Nb_1Zr与1Cr18Ni9电子束自钎焊形成的互扩散层的微观组织分析
1Cr18Ni9Ti不锈钢的自表面纳米化的摩擦性能new

自表面纳米化对1Cr18Ni9Ti不锈钢的的摩擦性能的影响1:引言上个世纪以来纳米技术的特殊结构和优越性能已经吸引了很多的科学关注。
近些年来,自表面纳米化被认为是纳米工程技术的一项巨大突破。
表面纳米化能够明显的提高金属材料的物理和化学性能,特别在摩擦性能方面。
表面纳米化也是提高冲击能量频率和强度一个组成的表面促使深度塑性变形法主要方法。
研究人员已经制作出一些类似SMAT,USSP,SFPB及其他的表面纳米化工程,成功的应用于纯铁,碳钢,不锈钢及其他的材料焊接中去。
在这几个方法中,SFPB技术适用于应用在结构复杂和尺寸较大的结构,使得他们有更大的工程应用性能。
在这篇文章中,1Cr18Ni9Ti不锈钢是用SFPB技术处理过的。
它的微观结构和机械性能用来研究表面纳米化对摩擦性能的影响。
2:实验资料用于这项研究的材料是商务用的1Cr18Ni9Ti不锈钢。
在表面纳米化之前,1Cr18Ni9Ti不锈钢的试样的表面粗糙度是0.08um,SFPB这个技术过程在我们之前的报告中已经详细描述。
通过H-800的透射电子显微镜(TEM,运作在120KV)观察SFPBed试样的表面微观组织。
通过背面抛光和单面离子铣削薄箔标本为透射电子显微镜技术而准备的。
在纳米测试机600型号上测试SFPBed和原试样的力学性能。
这两个试样分别在空气中和真空中(1×10−5 Pa)进行摩擦性能测试,实验在室温下УTИ-1000型号真空摩擦测试机上进行。
通过量子200型号的扫描显微镜和能量弥散X线分析色散分光计上测试表面形貌和内部缺陷组成。
3:实验结果3.1:微观结构及机械机制利用透射电子显微镜,从图1可以看出顶端明亮层和离表面20um深的图层。
从图1(a)中可以看到表面微观组织是由粗糙的纳米等轴晶粒组成,而它的电子衍射方式表明了纳米技术中晶粒随机取向,可以被看成是α相的体心立方结构。
由此可以总结出SFPB技术可以将γ相转化为α相。
1Cr18Ni9不锈弹簧钢丝冷拔组织分析

中图分类号
Co d d a n ir s r c u e a a y i f1 l Ni l r wi g m c o t u t r n l sso Cr 8 9
sa nls t e ie f r s r n t i e ss e lw r o p i g
W ANG a — u n Xi o g a g ,YUE Xio d i,ZHANG i a g a - a Ma - n t
1 r8 i 锈 弹 簧钢 丝 冷 拔组 织分 析 C l N9不
王效 光 岳 晓岱 张麦仓 , ,
(.北京航空材料研究院 , j 京 1 E 摘 要 1 09 ; 2 0 05 ,北京科技大学材料科学 与工 程学 院, 北京 10 8 ) 0 0 3
1 r8 i C1 N9不锈弹簧钢丝拉拔 过程 中的强化形式主要是形 变强化 , 强化效 果 由 3种 因素 造成 : 氏体加 工 奥
Absr c Th te te i g wa s man y deomat n sr n t nng wh l l ta t e srngh n n y i il fr i te ghe i ie 1 o Cr 8Ni ti ls se lwie f rs in s i 9 sa ne s te r o pr g i n
tlc mp e sb l y 7 a o r s iii 5% . Th r i o d r s d sry d,gan sz s s le ,v lm efa t n o eo ma in ma tnst t e g an b un ay i e to e r i ie i mal r ou r ci fd fr to re i o e ic e s d o vo l n co ss cin,brg ta se iefnefb rsr tr c ur n fn re st b ro ln iu i a e — n r a e b iusy o r s e to ih u tn t i e tucu e o c si e ma tn i f e n o gt d n ls c i i ei t n at rwied a n ft tlc mp e sblt 0% .X —a fr cin a ay i h wst a b iusm at n ie dfr cin p a i fe r r wigo oa o r s iii 9 o y r ydi a to n lsss o h to vo re st i a to e k f f
1Cr18Ni9Ti超高强度不锈钢丝的微观组织分析

1Cr18N i9T i超高强度不锈钢丝的微观组织分析毛萍莉1,苏国跃2,孔凡亚2,程谦1(1.沈阳工业大学材料科学与工程学院;辽宁沈阳110023;2.中科院金属研究所,辽宁沈阳110015)摘 要:分析了超高强度奥氏体不锈钢丝在多道次拉拔过程中的组织变化。
结果表明,当拉拔变形量大于30%时,组织中开始出现形变马氏体,且变形量越大形变马氏体数量越多,尺寸越小。
并分析了拉拔时产生形变马氏体的原因。
关键词:不锈钢丝;微观组织;形变诱发马氏体相变中图分类号:T G142.71 文献标识码:A 文章编号:100123814(2004)022*******Study of M icrostructure of Super-h igh Strength1Cr18N i9T i Sta i n less Steel SilkMAO P ing2li1,SU Guo2yue2,K ONG Fa n2ya2,CHENG Q ia n1(1.S chool of M a ter.S ci.and E ng.,S heny ang Institu te of T echnology,S heny ang110023,Ch ina;2.Institu te of M eta l R esea rch,Ch inese A cad e m y of S cience,S heny ang110015,Ch ina)Abstract:T he m icro structu res change of super2h igh strength of au sten ite stain less still silk in m u lti2p ly draw ing w ere analysed.T he resu lts show that w hen the defo rm ati on degree excess30%the defo rm ati on m arten site can be found in the m icro structu re,and the greater defo rm ati on degree the mo re con ten t of defo rm ati on m arten site,and the s m aller size of m arten site grain.T he reason of deduces defo rm ati on m arten sit in the draw ing p rocess is analysed also.Key words:stain less still silk;m icro structu re;defo rm ati on deduce m atern site tran sfo rm ati onΞ 奥氏体不锈钢由于从高温到室温均为单一的组织形态,在从高温到低温的冷却过程中没有发生任何的组织转变,因此它不能通过热处理手段进行强化。
Nb-1Zr与1Cr18Ni9Ti高温真空钎焊工艺研究
利用BNi-5钎料,选取一系列的工艺参数, 进行Nb-lZr与1Crl8Ni9Ti炉中高温真空钎 焊工艺试验。焊后,对焊接接头进行性能检验 和微观分析。根据检验和分析结果,优化参数, 改进钎焊工艺。
2高温真空钎焊工艺试验
2.1真空钎料 选用镍基钎料BNi-5作为Nb-lZr合金与
1Crl8Ni9Ti不锈钢焊接的钎料,BNi-5钎料具 体成分为:Cr,18.5%~19.5%;Si,9.75%~ 10.75%;C,0.10%;其他,0.5%;余量为Ni,它 是以镍为基体,加入降低熔点的元素Si及提高 热强度抗氧化耐腐蚀的元素Cr形成。钎料固 相线温度为1 079℃,液相线温度为1 135℃, 由Ni+Ni5Si2+Cr3Ni5Si2组成,但Cr3Ni5Si2相 的数量极少。 2.2接头装配
第41卷增刊 2007年1 2月
原子能科学技术
Atomic Energy Science and Technology
V01.41,Suppl. Dec.2007
Nb一1Zr与1Crl8Ni9Ti高温真空 钎焊工艺研究
齐立君,蔡洪涛
(中国原子能科学研究院反应堆T程研究设计所,北京102413)
摘要:采用BNi一5钎料,对Nb-lZr与1Crl8Ni9Ti高温真空钎焊工艺进行试验研究,对试验钎焊的接头
Abstraet:In order to ioint Nb一1Zr alloy and 1Crl8Ni9Ti stainless steel,a series of bra- zing experiments with different technology parameters of BNi一5 brazing filler metal were carried out.After that,properties of brazing joint,including vacuum seal test,bear thermal shock test,microstructure of brazing seam and tensile strength test of brazing joint,were examined.The testing results show that brazing joint with BNi一5 filler metal has fine properties.At last,reasonable technology parameters were provided. Key words:Nb一1Zr;1Crl8Ni9Ti;brazing in vacuum
1cr18ni9ti扩散钎焊接头组织及性能
获得了合适的工艺参数:焊接温度1 060 P 温时间
乡么必力乡務龙生产应用,殍
20 min、扩散处理温度1 000 P保温60 min、钎料厚度
50 pm。
(2) 对钎焊接头显微组织 分析,钎料与母材形
成了 ,
焊, 组织 。
(3) 对 焊接头
温力学性能测试,
焊
接头抗拉强度与不 母材相当,而断后伸长率及断
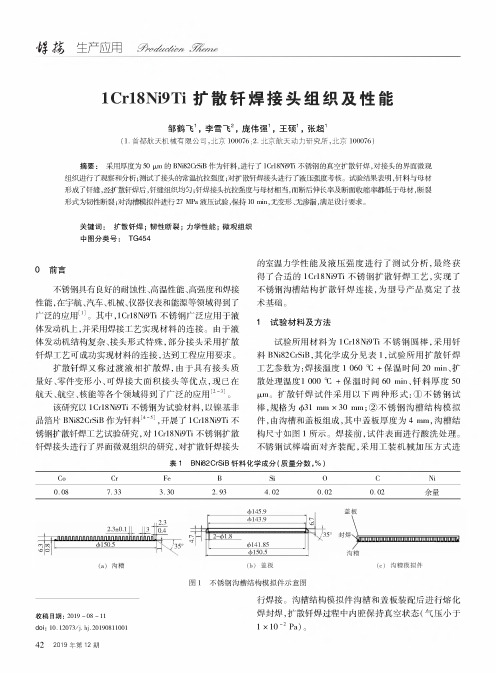
(a)沟槽模拟件截面
图5沟槽模拟件扩散钎焊外观形貌
(")钎缝微观组织形貌
图7沟槽模拟件截面及钎缝微观组织形貌
(a)钎缝成分分析
图6沟槽模拟件30 MPa液压试验变形情况
2.2.2 界面微观组织分析
图7为 模拟件截面及 微观组织形貌,可
以看
与盖板已形成了 ,
和母材界面
存在溶蚀现象。图8
模拟件的焊接头常温拉伸试件外观形貌,从图
中可以看 焊接头都断裂在 ,断
齐平,拉
长和缩颈现象不明显,说明接头断后伸长率及断面收
缩率都低于母材#
类别-
表2扩散钎焊接头力学性能
拉度心/MPa
断后伸长率断面收缩率
实测值
值
'(%)
((%)
534
24
21
613
38.5
27
接头
601
590.8
37
26
605
。
对 模拟件 27 MPa保持10 min
度考核
(产品设计要求),试件无变形、无 。纟
30 MPa,试件边缘出现鼓起现象, 增
部位
,
,如图6所示。由
模拟件边缘采
用熔焊 封焊,导 边缘区域出现焊接变形,同时在
瞬时液相扩散焊接CuAlBe合金和1Cr18Ni9Ti不锈钢

瞬时液相扩散焊接CuAlBe合金和1Cr18Ni9Ti不锈钢
于治水;吴铭方;王凤江;王宇
【期刊名称】《焊接学报》
【年(卷),期】2000(021)003
【摘要】采用CuMn合金为中间层对CuAlBe合金和1Cr18Ni9Ti不锈钢进行了
瞬时液相扩散焊接.通过扫描电镜、电子探针和X射线衍射分析等手段对接头的微
观组织和相结构进行了分析,并用拉伸试验评价了接头的连接强度.研究结果表明,焊接压力、焊接温度、焊接时间及CuMn合金中间层Mn的含量等焊接参数对接头
强度影响很大.在本试验中,当CuMn中间层中Mn元素含量为30%、Tb=1223K、tb=40min、P=1MPa时接头强度最高达到487MPa,其断口是韧性断裂.通过分析Mn的作用机理,发现Mn元素能够显著改善晶界结构,从而提高接头的连接强度.【总页数】4页(P32-35)
【作者】于治水;吴铭方;王凤江;王宇
【作者单位】华东船舶工业学院,镇江,212003;华东船舶工业学院,镇江,212003;华
东船舶工业学院,镇江,212003;华东船舶工业学院,镇江,212003
【正文语种】中文
【中图分类】TG456.9
【相关文献】
1.瞬时液相扩散焊在焊接修补中的应用研究 [J], 王岚;俞建荣;王磊
2.瞬时液相扩散焊接技术在低碳合金钢管对接焊中的应用 [J], 王亮;汪海涛;和平安;
余晗;王维亮;李栋
3.X70管线钢的瞬时液相扩散焊接头组织和力学性能 [J], 王磊;俞建荣;岳龙
4.瞬时液相扩散连接在镍及镍基合金焊接中的应用 [J], 王非森;陈思杰;高增;文申柳;陈玲
5.基于20钢瞬时液相扩散焊焊接过程的研究 [J], 陈思杰;王振江
因版权原因,仅展示原文概要,查看原文内容请购买。
ni基合金中al元素和nb元素扩散速率

ni基合金中al元素和nb元素扩散速率【知识】深度解析NI基合金中Al元素和Nb元素扩散速率导语:本文将着重探讨NI基合金中Al元素和Nb元素扩散速率的相关问题,通过全面评估和分析,帮助读者深入理解这一主题。
本文将从简到繁、由浅入深地介绍,以确保读者对主题有全面、深刻和灵活的理解。
1. 背景介绍1.1 NI基合金的应用领域NI基合金是一类基于镍元素构成的合金材料,由于其优异的耐腐蚀性、高温强度、低温韧性和优良的机械性能,被广泛应用于航空航天、化工、能源等领域。
1.2 Al元素和Nb元素在NI基合金中的作用Al元素和Nb元素是NI基合金中常见的合金元素,在合金性能和微观结构调控中发挥重要作用。
Al元素可提高合金的抗腐蚀性和高温强度;而Nb元素则对合金的晶粒尺寸和相变行为产生显著影响。
2. Al元素和Nb元素扩散速率的研究进展2.1 实验方法及研究手段通过实验手段,研究人员可以定量分析Al元素和Nb元素在NI基合金中的扩散速率。
常用的实验方法包括扩散偶实验、扩散层厚度测量等。
利用电子显微镜、能谱仪等先进设备,可以对扩散过程进行详细观察和结构分析。
2.2 影响Al元素和Nb元素扩散速率因素Al元素和Nb元素在NI基合金中的扩散速率受多种因素的影响,如温度、合金成分、晶粒尺寸等。
具体而言,温度是影响扩散速率的重要因素,高温条件下扩散速率显著增加。
合金成分中的其他元素也可能对扩散速率产生影响。
3. Al元素和Nb元素扩散速率的机理探讨3.1 Al元素扩散机理关于Al元素在NI基合金中的扩散机理,学界存在不同的理论解释,其中一种观点认为,Al元素通过晶界、空隙或其他扩散通道扩散。
合金的微观结构和合金元素间的相互作用也对Al元素扩散过程具有重要影响。
3.2 Nb元素扩散机理相比于Al元素,Nb元素在NI基合金中的扩散机理研究较少。
目前,学界普遍认为,Nb元素主要通过体扩散的方式在NI基合金中传输。
然而,对于Nb元素在合金微观结构中的具体扩散路径及机理的研究仍然存在一定的争议和不确定性。
1-2219铝合金搅拌摩擦焊接头弱连接缺陷微观表征及分析

2219铝合金搅拌摩擦焊接头弱连接缺陷微观表征及分析陈华斌1,王继锋2,郑德根1,林涛1,陈善本1(1.上海交通大学材料科学与工程学院,上海200240;2.上海市特种设备监督检验技术研究院,上海200333)摘要:针对铝合金搅拌摩擦焊弱连接缺陷(Residual Oxide Discontinuities,ROD)的微观形成机理表征,开展了2219铝合金搅拌摩擦焊接头的近表面残余氧化膜、S线缺欠的分布特征、缺欠取向及类型的研究。
为进一步探讨2219铝合金弱连接缺欠的微观形成机制,对2219铝合金试板焊前进行了阳极化处理并进行搅拌摩擦焊接,通过光学显微镜(OM)、X射线衍射(XRD)和透射电镜(TEM)对焊核区的氧化铝颗粒进行微观表征。
结果表明:初始阳极化处理的Al2O3氧化膜,经过搅拌、摩擦进入焊核区,形成近表面Al2O3颗粒阵列和焊核区“S形”的黑色迹线,主要是无定形Al2O3晶体结构,同时伴有少量弥散分布的第二相粒子Al2Cu,而Al2O3颗粒最终影响搅拌摩擦焊接头的综合力学能。
关键词:搅拌摩擦焊;弱连接缺陷;氧化铝中文分类号:TG409文献标识码:A1前言2219铝合金属于Al-Cu-Mn系可热处理强化合金,由于其在低温和高温力学性能、断裂韧性、焊接以及抗应力腐蚀等方面具有明显的优势,广泛应用于航空、航天等领域。
与传统熔焊相比,搅拌摩擦焊(Friction Stir Welding,FSW)具有许多明显优点[1-2]。
针对FSW产热机制、焊缝金属塑性流动模型、接头缺陷表征及分析开展了诸多研究。
FSW接头弱连接缺陷形成机制和有效表征,如“焊核区洋葱环”、“S”线等缺欠尚缺乏明确的物理学和冶金学解释。
显然,FSW焊缝缺陷在一定程度上会对产品的安全性和服役的性能产生较大影响。
围绕铝合金焊前表面氧化膜对最终FSW接头综合性能的影响一直是研究的热点问题,近表面残余氧化膜阵列缺欠和贯穿整个焊核区的黑色“S”迹线究竟对接头力学性能,如,抗拉强度、弯曲和疲劳特性等产生多大程度影响,还存在一定认识偏差[3]。
搅拌摩擦焊微观组织

铝合金搅拌摩擦焊焊缝微观组织搅拌摩擦焊(FSW)焊接技术是英国焊接研究所(TWI)于1991年发明并获得专利保护的一项新型固相连接技术[1-2]。
此方法的最大特点就是焊接温度低于材料熔点,可避免由熔焊所带来的裂纹、气孔等缺陷。
通过此方法可获得优质的焊接接头,尤其适用于航天、航空工业及船舶制造业等。
搅拌摩擦焊的基本原理非常简单,由轴肩(Shoulder)和搅拌针(Pin)组成的非消耗的搅拌头旋转着插入被焊板材连接处,沿着被焊板材的结合缝隙前进。
通过搅拌头的摩擦加热和搅拌作用使得焊缝金属发生塑性流动,从而使两块板材焊合。
FSW时旋转的搅拌头在焊缝方向的切线速度与焊接速度方向相同的一侧称为前进侧AS(Advancing Side),而相反的一侧称为后退侧RS (RetreatingSide)。
在搅拌摩擦焊的过程中,材料在比较高的温度下经历剧烈的塑性变形,对金属的微观组织产生重要影响,进一步决定了焊接接头的机械性能。
FSW研究的一个很重要方面就是微观结构的形成情况。
国外对其接头微观组织的研究更深入,已涉及晶粒取向、位错密度、强化相的溶解、新相的析出和长大等方面。
本文主要介绍当前铝合金搅拌摩擦焊的焊缝形成和微观组织的研究和发展情况。
焊缝区域分类在搅拌摩擦焊和搅拌摩擦加工中,剧烈的塑性变形和高温导致搅拌区中再结晶、晶体结构变化以及沉淀相的溶解和粗化。
基于以上晶粒和沉淀相的特征,可将焊缝分为3个区域,分别是焊核区(NZ)、热机影响区(TMAZ)和热影响区(HAZ)。
微观组织的变化对焊后的力学性能具有重要影响。
焊核区搅拌摩擦焊过程中剧烈的塑性变形和摩擦热,使得搅拌区形成细小的动态再结晶晶粒,通常这个区域被称为焊核区或动态再结晶区(DXZ)[3]。
焊核区的形状依赖于搅拌摩擦焊的工艺参数,Liu等[4]发现,轴肩尺寸为16mm时焊核区的形状为矩形,随着轴肩尺寸的增加,焊核区由矩形变为椭圆形。
当搅拌针直径从8mm降到6mm时,焊核区的尺寸显著降低。
辅助电磁场作用下的铝基复合材料钎焊接头界面微观组织及其分析
Ab ta t n o d rt o to h u hn / n u f n e a iro h en o c d p rils h r zn sr c :I r e oc n r lt ep s i g e g l me tb h vo ft er if re a tce ,t eb a ig
i t d e n a lc r s s u i d i n e e toma ne i i l tdif r ntAC qu r e k v l e g tc fe d a fe e s a e p a a u .Re u t ho t tt e v s ls s w ha he b ha i r o h enf r e r i ls i old fe t li on r le fe tv l b pp y ng e e t o g tc o f t e r i o c d pa tc e n s i ii d me a s c t o ld e f c i e y y a l i lc r ma ne i f r e whe h g tc i e iy i .5 ,AC q a e c r e r q nc s 1 0Hz a d p a a ue i o c n t e ma ne i nt nst s 0 T s u r u r ntf e ue y i 0 n e k v l s 7 A.Th i pa tc e i t i t io ml nd dip r i e t r g 0 e S C ri ls d s rbu e un f r y a s e s v h ou hou he br z n e m t ut s g— tt a i g s a wiho e r g ton p no n t t n e f c . e a i he me on a he i t r a e Ke r s: l c r — g tc fe d;a u i m lo omp ii y wo d ee t o ma ne i i l l m nu a l y c oston;br zng;i e f c a t u t e ai nt r a ils r c ur
CBN刀具切削镍基合金刀-工界面扩散机理研究
摘要摘要镍基合金GH4169在高温下仍然保持较好的强度、抗氧化能力等,从而被广泛应用于航空航天领域。
但镍基合金是典型的难加工材料,且需要较高的加工精度,科研人员始终致力于其切削加工过程中表面加工质量、刀具磨损等方面的研究。
GH4169内部成分多样且结构复杂,宏观实验或仿真较难对其加工过程进行更加微观与深入地研究。
分子动力学(MD)方法能够更加方便地从原子尺度对其加工过程中的微观结构演变进行观察与研究,进而揭示各种机理,是研究镍基合金超精密加工的良好手段。
本文应用分子动力学方法,构建了立方氮化硼(CBN)刀具切削镍基合金工件的纳米切削简化模型。
工件模型分为Ni-Fe-Cr合金模型及含有Ni-Fe-Cr合金(γ相材料)和Ni3Al(γ’相材料)的多相模型,各种类原子质量比参考镍基合金GH4169。
模型中应用EAM、Morse和Tersoff三种势函数赋予不同种类原子之间相互作用,运用LAMMPS软件仿真切削过程。
进而对镍基合金切削过程中刀-工界面的工件表层加工硬化机制及刀具表面原子扩散现象进行研究。
通过追踪切削过程中单晶Ni-Fe-Cr模型内部微观结构变化,能够清晰观察到工件内部面角位错,位错塞积以及位错缠结等导致加工硬化的微观机制。
构建Ni-Fe-Cr 合金及单晶Ni相同切削条件下的纳米切削模型,求解两种材料的层错能并观察与对比其内部层错变化。
结果表明:层错能的降低导致镍基合金在切削过程中产生层错的概率增大,这间接导致其在塑性变形过程中形成较多引起加工硬化的面角位错。
通过CBN刀具对镍基合金Inconel718的铣削实验发现,工件中Ni、Fe和Cr原子扩散进入刀具中。
应用分子动力学方法研究原子扩散对CBN刀具晶体性能的影响。
结果表明:工件原子扩散到CBN单晶刀具中,使得CBN晶体抗压强度降低,且随着条件温度升高晶体的抗压强度下降。
构建分子动力学冲击模型得到CBN刀具扩散前后的冲击韧性,工件原子扩散到CBN刀具晶体中,使得刀具晶体冲击韧性明显下降。
瞬时液相扩散焊接CuAlBe合金和1Cr18Ni9Ti不锈钢_于治水
瞬时液相扩散焊接CuAlBe合金和1Cr18Ni9Ti不锈钢于治水,吴铭方,王凤江,王 宇(华东船舶工业学院,镇江 212003)摘 要: 采用CuMn合金为中间层对Cu AlBe合金和1Cr18Ni9Ti不锈钢进行了瞬时液相扩散焊接。
通过扫描电镜、电子探针和X射线衍射分析等手段对接头的微观组织和相结构进行了分析,并用拉伸试验评价了接头的连接强度。
研究结果表明,焊接压力、焊接温度、焊接时间及Cu M n合金中间层Mn的含量等焊接参数对接头强度影响很大。
在本试验中,当CuMn中间层中Mn元素含量为30%、T b=1223K、t b=40min、P=1MPa 时接头强度最高达到487MPa,其断口是韧性断裂。
通过分析Mn的作用机理,发现Mn 元素能够显著改善晶界结构,从而提高接头的连接强度。
关键词: CuAlBe合金;CuMn合金;中间层;1Cr18Ni9Ti不锈钢;瞬时液相扩散焊接中图分类号:TG456.9 文献标识码:A 文章编号:0253-360X(2000)03-32-04于治水0 序 言CuAlBe合金基于热弹性马氏体晶界可动性内耗机制而具有高强度、良好的耐海水腐蚀性、高阻尼性及好的形状记忆特性[1,2]。
将该材料应用于替代振动部位的关键零部件,可起到减振降噪效果,因而实现该合金与异质材料可靠焊接对进一步拓宽其应用范围具有深远的意义。
目前,对形状记忆材料的研究大都是关于CuZnAl、CuAlNi合金本身成分、组织与性能的关系,而关于CuAlBe合金的研究报道甚少[3,4]。
对有关形状记忆合金焊接性的研究仅在文献[5,6]中见有对Ti-Ni材料及其它铜基形状记忆合金的报道,而对于CuAlBe合金及该合金与不锈钢的焊接则未见报道。
另外,关于瞬时液相扩散焊接的研究主要是对于镍基合金[7]、钛合金、铝基复合材料及陶瓷等材料进行的[8]。
本文就CuAlB e合金和1Cr18Ni9Ti不锈钢之间的瞬时液相扩散焊接进行了研究,由于两种材料物理、化学性能的不同,特别是CuAlBe合金中含Al约10%左右,易与1Cr18Ni9Ti 不锈钢中各元素形成金属间化合物恶化接头性能,本文主要采用CuMn合金作为中间层对CuAlBe合金和1Cr18Ni9Ti不锈钢进行瞬时液相扩散焊接研究。
镍基单晶高温合金对接平台内的微观组织及缺陷形成

精密成形工程第14卷第9期微观组织及缺陷形成霍苗,赵惠,张可人(西安石油大学材料科学与工程学院,西安 710065)摘要:目的针对喷嘴导叶和双联导叶等对接结构单晶铸件内容易产生凝固缺陷的问题,研究定向凝固过程中对接平台内枝晶的生长行为、取向演化和凝固缺陷形成机制。
方法在不同抽拉速率下制备具有对接结构的镍基单晶高温合金铸件,采用实验与ProCAST有限元模拟相结合的方法,研究抽拉速率对镍基单晶高温合金对接平台内微观组织的影响,分析平台内凝固缺陷的形成机理。
结果当抽拉速率较低时,平台内枝晶生长规则,基本无凝固缺陷;随着抽拉速率的增大,平台内枝晶出现严重的侧向生长;当抽拉速率达到150 μm/s时,平台中间区域形成了碎断枝晶缺陷。
结论平台内枝晶生长与局部的温度场分布密切相关,而碎断枝晶的形成可能是由平台内部溶质富集引起的。
关键词:单晶高温合金;抽拉速率;微观组织;缺陷形成DOI:10.3969/j.issn.1674-6457.2022.09.012中图分类号:TG132.3 文献标识码:A 文章编号:1674-6457(2022)09-0086-06Microstructure and Defect Formation in Rejoined Platforms of Ni-basedSingle Crystal SuperalloyHUO Miao, ZHAO Hui, ZHANG Ke-ren(School of Materials Science an Engineering, Xi'an Shiyou University, Xi'an 710065, China)ABSTRACT: The work aims to research the growth behavior, orientation evolution and solidification defect formation mecha-nism of dendrite in the rejoined platforms during directional solidification to solve the problem that it is prone to form solidifica-tion defects in single crystal castings with rejoined structure such as nozzle guide vanes and double guide vanes. Ni-based single crystal superalloy castings with rejoined structure were prepared under different withdrawal rates. The effects of withdrawal rates on the microstructure in the rejoined platforms of Ni-based single crystal superalloy was investigated by combining ex-periments and ProCAST finite element simulation. The formation mechanism of solidification defects in the platforms was ana-lyzed. At low withdrawal rates, the dendrites in the platforms were regular and free from solidification defects. With the increase of withdrawal rates, serious lateral growth of dendrites occurred in the platforms. At the withdrawal rate of 150 μm/s, frag-mented grains formed in the middle regions of the platforms. The dendrite growth in the platforms is closely related to the local thermal field distribution. The formation of fragmented grains may be caused by the solute enrichment in the platforms.KEY WORDS: single crystal superalloy; withdrawal rates; microstructure; defect formation收稿日期:2022–03–07基金项目:国家自然科学基金(5210011310);陕西省自然科学基础研究计划(2021JQ–604,2021JM–403);陕西省教育厅科研计划(21JC027);西安市科技计划(2020KJRC0100)第14卷第9期霍苗,等:镍基单晶高温合金对接平台内的微观组织及缺陷形成87镍基单晶高温合金由于具备良好的高温综合性能,常被用于制造航空发动机和燃气轮机的关键热端部件,如涡轮叶片、导向叶片等[1-4]。
锌基合金钎焊界面区的微观组织形态及相组成

锌基合金钎焊界面区的微观组织形态及相组成第13卷第3期2005年6月材料科学与工艺MATERIALSSCIENCE&TECHNOLOGYV01.13No.3June,2005锌基合金钎焊界面区的微观组织形态及相组成刘秀忠L,邹增大,杨德新,戴家辉(1.大连交通大学材料科学与工程学院,辽宁大连116028,2.山东大学材料科学与工程学院,山东济南邮编250061)摘要:为研究锌基合金钎焊接头界面区的组织,性能及其钎焊接头的结合强度,本文用光学显微镜,扫描电镜,x射线衍射等分析手段,对界面区的微观组织形态及其相组成进行了研究分析;结果表明,用研制的新型高强软钎料钎焊锌基合金,获得的钎焊接头界面区中局部有交互结晶产生;界面区组织构成较复杂,既有cd,sn,zn固溶体,又有少量的细小的Mg2Sn,MsZn等化合物;固溶体可以提高钎焊接头的强度和塑性,少量细小的化合物可强化基体组织,有利于强度的提高;但连续层状的金属间化合物可引起钎焊接头的脆化,使其性能降低.关键词:锌基合金界面区显微组织中图分类号:TG146;TG113文献标识码:A文章编号:1005—0299(2005)03—0323—03Microstructureandcharacteristicsofsolderingjointinterfacialregi0nofZAalloyLIUCiu.zong.',ZOUZeng.da,Y ANGDe—xin.,DAIJia—hui(1.SchoolofMaterialsScienceandEngineeringDalianJiaotongUniversity,Dalian116028, China;2.SchoolofMaterialsScienceandEngineeringShandongUniversity,Jinan250061,China) Abstract:Inordertostudythemicrostructure,characteristicsoftheinterfacialregionandthej ointstrengthofthesolderingjoint.Inthispaper,analyticinstrumentssuchasOM,SEMandX—raydiffractionareusedto investigateandanalyzethemicrostructureandthephasecompositionoftheinterfacialregion .Theresultsindi—catethat,interactivecrystallizationexistsinpartoftheinterfacialregionbyusinganewdevelo pedkindofhishstrengthsolderingfillermeta1.BothsolidsolutionofCd,Sn,Znandsmallamountsoffine grainedcom—poundsofMg2Sn,MsZnarefounded.Solidsolutioncanimprovethestrengthandplasticity,a ndsmallamountsoffine—grainedcompoundscanstrengthenthematrix,whichisbeneficialtoimprovethejointstrengt h.How—ever,successivelaminateofintermetalliccompoundswillresultinembittermentanddeterior atethepropertiesofthejoint.Keywords:ZAalloyInterfacialregionMicrostructure锌基合金具有较高的强度,硬度及耐磨性;较好的流动性;且价格便宜;生产成本低等优点,因此被广泛应用于机械,轻工,仪表,电机,塑料等行业.但锌基合金中zn不仅沸点低且极易氧化(沸点为906~C),在熔化焊的过程中很容易产生锌的收稿日期:2004一o6一l6.基金项目:山东省自然科学基金资助项目(Y2201F09) 作者简介:刘秀忠(1962一),女,博士生,教授;邹增大(1941一),男,教授,博士生导师;杨德新(1944一),男,教授,博士生导师.蒸发和氧化,使焊缝及熔合区的成分,组织,性能发生很大的变化,降低使用性能.由于钎焊时的温度低,母材不熔化,因此可以减少锌的蒸发,氧化或烧损,同时还可降低接头的应力及由于过热对母材的组织和性能的影响等,因此钎焊是解决锌基合金连接和修复的最好方法之一¨J.目前对锌基合金的连接及其连接性能的研究,目前处于探索研究阶段,有很多技术和理论问题有待进一步探讨.材料科学与工艺第l3巷率史果Ⅲ自行研制的一种新型高强镉基软钎料.用炉中钎焊的方法钎焊锌基台金;用光学和电子显微镜对钎焊接头界面区的组织及其形态进行分析研究,用x射线衍射分析界面区的相组成进行了分析.结果发现.采用此种钎料钎焊锌基合金,钎焊接头界面区由于台金元素的相互扩散,溶解.出现了局部交互结晶,这有利于提高钎缝和母材的结合强度满足母材的使用性能要求.1试验材料,设备及方法1.1试验材料及设备试验母材为锌基台金,其zn,Al成分相当于ZA10.同时还加入了少量的cu,Ti,Mg等合金元素,化学成分和力学性能见表1.根据试验要求,母材用金属型铸造成6x80×l20的过板.钎料为自行研制的新型高强软钎料,主要成分为cd,sn和zn,其主要性能见表2.试验设备为空气电阻炉表1母材的化学成分及力学性能航拉强度/'~Pa延伸率,%删瀣角/熔点r,1.2试验方法在试板上开出深约0.6~1m儿的u型槽,钎焊前对钎焊处进行清理,以去除油污锈蚀等清理完后,在钎焊处放置适量的钎料和钎剂然后把试件放人电阻炉中,调整好钎焊温度进行加热,在达到钎焊温度320屯后在炉中保温J5nfin,然后将试板拿出并立即用清水进行清洗.检查钎焊接头的外观质量并截取制备金相试样.用光学显馓镜和扫描电镜对钎焊接头界面区的组织及其形态,微观组织特征等进行研究分析;并对界面区进行X射线分析.2试验结果及分析2.1钎焊接头界面区的显微组织及其形态锌基合金界面区的组织形态见图l和图2.从图中可以看到,界面区组织没有明显的界限,说明钎缝和母材结合紧密.且从图Jb可以看出界面区组织较钎缝细密,无连续的脆性金属间化台物及晶间渗入现象等在图2中的界面区有交互结晶产生,且在基体上弥散分布着许多细小的化合物同I钎焊接击及界面区的组纵彤态ca)竖lb,皿圈2界面区部分交互结品盟其形态分析认为.在锌基合金钎焊时,钎料和母材作用强烈,它们可以相互溶解,相互扩散较充分,不仅接触界面上有原子扩散,而且在体积方向上电有原子扩散.因此界面区没有明显的分界线.另外,虽然钎料中的组元ctI,sn都能够和母材中的zn形成低熔共晶.且低熔点的钎料组分向钎料中的溶解量较多,但由于钎料组分向母材的扩散时先形成固溶体,在达到它在母材中的饱和溶解度后并未形成共晶体,而是形成了少量的,不连续的金属间化合物,并没确出现向晶问渗人的现象,从而使钎焊接头具有较高的性能.另外,sn的熔点较低.在钎缝中主要以低熔共晶的形式分布在晶界附近,而在界面区,由于母材的溶解,一部分sn 会和母材中的Mg形成细小金属间化合物Mg:Sn 分布在晶界附近,细化了晶粒(图1,2),提高了钎焊接头的强度.在界面区部分交互结晶的产生(图2)是因为锌基台金虽然不是纯金属和单相合金,但由于钎料的基体和母材的基体的晶体结构相同,母村为锌基.钎料为镉基,但锌和镉均为密排六方品格结构,且它们的品格常数锌的晶格常数为:a=0266.t一0.494.(,/a=186;;镉的晶格常数为:a=2.979,(-=5617,(-/a=】_886十分接近,这就为界面区的交互结晶创造了条件,出现了局部的交互结晶.交互结晶的出现不仅提高了钎焊接头的结合强度,而且由于固溶体组织的出现, 使钎焊接头具有良好的强度和塑性在界面区若出现连续层状的金属问化合物,钎焊接头的性能将显着下降,但少量弥散分布的化合物,将有利于第3期刘秀忠,等:锌基合金钎焊界面区的微观组织形态及相组成?325? 强化基体,提高钎焊接头的强度.钎焊接头界面区较宽,钎缝和母材没有明显的界限,这也表明钎料与母材的反应即母材向液态钎料中的溶解和钎料向母材的扩散较充分,特别是母材的溶解,有利于提高钎焊接头的强度.2.2钎焊接头界面区主要相组成钎焊接头界面区x射线衍射由线见图3,通过对钎焊接头界面区进行x射线衍射分析发现,由于界面区的成分复杂,该区几乎包含了母材与钎料的所有成分,这是由于钎焊过程是钎料向母材的扩散及母材向液态钎料中的溶解的过程.因此界面区的相组成较复杂,主要有Cd,zn固溶体和Mg2Sn,MgZn和AlCu9等金属间化合物.Cd,zn固溶体的形成有利于提高钎焊接头的结合强度,在界面区形成共同晶粒,但金属间化合物的形成有可能降低钎焊接头的塑性,使接头变脆,影响使用性能.关于金属间化合物的形成机理有待于进一步研究.图3钎焊接头界面区x射衍射图3结论1)用研制的新型高强软钎料钎焊锌基合金,钎焊接头有局部交互结晶产生,这样可保证钎缝和母材具有较高的结合强度.2)钎焊接头界面区组织主要是由Cd,zn固溶体和少量细小的化合物组成,且组织细密.固溶体可以提高钎焊接头的强度和塑性,少量细小的化合物可强化基体组织,有利于钎焊接头强度的提高.参考文献:[1]胡海明.ZA合金的研究进展[J].材料导报,1998,12(3):17—20.[2]邹僖.钎焊[M].北京:机械工业出版社,1995.[3]中国机械工程学会焊接学会.焊接手册(第一卷) [M].北京:机械工业出版社,1993:343—363.[4]plexmicro—constructionchangesinas —casteutectoidZn—A1alloy[J].JOURNALOFMA. TERIAI.SSCIENCE29(1994):1594—1552.[5]郑来苏.铸造合金及其熔炼[M].西安:西北工业大学出版社.1994.[6]张文钺主编.焊接冶金学(基础部分)[M].北京:机械工业出版社.1995.[7]陈云贵,涂铭旌,沈保罗等.过饱和ZA27的尺寸收缩及其组织转变的关系[J].中国有色金属,1998,8(2):254—258.[8]张忠明,王锦程,刘宏昭,等.过饱和ZAC27合金的阻尼性能与组织演变[J].中国有色金属.2000,10 (3):306—312.[9]张忠明.锌铝高阻尼合金的组织转变,性能及其内耗机制[D].西安:西北工业大学,1999,81.[10]张忠明,王锦程,徐东辉,等.铝,铜,镁对铸态锌基合金组织和阻尼性能的影响[J].中国有色金属学报,1999,9(Suppp1.1):1—6.[11]NUTFALLK.Thedampingcharacteristicofasuper- plasticZn—A1eutectoidalloy[J].JournaloftheInsti. tuteofMetals,1971,99:266—270.(编辑张积宾)。
厚板奥氏体不锈钢焊缝显微组织分析
试验焊缝处金属的化学成分 ( 质量分数, %)
Chemical composition of the metal at weld joint ( wt%)
C 0. 06 S 0. 012 Mn 1. 10 Si 0. 35 P 0. 010 Cr 19. 00 Ni 8. 72
元素 焊缝试样
SUS 304 钢 <0. 08 <0. 03 <2. 00 <1. 00 <0. 03 18 ~ 20 8 ~ 10
《 金属热处理》 2006 年第 31 卷第 10 期
层上生长, 残留 ! 铁素体有强烈的形核效果, 奥氏体焊 缝金属中存在 ! 铁素体。焊缝金属的再结晶现象不仅 发生在冷却过程中, 而且发生在多道焊新一层焊缝金属
[ 6] 的熔敷过程中 。由于多道焊时的反复加热, 前一层焊
道所形成的再结晶现象被加强。再结晶后形成粗大柱 状晶。因此厚板奥氏体不锈钢焊缝的最终形态是粗大 等轴的柱状晶奥氏体 + 沿柱状晶分布的 ! 铁素体。
《 金属热处理》 2006 年第 31 卷第 10 期
21
2
焊缝金属组织及分析
图 2 为焊接接头的宏观形貌 ( 图中小孔为用于检
金相组织见图 3 所示, 其中母材组织为奥氏体 + 沿轧 制方向分布的铁素布的铁素体。
!" #$ 焊缝宏观形貌及金属组织 测取样) 。在低倍显微镜下可以清楚地看到焊缝组织
[ 4] 呈现铸造组织形态, 有明显的外延生长 特性, 焊缝
中部的晶粒方向几乎是平行的。焊缝晶粒始于母材晶 粒, 止于焊缝中心。晶粒沿原晶粒方向生长, 在向焊缝 中心生长的过程中生长方向趋于垂直焊缝的上下表 面, 焊缝中心处 ( 先凝固的部分) 显微组织比焊缝上下 表面 ( 后凝固的部分) 的组织细小。这是因为开始焊 接时, 母材温度较低, 散热快, 凝固组织细。随着焊接 层数的增加, 不断有热量输入母材, 温度升高, 散热速 度慢, 导致了表面上形成的组织明显变粗。 焊接接头
镍基高温合金瞬时液相扩散焊微观结构的研究
GTD-111 镍基高温合金瞬时液相扩散焊微观结构的研究作者M. Pouranvari∗, A. Ekrami, A.H. Kokabi译文山东大学材料科学与工程学院马群双材料科学与工程学院, 谢里夫科技大学, P.O. Box 11365-9466, 德黑兰, 伊朗.2007.5.31初稿. 2007.7.19修订稿. 2007.7.21接收. 2007.8.6在线刊登摘要瞬时液相扩散焊(TLP)使用非晶态的Ni–Si–B夹层金属MBF30,连接镍基高温合金GTD-111。
扩散焊是在真空环境下保温1100℃,保持不同时间进行的。
接头区域的显微结构通过光学显微镜和扫描电子显微镜进行研究。
微观结构的研究表明,等温凝固完成之前,接头区由四种不同的区域构成:无热凝固产生的中心线共晶相,等温凝固产生的固溶体相,扩散诱发的硼化物沉淀相和母材金属。
在1100℃下保持75min时等温凝固完成,同时抑制中心线共晶相的形成。
在1150℃下保持240min等温凝固接头完成均匀化,导致扩散影响区的二次沉淀物减少和接头区大量γ’相沉淀物的形成。
© 2007 Elsevier B.V. All rights reserved.关键词:GTD-111高温合金; TLP扩散焊;等温凝固; 微观结构1.前言GP强化的镍基高温合金如GTD-111,广泛应用于航空发动机和涡轮发电机的高温部位。
它们在高温下能够提供优异的抗拉强度,抗应力破坏和蠕变能力,疲劳强度,抗氧化和腐蚀能力以及微观结构的稳定性。
涡轮发动机的效率不断提高,发动机部分的复杂度也不断增加。
此外,地基涡轮机尺寸的增加导致易于产生斑点缺陷的大截面组件的使用。
因此,成功和高效的制造燃气涡轮发动机需要在各种条件下使用熔焊或钎焊的方法连接高温合金。
另一方面,一个涡轮叶片通常表现出各种类型缺陷的结合,例如:热疲劳裂纹,腐蚀,外来物破坏,热腐蚀,氧化和硫化等等。
高温合金组件成本的增加导致人们对修复受损组件更加重视[1,2]。
钼铜扩散焊接接头界面显微组织
第4 期
张 建,等: 钼铜扩散焊接接头界面显微组织
·63·
10. 7% Ni,大于 Ni 在 Mo 中的固溶度[12],形成过 饱和固溶体,导致连接处强度不高; OFC 侧断口 较为平整,以晶粒状为主,并可观察到台阶状的断 裂层,这 都 导 致 焊 接 接 头 结 合 强 度 下 降. 同 时, Mo1 侧和 OFC 侧 EDS 分析表明( 表 2) ,B 点主要 成分为 Mo,断口表面形成了 Mo ( ss,Ni) 固溶体, C 点主要成分为 Ni,断口表面形成了 Ni( ss,Mo) 固溶体,两侧断口 EDS 分析只出现了 Mo 元素和 Ni 元素,并没有 Cu 元素存在,表明断口发生在 Mo / Ni 界面,这与 XRD 分析结果一致.
图 6 分别为 Mo1 侧和 OFC 侧断口形貌. 由 图 6可知,断口表面呈典型的脆性断裂特征. Mo1 侧断口上存在一些白色突起物,突起物的存在为 界面弱结合区,表明接头易在这些区域发生断裂, 表 2 中 A 点 EDS 扫 描 结 果 为 89. 3% Mo 和
试验材料为 Mo1 钼合金和 OFC 铜合金,试件 尺寸为 Φ29 mm × 2. 0 mm 圆片,中间层 Ni 箔厚 度为 10 "m,试验材料的化学成分和性能见表 1. 焊接前使用金相砂纸打磨以除去焊接原料的表面 氧化膜,用丙酮超声清洗焊接表面后,放入真空扩 散炉( ZRY - 50,锦州航星真空设备厂,中国) ,在 不同焊接温度和保温时间下进行真空扩散焊接, 焊接压力为 5 MPa.
采用扫描电镜( JSM - S3400N 型,日本) 观察 焊接接头显微组织,并用自带能谱仪对拉伸断口 进行元 素 成 分 分 析; 利 用 X 射 线 衍 射 分 析 仪 ( Rigaku - Ultima Ⅲ,日本) 检测焊接断口的物相 组成; 采用电子探针 ( JEOL - JXA8100,日本) 观 察焊接接头界面形貌及元素浓度分布.
焊接接头微观组织模拟方法研究进展

!"#"$%&’"() %* +%’&,)"- ./’,$0)/%( %* 1"$2 3%/() ’/+-%.)-,+),-"
012( 345678, 9:;2( <4=85>=8>, ?@12( 185>7A, 3: BC45D7=8 !?7=ECA8> @84FGHI4JD KL4MN’GLCM, 07C=8 "#$$%", *C48=& 1OIJH=LJ : ’CG PGFGQARSG8J AT LASR7JGH I4S7Q=J4A8 JGLC8467GI AT S4LHAIJH7LJ7HGI AT UGQP =8P CG=J5=TTGLJGP EA8G!?1B& 4I HGF4GUGP ,
", 法最早是由 /$% 0’-.(%% 和 1*(. 作为生
物机体的一种可能的理想模型而提出的, 随后它们 被逐渐引入到数学、 物理和材料科学等更加广泛的 领域, 比如计算机理论、 湍流和组织形成模拟研究 等。 是一类离散模 ", 法是物理体系的一种理想化, 型的统称, 或者可以说是一种建立模型的基本思想 和方法。 元胞自动机在刚刚提出到 23 世纪 43 、 53 年代并未引起足够的重视, 其发展较为零散和缓慢, 也没有形成系统的描述, 直到 6789 年, 随着计算机 科学的发展, 尤其是 :; <$*=)(. 对它的理论及应用 进行了深入研究, 较为系统地给出了元胞自动机的 一些数学理论基础以及统计描述, 人们才逐渐地意 识到元胞自动机的价值, 从而激发了人们对它的研 究兴趣。 而元胞自动机在材料科学中的应用也是近 几十年才发展起来的。 另外, 近年来一种新的模拟方法, 即相场法也 逐渐成为人们的研究热点 >5? 。 相场法是一种计算技 术, 可以使研究者在枝晶尺度上真实地模拟微观组 织的形成, 通过引入新变量——相场 ! 而得名。 相 场是一个序参量, 表示系统在时间和空间上的物理 状态 # 液态或固态 + 。 相场对系统中的相具有恒定的 值, 可以定义相场 ! 的一个确定的值表示系统中的 相的状态, 例如! @3 代表固相区, ! @6 代表液相区, 在固液界面上 ! 的值在 3A6 之间连续变化, 相场理
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第38卷第2期原子能科学技术Vol.38,No.2 2004年3月Atomic Energy Science and Technology Mar.2004 Nb 1Zr与1Cr18Ni9电子束自钎焊形成的互扩散层的微观组织分析马 雁,杨启法,李 鑫,王振东,郑剑平(中国原子能科学研究院反应堆工程研究设计所,北京 102413)摘要:利用扫描电子显微镜(SEM)、透射电子显微镜(T EM)和电子衍射能谱仪(EDS)分析了Nb 1Zr合金与1Cr18Ni9不锈钢在电子束自钎焊过程中形成的互扩散层的微观组织形貌、析出相成分和结构。
结果表明:在电子束自钎焊过程中,两种合金的合金元素在界面处产生强烈的相互扩散,形成互扩散过渡层,互扩散以N b向不锈钢一侧扩散为主;扩散层金相组织主要由基体组织和条状析出物组成,条状析出物呈全片层状结构。
通过对析出相选区衍射花样(SADP)分析,初步确定互扩散层的析出物为 Fe(Ni)7N b6和 FeCr金属间化合物,而基体组织则为四方结构的 Fe(N i,Cr,Nb,C)相。
关键词:Nb 1Zr合金;1Cr18Ni9不锈钢;电子束自钎焊;互扩散层中图分类号:T G115 23 文献标识码:A 文章编号:1000 6931(2004)02 0105 06Microstructure of Interdiffused LayerFormed by Electron Beam Self material Brazingof Nb 1Zr Alloy and1Cr18Ni9Stainless SteelMA Yan,YANG Qi fa,LI Xin,WANG Zhen dong,ZH ENG Jian ping(China I nstitute of A tomic Energy,P.O.Box275 51,Beij ing102413,China)Abstract:T he microstructure and the element profiles of the interdiffused layer formed by electron beam self material brazing of Nb 1Zr alloy to1Cr18Ni9stainless steel w as examined by SEM,TEM and EDS.It is found that constituent element interdiffusion is strongly oc curred through interface between tw o materials and an interdiffused layer is formed during electron beam self materials brazing.The transmission electron morphologies of interdiffused layer show s two sets of microstructures in it,one is a strip precipitated phase and the other isa m atrix phase based on bulk m aterial.Moreover,the strip precipitation is a full laminatedstrcture which contains two kinds of full lam inated precipitated phases.From index ing of the SADP patterns of precipitated phases,it may conclude that the two full laminated precipitat ed phases are SADP patterns of precipitated phases,it may conclude that the tw o full lami nated precipitated phases are Fe(Ni)7Nb6and FeCr,respectively,the m atrix phase is be收稿日期:2003 08 18;修回日期:2003 09 09作者简介:马 雁(1973 ),女,河北磁县人,助理研究员,硕士,核材料专业long to Fe(Cr,Ni,Nb,C)phase.Key words:Nb 1Zr alloy;1Cr18Ni9stainless steel;electron beam self materials brazing;in terdiffused layer核工业中经常遇到铌合金和不锈钢工件的焊接。
铌合金与不锈钢的性能差别较大,不锈钢中的主要合金元素在铌合金中的溶解度又很小,在直接焊接的焊缝内易形成一系列低熔点共晶化合物,这给二者间的直接焊接带来困难。
考虑到铌的熔点比不锈钢的高1000以上,通常用爆炸焊、真空扩散焊、真空钎焊、电阻焊等非熔焊方法进行焊接[1,2]。
对处于强辐照、强碱金属腐蚀等条件下的焊缝,要求必须采用熔焊方法来焊接某些铌合金与不锈钢材料的特殊部件。
为此,研究摸索用电子自钎焊方法解决该难题。
电子束自钎焊,亦称为!电子束熔钎焊∀,是用高能电子束加热焊接接头,使低熔点金属(不锈钢)熔化但高熔点金属(铌)不熔,通过液态低熔点金属对固态高熔点金属的浸润作用使二者连接在一起,从而实现焊接密封性,且使焊接头具有一定的力学强度。
这是一种比较新颖的焊接工艺方法,文献中报导得很少,寻找最佳的的焊接参数是这一焊接方法研究工作的重点。
作者曾对用爆炸焊接工艺制成的Nb 1Zr 和316L不锈钢焊接接头经1000~1300不同时间真空退火的界面进行了微观组织分析,观察到在真空退火过程中焊接界面形成了金相组织较为复杂的互扩散层[3]。
可以预见,在电子束自钎焊过程中,由于焊接加热温度处在不锈钢的熔点以上,必然会引起铌合金和不锈钢材料的组分元素在界面的相互扩散,形成互扩散过渡层。
该互扩散层内可能含有多种金属间化合物,将会影响焊缝的结合强度。
本工作从微观角度出发,采用SEM和T EM研究铌合金与不锈钢在自钎焊接过程中互扩散层的形成机理,弄清其中的相组成及相结构,这对进一步改进电子束自钎焊焊接工艺参数、提高焊接件的使用性能是很有意义的。
1 实验方法1 1 焊接试样件焊接试样件采用热锻Nb 1Zr合金棒和1Cr18Ni9不锈钢1 2 焊接方法试样的焊接采用真空电子束自钎焊。
焊接设备为日本电子有限公司JEBW 061CH型电子束焊机。
焊接接头装配结构示于图1。
焊接时,将清洗后的直径为8mm管状Nb 1Zr合金焊件插入不锈钢管内,插入长度5mm,由台阶定位,不锈钢管台阶高出Nb 1Zr合金焊件0 5m m。
焊接工艺参数为:焊接电压,60kV;焊接电流,8mA;焊接速度,18r/min。
焊接步骤如下:1)将装配好的接头安装在焊接工作台上;2)用聚焦电子束加热不锈钢管,使之熔化,形成熔池;3)将熔融不锈钢与Nb 1Zr合金焊件浸润连接;4)浸润到一定面积后,移开电子束,熔池凝固;5)将工件旋转一周,待完全焊接时收弧,焊接结束。
焊缝均经H e检漏仪检漏,He漏率为10-10Pa#m3#s-1。
1 3 分析样品制备方法1 3 1 金相和SEM样品制备 本实验焊接样品须同时包含焊缝区和母材基体组织,其金相样品制备方法与单一金属的有异。
样品制备步骤如下:1)样品切取 利用线切割机在工件上切取包含焊缝区和母材区的实验样品;2)研磨和抛光 用金相砂纸从粗到细(1200#),按常规金相样品制备方法进行机械研磨,最后在旋转抛光盘上抛成镜面;3)组织显示 采用通过诸多腐蚀实验摸索出的双金属化学浸蚀显示样品的金相显微组织。
金相和SEM分析样品浸蚀液为:1)1mL H2O+2mL HNO3+1m L H2SO4+1mL H F;2)1mL HF +3m L HNO3+6mL H2O。
将样品在第1种浸蚀液中浸蚀1min,可在显微镜下较清楚地观察到铌合金的金相组织,之后,将试样置于第106原子能科学技术 第38卷图1 焊接件装配结构F ig.1 T he assembly structure of welds2种浸蚀液中,并加热至70 ,浸蚀3m in,两种金属及其焊缝区的金相组织清晰可见。
1 3 2 TEM 薄膜样品制备 TEM 薄膜样品制备步骤为:1)用电火花切割机沿焊接试样轴向切开,在焊缝处切出厚度为0 5m m 左右的均匀薄片,加工成一内径为!3mm 的中空电极,用装载该电极的电火花切割机将薄片切成!3mm 圆片;2)用金相砂纸将!3mm 圆片磨至约80 m 以下厚度,再用电镜制样挖空机将圆片厚度减薄至20 m 以下;3)圆片在氩离子减薄仪上继续进行离子减薄,氩离子减薄仪的加速电压约为5kV,束流约100A/cm 2。
制备好的TEM 薄膜样品在北京有色金属研究总院的JEM 2000透射电镜(带有Noran 能谱)上进行观察分析,透射电镜加速电压为160kV 。
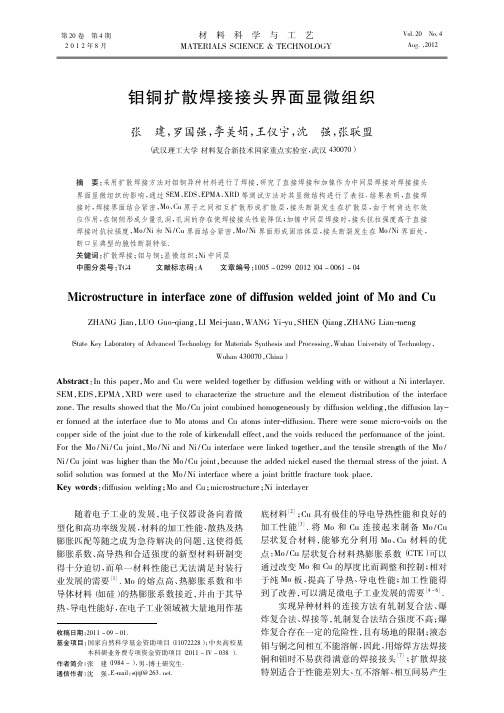
2 实验结果及讨论2 1 互扩散层形貌和成分分析图2为焊接样焊缝区的金相照片。
从图2a 可看出,焊缝区存在明显的互扩散层。
图2b 右侧为不锈钢熔融后重新凝固形成的金相组织,左侧为Nb 1Zr 金相组织,与原始组织差别不大,在界面处可清楚看到不锈钢元素沿晶界向Nb 1Zr 合金的优先扩散。
由金相组织和EDS 分布可见,互扩散层主要分布在不锈钢一侧。
2 2 析出相结构分析2 2 1 析出相的TEM 分析 图3a 为电子束自钎焊得到的焊缝互扩散层的TEM 形貌。
可以看出,互扩散层的金相呈河流状,可将其大体分为条状和类似于基体组织两部分。
EDS 分析表明:在条状析出物中,除Fe 外,Nb 和Si 得到富集,其含量分别达33 3%和3 6%,而不锈图2 Nb 1Zr 合金与1Cr18Ni 不锈钢的焊缝及互扩散层金相照片Fig.2 Mor phologies of welding and inter diffused layer of Nb 1Zr alloyand 1Cr18Ni9stainless steela 不锈钢与Nb 1Zr 合金焊缝截面;b 不锈钢元素沿晶界向Nb 1Zr合金的优先扩散钢中其它主要成分Cr 和Ni 在条状析出物中的含量明显偏低。
基体组织中的Nb 含量明显低于条状析出物中的Nb 含量。
表1为EDS 成分分析得到的基体和条状析出物中主要元素的含量。