GM 1927-01(SGM) Project Plan 090508
GM1927全球供应商质量手册(中文)
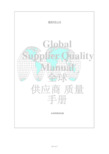
GM1927-01(全球APQP项目计划)
初始技术评审
初步 R@R 计划
产能分析
R@R GM1960 (实施)
17
经验教训
Initial-TR 初始技术评审
经验教训概述
经验教训评审
September 24, 2008 May 8, 2009
GM1927-1 GM1927-1(SGM)
概念整车工 程释放 (CVER) 产品释放 -110
结构整车工 程释放 (SVER) 产品释放 -98
集成整车工 程释放 (IVER) 产品释放 -83
BIW MRD CVER / -54 /
SVER / IVER -48 / -45
SORP 0
M1 GA MRD -42
M2 & PPV GA MRD -32
定点前 Pre-Sourcing
Pre-Sourcing 定点前
阶段评审
阶段评审 关键交付物
阶段评审 1 -启动会议 定点后30天内 APQP 供应商状态工作表GM1927-34(SGM) 启动会议检查清单 GM1927-14(SGM)
售后数据/下降计划
阶段评审 2 (最终期限 - 78)
阶段评审 3 (最终期限 -52)
全球APQP项目计划(整车项目)
GM GVDP 5.0 33/20 全球APQP任务 -16re-Sourcing 定点前
= Repeat previous activity
PPV BIW MRD -39 MVBns BIW MRD -25 MVBs BIW MRD -15
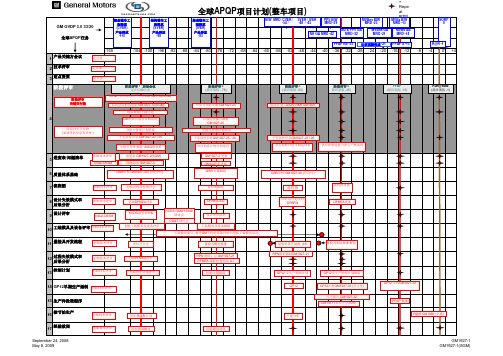
流程图
针对设计更改的 DRBFM
流程图更新
初始技术评审
初始DFMEA评审 KCDS进度表和& KCDS GMW15049 研讨会
GM_1927-01_Project_Plan
Initial Control Plan Review
Control Plan Follow Up
GP12 & Production Control Plans
GP12 & Production Control Plans Updates GP12 Audit GM1927-33 (Compliance) Dimensional Report GM1927-32 GM1411 (if not full)
QSB or Greenfield Facility implementation Follow Up
QSB Audit GM1927-30 (Compliance) or Greenfield Assessment Checklist GM1927-31 Flow Chart Flow Chart Updates
7 Flow Chart 8 DFMEA
Flow Chart Follow Up
Initial -TR
Initial DFMEA Review
KCDS GMW15049 Workshop GD&T Workshop
DFMEA Follow Up
DRBFM for any design change
DFMEA Update
Global APQP Project Plan
GM GVDP 5.0 33/20 Global APQP Tasks -165 Commodity Key 1 Stakeholders Mtg 2 Technical Reviews 3 Supplier Eligibility
Pre-Sourcing Pre-Sourcing Pre-Sourcing Tiered Supplier APQP Assessment GM1927-7 CVER P Release -110 SVER P Release -98 IVER P Release -83
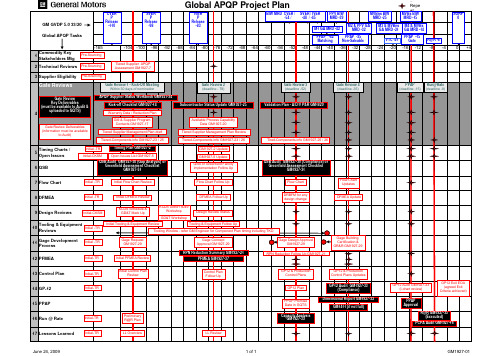
GM 1927-34(SGM) GM Global APQP Supplier Status workbook供应商 090521

Supplier Name: Supplier Phone:供应商名称电话Mfg. DUNS: Plant Location & Country:DUNS 号工厂地址及国家 Supplier Contact: Part Name:供应商联系人零件名称 Program: Part Numbers:项目零件号Auditor: (SQE) Auditor Phone:评审人员(SQE)评审人员电话 Auditor: E-Mail: GM Division:评审人员 E-MailGM 分部APQP Gate Review 1APQP Gate Review 2APQP Gate Review 3APQP Gate Review 4PPAP Review Run @ Rate ReviewAssessmentAssessment Assessment Assessment AssessmentAssessmentNOT ASSESSEDNot Assessed Not Assessed Not Assessed #REF!Not AssessedNot AssessedNot AssessedNOT ASSESSEDNOT ASSESSEDNot Assessed Not Assessed Not Assessed Not Assessed Not Assessed Not Assessed Not AssessedNot Assessed Not Assessed Not Assessed Not Assessed #REF!Not Assessed Not Assessed Not Assessed Not Assessed Not Assessed Not Assessed Not Assessed Not Assessed Not Assessed Not Assessed Not Assessed Not Assessed Not AssessedNot Assessed Not Assessed Not Assessed Not Assessed NOT ASSESSEDNot Assessed Not Assessed Not Assessed Not Assessed Not AssessedNot Assessed Not AssessedNot AssessedTier II Management Not Assessed NOT ASSESSEDNot Assessed Not Assessed Not Assessed#REF!Not Assessed #REF!NOT ASSESSEDNOT ASSESSEDNot Assessed Not AssessedNOT ASSESSED Not AssessedNot AssessedNot Assessed NOT ASSESSEDNOT ASSESSEDNot Assessed Not Assessed Not Assessed Not Assessed Not AssessedNot AssessedNot AssessedNot Assessed#REF!Not Assessed #REF!#REF!Not Assessed Not AssessedHighlighted box indicates Deep Dive task突出显示单元格表示的是深挖任务Grey box indicates task not reviewed as adeliverable at this Gate 灰色单元格表示此阶段无需审核该交付物Gate Review Decision阶段审核结论APQP Task:APQP 任务:DFMEADimensionals and Matching 尺寸和匹配Gage 量检具Tooling 工装模具Timing Charts 进度表Open Issues List 问题清单Quality System Basics 质量体系基础Flow Chart 流程图Capital Equipment PFMEAControl Plan 控制计划GP-12Customer Feedback 顾客反馈PPAPADVP&RRun@RateLessons Learned 经验教训GM Global APQP Supplier Status Summary GM 全球APQP 供应商状态汇总September 23,2008May 21, 2009GM1927-34GM1927-34(SGM)。
GM1927-04APQPManual(可编辑修改word版)

GM Advance Product Quality Planning ManualTable of ContentsGM ADVANCE PRODUCT QUALITY PLANNING (1)WORK INSTRUCTIONS (2)VALVE A (3)G ENERAL R EQUIREMENTS (3)D ESIGN R EVIEW (3)C OMMERCIAL I SSUES (4)P LANT L AYOUT AND P ROCESS F LOW (4)DFMEA (4)L ESSONS L EARNED AND W ARRANTY (5)G AGE AND T OOLING E QUIPMENT R EVIEW (7)V ALIDATION AND ADVP & R (8)PFMEA AND E RROR P ROOFING (8)P ROCESS C ONTROL P LAN (8)D IMENSIONAL P LAN (9)M ATERIALS/DCS F ILE L OGS (10)D ESIGN A PPEARANCE Q UALITY (10)C ONTAINERIZATION (10)T IERED S UPPLYBASE (11)PPAP (11)R@R (12)GP-12 (12)QSB (12)VALVE B (14)G ENERAL R EQUIREMENTS (14)D ESIGN R EVIEW (14)C OMMERCIAL I SSUES (15)P LANT L AYOUT AND P ROCESS F LOW (15)DFMEA (15)L ESSONS L EARNED AND W ARRANTY (16)G AGE AND T OOLING E QUIPMENT R EVIEW (16)V ALIDATION AND ADVP & R (16)PFMEA AND E RROR P ROOFING (17)P ROCESS C ONTROL P LAN (17)D IMENSIONAL P LAN (17)M ATERIALS/DCS F ILE L OGS (17)D ESIGN A PPEARANCE R EQUIREMENTS (18)C ONTAINERIZATION (18)T IERED S UPPLY-B ASE (18)PPAP (19)R@R (19)GP-12 (19)QSB (19)PPAP (21)G ENERAL R EQUIREMENTS (21)C OMMERCIAL/O PEN I SSUES (21)PFMEA & E RROR P ROOFING (21)D ESIGN A PPEARANCE R EQUIREMENTS (21)T IERED S UPPLY-B ASE (22)R@R (22)GM 1927-04 Advance Product Quality Planning Manual May 2011GP-12 (22)R@R (23)G ENERAL R EQUIREMENTS (23)D ESIGN R EVIEWS, M ATH, AND GD&T (23)PFMEA & E RROR P ROOFING (23)T IERED S UPPLY-B ASE (23)GP-12 (23)APPENDICES (24)A PPENDIX A - APQP G ENERAL T IMING (25)A PPENDIX B – A SSESSMENT R ASIC (26)A PPENDIX C – G LOBAL APQP RASIC (27)A PPENDIX D – R EQUIRED D OCUMENTS, R EFERENCES, & R ESOURCES (28)Design Review (28)Commercial Issues (28)Plant Layout and Process Flow (28)DFMEA (28)GM SQE (28)Lesson Learned and Warranty (28)Gage and Tooling Equipment Review (28)Validation and ADVP&R (28)PFMEA and Error Proofing (28)Process Control Plan (28)Dimensional Plan (28)Material & DCS Logs (29)GM DE & Materials Eng (29)Appearance/Grain/Cloth (29)Containerization (29)Tiered Supplybase (29)PPAP (29)R@R (29)GP 12 (29)QSB (29)A PPENDIX E – G LOSSARY (30)GM 1927-04 Advance Product Quality Planning Manual May 2011GM Advance Product Quality PlanningGM’s vision is to Design, Build, and Sell the World’s Best Vehicles, in order to do that we must have a robust plan. That plan must include great designs, great manufacturing processes and great quality systems.We have learned that the critical components to a successful quality system are communication and standardized work. The purpose of this manual is to communicate GM’s expectations and provide standardized work during the product development cycle.This manual is intended as a supplement to the AIAG Advance Product Quality Manual, which provides the framework and detail for good advance quality planning. The manual is designed to help GMpersonnel and suppliers understand the expectations specifically related to GM launches.In order to help support GM’s vision, the planning process has been split into four reviews, Valve A, Valve B, PPAP and R@R. In the following sections there are four procedures d efining ‘who, what, and when’ for each of the review. Each procedure includes standardized work showing the requirements,escalation options, reference documents, and methodology behind each task.GM 1927-04 Advance Product Quality Planning Manual May 2011Work InstructionsThe following are the work instructions for the task requiring a status of Red, Yellow, or Green. They are intended to show the SQE and Supplier what the ‘ideal’ state for each task is. The ultimate goal is to reach the ‘ideal’ state for each task in order to support program timing for delivering a quality part by the required PPAP date. Deviations from the ‘ideal’ state are listed in the work instructions. The appropriate category shall be selected and loaded into GQTS by the supplier regardless if the part(s) are statused as Supplier or Customer Monitored. If the parts(s) are statused as Customer-Monitored, the SQE will approve the supplier’s submission. A worksheet (GM 1927-34) has been provided for the SQE and supplier to use as a summary sheet. Also, included in the work instructions are Resources and References, regional documentation requirements, and suggested methodologies to help the team achieve the required content.GM 1927-04 Advance Product Quality Planning Manual May 2011Valve AGeneral RequirementsTiming:•Valve A is targeted to be completed three (3) weeks prior to Tool Kick-Off (TKO). TKO is commodity specific and is based on the official program timing template generated through theProgram Timing Office.•The individual tasks shall be cadenced appropriately from sourcing to the Valve A event. See Appendix A for recommended cadence of events.Ownership:•All events (Valve A, Valve B, PPAP and R@R) shall be coordinated by the supplier with input from SQE.•Valve A shall be attended at a minimum by:o Supplier: Program Management, Quality, Manufacturing, and Engineeringo GM: SQE, Design Release Engineer, and Purchasingo Optional attendees: Dimensional Engineering, GD&T group, and Appearance Engineer Deliverables:• A supplier kick-off meeting shall be conducted at award of the business. The GM 1927- 14 should be used as reference and best practice for the meeting agenda and content discussion.GM SQE shall communicate program timing deliverables at that time. The supplier shallmaintain a contact list for each program over the life of the program. The list shall include at aminimum: Name, Position, Cell Phone, email, 24-hour contact, and escalation priority (i.e. whoshould be called 1st, 2nd, etc) for all necessary supplier personnel.•Each program shall have one open issues list that includes all program issues; this would include, but is not limited to, all commercial, design, engineering, quality and manufacturingissues.•APQP specific timing items shall be maintained on one overall program management timeline with additional program critical information such as timing for tooling, testing etc.•Red, Yellow, or Green status shall be identified for each item listed per Appendix A and documented according to GM1927-34 in the APQP module.Design Review•Engineering has confirmed that math data is released and is accessible to supplier.•Math data and related files include all appropriate notes on other necessary items such as materials, test specifications, software requirements, etc.•Released engineering data has been compared to the SOR/SSTS and CTS; all discrepancies have an adequate action plan for resolution.•Supplier to confirm availability of the math data and notes and has confirmed feasibility for production.•Key Characteristic Designation System (KCDS) meeting is scheduled or has been completed•Supplier to review GD&T documentation for the following:o The datum schemes are consistent with both product use and process intent.o Plans for gage development are consistent with the datum scheme.o Tolerances are understood and verified achievable by the supplier.o In cases of new technology or tighter tolerances than historically achieved, an action plan is needed to monitor the progress of capability performance throughout the process developmentphase.•Escalation Drop DownsGM 1927-04 Advance Product Quality Planning Manual May 2011o G – Adequate math data and GD&T released – Supplier has confirmed feasibilityo Y – Adequate design data not available – recovery plan in placeo Y – Datums or tolerances not agreed to – recovery plan in placeo Y – Feasibility not confirmed – recovery plan in placeo Y – KCDS not completed but scheduledo R – Adequate design data not available – recovery plan not in placeo R – Datums or tolerances not agreed to – recovery plan not in placeo R – Feasibility not confirmed – recovery plan not in placeCommercial Issues•Supplier received piece price and tooling contract to the latest available level of Math Data•Supplier has received tooling PO•SQE to verify that supplier has no additional commercial issues, i.e. issues with directed-buy suppliers pricing, etc.•Escalation Drop Downso R – No tooling POo R – Additional commercial issueso Y – Contracts need to be updatedo G – No commercial issuesPlant Layout and Process Flow•Plant Layouto Supplier to provide current plant layout for the entire facility including planned area where new program will be housed, the shipping, receiving, inventory, suspect/scrap material holdareas, etc.o Supplier to provide detailed view of area where program will be housed, if applicable should include cell configuration, in-process & finished goods inventory area, scrap area, etc.o GM SQE should review layout to make sure there are no concerns, i.e. over lapping rework and finished goods storage, if there are issues supplier needs to provide a plan to address/control •Process Flowo Supplier to provide a diagram for production and pre-production process both should include shipping , receiving , and rework , and should coordinate with the PFMEA and Control Plan;preliminary diagram should include GP-12o Process flow should include every operation within the process of making this part in accordance with the AIAG APQP and Control Plan Manual•Escalation Drop Downo R – Supplier does not have a plan/space to house the new p rogramo Y – Supplier has to move existing programs to house new programo G – Supplier has no issues with housing new programDFMEA•General Requirementso Supplier has done all necessary design analysis for part and tool manufacturability, i.e. mold flow analysis, tool material hardness, etc, for the particular commodityGM 1927-04 Advance Product Quality Planning Manual May 2011o Supplier has applied the DFMEA to all relevant areaso Supplier & GM have reviewed all warranty issues and incorporated all corrective actions into the DFMEAo Supplier has evaluated the design to determine if potential failures will be addressed via process control or the assembly equipment•GM – Design Responsibleo Supplier has worked with GM DRE to build DFMEAo Supplier has reviewed the DFMEA corresponding to the current design from the GM DRE •Supplier – Design Responsibleo Supplier has reviewed the SOR/SSTS and CTS for all design, governmental, reliability, appearance, serviceability, and any other applicable requirements and incorporated intoDMFEAo Supplier has reviewed the latest AIAG FMEA Edition and applied all applicable requirementso Supplier has considered all influences the awarded part has on mating parts and the influence of mating parts on the awarded part and incorporated into DFMEAo Supplier has provided the DFMEA corresponding to the current design to the GM DRE and the DFMEA is approved by the GM DRE•Escalation Drop Downo G – DFMEA Complete to current EWO GM responsibleo G – DFMEA Complete to current EWO Supplier responsibleo R – DFMEA Not Complete to current EWO GM responsibleo R – DFMEA Not Complete to current EWO Supplier responsibleLessons Learned and Warranty•Supplier has reviewed all similar products across all vehicles, OEMs, and manufacturing facilities and incorporated all information into Lessons Learned document or database; information cancome from customer complaints, in-house quality reviews, GP-12, warranty complaints, GM SORs,GM Process Specific Audits, etc.•Supplier has used information from Lessons Learned and incorporated into the control plan, PFMEA, DFMEA, operator instructions, and all other applicable areas; if supplier is not designresponsible they should inform product engineering of any important information •Supplier has a procedure to address warranty issues, should include how warranty returns are handled, contact info for key personnel, protocol for how potential warranty issues arecommunicated to the customer, steps as to how corrective action is fed back to lessons learneddatabase, control plan, PFMEA, etc.•Escalation Drop Downso R – Supplier has no Lessons Learned database or Warranty Issues procedure and has no plan for oneo Y – Supplier has no Lessons Learned database or Warranty Issues procedure and has plan for oneo Y – Supplier has Lessons Learned database and Warranty Issues procedure and has not incorporated informationGM 1927-04 Advance Product Quality Planning Manual May 2011o G – Supplier has Lessons Learned database and Warranty Issues procedure and has incorporated informationGM 1927-04 Advance Product Quality Planning Manual May 2011Gage and Tooling Equipment Review•General Requirementso Supplier has received toolable P-released, or at a minimum T-released, math data; if T-released there should be a recovery plan for P-released matho Supplier has received final contracted part GD&T and reviewed tolerances with GM SQE, DE, and Dimensional Engineer and is in agreemento If assembling, supplier has component part GD&To Supplier has reviewed and agreed to all SQ Part Specific SORs for gage and tooling requirements, should have been done prior to sourcingo Supplier has done all necessary design analysis for part and tool manufacturability, i.e. mold flow analysis, tool material hardness, etc, for the particular commodity•Tooling Review Requirementso Supplier has ensured that all Part or SQ SOR tooling requirements are comprehended in the tooling equipment plan and has clearly defined all tooling equipment function and verified thatall SOR requirements are satisfiedo Supplier has comprehended all component and assembly GD&T into assembly equipmento Supplier has provided error proofing plan for equipment, process flow, PFMEA, and PCP and documents are approved by SQE; For VAA suppliers, approval needed from SQE andManufacturing Engineero Supplier has provided timing chart detailing equipment build, shipment, set-up timing, expected date of first shots, PPAP, and R@R; equipment timing is to include all line itemsrequired for the part to meet all fit, finish, and function requirementso Supplier has completed and returned all relevant process specific audits, answers are to be based on what will be incorporated in the tooling equipment•Gage Review Requirementso Supplier has set-up and conducted an initial design review with the gage source, meeting attendees should at minimum include the GM DE, SQE, and craftsmanship engineer; for VAAsthe manufacturing engineer should be invited as wello Discussion for meeting should include points where any KPCs or PQCs ports will be placed on the gageo Supplier will set-up and conduct a 90% complete design review at the gage source, at a minimum meeting attendees should include the GM DE, SQE, and craftsmanship engineer; forVAAs the manufacturing engineer should be invited as well; SQE to approve gage design o Supplier has ensured that all GD&T requirements are capable of being checked on gage by some feature, and where not being checked by a feature supplier shall provide a plan as to howthe requirement will be verifiedo Supplier has provided timing for gage completion and level if gage build is staged •Escalation Drop Downso G – Tooling Design completeo G – Gage design completeo Y – Tooling design not complete; no impact to PPAP targeto Y – Gage design not complete; no impact to PPAP targetGM 1927-04 Advance Product Quality Planning Manual May 2011o R – Tooling design not complete; impact to PPAP targeto R – Gage design not complete; impact to PPAP targetValidation and ADVP & R•Requirements for supplier-responsible validation are clearly communicated by GM to the supplier.Normally these are located in Statement of Requirements Appendix G1 GMW3600 and AppendixG2. Additional requirements may be documented on drawing or in math data (DCS file log).•Supplier understands and is in agreement as represented by ADVP&R submission.•ADVP&R is approved by GM Validation Engineer and Lead Engineer.•Supplier to ensure the materials used for ADVP&R correspond to the DCS File Log•Testing and final report, GM1829, will be complete in time for PPAP approval.•ADVP&R should include plan to validate the maximum allowable regrind percentage per the material spec•Escalation Drop Downso G – SOR and design record requirements completeo G – SOR and design record requirements accepted by suppliero G – ADVP&R approvedo R – SOR and design record requirements not completeo R – SOR and design record requirements not accepted by suppliero R – ADVP&R not approvedPFMEA and Error Proofing•The supplier has adequate design information to conduct PFMEA activities•The supplier has a Pre-production PFMEA based on the design release and historical Best Practices information of similar products/processes•The supplier has identified unique aspects of the current design not covered by historical Best Practices, and prepared initial PFMEA activities on those new items•PFMEAs are a cross-functional activity•PFMEAs have been reviewed by the appropriate authority for reasonableness•PFMEA information is included in the packages to the potential tooling sources for effected processes.•The supplier has reviewed assembly PFMEAs and identified relevant issues to communicate to the various Tier 2 component suppliers•Potential tooling sources and Tier 2 Suppliers have previously demonstrated an understanding of the potential failure modes and how to compensate for them in the process design •Escalation Drop Downso G – PFMEA cross functional activities in placeo Y – PFMEAs need additional GM input to proceedo Y – PFMEAs need additional supplier worko Y – PFMEAs need communication to Tier 2s or Tooling Supplierso R – PFMEAs not complete or communicated – recovery plan not in placeo R – PFMEA not being usedProcess Control Plan•Supplier should base Pre-production Process Control Plan (PCP) on Pre-production PFMEAGM 1927-04 Advance Product Quality Planning Manual May 2011•Supplier to insure that PCP includes all requirements from the AIAG APQP & Process Control Manual•Pre-production PCP to be reviewed and approved by cross-functional team, team should include a minimum of GM SQE and DE•Supplier ensure that all Key Product Characteristics (KPCs) and Product Quality Characteristics (PQC) are treated appropriately•Supplier should include error proofing plan to be incorporated into Pre-production PCP•Supplier ensures gages are referenced as needed in Pre-production PCP•Supplier should include all applicable GM or Supplier required Lot Acceptance Testing, Part Specific SQ SORs, and Process Specific Audits requirements or recommendations in Pre-production PCP•Supplier should ensure all learnings from internal read-across activities are included in Pre- production PCP•Supplier should ensure all process testing from Part SOR, SSTS/CTS, GMW specs and DSC File Logs are included in Pre-production PCP•Escalation Drop Downso G – Pre-production Process Control Plan competed and risk appropriatelyo Y – Pre-production Process Control Plan competed and not risk appropriatelyo R – Pre-production Process Control Plan not competedo R – Supplier new to commodityDimensional Plan•Supplier completely understands GM requirements for dimensional data submissions throughout program, i.e. Prototype, Matching, PPV, NS, etc.•Key Characteristic Designation System (KCDS) meeting is scheduled or has been completed•Supplier Dimensional Plan should include:o All Key Product Characteristics (KPCs), Product Quality Characteristics (PQCs), or critical manufacturing dimensions from the GD&T and statistical capability requirements for KPCs orPQCso Critical manufacturing dimensions should include all DTS pointso A plan to support dimensional measurements for first required parts, plan to include staffing, variable measurement data collection method, i.e. CMM, Laser or White Light Scan, etc.o Part Road Map for what areas/points are required for variable data collection above any KPC or PQCs and what points/areas are attribute data collectiono Plan to repair/rework out-of-spec conditions exists (if possible)o All dimensional measurement requirements from applicable SQ Part Specific SOR •If required, dimensional status of prototypes is known•Escalation Drop Downso G – Dimensional Plan complete, no issueso G – Supplier understands requirements and has successfully done in the pasto Y – Supplier has not supported GM dimensional plan requirements in the past, possibly needs trainingo Y – KCDS not completed but scheduledo R – Supplier has no plans/resources to support dimensional submission requirementsGM 1927-04 Advance Product Quality Planning Manual May 2011Materials/DCS File Logs•Supplier has verified that all SOR and GD&T requirements are reflected in the design record•All stakeholders completely understand materials requirements and callouts in the design record •Supplier should plan to validate the maximum regrind amount per the material spec for PPAP approval•Supplier has contracted all materials and identified GM-approved sources where required•Supplier has resources to PPAP material suppliers•Escalation Drop Downso G – Material requirements are called out in the design record(s) and understoodo Y – Material callouts are present in the design record, but approved source not identified yeto R – Material callouts are required, but not present in the design record yeto R – GM-approved source does not yet exist for required materialDesign Appearance Quality•Supplier has received and clearly understands the latest level Design Appearance Requirements (DAR) document for grain and material specifications•Supplier has received and understands all required testing for appearance related validation, such as APOPS, Solar testing, MatSpec, etc., and has developed a plan to complete all testing on time forPPAP•Supplier has received and understands Grain Instruction Form / Process•Supplier has reviewed the design to understand how the design and supplier’s proces s will affect the final appearance in respects to the GM requirements listed in the DAR and has raised anyconcerns (For example, a plastics parts supplier has reviewed mold flow to understand where knitlines will be and if that is acceptable to GM requirements)•Escalation Drop Downso G – DAR Latest Level Receivedo G – Appearance related validation testing completeo G – Tooling Design complete proper Draft Identified for Graino Y – Tooling design not complete proper draft Identified; no impact to PPAP targeto Y – Test identification has not been completed; no impact to PPAP targeto R – DAR not received at latest levelo R – Tooling design not complete; impact to PPAP targeto R – Test identification has not been completed; impact to PPAP targeto R – Appearance Related Validation testing not complete for required full PPAP date Containerization•Supplier has been in contact with the GM Containerization engineer and GM DRE and working on incoming and outgoing packaging design, including footprint and dunnage where applicable, if thecontainers are returnables or expendables for both incoming and outgoing containers •Supplier has been in contact with the GM Containerization engineer and has plan and timing for when the outgoing shipping containers will be available and the amounts for each build; timingplan should include when all containers will be available, how many containers will be available ateach build, how many containers will be available at R@R and if the quantity is sufficient •Supplier shall provide production parts for all shipping trials as part of container validation, should be included in timing & build planGM 1927-04 Advance Product Quality Planning Manual May 2011•Supplier should have a design for expendable packs and timing for all validation testing of packs, design should be approved by the GM DRE and Containerization Engineer•Supplier has maintenance plan which includes storage, handling, and cleaning for containers to ensure racks are properly maintained throughout the life of the program•Escalation Drop Downso G – No Container Issues, design on tracko R – Prototype Container – No designo Y – Prototype Container - Design issueso Y – Preliminary design in processo R – GM Container Engineer not identifiedo R – Containers not in processTiered Supplybase•The supplier has confirmed lead time for all Tiered supplier requirements; Plans are adequate to support program timing•The supplier has adequate Supplier Quality procedures and resources in place, in accordance with their commodity requirements•The supplier has cascaded Run @ Rate planning activities to its Tiered supplybase•Tiered supplier items that are either Directed-Buy or Approved Source List items have a clear agreement between the supplier and GM as to APQP coverage responsibilities•Tier 1 has verified Tiered Supplier manufacturing feasibility and received documentation stating so •Tier 1 has reviewed and approved the Tiered Supplier’s preliminary PMFEA , assembly equipment error proofing, and all applicable GM part specific audits•KCDS/Pass Thru Characteristics must be reviewed by GM DRE/SQE to verify control method at tiered suppliers and incoming inspection at Tier1•Escalation Drop Downso G –Tiered Supplier’s plans are in place and adequateo Y –Tiered Supplier’s plans are not adequate, but recovery plans that support program timing are in placeo R –Tiered Supplier’s plans are not adequate, and recovery plans that support program timing are not in placePPAP•PPAP plans have been discussed by the supplier and the individual SQE responsible for approving the PPAP. Both parties have an understanding and a documented agreement of expectations forboth content and timing.•The plans should target Full PPAP Approval prior to the Vehicle MVBS MRD.•If this supplier is a Tiered Supplier (such as in Directed-Buy arrangements), adequate timing is in the plan to allow the Tier 1 supplier to complete PPAP prior to the Vehicle MVBS MRD.•Open issues affecting the completion of PPAP on time are documented and have an action plan.•Issues that do not have a clear plan for success of on-time PPAP have already been escalated for management assistance.•Escalation Drop Downso G – Plans in place for on time PPAPo Y – Plans in place, but need close monitoring to ensure on time PPAPo R – No plans for PPAP in placeo R – Plans in place, but PPAP timing at serious riskGM 1927-04 Advance Product Quality Planning Manual May 2011•Supplier clearly understands expectations regarding the purpose of the 1411 in the PPAP process •Supplier clearly understands all program deliverables for PPAP (validation, dimensional, etc.) and is aware that all issues must be documented on the 1411 at the time of the first PPAP submission •Supplier has access to AIAG manual and forms for PPAP•Escalation Drop Downso G – Supplier understands requirements and has successfully completed 1411 in the pasto Y – Supplier has not completed 1411 forms before, but understands requiremento Y – Supplier does not have access to AIAG documents, but has plano R – Supplier has no understanding of 1411 requirements & requires training R@R•GM Purchasing has provided Contracted Daily Capacity (LCR) demand data to the supplier for each awarded part•GM Purchasing and the supplier have agreed on daily operating hours that will be used to meet Contracted Daily Capacity requirements•The supplier has prepared capacity planning files showing expected process cycle times, number of tooling sets, and machine capacity loads, and any shared capacity with other program regardless of OEM•The capacity planning data shows adequate coverage of Contracted Daily Capacity requirements •If multiple tool sets or machines will be phased in over time for staged increases in capacity, the plans and timing requirements are documented•The supplier and the individual SQE responsible for approving PPAP have documented the agreed upon expectations for the Run @ Rate event, per GP-9 requirements•Escalation Drop Downso G – Contracted Daily Capacity, operating hours, and capacity plans are documented and show adequate coverageo Y – Contracted Daily Capacity requirements are not adequately covered, but a recovery plan is in place to ensure coverageo Y – Run @ Rate event plans are not documentedo R – Contracted Daily Capacity requirements are not documentedo R – Contracted Daily Capacity requirements are not covered by current plans, and an adequate recovery plan is not in placeo R – The supplier has not performed capacity planning for these partsGP-12•The supplier is knowledgeable about GP-12 activities and requirements.•The supplier has identified whether these GP-12 activities are to be developed off similar products that have been previously launched, or whether new GP-12 activities need to be developed.•Appropriate timelines have been established.•Escalation Drop Downso G – Supplier knowledgeable about GP-12o Y – Supplier needs training on GP-12 – plan in placeo R – Supplier not committed to GP-12QSB•If Supplier is QSB compliant and GM has verified then no further action required•If supplier is not compliant, theno Supplier should have QSB materials and completely understands GM requirementsGM 1927-04 Advance Product Quality Planning Manual May 2011。
MU6501L管制计划表(量产)

初版日期:2004/09/18 修訂日期1:2005/02/01 修訂日期2 修訂日期3 其他批准/日期(如需要) 方 法 抽 樣 量測方式 數量 頻率 目檢 目檢 目檢 目檢 目檢/電測 100%全檢 100%全檢 100%全檢 100%全檢 100%全檢
頁次: 修訂日期4 修訂日期5 修訂日期6 修訂日期7
4 of 5
管制方式
反應計劃
自主檢查及IPQC 1.不良重工返修 巡檢記錄 2. 不良品標示隔離 自主檢查及IPQC 巡檢記錄 自主檢查及IPQC 巡檢記錄 自主檢查及IPQC 巡檢記錄 1.不良重工返修 2. 不良品標示隔離 1.不良重工返修 2. 不良品標示隔離 1.不良重工返修 2. 不良品標示隔離
螢橋光電股份有限公司
管制計劃表
頁次:
□量試 □量產
2 of 5
機種負責人/電話 03-321-7416 分機 : 5511 跨功能小組: 本公司批准日期 : 2005/01/01 本公司代碼 生產設備/治 N 具/模具/名稱 O 電動起子 1 特 產 其他批准/日期(如需要) 性 品 管制 特性 產品/製程規 製程 分類 格/公差 作業指導票
管制方式
反應計劃
外觀
自主檢查及IPQC 1.不良重工返修 巡檢記錄 2. 不良品標示隔離 自主檢查及IPQC 1.不良重工返修 巡檢記錄 2. 不良品標示隔離 自主檢查及IPQC 1.不良重工返修 巡檢記錄 2. 不良品標示隔離
7
螢幕測試
8
齒輪組 加工(一)
POWER SUPPLY/治具 /遙控器/Video 1 S.G./三用電 表 潤滑油/電動 起子/E-環扣 1 具 潤滑油/電動 起子/E-環扣 具/烙鐵
作業指導票
GM-1925

ForewordThe GM Fixture Standards for Suppliers of Production Material was developed to establish common GM supplier PPAP checking fixture standards worldwide. Previously, fixture standards existed at the divisional or unit level only.In 1996, a development team was formed which included representatives from GM Truck, Mid/Lux, and the Small Car Group. In addition, the development process included collaboration with Saturn, GM Powertrain, and GM Canada Group.Table of ContentsSubject Page Revision Information 3 I. Preface 4 II. Part Supplier Responsibilities 5 III. Design Concept 6 IV. Concept Approval 7 V. Design Requirements 7 VI. Build Requirements 10 VII. Certification Requirements 12 VIII. Gage Repeatability and Reproducibility 13 RequirementsIX. Maintenance Requirements 14 X. Glossary 15 XI. Appendix A 16 XII. Appendix B 17Revision InformationVersion Date Section Item1.0 12/97 Release Revisions, if any to this document will be documented on this page as shown. This listwill be extended as new revisions are made, retaining the old entries for documentation purposes. The versions will sequence 1.0, 2.0, 3.0, etc. for revisions. The section and item changed can be referenced to quickly locate any changes made from version toversion.This manual supersedes the following documents:∙Truck & Bus Checking Fixture/Gage Standards (T&B 391), December, 1989.∙MID/LUX Part Fixturing Design/Build Standards, April, 1996.GM Fixture StandardsI. PrefaceA. IntroductionIn accordance with The Automotive Industry Action Group (AIAG), TheAdvanced Product Quality Planning (APQP) Manual, and The ProductionPart Approval Process (PPAP), part suppliers will obtain fixtures, if andwhen required, to monitor their product as part of their quality plan.Production part suppliers shall utilize this manual in addition to their ownstandards and requirements when quoting, designing, and buildingfixtures for General Motors purchased parts.The GM Supplier Quality Engineer (SQE) may modify the standards to thegaging situation, if the engineer deems necessary, and then only withsupporting documentation.B. ScopeThe GM Fixture Standards summarize the minimum requirements thatapply to all GM supplier PPAP checking fixtures worldwide.Although this manual exists to provide a uniform process for theprocurement of PPAP checking fixtures, suppliers are encouraged toincorporate these standards into their in-process or sub-assembly gaging.In addition to these standards, the following manuals can be utilized forreference, where applicable:The GM P.E.D.-114 Checking Fixture/Gage Standards ManualThe manual provides standards for sheet metal body componentsand assembly fixtures.The NAO Fixture Standards for Suppliers of Pre-Production Material(Ref. NAO #0042)The manual provides body-in-white sheet metal part suppliers andmajor plastic part suppliers with guidelines for designing, building,and evaluating prototype inspection fixtures.II. Part Supplier ResponsibilitiesA. When fixtures are required, the part supplier is directly responsible for allelements of the fixture procurement process. In addition, the part suppliershall document all relevant activity. Due to the varying complexity ofcomponent parts covered under this document, the supplier must contactthe procuring unit to determine the appropriate extent of the GM SQE’sinvolvement.B. The Supplier shall ensure that the following apply to all fixtures:1. Are procured in a timely manner to meet program timing objectives,including GP-11 where applicable.2. Agree with functional part usage.3. Comply with part Geometric Dimensioning and Tolerancing (GD&T)by honoring the datum scheme.4. Include the measurement of Key Product Characteristics (KPC’s)where applicable.5. Include, when required, variable data collection devices that arecapable of satisfying the AIAG Measurement Systems Analysis(MSA) requirements.6. Include the ability to discriminate part variation from nominal.C. In accordance with QS-9000 Element 4.11, the supplier shall establishand maintain documented procedures for measuring equipment control.This documentation should include:1. A dimensional inspection report. The use of a CoordinateMeasuring Machine (CMM) is preferred.2. Documentation of engineering changes.3. A Gage Repeatability and Reproducibility study.4. A fixture design print.The supplier shall maintain the change columns of both the fixture designand the fixture. The change column shall reflect the latest productiondesign level whether the fixture has been affected or not (see Section VI,Item P).The supplier is expected to resolve design problems in a timely manner.The design and construction source is responsible for immediatenotification that a problem exists. Any revision that changes the originalfixture cost must be approved by GM Purchasing.III. Design ConceptA. Prior to starting a fixture design, a preliminary design concept meetingshould be held. Core members expected to participate include thefollowing: the supplier fixture engineer, the fixture design/constructionsource representative, and the GM SQE. Other members may include:the GM Release Engineer, the Dimensional Engineering Engineer, amanufacturing plant representative, and the GM Purchasingrepresentative.B. The design concept shall consist of a sketch and a written description ofthe fixture with sufficient detail in order that the fixture design process canproceed. The design concept should not be as detailed as a completedesign, but it should include the following information:1. The part position in relationship to the fixture base. Body positionis preferred, however, other orientations may be appropriate tomaximize part/gage usage (e.g. first-use position). 90 degreeincrements should be used when deviating from body position.2. A datum scheme consistent with the specified GeometricDimensioning and Tolerancing.3. Details and devices for supporting the part.4. Proposed clamping techniques.5. Details and devices for inspection of features such as:* Key Product Characteristics* Feature lines* Functional holes* Historic areas of high process variability6. Acceptable construction materials based on fixture usage andenvironment to ensure functionality, repeatability, andreproducibility throughout the length of the part program.7. Mating or adjacent part representations or features whereapplicable.C. Operator ergonomics, part loading and unloading, and accessibility forCMM inspection and Statistical Process Control (SPC) data collectionshould be considered in the Design Concept. Operator usage should alsobe considered when fixtures are required on vehicle programs that areglobal in scope (Language for region of use).D. The X,Y,Z location(s) on product features where SPC data will becollected to monitor KPC’s shall be reviewed and approved by the GMSQE. Whenever possible, KPC’s on mating parts should be coordinatedtogether to obtain a one-to-one relationship in data results.IV. Concept ApprovalIf Concept Approval is required by the procuring division, the part supplier shallobtain Concept Approval by the GM SQE prior to initiating the fixture designprocess (see Section II, Item A).Any change which may occur during the fixture procurement process that hassignificant impact on the original concept should be reviewed with the GM SQE. V. Design RequirementsA. The Design source shall refer to the concept sketch and the writtendescription as the controlling expression of the design.B. All drawings should be full-size, and accurately represent the dimensionsshown. In addition:1. Details shall be complete in all views and must be dimensioned tomachined surfaces and/or body and/or work lines.2. All section views shall be referenced by section and sheet numbercorresponding to the call-out on the gage design drawing. (i.e.,SEC C-C or 100.0; Sheet 1).3. Drawings should include a representation of the part (phantom)shown in its gaging position. Line weight must be sufficient forreproduction.4. The stock list shall include all stock sizes, and must identifystandard items by supplier name and full catalog number.5. Fixture design details should be drawn separately from the fixtureassembly only when needed for build clarification.6. All dimensions should be in metric, however, the stock list maycontain items in standard English dimensions.7. Stock items (i.e., angle brackets, risers, hinge drops, slides, screws,dowels, etc.) should consist of standard commercially availablematerials whenever possible.8. Fixture designs may be generated utilizing either Computer AidedDesign software or manually drawn on 1.5 Mylar film.C. The environment in which the gage is to be used should be consideredwhen choosing the material, slides, pins, clamps, etc. to ensure that theyremain functional throughout the product program.D. The datum scheme shall be applied to the fixture design drawing and thegage. The general concept is to locate the part in three dimensions byuse of datum locators referred to as “primary,” “secondary,” and “tertiary”datums.E. Datum Hole Locator(s):1. Gage pins that are not used as datum locators shall not restrict partmovement in any direction not specified as a datum. This situationmay be addressed by utilizing a sliding or movable detail allowingmovement in the non-datum direction. The slide, however, shouldbe a precision slide in that it must not affect the specified locationtolerance for the datum locator.2. For attribute gaging to take full advantage of allowable tolerances,the part should be checked in the gage with datum locators madeat Maximum Material Condition (MMC). This pin may be attachedto a slide or movable detail to allow free movement in the non-datum direction.3. For variable gaging all datum locators are Regardless of FeatureSize (RFS), and shall be used to positively locate the part in thedatum direction specified. One way to accomplish this is to use aspring-loaded tapered pin. This pin may be attached to a slide ormovable detail to allow free movement in the non-datum direction.F. Datums that are positioned directly adjacent to a spotweld, seam weld orparting line shall be brought to the attention of the GM SQE. If the datumcannot be re-located, clearance shall be provided on the fixture detail tofacilitate gage R & R.G. Normal build practice notes, (i.e., dimensions for cable attachments orscrews and dowels) are not necessary on the fixture design.H. All details utilized for part inspection including check pin sizes shall beidentified on the gage design. In addition, all removable andinterchangeable details shall be identified including their associatedfunction. The use of color coding details has proven to be an effectivetechnique in communicating the use of multiple model applications on the same gage or fixture ( i.e., Buick, Chev.,Vectra, Omega, etc.).Interchangeable details require the following:1. Hardened steel bushings for locator pins.2. Permanently attached hand knobs.I. Cut lines (i.e. body grid lines) in bases larger than 48” should beconsidered when utilizing height gages for part evaluation.J. To ensure consistent dimensional checking from construction to certification, the design should include documented start points for basealignment on a coordinate measuring device. These points can be tooling balls, pins, blocks, or some other clearly identified zones on the base.K. The gage design shall be such that no detail overhangs the gage base when the detail is in any position.L. Showing redundant or right to left symmetry is not necessary on fixture designs. Wherever practical include only unique, one sided detailinformation with a “Symmetrical About C/L Except as Shown” note.M. All part information including math data used in the design and required for fixture construction must be identified on the fixture design.N. All changes to the fixture design shall be alpha-numerically indicated in a change notice block affixed to the upper right hand corner of sheet oneand ballooned throughout the design where applicable. A brief changedescription referencing the appropriate Engineering Work Order (EWO) or applicable engineering change number should be identified with eachchange event.O. Operator instructions and/or a sequence of operations on the use of the fixture shall be shown on the completed design. The use of multilingualoperator instructions should be considered where applicable.P. The production part supplier shall review the finished design with the design source and provide the fixture/gage design to the GM SQE whenrequested. The use of the Checking Fixture Design Check List isrecommended (ref. Appendix A).VI. Build RequirementsA. The construction source shall treat the design as the controllingexpression of gage construction.B. Whenever possible, all fixtures should be built to math data. Part designdrawing information should be utilized when math data is not available.1. Die models, die model dupes, cutter tapes, etc. if available areconstruction aids only.2. Surfaces of gages taken from any die models, die model dupes,etc. are to be completely checked and certified to engineering dataper above specifications.C. All datums, inspection details, clamps, and interchangeable details shallbe identified on the fixture in a visible location as shown on the design.D. For attribute checking details, the use of scribe lines, part outlines, andtrim lines are an acceptable method for part evaluation. An additionalalternative is to scribe a “Max/Min” line, capturing the theoretical nominaltrim line.E. For variable data collection devices, a standard zero block, with bushing,is to be mounted to the fixture base. The set-up dimension should be anominal value, i.e., 50.00 mm.F. Operator instructions and/or a sequence of operations on the use of thefixture shall be securely affixed to the gage. The use of multilingualoperator instructions should be considered where applicable.These must be the same instructions as shown on the fixture design(see Section V, item O).G. The use of eye-bolts for fixtures over 50 pounds is recommended.H. All weldments shall be stress relieved, unless prior approval is obtained bythe GM SQE.I. All loose and interchangeable details such as hand knobs and check pinsshall be permanently attached to the fixture. The use of self storing(restrained) devices or recoil type cables are recommended.J. The use of shims or shim stock is not an acceptable practice in the construction of GM checking fixtures.K. When templates are utilized, ¼” aluminum stock is an acceptable choice for template construction.L. All non-check fixture surfaces shall be painted medium blue.M. Any steel non-check details susceptible to oxidation should be coated in such a manner as to provide long term protection based on usage,environment, etc. Wipe-on solutions that are removed by normal handling of the details are not recommended.N. All check pins shall be manufactured from an acceptable material and hardness to ensure durability and functionality throughout the life of thepart program.O. Fixture Construction Tolerances1. All fixture details including fixture bases, datums, and inspectiondetails shall be accurately manufactured in order to ensure theaccuracy required for product inspection.2. General guidelines are as follows:a. All datums used to position the part in the gage are to belocated in the gage within +/- 0.10 mm.b. All fixture details such as check pins and bushings, detailsused for electronic measuring devices, etc. which check partfeatures are to be located within +/- 0.15 mm.c. Surface contour features for in-line/feeler checks are to bewithin +/- 0.15 mm.d. Trim line features for in-line/feeler checks are to be within+/- 0.20 mm.e. Templates are to be within +/- 0.25 mm.f. Sight checks are to be within +/- 0.50 mm.3. When certain part features drive deviations from the abovespecifications, the 1/10th rule can be utilized for fixture tolerancing.Ten percent of the tolerance specification indicated on the partdrawing for the particular part feature can be used for buildtolerances.P. A metal identification tag shall be affixed to each fixture with the following information at a minimum and updated as required:∙Part name(s).∙Less finish part number(s).∙Engineering change level.∙Product line, year, and usage.∙Build source name.∙“Property of General Motors.”If the fixture is utilized to inspect additional parts or assemblies, aseparate tag containing the drawing numbers, engineering levels, anddates may be required.Q. The production part supplier shall review the finished fixture with theconstruction source. The use of the Checking Fixture Build Check List isrecommended (Appendix B).VII. Certification RequirementsA. Prior to part supplier approval, the construction source shall inspect andcertify in writing the completed fixture.B. The certification must include at a minimum the following: datums, andfunctional gage features such as data collection devices, flush checks,nets, gage pins, pin locations, mating part representations constructionballs, etc.)C. The construction source shall develop an easily comprehensible X Y Ztype check sheet and/or coordinate print-out from a coordinate measuringmachine. The check sheet should be sufficiently documented to easilyrelate the check points back to the part drawing. An example is providedbelow:X Master X Check X Diff. Y Master Y Check Y Diff. Z Master Z Check Z Diff. Vec.Diff. Type Datum A23900.000 3899.942 -0.058 500.000 500.086 0.086 1592.500 1592.500 -0.000 0.1033 SurfRd Det #5 3MM Flr. Const.3910.000 3909.998 -0.002 -207.700 -207.812 -0.112 1605.000 1605.000 -0.000 -0.1119 SurfRdD. In addition to the certification provided by the construction source, anindependent third party audit should be considered at the discretion ofeither the part supplier or the GM SQE. The purpose of the certification isto have a third party verify dimensionally the master coordinates andpoints checked and documented by the build source.E. To ensure consistency in base alignment, the certification source shoulduse the same start points as the construction source, and not just arbitrarypoints.F. A copy of the certification is to be provided to the part supplier/ GM SQEwhen requested.G. When a fixture is inspected and found to be dimensionally incorrect orspecifications are not met, the part supplier is directly responsible toidentify the root cause and implement corrective action.VIII. Gage Repeatability and Reproducibility RequirementsA. The Gage Repeatability and Reproducibility process evaluates whetherthe fixture will function as a sufficient measurement device.B. The AIAG MSA Manual contains the recommended format for conductingthe Gage R & R Study. (see AIAG MSA Manual, Chapter II, Section 4)C. The initial functionality and repeatability tryout identifies obvious problemswith the measurement system and verifies design intent regarding gagefunctionality. The Range Method is a gage study which will provide aquick approximation of measurement variability. This method however,will not delineate variability into repeatability and reproducibility.For initial evaluation of datum scheme repeatability;1. Points selected for the Gage R & R study should be sufficient inquantity to evaluate each of the three (3) planes. The points on thepart should be selected in such a manner that they are farthestaway from the datum(s).2. Additional points may be required depending on the part size, andthe part flexibility.D. The Average and Range method is a mathematical method which willdetermine both repeatability and reproducibility for a measurement system.This method is required for PPAP.Guidelines for acceptance of an Average and Range Gage R & R studyare:1. Under 10% error gage system acceptable2. 10% to 30% error may be acceptable based on the importance ofthe application, gage cost, cost of repairs, etc.3. Over 30% error gage system needs improvement. Make everyeffort to identify the problems and have themcorrected.If there is any question whether the percentage of gage error listed in item2 above requires improvement, contact the procuring division SQE (seeSection II, Item A).E. Each Key Product Characteristic that utilizes variable data collectionrequires independent R & R evaluation.F. A Gage R & R study should be performed after any modifications aremade to the fixture which might affect the repeatability and reproducibilityperformance. (See Section IX, item B)IX. Maintenance RequirementsA. In accordance with QS-9000 Element 4.11, the part supplier must performregularly scheduled fixture maintenance (based on usage) to retain themeasurement capability of the fixture throughout the entire part program.B. The part supplier must continually update fixtures to the latest engineeringlevel, whether the ongoing changes affect the fixture or not. When anengineering change does affect fixtures, the gage must be modified, re-certified, and a Gage R & R study must be performed. This applies to anyengineering change which may take place throughout the entire length ofthe part program.X. GlossaryBody Position:The positioning of the part in the gage in the identical orientation the part willhave in the final assembled vehicle.Design Concept:The first level of development in the gage design process. The purpose of thedesign concept is to establish and document the requirements of the gage. Thiswill ensure the gage designed includes all the requirements of the part supplierand GM.First-Use Position:The positioning of the part in the gage in the identical orientation the part willinitially have in the assembly tooling as it is first assembled. An example of first-use position is a door ring which may be laying on its side as brackets arewelded to it in the assembly process.Gage Certification:The dimensional verification that the gage details (i.e. datums, SPC details, etc.)have been manufactured to facilitate accurate part measurement.Gage Design:The final construction drawings that will enable the gage builder to construct thegage intended for the part supplier.Gage Repeatability and Reproducibility:A measurement system analysis of the gage. The analysis is described in theAIAG Measurement Systems Analysis Manual.Key Control Characteristics (KCC’s):Process parameters for which variation must be controlled around some targetvalue to ensure that a Key Product Characteristic (KPC) is properly maintainedat its target value. Variation in KCC’s will cause variation in the correspondingKPC’s.Key Product Characteristics (KPC’s):Product characteristics for which reasonably anticipated variation couldsignificantly affect the product’s safety or compliance with governmentalstandards or regulations, or is likely to significantly affect customer satisfactionwith a product.X,Y,Z Check Sheet:A table which is used to document the dimensional inspection of a gage. Itconsists of columns representing the original design dimensioned coordinates,the coordinates of the actual built gage, and the deviation between the designdimensions and the actual dimensions.Appendix A Checking Fixture Design Check ListAppendix B Checking Fixture Build Check List。
GM 1927-59 Controlled Shipping Kickoff Meeting Worksheet 090727
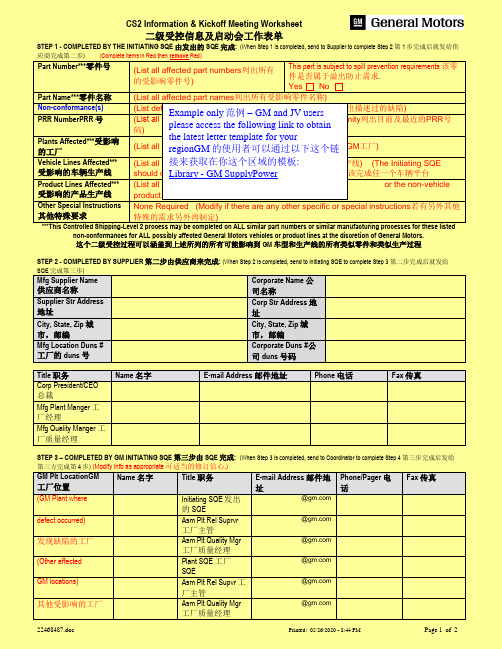
STEP 1 - COMPLETED BY THE INITIATING SQE由发出的SQE完成:(When Step 1 is completed, send to Supplier to complete Step 2第1步完成后就发给供应商完成第二步) (Complete items in Red then remove Red)Part Number***零件号(List all affected part numbers列出所有的受影响零件号) This part is subject to spill prevention requirements该零件是否属于溢出防止需求.Yes NoPart Name***零件名称(List all affected part names列出所有受影响零件名称)Non-conformance(s) (List defects as noted on the exit request and entry letter列出描述过的缺陷)PRR NumberPRR号(List all current and recent PRR’s related to the non-conformity列出目前及最近的PRR号码)Plants Affected***受影响的工厂(List all affected GM operations or plants列出所有受影响的GM工厂)Vehicle Lines Affected***受影响的车辆生产线(List all affected GM vehicle lines列出所有受影响的车辆生产线) (The Initiating SQE should complete either the vehicle platforms发出的SQE应该完成任一个车辆平台Product Lines Affected***受影响的产品生产线(List all affected GM product lines列出所有的受影响生产线) or the non-vehicle product lines affected或非同类型车型的产品生产线)Other Special Instructions 其他特殊要求None Required (Modify if there are any other specific or special instructions若有另外其他特殊的需求另外再制定)***This Controlled Shipping-Level 2 process may be completed on ALL similar part numbers or similar manufacturing processes for these listed non-conformances for ALL possibly affected General Motors vehicles or product lines at the discretion of General Motors.这个二级受控过程可以涵盖到上述所列的所有可能影响到GM车型和生产线的所有类似零件和类似生产过程STEP 2 - COMPLETED BY SUPPLIER第二步由供应商来完成:(When Step 2 i s completed, send to Initiating SQE to complete Step 3第二步完成后就发给SQE完成第三步)Mfg Supplier Name 供应商名称Corporate Name公司名称Supplier Str Address 地址Corp Str Address地址City, State, Zip城市,邮编City, State, Zip城市,邮编Mfg Location Duns #工厂的duns号Corporate Duns #公司duns号码Title职务Name名字E-mail Address邮件地址Phone电话Fax传真Corp President/CEO总裁Mfg Plant Manger工厂经理Mfg Quality Manger工厂质量经理STEP 3 – COMPLETED BY GM INITIATING SQE第三步由SQE完成:(When Step 3 i s completed, send to Coordinator to complete Step 4第三步完成后发给第三方完成第4步)(Modify info as appropriate可适当的修订信心.)GM Plt LocationGM 工厂位置Name名字Title职务E-mail Address邮件地址Phone/Pager电话Fax传真(GM Plant where Initiating SQE发出的SQE@defect occurred) Asm Plt Rel Suprvr工厂主管@发现缺陷的工厂Asm Plt Quality Mgr工厂质量经理@(Other affected Plant SQE 工厂SQE@ GM locations) Asm Plt Rel Supvr工厂主管@其他受影响的工厂Asm Plt Quality Mgr工厂质量经理@Example only范例– GM and JV users please access the following link to obtain the latest letter template for your regionGM的使用者可以通过以下这个链接来获取在你这个区域的模板:Library - GM SupplyPower(Support SQE’s C/O Deploy m’t SQE相关SQE@- list as needed)Top Focus SQE @ 支持的SQE Single Point SQE @Exec. Champion执行者Executive Champion执行者@WW Purchasing采购Buyer采购员@Checks to be Performed执行中需要检查的:All parts and containers to be reviewed specifically for the defect as detailed above, as well as any other obvious non-conformities. 所有的零件和包装要特别检查是否有上述的缺陷,此外是否还有其他明显缺陷的。
GM 1927-14(SGM) Kick-Off Mtg Checklist 090323
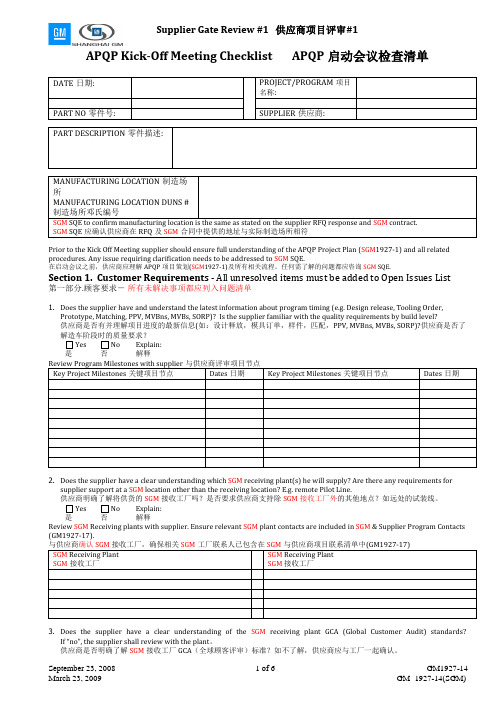
Prior to the Kick Off Meeting supplier should ensure full understanding of the APQP Project Plan (SGM1927-1) and all related procedures. Any issue requiring clarification needs to be addressed to SGM SQE.在启动会议之前,供应商应理解APQP项目策划(SGM1927-1)及所有相关流程。
任何需了解的问题都应咨询SGM SQE.Section 1. Customer Requirements - All unresolved items must be added to Open Issues List 第一部分.顾客要求-所有未解决事项都应列入问题清单1.Does the supplier have and understand the latest information about program timing (e.g. Design release, Tooling Order,Prototype, Matching, PPV, MVBns, MVBs, SORP)? Is the supplier familiar with the quality requirements by build level?供应商是否有并理解项目进度的最新信息(如:设计释放,模具订单,样件,匹配,PPV, MVBns, MVBs, SORP)?供应商是否了解造车阶段时的质量要求?Yes 是No否Explain:解释2.Does the supplier have a clear understanding which SGM receiving plant(s) he will supply? Are there any requirements forsupplier support at a SGM location other than the receiving location? E.g. remote Pilot Line.供应商明确了解将供货的SGM接收工厂吗?是否要求供应商支持除SGM接收工厂外的其他地点?如远处的试装线。
北京瑞光部队专网解决方案
14、接口转换器/协议转换器系列 1) IDM STM1/GE 多通道汇聚式网桥 2) IDM GE/STM4 协议转换器 3) IDM GE/63E1 协议转换器 4) IDM STM-1 光电接口转换器 5) IDM CP519 网桥/光猫集中型 6) IDM 16E1/FE、IDM 8E1/FE、IDM 5E1/FE、IDM 4E1/FE、IDM E1/FE 网桥、 7) IDM 16E1/FE-OPT、IDM 8E1/FE-OPT、IDM 5E1/FE-OPT、IDM 4E1/FE-OPT 网桥 (以太网电口和以太网光口) 8) IDM E1-V.35 接口转换器 IDM-ISDNMODEM (双绞线上用 2B1Q 传送 2 个 64K 用户的业务,与 IDM 系列的 ISDN 卡配合使用) 9) IDM-OPTCONV 光纤中继转换设备
TL9000标准教材
确利达 — 创造企业新动力!
TL9000认证适用范围
• TL9000标准适用于: • 移动通信、固定电话、无线寻呼、数据
通信、卫星通信、邮政服务、通讯科研 机构、电信硬件和软件供应商、电信设 备的安装和维护企业
确利达 — 创造企业新动力!
TL9000增加的要求
1、 顾客关系开发与选择 2、 测量目标的建立 3、 品质绩效回馈 4、 内部课程开发 5、 生命周期模式 6、 灾害恢复 7、 项目管理知识(项目组织架构和专案计划) 8、 召回处理 9、 软体要求识别 10、 应急与修补 11、 ESD防护
ISO9001国际标准
T
硬件、软件和服务共用要求
L
硬件专用的具体 软件专用的具体 服务专用具体
测量手册 要求
要求
要求
9
硬件、软件和服务共用的衡量
0
硬件专用
软件专用
服务专用
0
的具体衡量
的具体衡量
的具体衡量
0
确利达 — 创造企业新动力!
客户
TL9000质量管理体系
品质反馈
TL9000
认证机构
认证注册程序
TL9000附加要求详解
确利达 — 创造企业新动力!
4.2.3.C.1客户提供文件和数据的控制
客户提供文件及数据控制- 组织将建立并且维护文件化程 序以控制所有客户提供的文件和数据(例如,网络体系结 构,布局,容量,安装结束任务及数据库)如果这些文件 和数据影响设计,验证,确认,检查及测试,或服务于产 品。
确利达 — 创造企业新动力!
TL9000标准的来源
•
ISO 12207
SEI CMM
ISO 9000-3 ISO 9001:2000 CSQP GR179, 1252, 1202
GP12早期生产控制(中文要求)
注: GP-12“早期生产控制” (GM-1920)已经并入GM PPAP程序,参考全球供应商质量手册(GM1927) – APQP Task 14.1.0范围: GP-12用于所有试生产和正式生产,服务和附加产品的要求;•要求生产件批准程序 (PPAP)•陈述对顾客造成的重大风险2.0 DEFINITION AND PURPOSE定义和目的:GP-12早期生产控制要求制定一个能加强供应商的正式生产控制计划和提高可信度的试生产控制计划以确信所有产品的发运满足GM的要求,试生产控制计划也应适用于验证正式生产控制计划,试生产控制计划应考虑产品的所有已知的关键条件,以及在PPAP中确定的潜在的有问题部分。
GP-12的目的:•验证供应商的正式生产控制计划•避免在关键时期我们的装配和生产中心和服务产品质量不合格•文件化供应商在启动和加速期间,修订生产过程之后,或独立生产运行3个月或更长时的绩效以核实它的过程控制,•确信在供应商处可能发生的任何质量问题都能快速标识,控制和纠正•增强供应商最高管理的可见度3.0供应商职责: l供应商应:A. 验证程序:建立包含以下内容的验证程序:1.确定主要负责人以确保验证程序的开发和实施2.实施由顾客指定的GP-12进入日期,关闭标准和关闭日期3.建立GP-12控制台,且脱离生产线,隔离和独立检验于正式生产过程和场地,另外,为更有效,可以使用过程控制台且必须形成文件由顾客/供应商质量工程师(SQE)批准4.在产品和程序开发期间,基于关键产品特性(KPCs)、产品质量特性(PQCs)、高PRN和/或问题验证,确定GP-12控制台要求的附加检验,试验和尺寸检验。
5.培训员工有关GP-12控制台的标准作业6.针对每种缺陷建立一个反应计划.7.实施GP-12各层管理(包括现场领导)的评审程序(分层审核),以确保符合试生产控制计划8.验证程序中包括分包商(二级供应商)B.计划开发:制定一个能加强正式生产控制计划并包括附加控制,检验,评审和试验的试生产控制计划以确信生产程序的符合性和能力,计划需要考虑:1.在正式生产控制计划中按照规定增加频次/抽检数量2.包装和标签的标识—包括服务和附加产品要求,可以包括产品上原产国标识3.防错的有效性的验证4.在GP-12控制区域或在接收场地发现不合格时的控制快速执行和永久纠正措施C.文件:将试生产控制计划(控制计划格式参考AIAG先期产品质量策划和控制计划参考手册或或其它顾客批准的先期产品质量策划参考手册),试生产控制计划不是正式生产控制计划的代替口品,而是正式生产控制计划的添加并验证它1.在控制计划特殊特性中将GP-12控制台或过程检验台要求的附加检验、功能试验和尺寸检验文件化,格式参考AIAG APQP手册—附录K并在试生产控制计划中的参考文件作为一个特殊工序2..文件化GP-12控制台检验作业指导书以确信标准化作业3.文件化执行证据和控制计划(使用图表I (GM1927-66或其它顾客同意的格式)的验证,顾客/SQE评审时,数据必须易于使用4.文件化内部和顾客质量相关的问题解决(使用顾客接受的格式),包括问题描述,问题根源,永久纠正措施随同断点和适当更新FMEAS和控制计划。
GM 1927-33(SGM) GM Global GP-12 Audit 090313

15. Are boundary samples available and
0
used? 操作人员是否有合格的边界样品并正确使
用?
18. Is there a reaction plan established
0
and documented for each defect found? 针对发现的每个缺陷是否建立相关的行动
Auditor Phone: 审核员电话
SGM Division: SGM 区域
Technical Information Availability/技术信息
0
2. Approved Drawing 批准图纸
Potential总分 8
0%
Quality System Documentation/质量系统文件
RED RED RED RED
RED
Pts Element Scoring 要素评分
0
Element is not in place and no evidence of plans to implement 公司现在没有该要求项并且没有证据表明公司有实施计划
1
Element is not in place but a plan to implement is documented 公司现在没有该要求项,但公司已经制定了实施计划
所有பைடு நூலகம்量具都制订了适当的操作指导书?
14. Have operators been trained effectively to follow Standardized Work? 0 操作工经过了有效培训去执行标准化操 作?
17. Are Error Proofed operations checked in GP-12 to verify error proofing 0 effectiveness? GP-12中是否对防错操作进行检查,以验 证防错的有效性?
TS16949英文版
General Motors Customer Specific Requirements - ISO/TS16949 1. ScopeISO/TS 16949:2002, Second Edition, March 1, 2002, “Quality management systems – Particular requirements for the application of ISO 9001:2000 for automotive production and relevant service part organizations,” and this document define General Motors fundamental quality system requirements for organizations where automotive customer-specified parts, for production and/or service are manufactured. To satisfy supplier quality system requirements, General Motors will accept, as optional to QS-9000, a third party certification to ISO/TS 16949 that meets the following conditions:• The certification scope must include both ISO/TS 16949 and the accompanying ISO/TS 16949 GM-Customer Specific Requirements,• The certification must be conducted in compliance with the IATF recognized automotive certification scheme by a certification body contracted and recognized by an IATFOversight office.NOTE: The Quality System Requirements, QS-9000, 3rd Edition (QS-9000:1998),expires on December 14, 2006.All ISO/TS 16949:2002 requirements and the requirements of this document shall be addressed in the organization’s quality management system.2. References2.1 DaimlerChrysler, Ford Motor, General Motors Quality System Requirements (QS-9000), Third Edition, March, 1998.2.2 DaimlerChrysler, Ford Motor, General Motors Production Part Approval ProcessPPAP), Third Edition, September, 1999.2.3 DaimlerChrysler, Ford Motor, General Motors Statistical Process Control (SPC),FirstEdition, 1992.2.4 DaimlerChrysler, Ford Motor, General Motors Advanced Product Quality Planning andControl Plan, June, 1994.2.5 DaimlerChrysler, Ford Motor, General Motors Measurement Systems Analysis, MSAThird Edition, March, 2002.2.6 DaimlerChrysler, Ford Motor, General Motors Potential Failure Mode and EffectsAnalysis, FMEA Third Edition, July 2001.2.7 IAF Guidance on the Application of ISO/IEC Guide 62:1996, December, 2001.2.8 IATF Guidance to ISO/TS 16949:2002, AIAG Edition, 2002.2.9 Automotivecertification scheme for ISO/TS 16949:2002, Rules for Achieving IATF Recognition, First Edition for ISO/TS 16949:2002, March, 2002.2.10 ISO/TS 16949:2002, 1st Edition, March 20022.11 ISO/TS 16949:1999, First Edition (2nd Printing), March, 1999.The latest edition of the reference documents listed applies unless otherwise specified by the GM Procuring Division. Copies of QS-9000, PPAP, APQP, FMEA, MSA, SPC, IATF Guidance, ISO/TS 16949 “Rules”, ISO/TS 16949 Checklist, ISO/TS 16949:1999, and other related manuals are available from AIAG at 1-248-358-3003. Copies of ISO documents are available from the American National Standards Institute (ANSI) at (212) 642-4980.The above references listed as requirements are described in section 4 of this document.3. DefinitionsWhere inconsistent terminology exists between ISO/TS 16949:2002 and this document, this document shall take precedence. Otherwise the definitions from ISO/TS 16949:2002 apply to this document.3.1 Accredited LaboratoryAccredited Laboratory is one that has been reviewed and approved by a nationally-recognized accreditation body, or as an alternative a customer recognized accreditation body, conforming to ISO/IEC Guide 58 for calibration or test laboratory accreditation to ISO/IEC Guide 17025, or national equivalent.NOTE: The above definition also applies to the QS-9000 reference manuals currently in effect.Part3.2 ActiveAn active part is one currently being supplied to the customer for original equipment or service applications. The part remains active until tooling scrap authorization is given by the appropriate customer activity. For parts with no customer-owned tooling or situations where multiple parts are made from the same tool, written confirmation from the customer Purchasing activity is required to deactivate a part.NOTE: For bulk material, “active part” refers to the bulk material contracted, not the parts that are subsequently produced from that material.Parts3.3 AftermarketReplacement parts not procured or released by OEM for service part applications which may or may not be produced to original equipment specifications.3.4 ConsultingFor the purposes of TS16949:2002, consulting is the provision of training, documentation development, or assistance with implementation of quality systems to a specific customer. If these activities are open to the public, advertised, and not customer specific, they are considered training rather than consulting. Other products, processes or services may be offered directly or indirectly, provided they do not compromise confidentiality or the objectivity or impartiality of its certification process or decisions (refer to IAF Guidance on the Application of ISO/IEC Guide 62, Issue 2, dated December, 2001.)]3.5 CustomerReferences to “customer” in ISO/TS 16949:2002 and this document shall be interpreted as the Procuring Division of General Motors for suppliers pursuing third party registration to ISO/TS 16949:2002 to satisfy General Motors sourcing requirements third party quality system assessment registration.3.6 ErgonomicsErgonomics is the evaluation of the design of a product or process to assure compatibility with the capabilities of human beings. Analysis of motion refers to capabilities of people with respect to tasks (e.g. lifting, twisting, reaching) to prevent or relieve problems of strain, stress, excessive fatigue, etc. Factors involved include anatomical dimensions of the worker, placement of products to be worked upon, placement of buttons/switches, physical loads imposed on the worker, and environmental effects such as noise, vibration, lighting and space.3.7 Initial Process StudyInitial Process Studies are short-term studies conducted to obtain early information on the performance of new or revised processes relative to internal or customer requirements. In many cases, preliminary studies should be conducted at several points in the evolution of new processes (e.g. at the equipment or tooling subcontractor’s plant, after installation at the supplier’s plant). These studies should be based on as many measures as possible. When utilizing X-Bar and R charts, at least twenty-five subgroups (minimum of four pieces per sub-group) are required to obtain sufficient data for decision-making. When this amount of data isnot available, control charts should be started with whatever data is available. See Production Part Approval Process manual.3.8 PPMPPM (parts per million) is a method of stating the performance of a process in terms of actual nonconforming material. PPM data can be used to prioritize corrective actions. Definition of defective units varies with customer (e.g. all sorted, only those found to be wrong, all in box). (Reference GP-5 Supplier Quality Processes and Measurements Procedure, GM1746 for additional PPM definition.)Indices3.9 QualitySee DaimlerChrysler, Ford, General Motors Statistical Process Control reference manual.3.10 OrganizationOrganizations are defined as providers of: a) production materials, b) production or service parts, or c) heat treating, plating, painting or other finishing services, directly to General Motors or other customers subscribing to this document.NOTE: In QS-9000, these providers are typically referred to as suppliers toDaimlerChrysler, Ford and General Motors however for the purpose of this documentthey are defined as the “organization” or “supply organization.” ISO/TS 16949:2002 (See also Section 3 Terms and definitions.)3.11 Service partsReplacement parts manufactured to OEM specifications, which are procured or released by the OEM for service part application.3.12SuppliersSuppliers (previously called subcontractors in QS-9000)are defined as providers of production materials, or production or service parts, directly to an organization provider of General Motors or other customers subscribing to this document. Also included are providers of heat-treating, painting, plating or other finishing services.3.13 Value-Added Production ProcessesActivities or operations for which a customer would be willing to pay, if given the option.See also ISO/TS 16949:2002, Second Edition (March, 2002), definition of “manufacturing” 3.1.6, “site” 3.1.11, and “remote location” 3.1.10.4. Requirements4.1 ISO TS 16949:2002 (Second Edition), March, 2002- Related RequirementsAll references to clauses in this section pertain to ISO/TS 16949:2002, unless otherwise stated. 4.1.1 Tooling ManagementThe requirements for tooling management (7.5.1.5) may not be applicable to warehouses or distributors as remote sites.4.1.2 Records RetentionProduction part approvals, tooling records, APQP records, purchase orders and amendments shall be maintained for the length of time that the part (or family of parts) is active (see Definitions 3.1) for production and service requirements plus one calendar year unless otherwise specified by the customer.NOTE: All customer purchase orders/amendments are included in this requirement.Organization purchase orders/amendments for customer-owned tooling are included in this requirement.Quality performance records (e.g. control charts, inspection and test results) shall be retained for one calendar year after the year in which they were created.Records of internal quality system audits and management review shall be retained for three years.Retention periods longer than those specified above may be specified by an organization in their procedures. The organization shall eventually dispose of records.These requirements do not supersede any regulatory requirements. All specified retention periods shall be considered “minimums”.4.1.3 Electronic CommunicationReference cl. 7.2.3.1NOTE: Examples of such systems for suppliers to GM’s North American Operations are:1) requirement planning information such as the Electronic Data Interchange (EDI) ANSIASC X12 830 transaction set or the EDIFACT DELFOR message, and 2) shippingschedules such as the ANSI ASC X12 862 or 866 transaction sets or the EDIFACTDELJIT message.4.1.4 Shipment Notification SystemReference cl. 7.2.3.1NOTE: Examples of such systems for suppliers to GM’s North American Operations are:1) the ANSI ASC X12 856 transaction set, or 2) the EDIFACT DESADV message. ForEDI assistance, contact 01-810-947-5566. For EDIFACT assistance, and confirmationof the required implementation date for a supplier, contact 01-248-265-9907.4.1.5 Special CharacteristicsThe supplier shall use General Motors Key Characteristic Designation System definitions and symbols to comply with ISO/TS 16949:2002 special characteristics requirements (e.g. cl.7.2.1.1), and as provided in 4.2.2, General Procedures and Other Requirements, and 4.2.2.11, Key Characteristic Designation System (KCDS), (GM 1805 QN) which defines GM’s approach to “special” characteristics.4.1.6 Design ChangesAll design changes, including those proposed by suppliers, shall have written customer approval, or waiver of such approval, prior to production implementation. See cl. 7.3.7 and 7.1.4. See also the Production Part Approval Process manual.For proprietary designs, impact on form, fit, function, performance, and/or durability shall be determined with the customer so that all effects can be properly evaluated.4.1.7 Official Language VersionThe English language version of ISO/TS 16949:2002 or QS-9000, 3rd Edition and related reference documents shall be the official version for purposes of third party registration. Sanctioned translations shall:• be for reference only,• reference the English language as the official version,• not contain ISO 9001:2000 text verbatim, and• include General Motors in the copyright statement.Any other language translations are not authorized.4.1.8 Part Approval ProcessThe supplier shall comply with the Chrysler, Ford, GM Production Part Approval Process (PPAP) manual to comply with cl. 7.3.6.31. PPAP-Vehicle Assembly Centers (Assembly Plants)Unless otherwise specified by the Customer, PPAP requirements for vehicle assemblycenters shall be taken from a specified production run of saleable pilot vehicles.4.1.9 Customer SatisfactionTrends in quality system performance and customer satisfaction (see Cl. 5.2, 5.6.1.1, 7.4.3.2, and 8.2.1.1) should be compared to those of competitors, or appropriate benchmarks, and reviewed by top management.4.1.10 Internal Auditor QualificationsInternal auditors should be qualified as recommended in ISO 19011, 1st Edition – Sections7.1-7.5, for Quality Management Systems application. In addition internal auditors should be competent in understanding and applying the Process Approach of Auditing (See “Process Approach”, Section 0.2 of ISO/TS 16949:2002), Core Tools (e.g. reference manuals including PPAP, APQP, MSA, SPC, and FMEA) as applicable, and GM Customer Specifics, as applicable.NOTE: A process and plan with implementation monitoring to assure qualified internal auditors is evidence of compliance.4.1.11 Supplier Quality Management System Development (cl. 7.4.1.2)Note: This supplier development clause, cl. 4.1.2, applies to suppliers of the organization who are providers of production materials, or production or service parts, directly to a supplier to Chrysler, Ford, General Motors or other customers subscribing to this document. Also included are providers of heat-treating, painting, plating or other finishing services.Indirect and service providers are not included in this requirement, e.g. distributors adding no manufacturing value, logistics, sequencers, parts packagers, tooling & equipment.Note: The use of customer-designated suppliers to the organization (subcontractors) does not relieve the supplier of the responsibility for ensuring the quality of subcontracted parts, materials and services.4.1.11.1 Customer acceptance of QS-9000:1998Registration to QS-9000:1998, (QS-9000, 3rd Edition) shall be accepted as an alternative to registration to ISO 9001:2000.4.1.11.2 Customer acceptance of 2nd Party Audits and Criteria for Approval General Motors Corporation will recognize 2nd Party audits as compliance to ISO/TS 16949:2002, Clause 7.4.1.2 and as an alternative to ISO 9001:2000 certification. The statement of authorization below provides the requirements and conditions for GM approval.A supply organization that utilizes 2nd party assessment to comply with clause 7.4.1.2 is required by General Motors to utilize second party assessors who satisfy all elements of the criteria specified as “GM approved 2nd Party requirements” stated below.GM-approved 2nd Party requirements:1. The supply organization (2nd Party) must be ISO/TS 16949 certified and registered bythe IATF.2. The supply organization (2nd Party) cannot be on ISO/TS 16949 probation or suspension.3. The supply organization (2nd Party) must utilize a qualified ISO Lead Auditor, or aqualified Internal Auditor with evidence of their successful completion of training, such as AIAG "Internal Auditing for ISO/TS 16949," or evidence of a minimum of five internal ISO/TS 16949 audits under the supervision of a qualified Lead Auditor.4. The supply organization (2nd Party) must audit annually each qualifying subcontractor for whom it has performed a 2nd Party assessment, and maintain records of these audits.5. The duration of these audits must conform to the full application of the Audit Day Requirements table of the current edition of “Automotive Certification Scheme for ISO/TS 16949:2002, Rules for achieving IATF recognition”.6. Any of the IATF recognized and currently approved auditors may perform such audits when contracted by the supply organization.4.1.11.3 Supplier Development of Specially Designated Small Suppliers When a supplier (subcontractor) to an organization is so small as to not have adequate resources to develop a system according to ISO/TS 16949:2002 or ISO 9001:2000 certain specified elements may be waived by the organization of their supplier. The organization shall have decision criteria in writing, approved by the customer and applied consistently to determine the specially designated suppliers for which this provision may apply.Note: ISO 9001:2000 and ISO/TS 16949:2002 contain fundamental quality system requirements of value to any size of provider of production/ service parts/ materials. There are a number of methods to implement a compliant system, so it is recognized that a simpler Quality Management System approach could be used for the smaller suppliers of organizations to which ISO/TS 16949, clause 7.4.1.2 applies.4.2 General Motors - Specific Requirements4.2.1 Third-Party Registration RequirementsProduction and Service Part Suppliers to General Motors, including GM Holdens, shall be third-party registered to ISO/TS 16949:2002, including the requirements in this document, by an IATF-recognized certification body using the current edition in effect of the automotive registration scheme, “Automotive Certification Scheme for ISO/TS 16949:2002, Rules for achieving IATF recognition.” In the alternative, supply organizations for which certification applies, may satisfy General Motors third party registration requirements by obtaining certification to ISO/TS 16949:1999 by an IATF recognized certification body in accordance with the appropriate and current “Rules” for certification until December 15, 2003, or to QS-9000:1998 by an automotive registration scheme recognized by General Motors until December 14, 2006. Such certification shall include the requirements in this document, or in the case of QS-9000:1998, the General Motors-Specific Requirements.NOTE 1: Supply organizations to General Motors certified to ISO/TS 16949:1999 may upgrade certification to ISO/TS 16949:2002 for the period of up to one year after 15 December 2003, consistent with the surveillance cycle.NOTE 2: Supply organizations to General Motors who fit the applicability requirements of ISO/TS 16949:2002 and are not certified to ISO/TS 16949:2002 by 14 December 2006, at a minimum, are subject to New Business Hold – Quality status. See also 4.2.3, ISO/TS 16949:2002 Applicability, and 4.2.8, Certification Body Notification and Certification – New Business Hold-Quality.NOTE 3: Waiver of supply organization certification for those organizations who meet the applicability requirements of ISO/TS 16949:2002 is not permitted unless approved in writing by the following: GM North America - General Motors Group Manager, Global Supplier Quality and Development, GM Europe - Exec. Dir Supplier Quality and Readiness, GM Asia Pacific – Director, Supplier Quality/Development, GM LAAM – Director of Supplier Quality Engineering. 4.2.2 General Procedures and Other RequirementsThe GM publications listed below contain additional requirements or guidance that shall be met, if applicable, by GM supply organizations, or unless otherwise specified by GM Procuring Divisions. Specific questions on the content of these publications should be directed to the appropriate contact at the GM Procuring Division. (The latest revisions for these documents can be found on the GM SupplyPower website.)GM Supply Organizations shall verify annually that they are using the latest version of these documents:4.2.2.1 Pre-Production/Pilot Material Shipping Procedures, (GM 1407).4.2.2.2 Supplier Submission of Match Check Material, (GM 1689)..4.2.2.3 Shipping Parts Identification Label Standard, (GM 1724).4.2.2.4 Component Verification & Traceability Procedure, (GM 1730).Note: APPLICABILITY OF GM 1730 IS LIMITED TO GM POWERTRAIN.4.2.2.5 Traceability Identifier Equipment (TIR 15-300), (GM 1731).4.2.2.6 Bar Code Standard for Part/Component/Module Identification and Traceability(GM 1737).4.2.2.7 Supplier Quality Processes and Measurements Procedure, (GM 1746).4.2.2.8 Continuous Improvement Procedure, (GM 1747).4.2.2.9 GP-10 Evaluation and Accreditation Test Facilities, (GM 1796/A).- See ISO/TS 16949:2002, cl., 7.6.34.2.2.10 Shipping and Delivery Performance Requirements, (GM 1797).4.2.2.11 Key Characteristic Designation System (KCDS),(GM 1805 QN).4.2.2.12 GP-11 General Procedure for Pre-Prototype and Prototype Material, (GM 1820).4.2.2.13 C4 Technology Program, GM - Supplier C4 Information, (GM 1825). .4.2.2.14 GP-12 Early Production Containment Procedure, (GM 1920).4.2.2.15 Run-at-Rate Procedure, (GM 1960).NOTE: Access the GM SupplyPower web-site for the current document version.4.2.3 ISO/TS 16949:2002 ApplicabilityISO/TS 16949:2002 with this document applies to all applicable contracted GM supply organizations (see Definitions 3.9) utilizing ISO/TS 16949 to satisfy General Motors third party certification requirements for quality system assessment.NOTE: QS-9000:1998 (3rd Edition) expires December 14, 2006, and QS-9000 certified supply organizations are strongly urged to upgrade to ISO/TS 16949:2002. In addition, supply organizations certified to ISO/TS 16949:1999 are strongly urged to upgrade to ISO/TS 16949:2002 before 15 December 2003, but no later than 15 December 2004 consistent with the surveillance cycle in effect or upon expiration of their current certificate whichever occurs first.4.2.4 UPC Labeling For Commercial Service ApplicationsGM Service Parts Operations (SPO) requires use of UPC labeling for certain commercial applications rather than AIAG labeling. Contact your SPO buyer for instructions.4.2.5 Layout Inspection and Functional TestUnless specified otherwise by a GM Procuring Division, there is no customer-established frequency for layout inspection after receiving production part approval (PPAP). Reference is made to ISO/TS 16949:2002, cl..8.2.4.14.2.6 Customer Signature on Control PlanGeneral Motors does not provide waivers to suppliers for control plan approval because General Motors signatures on the Control Plan are not required.4.2.7 GM Holdens-Specific RequirementsPreviously listed specific requirements for additional documents for GM Holdens in Australia are obsolete. GM Holdens operates in accordance with GM Customer Specifics.4.2.8 Certification Body Notification and Certification Status – “New Business Hold – Quality”The organization shall notify its Certification Body within 5 business days after being placed in GM New Business Hold – Quality. The status of “New Business Hold – Quality” shall be a violation of clause 8.2.1.1 Customer satisfaction – Supplemental.The certification of the organization shall be placed on immediate probation * by the certification body of record upon receiving notice of GM “New Business Hold – Quality.”*See Annex 4, Automotive Certification Scheme for ISO/TS 16949:2002, Rules forachieving IATF recognition.”1. In the event of certification probation as a result of an organization receiving notice ofGeneral Motors “New Business Hold – Quality,” the organization shall complete a corrective action plan. The supplier shall submit the corrective action plan to the Certification Body of record and to the affected customer(s) within 10 business days of the date of the letter ofnotification of probation. The corrective action plan of the organization shall be consistent with the affected customer(s) requirements including correction steps, responsibilities, timing information, and key metrics to identify effectiveness of the action plan.2. Before any probation can be lifted, the Certification Body of record will conduct an on-siteassessment of appropriate length to verify effective implementation of all corrective actions. 3. If probation is not lifted within four months of its issuance, the Certification Body of recordshall revoke the ISO/TS 16949 certificate of the organization. Exceptions to this revocation shall be justified in writing by the Certification Body based upon its on-site review of theorganization’s corrective action plan effectiveness and agreement obtained from the affected GM customer(s).NOTE 1: The permitted probation period for General Motors Europe (GME) is six (6) months.NOTE 2: The GM special supplier status conditions of CS I (Controlled Shipping – Level I), or CS II (Controlled Shipping – Level II) are performance indicators of organization product realization problems. Such status should have resolution, or credible resolution andcorrective plans in place, which are confirmed by the customer.4.2.9 Similar RequirementsWhere similar requirements are contained in both QS-9000:1998 and ISO/TS 16949:2002, the requirements in ISO/TS 16949:2002 take precedence for suppliers choosing to use ISO/TS 16949:2002 rather than QS-9000.4.2.10 Management ReviewManagement review of quality system performance (Cl. 5.6.1.1) at a minimum shall be conducted at planned intervals, but not less than annually.。
GM 1927-03_SQ_SOR质量要求
1. Supplier Quality Base Requirements: 供应商质量基本要求•This document is intended to be used in conjunction with and is in addition to the GM General Standard Terms and Conditions.该文件被视为GM的一般标准条款,以及标准条款的额外补充。
•All suppliers are expected to supply parts to General Motors with zero defects. Parts shall meet all engineering specifications and function with no abnormalities according to intent。
所有供应商的供货应当是零缺陷的。
零件必需符合工程以及性能要求。
•Funding is to be identified in the initial quote and subsequent quotes to reflect error occurrence detection (poka yoke, error proofing devices, etc) and defect outflow prevention to customers. Controls implemented at a later date are the financial responsibility of the supplier.为了阻止缺陷外流给客户或因需要防错而产生了额外费用,该费用应当在最开始的报价或之后的几轮报价中反映出来。
后续控制所产生的费用应当由供应商自己承担。
2. ISO/TS 16949 - Quality System Requirements:质量体系要求:•All providers of a) production materials, b) production or service parts, or c) heat treating, plating, painting or other finishing services directly to General Motors must be certified to ISO/TS 16949 by a Certification Body (CB) recognized by the International Automotive Task Force (IATF) and have a current certificate availabledemonstrating compliance to GM supplements.所有与GM有关的原料,配件以及热熔焊,电镀,喷漆或其他加工服务,必须获得认证机构所颁发的TS16949认证并在有效期内。
以往缺陷清单

C= Capacity 产能
L = Late Release 发放滞后
XXX压铸有限公司
APQP Open Issues APQP 问题清单
Part Numb
er(s) 零件
号: Progr am(s) 项目:
Part Name
零件 名:
M= Manufacturing/P rocess制造/工艺
O = Other其他 :
*Type Key类 型:
Supplier/Mf g Location
供应商:
Duns Number邓
白氏号:
Supplier Contact供 应商联系人:
SGM SQE Contact
SGM SQE:
T= S = Design-Supplier供应商设计 Tooling
工装
G = Design-GM GM设计 F = Facilities设备
Issue Issue No. Date
Severity
IssuesDescription and/or Sketch
GPM1e9r2s7o-5n Responsible
* Type
Action Plan&Progress to Plan
ForPeagceas5t of 19 Completion Status
P = Purchasing 采购
R= Product ion Control 生产控 制
Issue Issue No. Date
Severity
IssuesDescription and/or Sketch
GPM1e9r2s7o-5n Responsible
* Type
Action Plan&Progress to Plan
GP12 (GM 1920) December 2004 Version
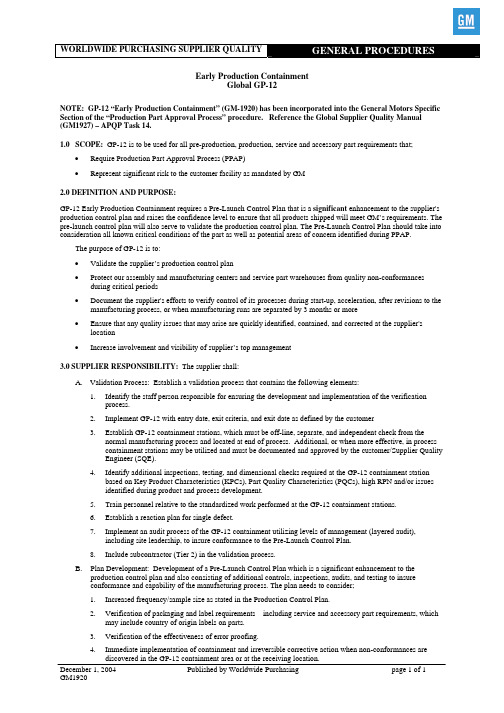
Early Production ContainmentGlobal GP-12NOTE: GP-12 “Early Production Containment” (GM-1920) has been incorporated into the General Motors Specific Section of the “Production Part Approval Process” procedure. Reference the Global Supplier Quality Manual (GM1927) – APQP Task 14.1.0 SCOPE: GP-12 is to be used for all pre-production, production, service and accessory part requirements that;• Require Production Part Approval Process (PPAP)• Represent significant risk to the customer facility as mandated by GM2.0 DEFINITION AND PURPOSE:GP-12 Early Production Containment requires a Pre-Launch Control Plan that is a significant enhancement to the supplier's production control plan and raises the confidence level to ensure that all products shipped will meet GM’s requirements. The pre-launch control plan will also serve to validate the production control plan. The Pre-Launch Control Plan should take into consideration all known critical conditions of the part as well as potential areas of concern identified during PPAP.The purpose of GP-12 is to:• Validate the supplier’s production control plan• Protect our assembly and manufacturing centers and service part warehouses from quality non-conformances during critical periods• Document the supplier's efforts to verify control of its processes during start-up, acceleration, after revisions to the manufacturing process, or when manufacturing runs are separated by 3 months or more• Ensure that any quality issues that may arise are quickly identified, contained, and corrected at the supplier's location• Increase involvement and visibility of supplier’s top management3.0 SUPPLIER RESPONSIBILITY: The supplier shall:A. Validation Process:Establish a validation process that contains the following elements:1. Identify the staff person responsible for ensuring the development and implementation of the verificationprocess.2. Implement GP-12 with entry date, exit criteria, and exit date as defined by the customer3. Establish GP-12 containment stations, which must be off-line, separate, and independent check from thenormal manufacturing process and located at end of process. Additional, or when more effective, in processcontainment stations may be utilized and must be documented and approved by the customer/Supplier QualityEngineer (SQE).4. Identify additional inspections, testing, and dimensional checks required at the GP-12 containment stationbased on Key Product Characteristics (KPCs), Part Quality Characteristics (PQCs), high RPN and/or issuesidentified during product and process development.5. Train personnel relative to the standardized work performed at the GP-12 containment stations.6. Establish a reaction plan for single defect.7. Implement an audit process of the GP-12 containment utilizing levels of management (layered audit),including site leadership, to insure conformance to the Pre-Launch Control Plan.8. Include subcontractor (Tier 2) in the validation process.B. Plan Development:Development of a Pre-Launch Control Plan which is a significant enhancement to theproduction control plan and also consisting of additional controls, inspections, audits, and testing to insureconformance and capability of the manufacturing process. The plan needs to consider;1. Increased frequency/sample size as stated in the Production Control Plan.2. Verification of packaging and label requirements – including service and accessory part requirements, whichmay include country of origin labels on parts.3. Verification of the effectiveness of error proofing.4. Immediate implementation of containment and irreversible corrective action when non-conformances arediscovered in the GP-12 containment area or at the receiving location.Early Production ContainmentGlobal GP-12C. Documentation:Document the Pre-Launch Control Plan using the Control Plan format referenced in the AIAGAdvanced Product Quality Planning and Control Plan Reference Manual or other customer approved AdvancedQuality Planning reference manuals. The Pre-Launch Control Plan is not a substitute for the Production ControlPlan but, is an addition to the Production Control Plan and is used to validate it.1. Document additional inspections, functional testing, and dimensional checks required at the GP-12containment station or in process check stations on the Control Plan Special Characteristics form referenced inthe AIAG APQP Manual – Supplement K and reference said document in the Pre-launch Control Plan as aspecific operation.2. Document inspection work instruction for the GP-12 containment station to insure standardized work.3. Document evidence of execution and validation of the control plan utilizing the I-chart (GM1927-66) or otherformat agreed upon by the customer. The data must be readily available for review by the customer/SQE.4. Document problem solving for both internal and customer quality concerns utilizing customer acceptableformat; including problem description, root cause, irreversible corrective action with break points and updateFMEAS and Control Plans as appropriate. The 3 x 5 Why Analysis (GM1927-84) for root cause and ReadAcross (GM1927-69) to apply lessons learned are to be utilized.D. Duration of GP-12: GP-12 must be implemented for a period of time or quantity of parts as specified by thecustomer or until the Production Control Plan has been validated, whichever is longer. If time or quantity is notspecified, GP-12 will remain in effect through acceleration or a minimum of 2 weeks, whichever is longer.GP-12 inspection is mandatory for 100% of all parts required through the GP-12 period. Based on documentedacceptable performance, which includes no issues identified at GP-12 or by the customer, the customer/SQE may approve a reduction of the 100% inspection requirements after manufacturing validation builds by the customer.This must be documented and approved by the customer/SQE.Additional measurement and testing requirements must be identified by the supplier and/or customer/SQE andapproved by the customer/SQE.Again, for manufacturing validation builds, 100% inspection is a minimal requirement. Exit criteria noted below.E. Identification: To indicate compliance with the GP-12 requirements, attach to each shipping label a green circular,sticker, approximately 25mm in diameter, signed by the staff person accountable to insure proper implementation of GP-12.4.0 EXIT CRITERIA: Supplier will be eligible to exit GP-12 after validating the effectiveness of Process Control Plan and meeting the criteria listed below. If the supplier is unable to meet the exit criteria or the supplier’s GP-12 plan continues to identify non-conformances the supplier shall continue the necessary containment measures to insulate the customer until the quality concerns have been resolved to the satisfaction of both the supplier and the customer and the supplier’s Production Control Plan is validated.A. Ship the number of pieces required to meet production requirements as specified by the customer for the GP-12period with no problems identified in GP-12 or by the customer. If time or quantity is not specified, the period of time is through acceleration or 2 weeks whichever is longer.B. If a problem is identified, in GP-12 or by the customer, GP-12 must remain in effect for a minimum of 2 weeksafter implementation of corrective action or through the original GP-12 period, which ever is longer.C. If the GP-12 plan continues to identify non-conformances, the GP-12 plan must be kept in place until processcontrols and capabilities have proven effective and the Production Control Plan is validated.5.0 CONSEQUENCES OF SHIPPING NONCONFORMING MATERIAL:A. Failure to execute GP-12 will result in Controlled Shipping Level 2 and other possible consequences.B. Shipment of non-conforming material will result in Controlled Shipping Level 2.。
GM 1927-33 GM Global GP-12 Audit March 13, 2008译文
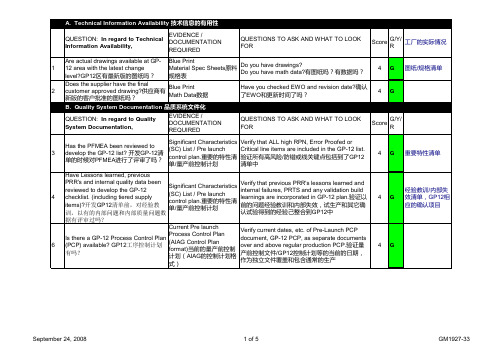
14
Operator Instructions操作 员指导书?
15
Are boundary samples (BS) available Operator Instructions操作 to operators and are they being used? 员指导书? 操作员处有边界样品并使用吗?
4
G
经验教训/内部失 效清单,GP12相 应的确认项目
6
Current Pre launch Process Control Plan Is there a GP-12 Process Control (AIAG Control Plan Plan (PCP) available? GP12工序控制 format)当前的量产前控制 计划有吗? 计划(AIAG的控制计划格 式)
独立区域/人员/ 不良品识别盒 零件流向
量具
September 24, 2008
GM1927-33
12
Are proper operator instructions Operator Instructions操作 available for GP-12 area? GP12区有 员指导书? 合适的操作员指导书吗
Are redundant 100% checks in place to verify the standard control plan effectiveness? Are Tier 2 pass-thru features 100% checked in GP12?现场追加100%检查验证标准控制计划的 有效性吗?二级供应商检查的对客户有影响的关 键特性在GP12处有100%检查吗?
4ቤተ መጻሕፍቲ ባይዱ
G
(完整版)GM1927-01(SGM)ProjectPlan项目计划
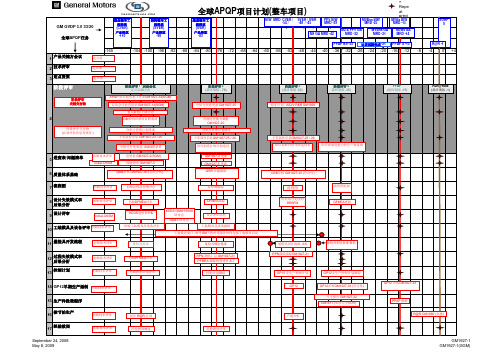
PPV BIW MRD -39
M1 GA MRD -42
MVBns BIW MRD -25
M2 & PPV GA MRD -32
MVBns GA MRD -21
= Repe at previ
MVBs BIW MRD -15
MVBs GA MRD -14
PPAP NS -35 认证试验完成 -21 PPAP S -15
KCDS GMW15049 研讨会
GD&T 研讨会
设计评审状态 工装模具及设备跟踪
工装模具窗口 -参考GM工程的零部件时间包括工装模具启动
量检具需求
量检具概念批准
初始PFMEA评审
RPN 降低汇总 GM1927-21 PFMEA 跟踪检查清单 A-7
初始控制计划评审
控制计划跟踪
针对设计更改的 DRBFM
经验教训评审
GP12 产能分析
GP12审核GM1927-33 (符合性)
尺寸报告 GM1927-32 GM1411 (如非完全批准l)
GP12 审核GM1927-33 PPAP 批准 R@R GM1960 (实施)
September 24, 2008 May 8, 2009
GM1927-1 GM1927-1(SGM)
QSB审核 GM1927-30 (差距分析)
GM1927-2 更新 GM1927-5 更新 QSB 实施跟踪
QSB审核 G-4 0 +4
Run@Rate (最终期限 -1)
流程图 7
初始技术评审
初始过程流程图评审
流程图跟踪
流程图
流程图更新
8
设计失效模式和 后果分析
子零部件信息GM1927-25 / 26
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
-104 -100
-96
-92
-88
-84
-80
-76
-72
-68
-64
-60
-56
-52
-48
-44
-40Βιβλιοθήκη -36-32-28
-24
-20
-16
-12
-8
-4
0
+4
阶段评审
阶段评审 关键交付物
阶段评审 1 -启动会议 定点后30天内 APQP 供应商状态工作表GM1927-34(SGM) 启动会议检查清单 GM1927-14(SGM) 售后数据/下降计划
有效过程能力数据 GM1927-20 分供方管理计划评审
子零部件信息GM1927-25 / 26 子零部件信息GM1927-25 / 26
供应商设计的可制造性 GM1927-2 更新 GM1927-5 更新 QSB 实施跟踪
供应商样件的可制造性承 诺GM1927-19
供应商制造能力和生产准备的 可制造性评估GM1927-19
工装模具及设备评审 初始技术评审
工装模具窗口 -参考GM工程的零部件时间包括工装模具启动
11
量检具开发流程
初始技术评审
量检具需求
量检具概念批准
量检具设计批准 A表 RPN降低跟踪GM1927-21
量检具制造批准 B 表;量检具批准 C表
12
过程失效模式和 后果分析 控制计划
初始技术评审
初始PFMEA评审
5
进度表 /问题清单
初始技术评审 Initial -TR Initial-CKSM
进度表 GM1927-2(SGM) 问题清单 GM1927-5 QSB审核 GM1927-30 (差距分析)
6 质量体系基础 流程图
QSB审核 GM1927-30 (符合性)
7
初始技术评审
初始过程流程图评审
流程图跟踪
流程图
R@R -1 SORP 0
BIW MRD CVER / -54 /
SVER / IVER -48 / -45
M1 GA MRD -42
PPAP NS -35
认证试验完成 -21
-165 1 2 3 产品关键方会议 技术评审 定点资质
Pre-Sourcing 定点前 定点前 Pre-Sourcing Pre-Sourcing 定点前
尺寸报告 GM1927-32
15 生产件批准程序 按节拍生产
GM1411 (如非完全批准l)
PPAP 批准
16
初始技术评审
初步 R@R 计划
产能分析
R@R GM1960 (实施)
17
经验教训
Initial-TR 初始技术评审
经验教训概述
经验教训评审
September 24, 2008 May 8, 2009
阶段评审 2 (最终期限 - 78)
阶段评审 3 (最终期限 -52)
阶段评审 4 最终期限 -35)
PPAP (最终期限 -15)
Run@Rate (最终期限 -1)
分供方状态更新 GM1927-25
验证计划 - A/D/V P&R GM1829
4
阶段评审交付物 (必须评估信息有效性 )
GM和供应商项目联系清 单GM1927-17(SGM) 分供方管理计划草案 子零部件信息 GM1927-23 / 25 小组可行性承诺- AIAG附录 E
针对设计更改的 DRBFM
流程图更新
8
设计失效模式和 后果分析 设计评审
初始技术评审
初始DFMEA评审 KCDS GMW15049 研讨会 GD&T 研讨会
DFMEA跟踪
DFMEA更新
9
Initial-CKSM
KCDS进度表和& GD&T标注 初始工装模具及设备评审
设计评审状态
工装模具及设备跟踪
10
GM1927-1 GM1927-1(SGM)
RPN 降低汇总 GM1927-21
PFMEA 跟踪检查清单 A-7
13
初始技术评审 Initial-TR
初始控制计划评审
控制计划跟踪
GP12 及生产控制计划
GP12及生产控制计划跟踪 GP12 审核GM1927-33
14 GP12早期生产遏制
初始技术评审
GP12
GP12审核GM1927-33 (符合性)
全球APQP项目计划(整车项目)
GM GVDP 5.0 33/20 全球 APQP任务
概念整车 工程释放 (CVER) 产品释放 -110 结构整车工 程释放 (SVER) 产品释放 -98 集成整车 工程释放 (IVER) 产品释放 -83
= Repeat previous activity
PPV BIW MRD -39 M2 & PPV GA MRD -32 MVBns BIW MRD -25 MVBns GA MRD -21 MVBs BIW MRD -15 MVBs GA MRD -14 PPAP S -15