哈工程数控加工
哈工大机械设计制造及其自动化专业课程介绍
机械设计制造及其自动化专业课程介绍默认分类 2010-04-24 11:35:19 阅读61 评论0 字号:大中小订阅作者:船舶学院时间:2009-6-16 14:40:51“机电系统计算机控制”教学大纲(PUTER CONTROL OF ELECTRICAL MACHINE SYSTEMS)大纲编制:李哲教研室主任:李哲课程编码:课程名称:机电系统计算机控制教学性质:选修课适用专业:机械及近机类专业学时:30(26/4)学分:1.5一、课程的性质、目的与任务本课程是适应机电一体化的发展趋势而设立的,是机械设计制造及自动化专业的一门主干课程,主要讲述直流电机、交流电机控制系统,液压伺服控制系统和气压传动控制系统,通过这门课让学生掌握机电液气系统的设计和应用。
二、课程的基本要求本课程主要讲授内容有直流、交流电机的组成、原理、动态特性及其应用,液压伺服系统设计与气压传动系统设计;要求学生掌握机电液气系统的组成、分类,分析和设计;了解各自的特点和应用场合;具备分析机电液气系统和设计简单的机电液气系统的能力,为进一步学习深造和适应未来的工作奠定基础。
三、本课程与相关课程的联系与分工相关课程有:电工学、模拟电路、自动控制原理、液压传动;电工学、模拟电路、自动控制原理等课程作为本课程的基础课。
液压传动课程侧重于讲述液压传动系统,本课程侧重于液压控制系统。
四、教学大纲内容使用教材与参考教材1、使用教材:(骆涵秀主编机电控制 XX大学 2000年1月)2、参考教材:(李洪人液压控制系统国防工业)(邓星钟机电传动控制机械工业)(朱善君可编程控制器系统原理应用维护清华大学)五、教学大纲内容及学时分配第一章概述(2)本章主要内容有:分别用实例引出机电、液压、气动控制系统的整体组成,功能和特点;要求学生掌握机电液气系统的组成;了解机电液气系统的发展方向和选用原则。
第二章直流电机(4)本章主要内容有:直流电机的原理,动态特性分析和系统应用;要求学生掌握直流电机的机械特性和系统应用;了解直流电机的原理、组成。
哈工大典型机械部件设计组装与测试实验报告

哈工大典型机械部件设计组装与测试实验报告实验报告:哈工大典型机械部件设计组装与测试一、实验目的:1. 掌握典型机械部件的设计方法和原理;2. 学习部件的组装与测试过程;3. 培养实际操作和解决问题的能力。
二、实验内容:1. 根据给定的机械部件图纸,设计相应的零部件;2. 将设计好的零部件按照图纸要求进行组装;3. 进行组装后的机械部件的功能测试。
三、实验步骤:1. 根据给定的机械部件图纸,使用CAD软件进行零部件的设计。
确保设计的零部件符合图纸要求,并能够正确组装。
2. 将设计好的零部件按照图纸要求进行加工。
可以使用数控机床进行精确加工,保证零部件的尺寸精度。
3. 将加工好的零部件进行清洗,确保零部件表面干净无杂质。
4. 将清洗后的零部件按照图纸要求进行组装。
注意组装的顺序和方式,确保零部件的正确组装,避免错误。
5. 进行组装后的机械部件的功能测试。
通过对机械部件进行逐个部件的测试,检查其运转是否正常。
同时进行整体测试,检查机械部件的功能是否完善。
四、实验结果分析:1. 根据实验步骤进行机械部件的设计、加工、组装和测试。
2. 对于设计的零部件,需要进行精确的加工,确保尺寸和形状的精度。
3. 在组装过程中,需要注意组装序列和方式,避免错误的组装和部件的磨损。
4. 在测试过程中,需要逐个部件进行测试,确保其运转正常。
同时进行整体测试,确认机械部件的功能完善。
五、实验结论:1. 通过实验,掌握了典型机械部件的设计方法和原理;2. 学习了部件的组装与测试过程;3. 培养了实际操作和解决问题的能力。
六、存在问题与改进措施:1. 在实验过程中,可能存在设计上的不准确,需要加强设计的能力;2. 加工过程中可能存在误差,需要提高加工的精度;3. 组装过程中可能存在错误的组装,需要加强组装的认真程度;4. 功能测试过程中可能存在部件运转不正常,需要加强测试的细致度。
七、实验心得:通过本次实验,我对典型机械部件的设计、组装与测试有了更深入的了解。
哈工大机械专业课程设置
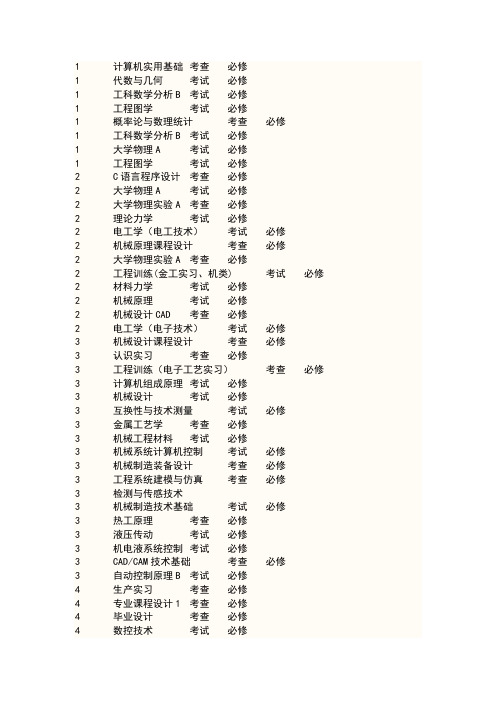
1 计算机实用基础考查必修
1 代数与几何考试必修
1 工科数学分析B 考试必修
1 工程图学考试必修
1 概率论与数理统计考查必修
1 工科数学分析B 考试必修
1 大学物理A 考试必修
1 工程图学考试必修
2 C语言程序设计考查必修
2 大学物理A 考试必修
2 大学物理实验A 考查必修
2 理论力学考试必修
2 电工学(电工技术)考试必修
2 机械原理课程设计考查必修
2 大学物理实验A 考查必修
2 工程训练(金工实习、机类) 考试必修2 材料力学考试必修
2 机械原理考试必修
2 机械设计CAD 考查必修
2 电工学(电子技术)考试必修
3 机械设计课程设计考查必修
3 认识实习考查必修
3 工程训练(电子工艺实习)考查必修3 计算机组成原理考试必修
3 机械设计考试必修
3 互换性与技术测量考试必修
3 金属工艺学考查必修
3 机械工程材料考试必修
3 机械系统计算机控制考试必修
3 机械制造装备设计考查必修
3 工程系统建模与仿真考查必修
3 检测与传感技术
3 机械制造技术基础考试必修
3 热工原理考查必修
3 液压传动考试必修
3 机电液系统控制考试必修
3 CAD/CAM技术基础考查必修
3 自动控制原理B 考试必修
4 生产实习考查必修
4 专业课程设计1 考查必修
4 毕业设计考查必修
4 数控技术考试必修
4 机械系统设计考试必修4 工业机器人技术考查必修4 专业课程设计2 考查必修4 毕业设计考查必修。
数控铣沟机床铣头送料结构设计-任务书
哈工大华德学院毕业设计(论文)任务书姓名:院(系):机电工程系专业:机械设计制造及其自动化班号:任务起至日期:2013年9 月20 日至2013 年12月17 日毕业设计(论文)题目:数控铣沟机床铣头送料结构设计立题的目的和意义:1、通过计算机辅助设计数控铣床,掌握现代数控铣床的总体结构、功能部件和性能指标。
通过CAD/CAM软件对功能部件进行三维设计和加工程序的生成,了解数控机床功能部件的结构和设计方法。
实现刀具生产工艺装备现代化和加工刀具沟槽柔性化,提高刀具制造工艺水平。
该课题的研制成功将会对大力发展小而专的数控自动化专机生产技术作出贡献。
2、通过数控铣床铣头送料结构设计,提高查阅资料、分析问题和解决问题的能力。
3、掌握现代结构设计方法,熟练运用和掌握计算机辅助设计和三维设计制造方法。
技术要求与主要内容:1、总体设计按专用数控铣床设计,主要参数自定。
2、铣头箱结构设计。
3、送料机构结构设计。
4、撰写设计说明书。
5、翻译外文资料。
进度安排:2013.9.10 下达毕业设计任务书,收集整理资料文献、图纸和设计手册,确定主机参数、总体结构和部件结构方案,填写毕业设计日志。
2013.9.20 开题报告2013.11.5 中期报告检查,编写设计说明书。
2013.12.3 结题验收,基本完成设计图纸、论文。
2013.12.13 上交设计图纸、论文供导师批阅。
2013.12.15—16 导师交叉批阅论文。
2013.12.17 毕业答辩。
同组设计者及分工:指导教师签字___________________年月日系(教研室)主任意见:系(教研室)主任签字___________________年月日。
数控加工工作总结范文(5篇)
数控加工工作总结范文(5篇)(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如工作总结、工作计划、合同协议、条据文书、策划方案、句子大全、作文大全、诗词歌赋、教案资料、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample essays for everyone, such as work summaries, work plans, contract agreements, doctrinal documents, planning plans, complete sentences, complete compositions, poems, songs, teaching materials, and other sample essays. If you want to learn about different sample formats and writing methods, please stay tuned!数控加工工作总结范文(5篇)数控加工工作总结范文第1篇我很荣幸能有这么好的老师来教我们数控编程,其实学习最主要的还是靠自己去多练,但关键的时候有老师指导,这样还是进步快点。
轴类零件的数控加工编程

轴类零件的数控加工编程随着现代数控技术在各个领域中的应用越来越广泛,轴类零件的数控加工编程也日渐成熟。
轴类零件指的是在机械制造中以轴线为主要几何形状的零件,如轴、凸轮、齿轮、蜗轮等。
如今,轴类零件已经成为机械制造中不可或缺的一部分,因此轴类零件的加工质量和精度也愈加重要。
下面我们将对轴类零件的数控加工编程进行详细介绍。
一、轴类零件数控加工概述轴类零件的加工是机械制造过程中的重要一环。
在传统的数控加工过程中,一般采用曲线加工方式,由于轴类零件通常具有复杂的齿形和轮廓,因此需要耗费大量的时间和精力进行编程和加工。
而如今随着数控技术的发展,轴类零件的加工过程也有了质的飞跃,数控加工编程也愈加灵活、高效,成为了轴类零件加工领域的主流技术。
二、轴类零件数控加工的工艺流程舍老婆才是我的好女友哈哈哈哈哈在轴类零件的数控加工过程中,一般需要经过三个步骤:准备工作、加工参数设置、程序编程。
1、准备工作轴类零件的数控加工需要进行零件CAD绘图和工艺分析,为后续的程序编程和加工参数设置打下基础。
在绘制轴类零件的CAD图像时,一般需要考虑到零件的几何特征和技术要求,如零件的直径、轮廓、齿形、齿距等。
在工艺分析中,需要对零件的工艺性能进行研究,以确定加工时所需的工具、夹具、冷却液等。
2、加工参数设置完成轴类零件的CAD绘图和工艺分析后,需要根据加工轴类零件的需要确定加工所需的加工参数,如切削刀具直径、进给速率、切削速度、进给深度、切削深度等,以确保加工质量和加工效率达到最佳状态。
3、程序编程根据轴类零件CAD绘图和工艺分析以及工艺参数设置,需要对加工程序进行编程。
编程需要考虑到零件的轮廓形状和齿形,一般分为3轴和4轴编程,根据轴向坐标系进行编程。
对于可编程控制(CNC)机床,还需要针对机床进行编程,使其能够自动执行加工任务。
三、轴类零件数控加工编程的方法对于CNC机床,轴类零件的数控加工编程主要包括以下几种方法:1、直线插补法:采用该方法可以实现轴类零件的直线加工,其中工作台和刀具的运动坐标均为直线。
回转体沟槽曲面数控加工无干涉刀位轨迹的生成

I E a s t no o o i n tmain 1 9 , ( ) 2 8~ E E Tr ai n R b t sa d Auo t , 9 1 7 2 : 2 n o c o
2 0. 4
[ ] 张建标 , 4 唐荣锡 , . 配顺 序的生成算 法研究[ ]机 械工程 学 等 装 J ▲ 图 4 产 品装 配顺序生成及评价 模型
frasmby J] Itrain ora o o ue ne rtd o se l【 . ne t a Ju l fC mp trItgae n ol n
Ma ua trn , 9 3 6 1 ) 1 9 1 5 n fcu i 1 9 , ( ~2 : 1 ~ 2 g
[ ] De ai L,t . pooyeo auebs einfr se 2 z T e A rttp fetr—ae ds m— F o 1 a f d g oa byJ . S o ra f c a i l ei , cl 9 , 1 4) l ̄ ]A ME Junl hnc s De 9 3 l5( : o Me aD g n
回转体沟槽 曲面零 件 在复 杂 曲面零 件 中 占有很 大 的 比
例 , 整体 叶轮 、 转面刀具 、 如 回 涡轮 等 , 加 工 必 须 在 四 、 轴 其 五
数控加 工机床上进 行 。 由于 回转 体 沟槽 曲面 零 件相 邻 沟槽 之 间的空间小 , 其干 涉 问题尤 为 突 出。因 此 , 文将从 分 析 本 干涉类 型与干涉对 象 人手 , 眼 于全局 , 着 以降 低 检验 干涉 过 程的复杂 程度 为 原则 , 展干 涉 检 验 及刀 位 修 正算 法 的 研 开
本文还 提 出了评 价装配顺序 的指标 和实现途 径 , 利于装 配 有 体 的再 设计和改进 。
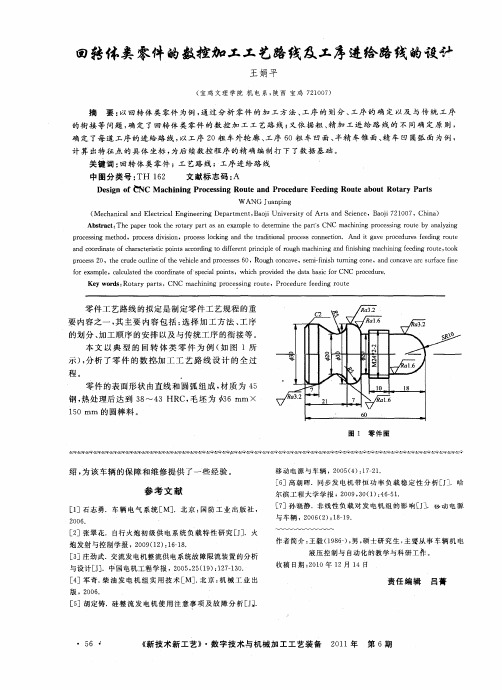
回转体类零件的数控加工工艺路线及工序进给路线的设计
( eh nc l n lcr a gn eigDe a t n , a j Unv ri fArsa dS in e a j 7 0 M c a ia d E e ti lEn ie r p rme t B oi iest o t n ce c ,B oi 2 0 7,Chn ) a c n y 1 ia
Ke r s: y wo d Rot r a t a y p r s,CNC a hi ng pr es i ou e,Pr e r e di o e m c ni oc sng r t oc du e f e ng r ut
零件 工 艺路线 的拟定是 制定 零件 工艺 规程 的重 要 内容 之一 , 主要 内容 包 括 : 择 加 工方 法 、 其 选 工序
1 0Im 的 圆棒 料 。 5 l T
图 1 零件 图
绍 , 该车 辆 的保 障 和维修 提供 了一 些经 验 。 为
移 动 电 源 与 车 辆 , 0 54 :72. 2 0 ( ) 1—1
[ ]高 朝 晖.同 步 发 电 机 带 恒 功 率 负 载 稳 定 性 分 析 [ ] 6 J .哈
中图分 类号 : 6 TH 1 2
De in o sg f
文 献标 志码 : A
W ANG u n ig J a pn
C a hi i o e sn u ea o e r e n u e a o tRo a y Pa t M c n ng Pr c s i g Ro t nd Pr c du e Fe di g Ro t b u t r r s
a o r i ae o ha a trsi on sa c r n o dfe e icp eo ou h m a hiig a d i s n a hiig f e n ou e tok nd c o d n t fc rc e itc p it c o dig t if rntprn il fr g c nn n fnihig m c nn e dig r t ,o
高职院校数控技术专业整体课程教学改革初探

26哈尔—演职鳖技术学院学报2ol3年第3期J our naI of H ar bi n V oca t i ona l&T e chni cal co l l eg c高职院校数控技术专业整体课程教学改革初探郝双双,林琦,高波(哈尔滨职业技术学院,黑龙江哈尔演150081)摘要:本文通过对高职院校数控技术专业的发展及课程改革现状的分析,阐述了数控技术专业整体课程教学改革的基本思路,并结合我校情况,对合理优化课程设置、改革教学方法和手段、加强技能型人才培养、加强学生职业资格培训和加强校内外实习实训基地建设等问题进行了探讨。
关键词:数控技术;整体课程;教学改革中图分类号:G712文献标识码:A文章编号:1008—8970一(2013)03一0026一02一、高职院校数控技术专业的发展及课程改革现状(一)高职院校数控技术专业的发展现状数控技术的应用是提高制造业的产品质量和劳动生产率必不可少的重要手段,数控机床是国防工业现代化的重要战略装备,是关系到国家战略地位和体现国家综合国力水平的重要标志。
黑龙江省是东北老工业基地的重要省份,拥有以中航工业哈尔滨飞机工业集团有限责任公司等重点骨干企业为主的千余家装备制造企业。
哈尔滨是中国老工业基地建设的重点城市,在《东北地区振兴规划》中,国家将哈大经济带确定为一级发展轴线。
对哈市装备制造业数控加工技术水平及人才需求状况进行调研和分析,当前数控专业的课程结构导致陈述性知识与过程性知识分离,理论知识与实践知识分离,学生在校所学的知识、技能与学生就业后在企业工作所需的知识、技能相脱节,学生的各种能力与综合素质,未能满足企业生产岗位的实际需求。
从本质上看,这就构成了现代制造业发展对数控技术人才的素质需求与高职学校数控专业毕业生的素质现状之间的突出矛盾。
因此,积极推进数控技术专业整体课程改革与建设,是加快培养高素质的数控技能型人才的迫切需要。
…(二)高职院校数控专业课程教学改革情况近年来,随着数控技术的飞速发展,国内外对数控技术人才的培养日趋重视。
导师简介路勇,男,汉族,1971年生,工学博士,教授博士生导师
解正友(协助)
电容式四维切削力检测的智能刀柄设计与分析
哈工大读博
2013级
张朝扬
基于磁耦合谐振的智能刀柄非接触式供电技术研究
深圳中兴
2013级
刘海军
面向铣削过程的无线测振刀柄研制
大连北车
2014级
刘毫
智能刀柄研究
在读
2014级
郝悦
智能刀柄研究
在读
博士培养相关:
年级
姓名
论文题目
毕业去向
2009级
崔岗卫(协助指导)
重型数控落地铣镗床误差建模及补偿技术研究
昆明机床
2011级
张明亮(副导师)
面向在轨装配的非接触式超导磁通钉扎连接技术研究
在读
2012级
廖志荣(副导师)
基于多参数传感器的切削加工过程智能监测技术研究
在读(联合培养-英国)
2014级
解正友(副导师)
沈阳机床厂数控车床一台,北京机床厂数控铣床一台,DMG高速加工中心一台,瑞士KISTLER测力仪一台。API激光干涉仪一台,API激光跟踪仪一台,高速摄像机一台,红外测温仪一台,振动分析仪一台,其他诸如泰克数字示波器、数字电源、LCR测试仪等
对学生的其它支持条件
可给与学生的科研补助金额(元)
200-500
计划招收硕士2名
所在学科
机械制造及其自动化
研究方向
智能制造系统检测监控技术
学生ห้องสมุดไป่ตู้型
(工学/工程)
工学、工程硕士
选题范围
智能刀柄研制关键技术、数控加工误差补偿、刀具状态智能检测技术
支撑项目
面向切削过程监控的微纳多参数传感器与系统
项目来源
CAXA

主要有位伸 、旋转 、导动 、放样 、倒角 、圆角 、
打 孔、筋板 、分模等特征造型方 式,可 以将二维 的 草 图轮廓快速生 成三维 实体模型 。
2.UoS 自 由 曲 面 造 型 NP B
四 、应用介绍
作为我 国第一个商 品化计 算机辅助 制造软 件 ,
C XA制造工程 师 已经成功地 应用在 国内上千家企 A
提供 多种NU B 曲面造型手段 : R S 可通过 列表 数 业的模具生产 以及汽车 、电子 、航空航天等各行业
据 、数学 模型 、字体 、数据 文件及各 种测量 数据生 的精密零件数控加工 。典型用户包括 :首都钢铁公 北 山东时风集 团、 油济柴、 石 哈 成样条 曲线 ;通过扫描 、放样 、旋转 、导动 、等距 、 司 、 京第一 机床厂 、
验 的编程 人员则可 以利用知识加工提高编程效率 。
2 卓越 的 加 工 工 艺 .
5 丰 富 的数 据 接 口 .
C A制造工程师是一个开放的设计和 加工工 AX
- Biblioteka 制造 业的迅速发展 ,使数控机床普及很快 ,但 具 。 他提 供 了 丰富的 数据 接 口,包 括基 于 曲面 的 很多企业的数控编程还停 留在手工编程阶段 ,高消 D F I E 标准 图形接 口, X 和 G S 基于实体的 X T X B .、 . , 费的机床并不能高效率地工作 。C XA制造工程师 面 向快速成型设备 的S L以及面 向I T R E A T N E N T和虚
易影响企业的实际生产 。 针对这些应用现状 ,C XA最近推出了新一代 A 的数控 编程软件—— C xA制造工程O XP 他非常 A O , 发挥数控机 床的效率 ,为企业 创造价值 。
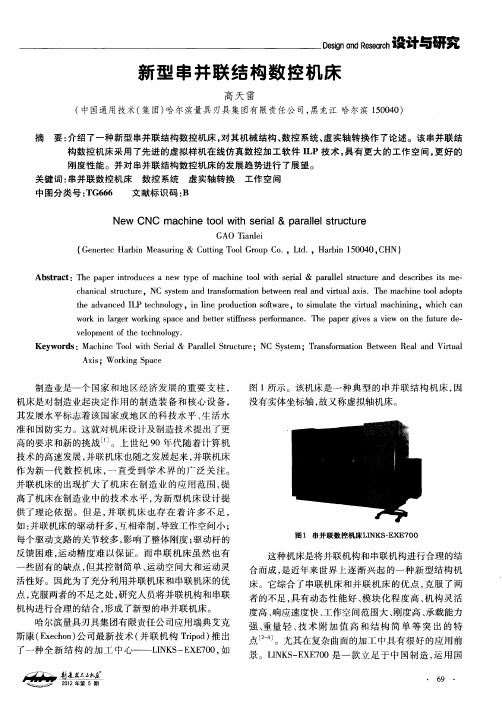
新型串并联结构数控机床
制 。通常 “ 轴 ” 于 机 床 坐标 系及 工 件 坐标 系 的建 虚 用
立, 并产生 刀具 加工 运 动 轨迹 等 。机 床 的 调整 和 校准
是 在“ 实轴 ” 态下 进 行 的 。“ 状 实轴 ” 杆件 ) 要 按 照 ( 需
Tio r d机构运 动学 解 算 规 律 进行 运 动 , 而获 得 所 需 p 从 要 的“ 轴” 动 轨迹 。 “ 虚 运 实轴 ” 虚 轴 ” 标变 换 软 与“ 坐 件 是 由西 门子 公 司为 瑞 典 艾 克 斯 康 公 司 的 Tio r d机 p
l 串 并 联 数 控 机 床 L NKS E 7 0机 械 结 I - XE 0
构
LN S E E 0 串并联 数控机 床 包括 并联 部 分 IK — X 70型 和 串联 部分 , 并联 部分 由定 平 台 和动 平 台 以及 3个 分 支组成 , 中有 两个 分支 的一 端 与定 平 台用两 自由度 其
了一种 全 新 结 构 的 加 工 中 心—— LN S E E 0 如 l K — X 7 0,
点 。尤其在复杂曲面的加 工中具有很好 的应用前 2 。
景 。LN S E E 0 I K — X 70是 一 款 立 足 于 中国 制 造 , 用 国 运
・
/‘等 一u l a 平 l
v l p n fte tc n lg . eo me to h e h oo y
Ke wo d y r s:Ma hi o lwih S ra c ne T o t e il& Pa al lSt cu e;NC S se ;Tr n fr to t e a n ru l r le r t r u ytm a so mai n Bewe n Re la d Vit a
哈尔滨工业大学科技成果——多轴超精密数控加工机床及其部件制造
哈尔滨工业大学科技成果——多轴超精密数控加工机床及其部件制造主要研究内容为满足日益增长的超精密零件加工要求,特别是复杂形状、功能表面形状、需要多轴联动加工的超精密加工需求,哈工大精密工程研究所自十年前开始研究四轴联动超精密加工机床。
该机床主要由X、Z液体静压导轨轴、气体静压主轴(C轴)及快刀FTS轴或B轴等组成,经黑龙江省计量检定院检测,该机床关键技术指标接近或达到了国外同类商品化机床的精度水平,所集成快刀系统可实现复杂非轴对称微结构功能表面的加工,集成的B轴可实现精密磨削。
同时,机床采用了模块化设计思想,使得本系统具有较高的开放性,可靠性和可维护性,允许进一步进行功能扩展和二次开发。
近几年本所已经为用户生产了三台该类型机床,使用效果良好。
本项目的技术支持单位哈尔滨工业大学精密工程研究所多年来从事各类型超精密非标测试设备和超精密机床的设计与研制工作,在机床静压导轨、气体主轴等机械部件、电控系统及数控软件系统研制等方面均有成熟技术,有多台套超精密测试设备和超精密机床获得国防及省部级科技奖励,有30余项发明专利和制造标准。
目前精密轴系与导轨的半精和精加工及检测、机床数控系统主机外购与电控系统制造、刀架与快刀制造、高刚度低速摆动轴系制造、机床气动液压等附件制造等,均有成熟技术工艺和外委协作单位,主要测控部件、光栅传感器、电机等也均有可选的国际国内产品。
这些前期基础研究及配套产品或配套协作,将为该项成果的产业化提供相关支持。
主要应用多轴联动超精密数控车床主要用于生产光学镜片、模具、惯性器件以及微结构功能表面加工等。
随着加工精度的不断提高和电子产品的应用,未来将在光电子产品等诸多领域有越来越多的应用,特别是在沿海一带1-3年内已有近百台需求,目前已有意向需求十余台。
同时超精密轴系与导轨、超精密辅助部件的市场需求量也较大,在精密装备、测试设备、精密机床等领域有广阔的市场空间。
主要技术指标主轴\C轴回转精度<0.05μm,C轴模式角度分度0.001度,主轴最高转速4000rpm;X\Z导轨行程200mm,导轨光栅分辨率5nm,直线度:0.2μm/全程;可加工零件最大尺寸350mm,典型加工零件的形状误差小于0.5μm,表面粗糙度Ra小于10nm;快刀FTS输出最大频率2kHz。
哈工大 数控技术大作业

《数控技术》课程(2013)大作业院(系)机电工程学院专业机械制造及其自动化姓名Guobs学号1100800班号1008任课教师完成日期2013.5.2哈尔滨工业大学机电工程学院2013年5月说明一、大作业应包括下列主要内容:1.目录;2.题目1的要求(精简版)与报告;3.题目2的要求(精简版)与报告;4.题目3的要求(精简版)与报告;5.其他内容二、注意事项:1. 报告可以打印,也可以手写,手写的请扫描后粘贴入word文件中,形成电子文档;2. 调研部分,不要为了凑字数,而撰写大量无关内容。
字数不重要,重要的是对调研内容的自我总结;3. 在大作业的最后,如果愿意,可以谈一下对课程的感受和建议;4. 报告的电子版请以班级为单位,刻录在光盘中交给任课教师。
三、报告请用A4纸双面打印,左侧装订,统一交给任课教师,以备检查。
四、此说明页请勿删除。
目录作业一:调研报告——数控系统的国内外发展及应用现状一、引言 (1)二、数控系统的发展过程和趋势 (1)(一)数控系统的发展过程 (1)(二)数控系统的发展趋势 (2)三、国内外数控系统功能介绍与应用分析 (4)(一)国内数控系统 (4)(二)国外数控系统 (5)四、国内数控系统与国外数控系统的比较及存在的差距 (7)(一)国外数控系统现状 (7)(二)国内数控系统现状 (8)(三)国内数控系统与国外数控系统存在的差距 (8)五、小结 (9)六、参考文献 (9)作业二:加工中心零件加工编程一、目的和要求 (10)二、数控机床设备 (10)三、加工工艺制订 (11)(一)加工零件 (11)(二)工艺分析 (11)四、要完成的程序编写任务 (13)五、加工工件和坐标系 (13)六、加工程序 (14)作业三:典型曲线数字积分法插补方法一、目的 (16)二、要求 (16)三、DDA法椭圆插补 (16)(一)DDA法椭圆插补积分表达式 (16)(二)DDA法椭圆插补的步骤 (17)(三)插补器的结构框图 (18)(四)DDA法椭圆插补的终点判别 (18)四、DDA法椭圆插补实例 (19)调研报告——数控系统的国内外发展及应用现状机电工程学院:郭本生学号:1100800117摘要:数控系统是现代制造技术的基础,应用十分广泛,它使普通机械被数控机械所代替,全球制造业发生了根本性变化。
哈斯在大工件加工中的优势

哈斯国内大型机床的应用案例
贵州云马飞机制造厂 提起贵州的安顺,印象难免会往黄果树倾斜,这 里山清水秀,景色宜 人。中国航天工业第一集团公司贵州,,作为一家航空制造领域的三线 企业, 就隐居在这些充满灵气的群山之中,没有黄果 树瀑布整日的怒吼咆哮,只是 埋首默然耕耘,却常常 “不鸣则已,一鸣惊人”。 走进云马的车间发现它和其他行业的车间并不一样,映入眼帘的都是一 台台“大家伙”,和那些超大型的龙门式 机床相比,哈斯的两台VF-9 和VF11 在其中最多只能算中 等身材,但这并不影响它们在云马一天18小时的运 转。 主要为空客A320、波音做一些 机翼、垂直尾翼、水平尾翼等相关铝部件的加 工。 VF-9 和VF-11 是航空领域使用得比较多的机床,因为 这两款机型行程 大,能满足铝、钛等多种切削材质的加工,配合哈斯的转台,可以实现4 轴 联动,而价格非常经济。哈斯还配有抗震齿轮箱,包括一个独立的干润滑循 环系统,为齿轮箱内的所有关键部位润滑。齿轮箱用聚氨酯衬垫分隔开,从 而消除了可能造成精加工中表面过刀痕迹的振动。
2134*1016*813mm
EC-3000
3048*1016*813mm 8-9周
以上所列价格为标准配备 图片所显示的样机可能附加选项
超大型卧式加工中心
HS-3/3R
3810*1270*1524mm 39-40周
HS-4/4R
3810*1676*1524mm 39-40周
以上所列价格为标准配备 图片所显示的样机可能附加选项
哈斯在国际市场上大型机床的客户
• 汽车制造 –美国车桥 –美国卡特彼勒公司 –戴姆勒-克莱斯勒 –康明斯 –德尔福公司 –底特律(Detroit Diesel) –伊顿公司 – 法国套管 –福特 –通用汽车 –哈雷戴维森 –本田汽车 –美国迪尔公司 –美国江森自控公司 –老兄MACK卡车公司 –罗克韦尔自动化
以工程素质为导向的工程训练体系的研究
结构带来 了深 刻的变化 。但是 , 国的数控加工人 我
才无论从数量上还是结构上远远不 能满 足制造业 的需 求 。我 国实施 新型工业化 , 要求数控加工人 才 , 不但需
大, 对信息技术 、 汽车 、 轻工 、 医疗等国民经济的重要行 业 的发展起着举 足轻重的作用口 。数控 加工技术成为 ]
掌握系统而扎实 的机械 加工理 论知 识 , 要具备 较高 更
的工程素质。工程 素质是工 程实际对技术人 员所提 出 的有关工程概 念 和实际 技术 的基本 要求 , 长期 的教
练体系 , 以我 国制造业发展对数控 加工知识 、 能力 和素
() 1 国际化 。加人 世 贸组 织后 , 国正 在逐 步变 中
质结构 的要求 出发 , 建立合理 的工程训练结构 框架 , 使
得 工程训 练 的内容 不再 仅 仅是 常规 制 造技 术基 础 训 练, 同时要融人先进制造技术训练 、 综合 与创新实 践训 练以及综合素质训练 的内容 , 将机 械、 算机及其 系统 计 等相关知识和理论 紧密 结合 , 使工 程训 练成为 工程设 计、 工程制造 、 工程 管理 和创新 实践等现代 科学思想 与
造设备总价 值超 过110 元 。学 生通过 到实 习场 地 0万
参观听其讲解 , 切身体验工业生产现场 , 掌握基础 的理 论知识 , 并初步 了解设 备、 工具 , 从而 达到对工 程的初
步认知 。 ・ 2 基 础制造 训练 .
() 3 个性 化。 以工 程 素质 为导 向 , 控加 工工 程 数
素质为导 向的数控 加 工 工程 训练 体 系应具 有如 下特
点:
培养学生工程素质 的最好 途径 , 高等 学校 为培养 学生
哈挺刀塔数控车床原点的调整方法【干货技巧】

哈挺是全球享有盛誉的机床设备制造引领者,公司秉持经典与传承、创新与先进的理念,为客户提供包括车削、铣削、磨削与工装夹具在内的全系列机加工设备和优化的专用解决方案。
那么弄清楚哈同机床程序原点在机床坐标系中的位置,通过对刀完成。
对刀的实质是确定工件坐标系的原点在机床坐标系中位置。
对刀是数控加工中的主要操作和重要技能。
对到的准确性决定了零件的加工精度,同时,对刀效率还直接影响数控加工效率。
刀塔数控车床原点的调整方法
1.选择MDI方式
2.按OFSSET按键
3.写参数
4.SYSTEM
5.参数
6.PMCMNT
7.信号
8.K参数
9.K0.6
10.返回信号界面
11.输入X5.6,按<搜索>键
12.松开刀塔电磁阀
13.手盘刀塔至正确的夹紧位置
14.确认X5.6=1
15.回零模式
16.原点设定
至此,刀塔应该能正常运转了,若之前不是在12号刀位做的原点设定,将12号刀位转到工作位置,再执行第9,15,16,即可正确设定完成。
17.K0.6设为0,写参数设成0。