔敷组织特性、防腐和抗磨性进行测试,以便评价激光熔敷金层的耐久性。
结果表明,在熔化温度的影响下,金层的熔敷组织结构发生不同的变化;界面致密度随着热处理条件的变化而发生不同的变化,当金层熔化温度和超导处理温度较低时,界面致密度较高,示意激光熔敷后的接触更好。
在热处理温度为400℃时,激光熔敷的NiCrAl/Inconel625、Ti/Inconel625双层金层各种熔敷区表面组织结构分数较高;NiCrAl/Ti双层金层熔敷组织较好,表面聚簇含量较高;NiCrAl/Inconel625、Ti/Inconel625和NiCrAl/Ti双层金层对腐蚀磨损的阻抗性能也显著提高。
通过对激光熔敷金层各种熔敷组织特性、耐磨性和耐腐性能进行研究和测试,分析了影响组织性能和耐久性的因素,为开展更多应用于航空、舰船电子等行业的激光熔敷金层装配的研究提供了一定的理论参考。
FV520B
Pe r f o r ma nc e Ana l y s i s o f Fe Cr Re pa i r e d Co a t i n g o n FV5 2 0 B S t e e l b y La s e r Cl a dd i ng
d i n g l a y e r i s 1 . 7 t i me s h i g h e r t h a n t h e h a r d n e s s o f s u b s t r a t e .F V5 2 0 B s u b s t r a t e i s b e t t e r t h a n t h e l a s e r c l a d d i n g i n t h e c o r -
L i F a s h u a n g , L i F a n g y i , J i a X i u j i e , J i n Hu , Wa n g Y i f a n
Ab s t r a c t :F V5 2 0 B i s o t f e n u s e d i n l a r g e c e n t i r f u g a l c o mp r e s s o r i mp e l l e r w h i c h o t f e n b e d a ma g e d b y w e a r 、 c o r r o s i o n
2 0 1 5年 第 4 9卷 N 0 . 1 0
5 5
F V 5 2 0 B激 光熔 覆 F e Cr 合 金 的 性 能 分 析
激光熔覆镍基合金和Ni/WC涂层的磨损特性
中图法分类号 TG1 61 4 .5
文献标识码 A
文章编号 0 1 —1 6 (0 21 —1 5 — 4 4 2 9 12 0 ) 2 2 7 0
W EA R H A R A CTER I C STI CS o F i B A SE LLo Y N D N — A A
NiW C CO I / AT NGSBY AS R ADDI L E CL NG
西安文理学院本科毕业论文(设计)

西安文理学院本科毕业论文(设计)
ABSTRACT
FV520B stainless steel is a kind of special steel, which is widely used in the aspects which have high demandon the surface property of material, especially the wear-resisting property. In order to improve the wear-resisting of the material, this graduation design adopts laser cladding technology to make nickel base alloy coatings of different laser power and different scanning speed on FV520B steel samples. In addition, the influence laser power and scanning speed ha ve on the wear resistance of cladding layer was analyzed by means of hardness, friction coefficient, and the wear-resisting property of the surface of laser cladding layer. The results show that the laser power and scanning velocity will influence the wear-resisting property of nickel base alloy of FV520B stainless steel. When the laser power is 2500W, and scanning speed is 6mm / s, the fusion covering effect of cladding layer and the wear-resisting property will be best. Key words : FV520B Stainless Steel, Laser Cladding ,Nickel Base Alloy
FV520(B)钢异种钢焊接接头的组织和性能研究
S u n M ir sr cu ea d Pr p ris o  ̄i l rSte ed d J i t fFV5 0( tdyo c tu t r n o e te fDi mi e lW le on so o a 2 B)
N uJ g D n u m n F o g o  ̄ i i o gJ n ig n uY n h n
D s — we d h a — te td a 5 。 o1q e c e a d a e t5 0℃ , 0 ot l e t ra e t8 0C i u n h d, n g d a 6 6 0℃ r s e tv l .T h e u t ho t a e p ci ey er s lss w h t t em ir sr c u e ft e t ed r o re w hc e u t n t a het u hn s ft ew ed i h o e t h c o tu t r so h wo w l sa ec a s , ih r s ls i h tt o g e so h l S t e 1w s . h r n s ft e wed St eh g e ti h wo wed d i s Th a d e s o h l n wo p r n a e a d e so h ls i h i h s n t et le ont. e h r n s ft e wed a d t a e tm t —
激光熔覆镍基合金组织及磨损性能研究
3De at n f tr l ce c n n ie rn ,  ̄ wetm oye h ia Unv ri Xi l 7 0 7 , ia . pr me t e asS in ea dE gn e g No h s o Ma i i e P ltc nc iest l y, l 10 2 Chn ) a
表 明 , 制 得熔 覆 层 组织 致 密 、 裂纹 , 基体 形 成 良好 的 冶金 结 合 。 所 无 与 从熔 覆 层 表 层到 基 体 热影 响 区 , 织 呈 现 出 由细小 的 组 树 枝 晶一 胞 状 晶 、 枝 晶一 平 面 晶过 渡 。激 光 熔 覆层 磨 损 量 约 为基 体 的 1 , 覆 层耐 磨 能 力 增 强 的 主要 原 因 在 于熔 覆 层 树 / 熔 3 与基 体 良好 的冶 金结 合 . 以及 基 体与 涂 层 元素 固溶 强化 和 碳化 物 等 析 出相 的强 化作 用 所 致 。 关键 词 激 光 熔 覆 ; 基合 金 ; 微 组织 ; 度 ; 磨 性 镍 显 硬 耐
李 养 良 1, 小波 1, 利 2马 明亮 z席 守谋 .白 。 ,王 2 ,
(. 1九江 市 绿 色再 制 造 重点 实 验 室 , 江西 九 江 3 2 0 ;. 江学 院 , 西 九江 32 0 ; 30 5 2九 江 3 0 5 3 北 工业 大 学 材 料 科 学 与工 程 学 院 , . 西 陕西 西 安 7 0 7 ) 102 摘 要 利用 C 光器在 4 O激 5钢 基 体 上熔 覆 N 基 合 金 , 析激 光 熔 覆层 的微 观 组织 。 i 分 测试 其 显 微 硬度 及 磨 损性 能 。结 果
FV520(B)与18CrMnMoV焊接接头力学性能分析
关键词 : 异种钢焊接 ;焊后 热处理 ; 力学性能 ; 沉淀硬化不锈钢
中 图 分 类 号 : G 0 T 46 文献标识码 : A
张
文 章 编 号 : 2 3 6x(0 6 1. 0 — 4 05 —30 20 )2 一11 0
牛 靖
敏 0 序 言
中通过 对 F 50 B) 与 低 碳 调 质 钢 1CMn o V 2( 钢 8 r M V进 行 异种 钢焊 接 , 究 了焊 后 热 处 理 规 范对 其 接头 力 研 学性 能 和 组 织 的影 响 。 为工 业 生 产 提 供 重 要 的参
沉淀 硬化 不锈 钢 是 国内 目前航 天 、 空 领 域 大 航
力开 发 的热 门钢 种¨ 。 F 5 0 B 钢 是 英 国 Fn1 J V 2 ( ) iI . Vc e 材 料研 究 室研 究 开 发 的 一 种 新 型低 碳 马 氏 i r ks
考 , 为 目前积 极 开 发 的 新 型超 高强 度一 高 韧 性 沉 也 淀硬化 马 氏体 不锈 钢 的应 用研 究 提供 参考 。
T ro3 P s Iig h amc tp e a o 1 wedn o t n 。 胬
送腐蚀 性介 质风 机 的首选 高强 度 、 韧性 叶 片材料 。 高 近年来 , 机制造 企业 为 了降低 生产 成本 , 始用 其 风 开
它钢种 代替 F 50 B 钢 来 制 造 性 能要 求 不 高 的风 v 2( )
试验 用 F 50 B 钢 由碱 性 电弧 炉冶 炼 , 经 电 v 2( ) 再 渣重 熔 , 造 成 厚 度 为 8 1n的板 材 。 为 了使 其 处 锻 1 1 1 于软 化 状 态 以便 焊接 , 前 处理 状 态 为 1 5 C空 焊 0o 0 冷 + 3 6 0 o 效 。1C M M V钢 锻 造 为 8nn厚 板 C时 8rn o i i 材, 焊前 状 态 为 6 0 o 火 。焊 缝 中心 和 两 种母 材 5 C退 的化 学成 分见 表 1 。 1 2 焊接 工艺 参数 . 焊 接方 法 为焊 条 电弧 焊 , 用 w 5 o B 钢 专 用 使 2( )
FV520B是什么钢?
FV520B是什么钢?
是什么钢?有没有国家标准?
FV520B是什么钢?
上海⾼⾼:FV520B是马⽒体沉淀硬化不锈钢,主要做风⼒系统叶轮叶⽚,也做坚挺螺旋桨⽤钢。
FV520B主要特性具,强度⾼,耐磨,耐⾼温,耐腐蚀,韧性好等综合性能。
价格不算便宜,性能当属⾼⾼。
所以⽤量不算⼤当然产量就不会多。
上海宝⼭⾼⾼特钢,主要以不锈钢FV520B的期货销售为主,我们备有⼤⼩不⼀的电渣钢锭。
⽅便很快出品你需要规格的
FV520B现货。
上海宝⼭
美兰湖:************,135****7556微-- -
FV520B⽤于⼤功率的风机系统,做⾼强结构件叶轮或者叶⽚压缩机转⼦等使⽤。
叶⽚具有良好的空⽓动⼒学特性,效率⾼、强度好、刚度⼤。
前向叶轮⼀般都采⽤圆弧型叶⽚,后向叶轮中,⼤型风机多采⽤翼型叶⽚,对于除尘效率较低的燃煤锅炉引风机可采⽤圆弧型或者平板型叶⽚。
多采⽤FB520B.
1050固溶处理+850中间处理+470时效时FV520B钢的强度达到极⼤值=FV520B的热处理。
本钢材属于⾼强度低合⾦钢,由于钢铁特殊性,必须经过电渣⼯艺才是真正的FV520B.
FV520B外国的牌号,咱中国⽣产⼀样⾼⾼质量。
FV520B化学成分:
C: 0.04- 0.07,Cr :13~14.5,Ni: 5~6,Mo :1.3~1.8,Cu :1.3~1.8, Mn:_ 1,No 0.25~0.45. Si 5 0.7,S和P:0.03,。
FV520B不锈钢角焊缝接头的组织和断裂机理
FV520B不锈钢角焊缝接头的组织和断裂机理樊俊铃;郭杏林;吴承伟【摘要】The fatigue fracture surfaces of welded joints were observed and studied,and accordingly the fatigue mechanisms,governing fatigue failure of welded joints,were discussed.The microstructures on the base metal,the weld seam and the heat-affected zone of welded joints were investigated.It is concluded that the microstructures on the base metal are fine tempered martensite and dispersed secondary phase particles,whereas the ones on the weld seam are coarse lath martensite and few of secondary phase particles.The differences between their microstructures confirm the better mechanical properties of the base metal.%通过对焊接接头疲劳断口的观察研究,讨论了控制接头疲劳失效的疲劳机理.实验研究了焊接接头的母材、焊缝及热影响区的微观组织形态.结果发现:母材组织为细小均匀的板条马氏体及弥散分布的第二相粒子,而焊缝区为粗大的板条马氏体及少量的第二相颗粒.组织特征的区别证明母材综合力学性能优于焊缝.【期刊名称】《材料工程》【年(卷),期】2013(000)007【总页数】6页(P1-5,91)【关键词】疲劳;角焊缝接头;疲劳断口;马氏体;第二相粒子【作者】樊俊铃;郭杏林;吴承伟【作者单位】大连理工大学工程力学系工业装备结构分析国家重点实验室,辽宁大连116024;大连理工大学工程力学系工业装备结构分析国家重点实验室,辽宁大连116024;大连理工大学工程力学系工业装备结构分析国家重点实验室,辽宁大连116024【正文语种】中文【中图分类】TG405焊接接头的疲劳性能的评估是工业装备和机械设备设计及安全性评定过程中的必要环节。
《超声滚压强化高速激光熔覆Fe基涂层组织及摩擦磨损行为研究》范文
《超声滚压强化高速激光熔覆Fe基涂层组织及摩擦磨损行为研究》篇一一、引言在工程制造与制造工艺领域中,增强零部件表面的耐磨损性能与摩擦性能一直是研究的热点。
随着科技的进步,高速激光熔覆技术以其独特的优势在材料表面处理中崭露头角。
本论文则以Fe基涂层作为研究对象,进一步结合超声滚压技术对熔覆层进行强化处理,从而改善涂层的组织和提高其摩擦磨损性能。
二、Fe基涂层的激光熔覆技术激光熔覆技术是一种先进的表面处理技术,其原理是通过高能激光束快速加热并熔化预置于基体表面的粉末材料,使材料与基体表面迅速熔合,从而形成一层具有高性能的熔覆层。
Fe基涂层因其良好的硬度、耐磨性和耐腐蚀性等特性,在工业应用中有着广泛的应用。
三、超声滚压强化技术超声滚压强化技术是一种新型的表面处理技术,其原理是利用超声波的振动能量对材料表面进行滚压处理,通过改变材料表面的微观结构来提高其性能。
该技术能够有效地改善材料的表面粗糙度、硬度以及耐磨性等性能。
四、超声滚压强化高速激光熔覆Fe基涂层组织研究本研究首先采用高速激光熔覆技术在基体表面制备了Fe基涂层。
随后,结合超声滚压技术对涂层进行强化处理。
通过金相显微镜、扫描电镜等手段对处理前后的涂层组织进行观察分析。
实验结果表明,经过超声滚压强化后的Fe基涂层,其组织更加致密,晶粒更加细小,并且形成了良好的机械锁定和嵌入机制,从而有效地提高了涂层的力学性能。
五、摩擦磨损行为研究本部分通过摩擦磨损试验机对处理前后的Fe基涂层进行摩擦磨损测试,分析了不同条件下的摩擦系数和磨损率。
实验结果表明,经过超声滚压强化后的Fe基涂层具有更低的摩擦系数和更小的磨损率,显示出更加优异的耐磨性能。
这主要归因于强化处理后涂层组织致密、晶粒细小以及表面粗糙度降低等因素的综合作用。
六、结论本研究通过结合高速激光熔覆技术和超声滚压强化技术,成功制备了具有优异性能的Fe基涂层。
实验结果表明,超声滚压强化处理能够显著改善Fe基涂层的组织和提高其摩擦磨损性能。
激光熔覆镍基合金制备及性能研究

激光熔覆镍基合金制备及性能研究随着工业现代化的发展和技术的不断进步,各种新型材料相继问世,其中镍基合金具有许多良好的性能,因此被广泛应用于航空航天、发电机组、核电站等高端领域。
本文将重点探讨激光熔覆技术在镍基合金制备中的应用及其性能研究。
一、激光熔覆技术概述激光熔覆技术是一种新型表面修复技术,它通过激光束的瞬间作用,使材料的表面熔化,然后在机床的辅助作用下,将熔化的材料与基材融合成一体。
激光熔覆技术可以在基材表面形成一层良好的涂层,可以提高材料的硬度、耐磨性、耐腐蚀性等多种性能指标,同时也可以改善材料的表面质量,提高产品的使用寿命和产品的质量稳定性。
二、激光熔覆技术在镍基合金制备中的应用镍基合金具有良好的耐高温、抗腐蚀、热稳定性、高强度等性能,尤其在高温、高压、强腐蚀环境下具有广泛应用前景。
目前市面上的制备方法有化学镀、电沉积、热喷涂等多种方式,但是这些方式具有一定的局限性,如精度低、硬度不足、耐腐蚀性差等问题。
然而,激光熔覆技术可以满足高精度、高硬度、高耐腐蚀等要求,因此在镍基合金制备中发挥了重要作用。
1.制备工艺激光熔覆技术在制备镍基合金方面的工艺主要有两种方式:一种是直接熔化铸造合金,另一种是在金属基材表面涂层熔化。
不同的制备方式在工艺上存在差异,但基本的制备步骤是相同的,如铸造合金表面处理、涂层制备、熔覆、后处理等环节。
2.性能研究利用激光熔覆技术制备的镍基合金材料具有良好的抗腐蚀性、耐磨性等特点,经过多次性能测试实验,发现激光熔覆镍基合金的硬度可以达到600-800HV,相比于传统的制备方法提高了约30%,耐腐蚀性和耐磨性也得到了明显的改善。
同时,在高温环境下,激光熔覆镍基合金材料也展现出优异的性能,经过1000℃高温老化实验4h,抗拉强度和冲击韧性比铸态样品分别提高了30%和40%,表明激光熔覆技术可以获得优异的高温力学性能。
三、结论综上所述,激光熔覆技术是一种提高材料性能的有效方式,特别在制备镍基合金方面更是发挥了巨大的优势。
FV520(B)钢不同时效温度的极化曲线和力学性能
FV520(B)钢不同时效温度的极化曲线和力学性能赵亮【摘要】应用电化学腐蚀试验、常温拉伸试验、夏氏冲击试验等方法,FV520 (B)马氏体沉淀硬化不锈钢经固溶、调整和不同温度时效后测试了它的抗电化学腐蚀性能、力学性能.并应用光学显微镜、扫描电镜、透射电镜等检验手段对不同温度时效后的金相组织、断口形貌、沉淀硬化析出相等进行了相关的理论分析,绘制了不同时效温度的极化曲线.得出了不同时效温度的抗电化学腐蚀规律以及力学性能的变化规律,对热处理工艺参数的制定具有指导意义.【期刊名称】《热处理技术与装备》【年(卷),期】2015(036)002【总页数】4页(P35-38)【关键词】FV520(B);时效温度;力学性能;极化曲线【作者】赵亮【作者单位】沈阳鼓风机集团股份有限公司工艺部,辽宁沈阳110869【正文语种】中文【中图分类】TG156.92FV520(B)钢是英国Firth Vickers材料研究室研发的一种马氏体沉淀硬化不锈钢,目前该钢被广泛用于大型装备制造领域。
由于合金元素较多,时效温度对于材料的组织和抗腐蚀性能相对敏感。
本文采用1050℃固溶、850℃调整、不同温度时效的热处理工艺试验,检验不同热处理参数的力学性能指标,并对其金相显微组织、断口形貌、沉淀硬化析出相进行了相关的理论分析,测试并绘制了不同时效处理后的极化曲线,总结了时效温度对抗腐蚀性能以及对力学性能影响的规律。
试验过程参考了文献[1-5]。
1 试验材料及方法1.1 试验材料本试验所用的FV520(B)钢锻件的冶炼方法是电炉冶炼+电渣重熔精炼,冶炼要保证材料的原始组织无缩孔、疏松、严重偏析及其它有害缺陷。
试验材料的化学成分见表1。
1.2 试验方法热处理制度为固溶 +调整+时效,固溶采用1050℃空冷;调整采用850℃空冷;时效温度分别选择480、530、580、630 ℃,每炉都放试棒3 件(规格为25mm×200mm)。
基于能量耗散的不锈钢Fv520B疲劳性能分析
RESEA RC H o N FATIG UE PRo PER TIES o F M ETA LS FV52OB BA SED o N THE ENERG Y D ISSIPATIO N
LIN Hongyan W ANG Zhenfen (Water Conservancy and Hydropower Engineer ing,Suihua University,Suihua 152000,China)
A BSTRA CT :W ith the rapid developm ent of industrial development and wide application of new materials,more and m ore dangers generated because of fatigue fracture of metal materials. Therefore, thermographic method that can quickly and accurately predict m etal fatigue parameters was proposed.The fatigue tests were conducted to analyze the fatel Fv520B at different stress levels,using infrared thermal im ager tO measure the surface temperature change of the m aterial Fv52OB under different stress cycle loads. Thermographic method was used tO predict and evaluate the fatigue limit and stress—life culwe of stainless steel Fv520B, SO as to predict its residuat fatigue life. Compared with the traditional method,the thermographic method performed better on the stainless steel fatigue behavior analysis. K EY W OR DS:fatigue; thermographic m ethod;S —N curve;Fv520B ;fatigue param eters
基于圆环压缩实验方法的FV520B坯料与QT600-3模具高温摩擦系数的测定
基于圆环压缩实验方法的FV520B坯料与QT600-3模具高温摩擦系数的测定沈伟涛1,翟武艺2(1.西安航空计算技术研究所,陕西西安 710068;2.西安陕鼓动力股份有限公司,陕西西安 710049)【摘要】通过圆环压缩实验方法对FV520B坯料与QT600-3材质在700℃、800℃、900℃时的摩擦系数进行了测定。
通过FORGE仿真软件模拟圆环压缩实验获得的数据绘制了校准曲线,并进行了FV520B圆环与QT600-3砧板的压缩试验,将实验获得的数据与校准曲线进行了对比获得最终的结果:700℃时摩擦系数介于0.2~0.25,800℃时摩擦系数介于0.25~0.3, 900℃温时摩擦系数介于0.3~0.35。
关键词:圆环压缩实验;摩擦系数;FV520B;热压成形中图分类号:TG230.2;TB357.5 文献标识码:BDOI:10.12147/ki.1671-3508.2023.11.050Measurement of High Temperature Friction Coefficient Between FV520BBillet and QT600-3 Die Based on Ring Compression Experiment MethodShen Weitao1,Zhai Wuyi2(1.Xi'an Aeronautics Computing Technique Research Institute, Xi'an, Shanxi 710068, CHN;2.Xi'an Shaangu Power Co., Ltd., Xi'an, Shanxi 710049, CHN)【Abstract】In this paper, the friction coefficient between FV520B billet and QT600-3 materialat 700℃, 800℃ and 900℃ was measured by ring compression experiment. FORGE simulationsoftware is used to simulate the data obtained from the ring compression experiment to draw thecalibration curve, and the compression test of FV520B ring and QT600-3 cutting board is car⁃ried out. The experimental data is compared with the calibration curve to obtain the final result:The coefficient of friction is 0.2~0.25 at 700℃, 0.25~0.3 at 800℃, and 0.3~0.35 at 900℃.Key words:ring compression experiment;friction coefficient;FV520B;hot pressing forming1引言FV520B不锈钢是一种具有较高的强度、高硬度且具有良好的耐腐蚀性能和焊接性能的马氏体不锈钢,当前在离心压缩机的叶轮中得到了广泛应用[1]。
《超声滚压强化高速激光熔覆Fe基涂层组织及摩擦磨损行为研究》范文
《超声滚压强化高速激光熔覆Fe基涂层组织及摩擦磨损行为研究》篇一一、引言随着现代工业技术的快速发展,机械零件的表面性能对整机性能的影响愈发显著。
为了提高零件的耐磨性、耐腐蚀性和疲劳强度,表面强化技术得到了广泛的研究和应用。
其中,高速激光熔覆技术以其独特的优势,如高效率、低能耗和良好的涂层结合力,在表面工程领域中占据重要地位。
然而,如何进一步提高熔覆层的综合性能,成为了一个亟待解决的问题。
近年来,超声滚压技术因其能够细化晶粒、改善组织结构和提高表面硬度等特点,被广泛应用于材料表面强化处理。
因此,将超声滚压技术与高速激光熔覆技术相结合,有望进一步提高Fe基涂层的性能。
本文将就超声滚压强化高速激光熔覆Fe基涂层的组织结构及其摩擦磨损行为展开研究。
二、实验方法本实验采用高速激光熔覆技术制备Fe基涂层,并利用超声滚压技术对涂层进行强化处理。
首先,选择合适的基体材料和Fe基合金粉末,通过预处理工艺对基体表面进行准备。
然后,利用高速激光器进行熔覆实验,形成初始的Fe基涂层。
接着,采用超声滚压设备对涂层进行强化处理。
最后,通过金相显微镜、扫描电子显微镜和能谱分析等手段,对涂层的组织结构进行观察和分析。
同时,利用摩擦磨损试验机对涂层的摩擦磨损行为进行测试,并分析其磨损机理。
三、实验结果与分析(一)组织结构分析经过超声滚压强化后的Fe基涂层,其组织结构发生了显著的变化。
从金相显微镜和扫描电子显微镜的观察结果来看,涂层的晶粒得到了明显的细化,组织更加致密。
此外,涂层中存在的第二相颗粒也更加均匀地分布在基体中,这有助于提高涂层的力学性能。
(二)摩擦磨损行为分析通过对涂层进行摩擦磨损试验,我们发现,经过超声滚压强化后的Fe基涂层表现出更低的磨损率和更好的耐磨性能。
在磨损过程中,涂层的表面形成了连续、致密的氧化膜,有效地阻止了磨损过程的进一步发展。
此外,涂层中的硬质相在摩擦过程中起到了支撑和承载的作用,减少了材料的磨损。
(三)磨损机理探讨根据摩擦磨损试验的结果和涂层的组织结构特点,我们分析了涂层的磨损机理。
激光熔覆合金表面耐磨性试验研究
万方数据
! "" !
《机械设计与制造 》 !"#$ %&&%
’($ )
*+#,-."/0
!"1-2.
3
*+.45+#64/"
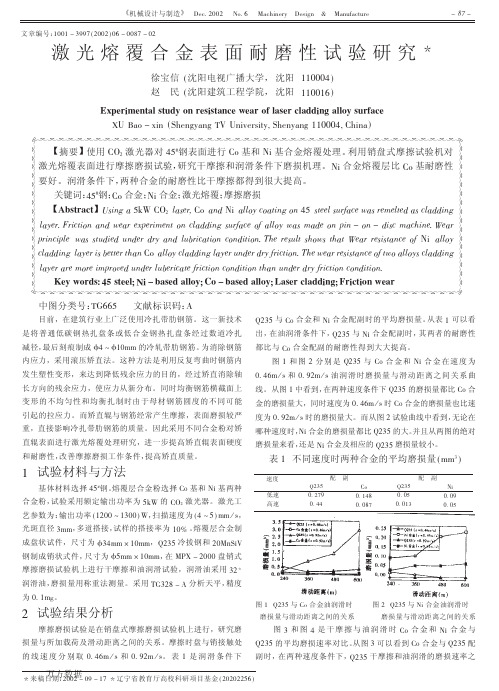
差较小, 尤其速度为 &$ @%> ? 1 时相差更小; 而 8( 合金在速度为 &$ =)> ? 1 时 , 干 摩 擦 的 磨 损 速 率 是 油 润 滑 的 : 倍 , 速 度 为 &$ @%> ? 1 时干摩擦的磨损速率是油润滑的 D 倍。从两者的比较 结果来看,采用油润滑后在速度为 &$ @%> ? 1 时大大提高了 8( 合金的耐磨性。由于 9%7: 表面粗糙度较大, 润滑效果差, 耐磨 性没有 8( 合金显著。 在图 = 中 9%7: 速度为 &$ =)> ? 1 时干摩擦 磨损速率是油润滑的 ;& 倍;速度为 &$ @%> ? 1 时干摩擦磨损速 率是油润滑的 7& 倍。 而速度为 &$ =)> ? 1 时 ’- 合金干摩擦磨损 速率是油润滑的 D 倍,速度为 &$ @%> ? 1 时 ’- 合金干摩擦磨损 速率是油润滑的 ;; 倍。采用油润滑后, ’- 合金和 9%7: 的耐磨 性都得到提高,但 9%7: 的耐磨性比 ’- 合金提高的要多。从合 金与 9%7: 的平均磨损速率综合分析可以得到,在速度较高的 情况下, ’- 合金与 9%7: 配副为最佳。
《机械设计与制造 》 L<M& "%%" 文章编号: ,%%, 0 #((’ 1 "%%" 3 %2 0 %%-’ 0 %"
时效温度对Fv520

时效温度对Fv520(B) 钢组织及力学性能的影响乔桂英肖福仁摘要采用高温X射线衍射、透射电镜等手段研究了Fv520(B)马氏体沉淀硬化不锈钢经固溶处理+中间调整处理后不同温度时效处理的显微组织和力学性能。
结果表明,470 ℃时效时硬化效果最显著;520 ℃以上时效时,有逆转变奥氏体生成。
时效相主要是富铜(ε-Cu)相、NbC、Mo2C、M23C6等。
620 ℃时效时残余奥氏体量达到最大值,该钢的强度最低;620 ℃以上时效时,发生奥氏体重结晶,残余奥氏体量减少,钢的强度增加。
关键词Fv520(B)钢时效组织力学性能EFFECT OF AGING TEMPERATURE ONMICROSTRUCTUREAND PROPERTIES OF Fv520(B) STEELQIAO Guiying XIAO Furen(Yanshan University)ABSTRACT Microstructure and properties of Fv520(B) steel aftersolution,intermediate treatment and aging treatment at various temperature have been studied by high temperature(room temperature) XRD and TEM.The result shows that the strength reaches the highest value after 470 ℃ aged.Reversed austenite forms when aged high 520 ℃,at same time,aging phases begin to grow,aging phases are mostly ε-Cu,Mo2C,NbC,M23C6 etc..Retained austenite reaches the highest value at 620 ℃.Transformation of austenite occurs when aged high 620 ℃,which results the retained austenite of room temperature decreasing and strength increasing.KEY WORDS Fv520(B) steel,aging treatment,microstructure, mechanical properties对于马氏体沉淀硬化不锈钢,可以通过简单的热处理工艺使之获得不同的力学性能,以满足不同使用条件的需要,因此它被广泛地应用于石油、化工等领域。
《超声滚压强化高速激光熔覆Fe基涂层组织及摩擦磨损行为研究》
《超声滚压强化高速激光熔覆Fe基涂层组织及摩擦磨损行为研究》篇一一、引言随着工业技术的发展,机械零件的表面性能在决定产品整体性能中起着越来越重要的作用。
其中,高速激光熔覆技术以其高效率、高精度及良好的表面性能优化能力,被广泛应用于提升机械零部件的表面质量和耐磨损性能。
然而,激光熔覆后形成的涂层仍可能存在微观结构不够致密、力学性能不足等问题。
因此,对熔覆后的涂层进行进一步强化处理成为了一个重要的研究方向。
超声滚压技术因其能够在不改变材料原有物理属性的基础上显著改善材料表面性能而备受关注。
本文旨在研究超声滚压强化高速激光熔覆Fe基涂层的组织结构及其摩擦磨损行为,以期为提高机械零件的表面性能提供理论依据和技术支持。
二、实验材料与方法本实验选用了Fe基合金粉末作为熔覆材料,采用高速激光熔覆技术在基础材料上制备涂层。
随后,通过超声滚压技术对涂层进行强化处理。
实验中,控制激光熔覆的功率、速度以及超声滚压的参数等条件,以获取不同工艺下的涂层样品。
采用光学显微镜、扫描电子显微镜等手段对涂层的组织结构进行观察和分析,并利用摩擦磨损试验机对涂层的摩擦磨损行为进行测试和评价。
三、超声滚压强化对Fe基涂层组织的影响实验结果显示,经过超声滚压强化的Fe基涂层,其组织结构发生了显著变化。
首先,涂层的晶粒得到了细化,晶界更加清晰,这有助于提高涂层的力学性能和抗疲劳性能。
其次,涂层中的元素分布更加均匀,这有利于提高涂层的硬度和耐磨性。
此外,超声滚压还使得涂层表面形成了致密的氧化层,这进一步增强了涂层的抗腐蚀性能。
四、Fe基涂层的摩擦磨损行为研究通过对不同工艺条件下的Fe基涂层进行摩擦磨损测试,我们发现,经过超声滚压强化的涂层表现出更低的摩擦系数和更小的磨损率。
这主要得益于强化后涂层晶粒细化、元素分布均匀以及表面形成的致密氧化层等因素的综合作用。
此外,我们还发现,适当的激光熔覆功率和速度对涂层的摩擦磨损行为也有显著影响,过高或过低的工艺参数都会导致涂层性能的下降。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分类号 TG174.4 单位代码 11080 密级学号 0704120107本科毕业论文(设计)题目Fv520B钢激光熔覆镍基合金涂层摩檫学性能分析作者金彪彪院 (系) 机械与材料工程学院专业班级应用物理学1202班学号0704120107指导教师付福兴答辩日期2016年 5 月19 日西安文理学院毕业论文(设计)诚信责任书本人郑重声明:所呈交的毕业论文(设计),是本人在导师的指导下独立进行研究所取得的成果。
毕业论文(设计)中凡引用他人已经发表或未发表的成果、数据、观点等,均已明确注明出处。
尽我所知,除文中已经注明引用的内容外,本论文不包含任何其他个人或集体已经公开发表或撰写过的研究成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人毕业论文(设计)与资料若有不实,愿意承担一切相关的法律责任。
论文作者签名:年月日摘要FV520B不锈钢为特种钢,被广泛使用在对材料表面性能要求较高的地方,尤其是在耐磨性能方面。
为提高该材料的耐磨性能,本文采用激光熔覆技术在FV520B钢样片上制备不同激光功率和不同扫描速度下的镍基合金涂层。
通过硬度和摩擦系数表征激光熔覆层表面的耐磨性能,并分析了激光功率和扫描速度对熔覆层耐磨性能的影响。
研究结果表明,激光功率和扫描速度均会影响FV520B 不锈钢表面镍基合金涂层的耐磨性能,当激光功率为2500W、扫描速度为6mm/s 时,熔覆层的熔覆效果和耐磨性能最佳。
关键词:FV520B不锈钢;激光熔覆;镍基合金涂层;摩擦性能ABSTRACTFV520B stainless steel is a kind of special steel, which is widely used in the aspects which have high demandon the surface property of material, especially the wear-resisting property. In order to improve the wear-resisting of the material, this graduation design adopts laser cladding technology to make nickel base alloy coatings of different laser power and different scanning speed on FV520B steel samples. In addition, the influence laser power and scanning speed have on the wear resistance of cladding layer was analyzed by means of hardness, friction coefficient, and the wear-resisting property of the surface of laser cladding layer. The results show that the laser power and scanning velocity will influence the wear-resisting property of nickel base alloy of FV520B stainless steel. When the laser power is 2500W, and scanning speed is 6mm / s, the fusion covering effect of cladding layer and the wear-resisting property will be best.Key words: FV520B Stainless Steel, Laser Cladding ,Nickel Base AlloyCoating ,Friction Property目录摘要 (III)ABSTRACT (IV)目录 (V)第1章绪论 (1)1.1FV520B不锈钢简介 (1)1.2激光熔覆技术的发展及展望 (1)1.3镍基合金涂层 (2)1.4摩擦学性能 (2)1.5本文研究内容 (3)第2章镍基合金涂层的制备 (4)2.1合金涂层制备设备 (4)2.2激光熔覆的工艺流程 (4)2.3激光熔覆的工艺参数 (5)第3章熔覆过程条件对镍基合金涂层的影响 (7)3.1镍基合组成成分及其作用和性能 (7)3.2激光功率和扫描速度对镍基合金涂层形貌影响 (7)3.3熔覆过程条件对镍基合金涂层硬度影响 (12)3.4激光熔覆镍基合金涂层摩擦学性能研究 (13)3.4.1 摩擦磨损设备 (13)3.4 2镍基合金涂层摩擦磨损实验 (14)3.5镍基合金涂层的摩擦学性能分析 (16)结束语 (18)参考文献 (19)致谢 (20)附录A 英文文献 (21)附录B 英文文献翻译 (36)第1章绪论1.1 FV520B不锈钢简介FV520B钢属于马氏体沉淀硬化不锈钢,在特种钢范畴,具有强度很高,韧塑性非常好,较好的耐腐蚀性能和极佳的焊接性能【1】。
该特种钢一般用于对材料各方面性能要求比较高的地方;比如燃气轮机上的叶片或者轮船上的轮叶,大型压缩机内部的转子,核反应堆的各个结构部件等。
此类零件的制造周期较长,生产成本高,如果能对使用坏损后的此类零件进行修复及表面强化处理,则可很好的保障设备的正常运行,达到生产成本下降,经济效益得到提升的目的。
同时还可以使设备的性能得到优化。
1.2 激光熔覆技术的发展及展望激光熔覆技术是一种激光表面处理和强化技术。
对材料表面进行再制造或者修复加工,是一种汇集了光电、机械、计算机、材料学、物理和化学等多门学科的跨越学科新型技术【2】。
因其特有的无污染、低能耗、易于自动控制等优势而迅速发展成为一种先进的表面加工技术。
该技术经历了二十余年的历程、随着时代进步、高新技术的兴起,高功率激光器、装备智能化控制的不断诞生、以及材料技术的不断升级和改进,都支持着激光熔覆技术不断的应用到更多的工业零部件的强化和再制造中。
激光熔覆技术是在激光器的产生后逐渐兴起并得到快速发展的一项新型的表面处理加工以及改性技术。
激光熔覆技术是激光加工技术的一个重要应用方面,同时也是成功运用激光技术的体现。
是一项新兴的材料表面改性与零件加工技术。
同时激光熔覆也是是一种重要的材料表面强化技术,使得在材料原始的基础上,性能得到优化和提升,它的原理是利用高能量密度的激光束在基材金属表面辐照,使基材表面和熔覆材料迅速融化,扩展和迅速凝固,能够在基材表层形成跟基材冶金结合的,具有特殊的物理性能,力学性能或化学性能的材料,从而使基层表面的耐磨、耐蚀、耐热、抗氧化等性能得到显著改善。
而且激光熔覆还具有可以将高熔点的材料熔覆在低熔点的基材表面的特点,并且材料的成分也不会受到一般的冶金热力学条件的限制,这就使得熔覆材料的采用方面也变的相当广泛,包括镍基、钴基合金、铁基、碳化物复合合金材料、以及陶瓷材料等。
目前发展比较成熟的是合金材料和碳化物复合材料的激光熔覆。
而且已经在实际中取得了成功应用【3】。
激光熔覆技术在零件加工和修复方面有广泛应用,通过在零件表面熔覆高强度的涂层,使得零件的使用寿命得到明显的提高。
这样不但使材料的性能得到了优化,而且还可以提高生产效率和降低生产成本。
激光熔覆最终所得到的熔覆涂层的性能受激光功率密度,激光束扫描速度,熔覆材料的合金成分以及基体材料等诸因素的影响。
其中,熔覆材料是决定熔覆层组性能的主要因素,直接决定激光熔覆所得熔覆层的宏观和微观组织以及机械性能。
对于激光熔覆工艺中的供粉方式,一般常用的有预置粉末层法和同步送粉法。
其中同步送粉法具有提高熔覆材料对激光的吸收、减少合金成分的稀释和易于控制的优点。
1.3 镍基合金涂层镍基合金具有较好的耐腐蚀性、强度、塑性、韧性、冶金稳定性、可加工性及焊接性。
使得它在工业中的应用范围逐渐扩大,已被广泛用于航空航天、核电及船舶领域【4-7】。
许多镍基合金还具有卓越的耐热性能,而成为要求耐腐蚀和高温的理想选择。
镍基合金涂层和其成分含量有着直接关系,一般镍基合金材料的主要成分有:镍(Ni)、硼(B)、硅(Si)、碳(C)、铬(Cr)、铁(Fe)等。
部分镍基合金涂层由于硬度较大,熔覆层会产生裂纹。
可加入一定质量数的铜(Cu)来降低熔覆层的硬度,或者在基材表面先熔覆一层硬度相对较低的过渡层,以此来解决镍基合金涂层的裂纹问题。
1.4 摩擦学性能摩擦学性能即是对材料表面的摩擦行为进行研究。
在目前很多的器件表面都对材料的摩擦性能有较高的要求,这就要求我们很多时候在利用激光熔覆技术做表面处理和加工时,必须在材料的耐磨性能方面有诸多考虑。
对材料表面的摩擦学进行分析,探究材料的摩擦性能主要与其材料本身以及摩擦系数的关系。
寻求得到摩擦性能最好的材料,以及对材料表面处理,我们通过改变处理条件使其性能得到优化,从而最大限度的增大材料的耐磨性能。
1.5 本文研究内容本文主要研究FV520B钢基材表面镍基合金涂层的耐磨性能。
试验所用镍基合金自溶性粉末为Ni60。
采用了控制变量的试验方法,对熔覆条件依次控制激光功率P、扫描速度V、送粉量Q其中的两种工艺参数改变另一种参数。
分别在FV520B钢表面熔覆了激光功率为2500W时改变扫描速度V和扫描速度为6mm/s 改变激光功率的两组镍基合金涂层。
每组做了6个不同参数的涂层,一共12个镍基合金涂层。
然后对12中不同的镍基合金涂层进行摩擦学性能分析。
得到不同的镍基合金涂层,最后对不同的镍基合金涂层进行摩擦学性能研究。
第2章镍基合金涂层的制备2.1 合金涂层制备设备本文采用激光熔覆技术,在FV520B不锈钢表面制备镍基合金涂层。
本文采用熔覆系统如图2.1所示,它由激光器、冷却机组、送粉机和加工工作台构成。
其中激光器是为核心部件,本次实验使用的是功率为4000W的光纤激光器。
激光器工作原理:泵浦源为激光器提供能源,如光、电等,激光工作物质则可以产生光增益,增强能量,谐振腔提供光学正反馈,形成激光模式。
2.1 激光熔覆设备激光熔覆设备特点:半导体激光波长短、吸收效率高、电光转换率可达45%、能量分布均匀、激光位置精确可控、高效率、高可靠性、加工区域全封闭,外部可视监控。
2.2 激光熔覆的工艺流程熔覆工艺:激光熔覆的方式一般是按照熔覆材料的供给方式来区分,大概可分为两大类,即预置式激光熔覆和同步式激光熔覆。
预置式激光熔覆是事先将熔覆材料置于基材表面或者需要熔覆的部位,然后采用高能量激光束辐照扫描,使得熔覆材料熔化后与基材相结合,熔覆材料一般则是以粉、丝、板的形式置于基材表面,其中最为常用则是粉末形式。