热轧中厚钢板尺寸、外形、重量及允许偏差Q_ASB 1-2005
热轧钢板标准

热轧钢板标准热轧钢板是一种常见的金属材料,广泛应用于建筑、机械制造、船舶制造、汽车制造等领域。
热轧钢板的质量标准对于保障生产和使用的安全性和可靠性具有重要意义。
本文将介绍热轧钢板的标准内容,以便相关生产和使用方了解和遵守相关标准。
首先,热轧钢板的标准主要包括材料、化学成分、力学性能、尺寸偏差、表面质量等方面的要求。
在材料方面,热轧钢板的主要材质包括碳素钢、合金钢、不锈钢等,不同材质的钢板在使用时具有不同的特性和适用范围。
化学成分是影响热轧钢板性能的重要因素,标准中对各类材质的化学成分都有详细的规定,以确保钢板的质量符合要求。
其次,在力学性能方面,热轧钢板的标准要求对其拉伸强度、屈服强度、延伸率等指标进行严格控制,以保证其在使用过程中具有足够的强度和塑性。
尺寸偏差是影响热轧钢板加工和使用的重要因素,标准中对钢板的厚度、宽度、长度等尺寸进行了规定,以确保其符合生产和使用的要求。
另外,热轧钢板的表面质量也是标准关注的重点之一。
表面质量直接影响到钢板的外观和耐腐蚀性能,标准中对钢板表面的缺陷、氧化皮、锈蚀等问题进行了详细的规定,以确保钢板的表面质量符合要求。
总的来说,热轧钢板的标准内容涵盖了材料、化学成分、力学性能、尺寸偏差、表面质量等多个方面,对于保障热轧钢板的质量和使用安全具有重要意义。
生产和使用单位应当严格遵守相关标准要求,确保热轧钢板的质量符合国家标准,以保障工程质量和使用安全。
综上所述,热轧钢板标准的制定和执行对于保障热轧钢板的质量和使用安全具有重要意义。
希望相关生产和使用单位能够加强对热轧钢板标准的学习和执行,共同维护热轧钢板产品的质量和安全,推动相关行业的健康发展。
热轧扁钢尺寸、外形、重量及允许偏差
热轧扁钢尺寸、外形、重量及允许偏差热轧扁钢是一种平坦状的钢材,其尺寸、外形、重量及允许偏差具有一定的标准化要求。
以下是热轧扁钢的相关标准:一、尺寸热轧扁钢的厚度和宽度可以根据用户需求进行定制,但其一般规格应符合以下标准:厚度:2.0mm-20.0mm;宽度:20mm-200mm;长度:一般6m,也可以根据需要定制。
二、外形热轧扁钢具有平滑、光洁的表面和直边或斜边两种形式。
其边沿与表面平行,不得有裂纹、重复弯曲和明显的氧化皮、划痕等表面缺陷。
斜边扁钢的斜度应适宜,边直角线误差应不大于3mm。
三、重量热轧扁钢的重量与长度成正比,一般情况下,每米扁钢重量表如下:厚度(mm) 宽度(mm) 重量(kg/m)2.0 20 0.1572.5 25 0.2463.0 30 0.3543.5 35 0.4814.0 40 0.6284.5 45 0.7945.0 50 0.9805.5 55 1.1866.0 60 1.4126.5 65 1.6587.0 70 1.9247.5 75 2.2108.0 80 2.5168.5 85 2.8429.0 90 3.1889.5 95 3.55410.0 100 3.940四、允许偏差热轧扁钢的允许偏差包括厚度偏差、宽度偏差和长度偏差三个方面。
其具体标准如下:厚度偏差:标准规定的厚度偏差应符合以下标准:厚度(mm) 允许偏差(mm)2.0≤t<2.5 ±0.152.5≤t<3.0 ±0.203.0≤t<4.0 ±0.254.0≤t<5.0 ±0.305.0≤t<8.0 ±0.408.0≤t≤20.0 ±0.50宽度偏差:在标准规定的宽度范围内,允许偏差应不超过正负5mm。
长度偏差:单个长度应符合下列条件:长度(m) 允许误差(mm)≤6 ±10>6~12 ±20>12~18 ±30>18~24 ±40。
热扎钢板的允收标准
热轧钢板尺寸、重量和外形的允许偏差1.定义本标准中的钢板就是以不确定边缘形状和通常成四边形(正方形或矩形)板形供货的轧制扁钢材。
其边缘形状分为未加工的,机械切割或气割的。
钢板由在四瓶式轧机上轧成的轧制板剪切而得或由在连轧机上轧成的带钢剪切而成。
2.适用范围本标准适用于钢种轧制的公称厚度为3~150毫米和公称宽度2600亳米的热轧钢板。
将本标准应用到公称宽度V600毫米的钢板和应用到用其它钢种制成的钢板必须进行特别商定。
3.材料符合本标准的热轧钢板可用各种屈服点规定W700N∕mm2的非合金钢和合金钢制成。
所需钢种应在标记中注明4.允许的尺寸、重量和外形偏差4.1厚度4在常用的额定厚度允许最大偏差以及限定的额定厚度允许最小偏差的情况下的厚度允许偏差最大列在表1内。
4.2假设质量标准中无其它规定,那么表1内额定厚度允许偏差也适用于具有允许的外表不完整的部位以及去除外表缺陷后的局部磨削部位。
4其它的厚度偏差情况(例如无额定尺寸允许偏差或与额定值对称分配的允许偏差)必须在订购时作特别商定。
但是表1中给定厚度间距的允许偏差也适用于这种情况,如表1所示(例如,额定厚度20亳米时为毫米)。
4同一块钢板最大和最小厚度之间的允许差值也列在表1内,这些厚度允许差值并不适用于第节内所述的钢板部位。
4第节适用于厚度检验。
4.3宽度4带切边的钢板的额定宽度允许超出值可由表2查得(请参阅第节)低于额定宽度是不允许的。
4如果是带原始轧制边的钢板,那么宽度允许偏差应在订购时进行商定。
4.4长度额定长度允许超出值列于表3内(请参阅第节)。
低于额定长度是不允许的。
4.5重量4.假设在钢质量标准内未规定其它值,那么计算理论重量应采用比重∕dn√.4与一批钢板重量有关的理论重量允许超出值列在表4内。
一批钢板中钢种和额定尺寸必须相同。
4如商定其它的厚度公差情况(请参阅节),那么也应商定理论重量允许超出值。
4.5纵向边平直度和垂直度表2带切边钢板的额定宽度允许超出值1包括4000表3额定长度允许超出值4所提供的每块钢板中都必须有一个具有订购宽度和长度额定尺寸的矩形。
热轧钢棒尺寸、外形、重量及允许偏差
22
25
28
30
32
36
40
45
50
56
60
理论质量/(kg/m)(密度7.85g/m3)
10
—
—
—
—
—
—
—
—
—
—
—
—
12
—
—
—
—
—
—
—
—
—
—
—
—
14
—
—
—
—
—
—
—
—
—
—
—
—
16
—
—
—
—
—
—
—
—
—
—
—
—
18
—
—
—
—
—
—
—
—
—
—
—
—
20
—
—
—
—
—
—
—
—
—
—
—
—
22
—
—
—
—
—
—
—
—
—
—
—
—
25
—
—
—
21.58
24.53
27.48
29.44
31.4
35.32
39.25
44.16
49.06
54.95
58.88
130
20.41
22.45
25.51
28.57
30.62
32.66
36.74
40.82
45.92
51.02
57.15
热轧钢板国家标准

热轧钢板国家标准摘要本标准规定了热轧钢板的技术要求、试验方法、检验规则以及标志、包装、运输、储存等要求。
适用于制造构件、焊接钢结构、压力容器、桥梁等领域所用的热轧钢板。
1. 引言热轧钢板是一种常见的金属材料,被广泛应用于建筑、机械制造、汽车制造等领域。
为了确保热轧钢板的质量和安全性,制定了本国家标准,以规范热轧钢板的生产、检验和使用。
2. 规范编号和名称本国家标准的编号为 GB/T XXXX-XXXX《热轧钢板》。
3. 规范引用在制定和应用本国家标准时,应同时参考以下标准的内容:•GB/T XXXX-XXXX《热轧钢板化学成分和机械性能检验方法》•GB/T XXXX-XXXX《热轧钢板的尺寸、形状、重量和允许偏差》4. 术语和定义为了便于理解和适用本国家标准,以下术语和定义适用于该标准:• 4.1 热轧钢板:在高温下进行热轧工艺加工后,制成的钢板。
5. 技术要求5.1 钢板材质热轧钢板应符合以下材质要求:• 5.1.1 钢号:应符合设计要求,并满足相关标准的要求。
• 5.1.2 化学成分:应符合相关标准的要求。
• 5.1.3 机械性能:应符合相关标准的要求。
5.2 表面质量热轧钢板的表面应平整、光洁,不得有明显的凹陷、皱褶、裂纹等缺陷。
5.3 尺寸和形状热轧钢板的尺寸、形状、重量和允许偏差应符合相关标准的要求。
5.4 检验方法热轧钢板的化学成分和机械性能检验方法应参考《热轧钢板化学成分和机械性能检验方法》标准进行。
6. 检验规则热轧钢板的检验应符合以下规则:• 6.1 批量:按同一钢号、同一规格、同一炉号或连铸批次生产的热轧钢板为一批。
• 6.2 检验项目:对每一批热轧钢板进行化学成分和机械性能等检验项目的抽样检查。
• 6.3 检验方法:按照相关标准规定的方法进行检验。
• 6.4 检验结果判定:根据检验结果,判定热轧钢板是否合格。
7. 标志、包装、运输、储存7.1 标志热轧钢板应在钢板上标明以下内容:•7.1.1 钢号•7.1.2 规格•7.1.3 炉号或连铸批次号•7.1.4 标准号•7.1.5 重量7.2 包装热轧钢板的包装应符合相关标准的要求,在运输和储存过程中保护钢板不受损坏。
热轧钢板和钢带的尺寸外型重量及允许偏差
热轧钢板和钢带的尺寸、外型、重量及允许偏差Dimensions,shape.weight and tolerancesGB709-88for hot-rolled plates and sheets代替709-65热轧钢板和钢带的尺寸、外型、重量及允许偏差>>第一页第二页第三页第四页碳素结构钢进入>>本标准适用于宽度大于或等于600mm,厚度为0.35~200mm的热轧钢板和厚度为1.2~25mm的钢带。
本标准也适用于由宽钢带纵剪的窄钢带。
1分类和代号1.1按边缘状态分切边 Q不切边 BQ1.2按轧制精度分较高精度 A普通精度 B2定义2.1钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。
2.2钢带是指成卷交货,宽度大于或等于600mm的宽钢带。
3 尺寸3.1钢板尺寸应符合表1的规定,钢带尺寸应符合表2的规定。
钢板宽度也可为50mm或10mm倍数的任何尺寸。
钢板长度为10mm或50mm倍数的任何尺寸。
但厚度小于等于4mm钢板的最小长度不得小于1.2m,厚度大于4mm钢板的最小长度不得小于2m。
3.2根据需方要求,厚度小于30mm的钢板,厚度间隔可为0.5mm。
3.3根据需方要求,经供需双方协议可以供应其他尺寸的钢板和钢带。
4 尺寸偏差4.1钢板和钢带厚度偏差应符合表3和表4的规定。
根据需方要求,可以供应等于允许公差带的限制负偏差的钢板。
4.2切边钢板宽度允许偏差应符合表5的规定表5 mm4.3切边钢带的宽度允许偏差不得超过一列规定。
钢带宽度600~1000mm………………………………………………+5mm;>1000mm……………………………………………………+10mm。
4.4不切边钢带的宽度允许偏差不得超过下列规定。
钢带宽度≤1000mm……………………………………………………+20mm;>1000mm……………………………………………………+30mm。
4.5纵剪钢带的宽度允许偏差应符合表6的规定。
Q BQB 热连轧钢板及钢带的尺寸 外形 重量及允许偏差
表 4 纵切钢带的宽度允许偏差
mm
在下列厚度时的宽度允许偏差
≤4.0
+1 0
+1 0
+2 0
+2 0
>4.0~8.0
+2 0
+2 0
+2 0
+3 4 0
表 5 钢板的长度允许偏差
mm
公称长度
长度允许偏差
2000~<8000 ≥8000
+0.005×公称长度 0
切边钢板及钢带距侧边不小于 25mm 的任意点,不切边钢板及钢带距侧边不小于 40mm 的任意点。 8.2 钢板不平度的测量
将钢板自由放在平台上,除钢板本身重量外,不施加任何压力,测量钢板下表面与水平面之间的 最大距离,如图 1 所示。 8.3 镰刀弯的测量
钢板或钢带侧边与连接测量部分两端点的直线之间的最大距离。它在产品呈凹形的一侧测量,
7 外形 7.1 对不切头尾和不切边的钢带,检查镰刀弯时,两端不考核的总长度 L 的计算公式为:
L (m)=90/公称厚度(mm) 但两端最大总长度应不大于 20m。 7.2 钢板的不平度允许值应符合表 6 的规定。 7.3 钢板及钢带的镰刀弯允许值应符合相应表 7 和表 8 中的规定。 7.4 钢板的脱方度 u 应不超过钢板实际宽度的 1%。 7.5 钢带和纵切钢带应捆扎牢固,钢卷一侧的塔形允许值应符合表 9 的规定。 7.6 钢卷内径允许偏差应符合表 10 的规定。
+40 0
表 6 钢板的不平度允许值
mm
公称厚度
下 列 宽 度 时 的 不 平 度 允 许 值 a,b,c
≤1200
>1200~1500
>1500
≤2.0
≤18
≤20
≤25
>2.0~25.4
热轧钢板和钢带的尺寸、外型、重量及允许偏差

热轧钢板和钢带的尺寸、外型、重量及允许偏差Dimensions,shape.weight and tolerancesGB709-88for hot-rolled plates and sheets 代替709-65热轧钢板和钢带的尺寸、外型、重量及允许偏差>>第一页第二页第三页第四页碳素结构钢进入>>本标准适用于宽度大于或等于600mm,厚度为0.35~200mm的热轧钢板和厚度为1.2~25mm的钢带。
本标准也适用于由宽钢带纵剪的窄钢带。
1分类和代号1.1按边缘状态分切边 Q不切边 BQ1.2按轧制精度分较高精度 A普通精度 B2定义2.1钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。
2.2钢带是指成卷交货,宽度大于或等于600mm的宽钢带。
3 尺寸3.1钢板尺寸应符合表1的规定,钢带尺寸应符合表2的规定。
钢板宽度也可为50mm或10mm倍数的任何尺寸。
钢板长度为10mm或50mm倍数的任何尺寸。
但厚度小于等于4mm钢板的最小长度不得小于1.2m,厚度大于4mm钢板的最小长度不得小于2m。
3.2根据需方要求,厚度小于30mm的钢板,厚度间隔可为0.5mm。
3.3根据需方要求,经供需双方协议可以供应其他尺寸的钢板和钢带。
4 尺寸偏差4.1钢板和钢带厚度偏差应符合表3和表4的规定。
根据需方要求,可以供应等于允许公差带的限制负偏差的钢板。
4.2切边钢板宽度允许偏差应符合表5的规定表5 mm4.3切边钢带的宽度允许偏差不得超过一列规定。
钢带宽度600~1000mm………………………………………………+5mm;>1000mm……………………………………………………+10mm。
4.4不切边钢带的宽度允许偏差不得超过下列规定。
钢带宽度≤1000mm……………………………………………………+20mm;>1000mm……………………………………………………+30mm。
4.5纵剪钢带的宽度允许偏差应符合表6的规定。
钢材尺寸、外形、重量及允许偏差新标准

钢树民寸,外形,重量魇允许偏差新标准丹东五一八内燃机配件厂口王开远热轧圆钢和方钢、热轧工具钢扁钢是工FOCT2591为基础起草的。
本次修订修改程中常用的钢材。
GB/T702--2004《热轧采用了相应的国际标准。
同时,参考了美圆钢和方钢尺寸、外形、重量及允许偏差》国、德国和日本等发达国家的标准。
这些标和GB/T911—2004《热轧工具钢扁钢尺寸、准包括:外形、重量及允许偏差》于2004年1月19ISO1035—1:1980《热轧钢棒第1部日发布、2004年7月1日开始实施,并自实分:圆钢尺寸》施之日起分别代替GB/T702--1986《热轧ISO1035—2:1980《热轧钢棒第2部圆钢和方钢尺寸、外形、重量及允许偏差》分:方钢尺寸》和GB/T91l一1966《工具钢热轧及锻制扁ISO1035—4:1982《热轧钢棒第4部钢品种》两项旧标准。
分:尺寸偏差》1GB/T702—-2004ASTMA29/A29M—1991《热加工和冷新版GB/T702对热轧圆钢和方钢的截加工碳素钢和合金钢棒材的一般要求》面形状、截面尺寸、重量及允许偏差、长度DIN1013—1976《一般用途用热轧圆钢及允许偏差、外形、钢材交货重量及标记示尺寸、允许尺寸和形状偏差》例等做了规定。
适用于直径为5.5mm~DIN1014—1976《通用热轧圆钢尺寸、250mm的热轧圆钢和边长为5.5mm~200mm允许尺寸和形状偏差》的热轧方钢。
GB/T702于1965年1月首次JISG3191(1966)《热轧钢棒和卷棒发布、1972年9月第一次修订、1986年6月钢的形状、尺寸、重量及其允许偏差》第二次修订,本次为第三次修订。
该标准属新标准用垂直单线标识出了本标准与国于国际先进水平。
际标准之间存在的技术性差异。
本标准与国1)采标情况际标准的技术性差异及其原因的说明见表1。
GB/T702—1986标准是以原苏联标准表1新标准的序号采用的国际标准技术性差异修改原因章条编号国际标准的圆钢直径范围为8mm~220mm,ISO1035—1:1980适应我国生产11方钢边长范围为8mm~120mm,而本标准分ISO1035—2:1980和使用的需求别为5.5mm一250ram和5.5mm~200mm国际标准的圆钢直径、方钢边长分为最佳ISO1035—1:1980为满足市场23.1尺寸和一般尺寸两个系列。
常用钢板偏差总结
公称厚度
常用厚度
宽度>1.5~2.5米
公称厚度
常用厚度
宽度>1.5~2.5米
允许偏差
最低厚度
允许偏差
最低厚度
3.0~5.0
3
±0.55
2.45
>25~40
26
±0.80
25.2
4
3.45
30
29.2
5
4.45
40
39.2
>5.0~8.0
6
±0.60
5.4
>40~60
42
99.3
>15~25
16
15.5
>100~150
110
1.9
109.1
18
1
17.5
150
-0.9
149.1
20
19.5
>150~200
160
2.2
159
22
-0.5
21.5
200
-1
199
25
24.5
>200~250
250
-1.2
248.8
表3 钢板厚度允许偏差(B类)
公称厚度
常用厚度
宽度>1.5~2.5米
25.45
4
3.6
30
29.45
5
-0.4
4.6
40
-0.55
39.45
>5.0~8.0
6
0.75
5.55
>40~60
42
1.2
41.4
8
-0.45
7.55
60
-0.6
59.4
>8.0~15
10
热轧钢板和钢带的尺寸、外型、重量及允许偏差
热轧钢板和钢带的尺寸、外型、重量及允许偏差Dimensions,shape.weight and tolerancesGB709-88for hot-rolled plates and sheets 代替709-65热轧钢板和钢带的尺寸、外型、重量及允许偏差>>第一页第二页第三页第四页碳素结构钢进入>>本标准适用于宽度大于或等于600mm,厚度为0.35~200mm的热轧钢板和厚度为1.2~25mm的钢带。
本标准也适用于由宽钢带纵剪的窄钢带。
1分类和代号1.1按边缘状态分切边 Q不切边 BQ1.2按轧制精度分较高精度 A普通精度 B2定义2.1钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。
2.2钢带是指成卷交货,宽度大于或等于600mm的宽钢带。
3 尺寸3.1钢板尺寸应符合表1的规定,钢带尺寸应符合表2的规定。
钢板宽度也可为50mm或10mm倍数的任何尺寸。
钢板长度为10mm或50mm倍数的任何尺寸。
但厚度小于等于4mm钢板的最小长度不得小于1.2m,厚度大于4mm钢板的最小长度不得小于2m。
3.2根据需方要求,厚度小于30mm的钢板,厚度间隔可为0.5mm。
3.3根据需方要求,经供需双方协议可以供应其他尺寸的钢板和钢带。
4 尺寸偏差4.1钢板和钢带厚度偏差应符合表3和表4的规定。
根据需方要求,可以供应等于允许公差带的限制负偏差的钢板。
4.2切边钢板宽度允许偏差应符合表5的规定表5 mm4.3切边钢带的宽度允许偏差不得超过一列规定。
钢带宽度600~1000mm………………………………………………+5mm;>1000mm……………………………………………………+10mm。
4.4不切边钢带的宽度允许偏差不得超过下列规定。
钢带宽度≤1000mm……………………………………………………+20mm;>1000mm……………………………………………………+30mm。
4.5纵剪钢带的宽度允许偏差应符合表6的规定。
热轧钢棒尺寸、外形、重量及允许偏差
0.746
0.95
12
0.888
1.13
13
1.04
1.33
14
1.21
1.54
15
1.39
1.77
16
1.58
2.01
17
1.78
2.27
18
2.00
2.54
19
2.23
2.83
20
2.47
3.14
21
2.72
3.46
22
2.98
3.80
23
3.26
4.15
24
3.55
4.52
25
3.85
4.91
5.18
6.04
6.91
7.77
8.64
9.5
10.36
12.09
13.82
15.54
120
—
—
4.71
5.65
6.59
7.54
8.48
9.42
10.3
11.3
13.19
15.07
16.96
125
—
—
—
5.89
6.87
7.85
8.83
9.81
10.79
11.78
13.74
15.7
17.66
130
—
—
—
—
—
—
—
—
—
12
0.28
0.38
0.47
0.57
0.66
0.75
—
—
—
—
—
—
—
14
0.33
钢板厚度偏差
热轧钢板和钢带的尺寸、外形、重量及允许偏差2009-03-22 11:34:01 作者:爱自由来源:制钢参考网浏览次数:2677 文字大小:【大】【中】【小】前言本标准与ISO 7452:2002((热轧结构钢板尺寸和外形偏差》(英文版)、ISO 16160:2000《热连轧钢板钢带一尺寸本标准代替GB/T 709—1988((热轧钢板和钢带的尺寸、外形、重量及允许偏差》。
本标准与原标准对比,主要修订内容如下:——取消钢板钢带公称尺寸表,规定尺寸范围和推荐的公称尺寸;——钢板厚度增加到400 mm,宽度加大到5000 mm,钢带宽度加大到2200 mm;——加严较厚较宽钢板的厚度公差和钢带的宽度偏差;——纵切钢带的宽度正负偏差改为正偏差;——调整长度允许偏差;——单轧轧制钢板不平度的测量长度为1 m或2 m;——连轧钢板单独规定不平度,测量长度为实际长度;——镰刀弯的测量长度改为任5000 mm或实际长度;规定纵切钢带镰刀弯;——加严成卷钢带塔高度;——规定各种尺寸测量方法,并附有测量图示;——规定限定偏差或正偏差钢板理论计重所采用的厚度。
本标准由中国钢铁工业协会提出。
本标准由全国钢标准化技术委员会归口。
本标准起草单位:冶金工业信息标准研究院、鞍钢新轧钢股份有限公司、济南钢铁股份有限公司、首钢总公司、本标准主要起草人:唐一凡、王晓虎、朴志民、高玲、王丽萍、李小莉。
本标准所代替标准的历次版本发布情况为:GB 709—1965,GB 709—1988。
热轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 709—20061 范围本标准规定了热轧钢板和钢带的尺寸、外形、重量及允许偏差。
本标准适用于轧制宽度不小于600 mm的单张轧制钢板(以下简称单轧钢板)、钢带及其剪切钢板(以下称连轧钢板2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括引用文件,其最新版本适用于本标准。
钢材理论重量与实际重量偏差标准及参考国标编号汇编
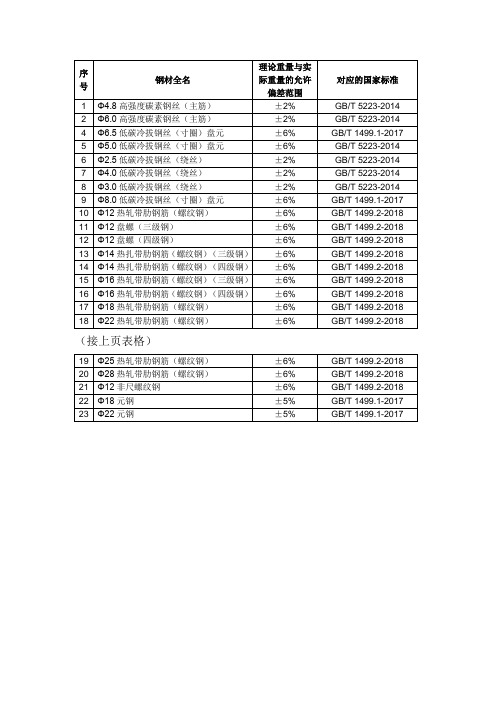
GB/T 5223-2014
6
Φ2.5低碳冷拔钢丝(绕丝)
±2%
GB/T 5223-2014
7
Φ4.0低碳冷拔钢丝(绕丝)
±2%
GB/T 5223-2014
8
Φ3.0低碳冷拔钢丝(绕丝)
±2%
GB/T 5223-2014
9
Φ8.0低碳冷拔钢丝(寸圈)盘元
±6%
GB/T 1499.1-201710ຫໍສະໝຸດ Φ12热轧带肋钢筋(螺纹钢)
常见型钢理论重量大全
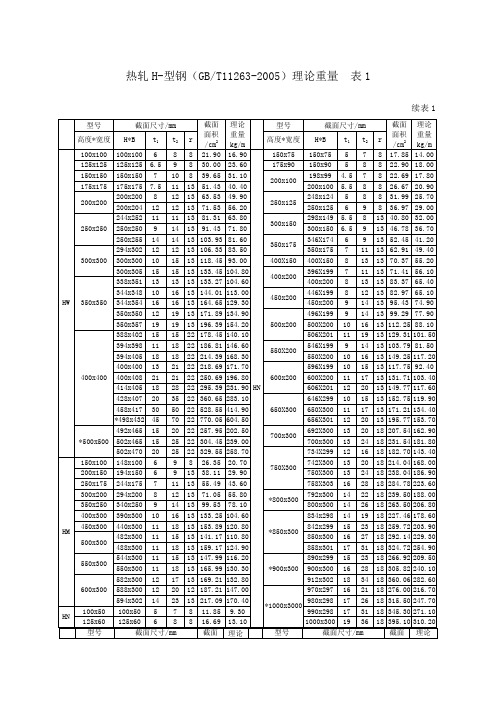
热轧H-型钢(GB/T11263-2005)理论重量 表1续表1型号 截面尺寸/mm 截面 理论 型号 截面尺寸/mm截面 理论型号截面尺寸/mm 截面 面积/cm 2理论 重量 kg/m 型号 截面尺寸/mm截面 面积/cm 2理论重量 kg/m 高度*宽度 H*Bt 1t 2r 高度*宽度 H*B t 1 t 2 r HW 100x100 100x100 6 8 8 21.90 16.90 HN 150x75 150x75 5 7 8 17.85 14.00 125x125 125x125 6.5 9 8 30.00 23.60 175x90 150x90 5 8 8 22.90 18.00 150x150 150x150 7 10 8 39.65 31.10 200x100198x99 4.5 78 22.69 17.80 175x175175x175 7.5 11 13 51.43 40.40 200x100 5.5 8 8 26.67 20.90 200x200200x200 8 1213 63.53 49.90 250x125248x124 5 88 31.99 25.70 200x204 12 12 13 71.53 56.20 250x125 6 9 8 36.97 29.00 250x250 244x252 11 1113 81.31 63.80 300x150298x149 5.5 813 40.80 32.00 250x250 9 1413 91.43 71.80 300x150 6.5 9 13 46.78 36.70 250x255 14 14 13 103.93 81.60 350x175346X174 6 913 52.45 41.20 300x300 294x302 12 1213 106.33 83.50 350x175 7 11 13 62.91 49.40 300x300 10 1513 118.45 93.00 400X150 400X150 8 13 13 70.37 55.20 300x305 15 15 13 133.45 104.80 400x200396X199 7 1113 71.41 56.10 350x350 338x351 13 13 13 133.27 104.60 400x200 8 13 13 83.37 65.40 344x348 10 1613 144.01 113.00 450x200446X199 8 1213 82.97 65.10 344x354 16 1613 164.65 129.30 450x200 9 14 13 95.43 74.90 350x350 12 19 13 171.89 134.90 500x200 496X199 9 14 13 99.29 77.90 350x357 19 19 13 196.39 154.20 500X200 10 16 13 112.25 88.10 400x400 388x402 15 15 22 178.45 140.10 506X201 11 19 13 129.31 101.50 394x398 11 18 22 186.81 146.60 550X200546X199 9 1413 103.79 81.50 394x405 18 18 22 214.39 168.30 550X200 10 16 13 149.25 117.20 400x400 13 2122 218.69 171.70 600x200 596X199 10 15 13 117.75 92.40 400x408 21 2122 250.69 196.80 600X200 11 17 13 131.71 103.40 414x405 18 28 22 295.39 231.90 606X201 12 20 13 149.77 117.60 428x407 20 35 22 360.65 283.10 650X300 646X299 10 15 13 152.75 119.90 458x417 30 50 22 528.55 414.90 650X300 11 17 13 171.21 134.40 *498x432 45 70 22 770.05 604.50 656X301 12 20 13 195.77 153.70 *500x500 492x465 15 2022 257.95 202.50 700x300692X300 13 2018 207.54 162.90 502x465 15 2522 304.45 239.00 700x300 13 24 18 231.54 181.80 502x470 20 2522 329.55 258.70 750X300734X299 12 16 18 182.70 143.40 HM150x100 148x100 6 9 8 26.35 20.70 742X300 13 2018 214.04 168.00 200x150 194x150 6 9 13 38.11 29.90 750X300 13 24 18 238.04 186.90 250x175 244x175 7 11 13 55.49 43.60 758X303 16 28 18 284.78 223.60 300x200 294x200 8 12 13 71.05 55.80 *800x300792x300 14 2218 239.50 188.00 350x250 340x250 9 14 13 99.53 78.10 800x300 14 26 18 263.50 206.80 400x300 390x300 10 16 13 133.25 104.60 *850x300834x298 14 19 18 227.46 178.60 450x300 440x300 11 18 13 153.89 120.80 842x299 15 2318 259.72 203.90 500x300482x300 11 1513 141.17 110.80 850x300 16 27 18 292.14 229.30 488x300 11 18 13 159.17 124.90 858x301 17 31 18 324.72 254.90 550x300544x300 11 1513 147.99 116.20 *900x300 890x299 15 23 18 266.92 209.50 550x300 11 18 13 165.99 130.30 900x300 16 28 18 305.82 240.10 600x300 582x300 12 1713 169.21 132.80 912x302 18 34 18 360.06 282.60 588x300 12 2012 187.21 147.00 *1000x3000970x297 16 21 18 276.00 216.70 594x302 14 2313 217.09 170.40 980x298 17 2618 315.50 247.70 HN100x50 100x50 5 7 8 11.85 9.30 990x298 17 31 18 345.30 271.10 125x60 125x60 6 8 8 16.69 13.10 1000x300 19 3618 395.10 310.20高度*宽度H*B t1t2r 面积/cm2重量kg/m高度*宽度H*B t1t2r面积/cm2重量kg/mHN *1000x3000 1008x302 21 40 18 439.26 344.80HT 175x90 171x89 4 6 8 17.59 13.80HT100x5095x48 3.2 4.5 8 7.62 6.00175x175167x173 5 7 13 33.32 26.2097x49 4 5.5 8 9.38 7.40 172x175 6.5 9.5 13 44.65 35.00100x100 96x99 4.5 6 8 16.21 12.70200x100193x98 3.2 4.5 8 15.26 12.00 125x60118x58 3.2 4.5 8 9.26 7.30 196x99 4 6 8 19.79 15.50120x59 4 5.5 8 11.40 8.90 200x150 188x149 4.5 6 8 26.35 20.70 125x125 119x123 4.5 6 8 20.12 15.80 200x200 192x198 6 8 13 43.69 34.30 150x75145x73 3.2 4.5 8 11.47 9.00 250x125 244x124 4.5 6 8 25.87 20.30147x74 4 5.5 8 14.13 11.10 250x175 238x173 4.5 8 13 39.12 30.70 150x100139x97 3.2 4.5 8 13.44 10.50 300x150 294x148 4.5 6 13 31.90 25.00142x99 4.5 6 8 18.28 14.30 300x200 286x198 6 8 13 49.33 38.70 150x150144x148 5 7 8 27.77 21.80 350x175 340x173 4.5 6 13 36.97 29.00147x149 6 8.5 8 33.68 26.40 400x150 390x148 6 8 13 47.57 37.30 175x90 168x88 3.2 4.5 8 13.56 10.60 400x200 390x198 6 8 13 55.57 43.60 注:1、同一型号的产品,其内侧尺寸高度是一致 2、截面面积计算公式为“t1(H-2t2)+2Bt2+0.858r2”3、 * 所示规格表示国内暂不能生产普通高频焊接薄壁H型钢理论重量表2续表2型号尺寸/mm 截面面积cm2理论重量kg/m型号尺寸/mm 截面面积cm2理论重量kg/m h b tw tf h b tw tf400 400 150 3.2 4.5 26.01 20.42400400 200 6 8 55.04 43.21 400 150 4.5 6 35.46 27.84 400 200 6 10 62.8 49.3 400 150 4.5 8 41.28 32.4 400 200 8 10 70.4 55.26 400 150 4.5 10 47.1 36.97 450 450 200 4.5 4.5 37.85 29.71型号尺寸/mm 截面面积cm2理论重量kg/m型号尺寸/mm 截面面积cm2理论重量kg/m h b tw tf h b tw tf100 100 50 2.3 3.2 5.35 4.2250250 200 4.5 8 42.53 33.39 100 50 3.2 4.5 7.41 5.82 250 200 4.5 10 50.35 39.52 100 100 4.5 6.0 15.96 12.53 250 200 6 6 38.28 30.05 100 100 6.0 8.0 21.04 16.52 250 200 6 8 46.04 36.14120 120 120 3.2 4.5 14.35 11.27 250 200 6 10 53.8 42.23 120 120 4.5 6 19.26 15.12300300 150 3.2 4.5 22.81 17.91150 150 75 3.2 4.5 11.26 8.84 300 150 4.5 6 30.96 24.3 150 75 4.5 6 15.21 11.94 300 150 6 8 41.04 32.22 150 100 4.5 6 18.21 14.29 300 150 6 10 46.8 36.74 150 150 4.5 6 24.21 19 300 200 3.2 4.5 27.31 21.44200 200 100 3 3 11.82 9.28 300 200 4.5 4.5 31.1 24.41 200 100 3.2 4.5 15.11 11.86 300 200 4.5 6 36.96 29.01 200 100 3.2 6 18.02 14.14 300 200 4.5 8 44.78 35.15 200 100 4.5 6 20.46 16.06 300 200 6 6 41.28 32.4 200 150 6 8 35.04 27.51 300 200 6 8 49.04 38.5 200 150 4.5 8 32.28 25.34 300 200 6 10 56.8 44.59 200 200 6 8 43.04 33.79350350 150 3.2 4.5 24.41 19.16 200 250 8 10 64.4 50.55 350 150 4.5 6 33.21 26.07250 250 125 3 3 14.82 11.63 350 150 4.5 8 39.03 30.64 250 125 3.2 4.5 18.96 14.89 350 150 4.5 10 44.85 35.21 250 150 3.2 6 25.62 20.11 350 150 6 8 44.04 34.57 250 150 4.5 6 28.71 22.54 350 175 4.5 6 36.21 28.42 250 150 4.5 8 34.53 27.11 350 175 4.5 8 43.03 33.78 250 150 6 8 38.04 29.86 350 175 4.5 10 49.85 39.13 250 200 4.5 6 34.71 27.25 400 400 200 6 6 47.28 37.11400 150 6 6 41.28 32.4 450 200 4.5 6 43.71 34.31 400 150 6 8 47.04 36.93 450 200 4.5 8 51.53 40.45 400 150 6 10 52.8 41.45 450 200 4.5 10 59.35 46.59 400 150 8 10 60.4 47.41 450 200 6 6 50.28 39.47 400 200 4.5 4.5 35.6 27.94 450 200 6 8 58.04 45.56 400 200 4.5 6 41.46 32.55 450 200 6 10 65.8 51.65 400 200 4.5 8 49.28 38.68 450 200 8 10 74.4 58.4 400 200 4.5 10 57.1 44.82 450 250 4.5 6 49.71 39.02C 型钢理论重量 表3续表3型号 尺寸/mm截面面积 cm 2理论重量kg/m 型号 尺寸/mm截面面积 cm 2 理论重量kg/m h b a t h b a t C160 160 60 20 2.75 8.49 6.67 C240 240 60 20 2.75 10.69 8.39 C160 160 60 20 3.00 9.24 7.25 C240 240 60 20 2.25 8.79 6.90 C160 160 70 20 2.25 7.44 5.84 C240 240 60 20 2.50 9.75 7.65 C160 160 70 20 2.50 8.25 6.47 C240 240 60 20 2.75 10.69 8.39 C160 160 70 20 2.75 9.04 7.10 C240 240 60 20 3.00 11.64 9.13 C160 160 70 20 3.00 9.84 7.72 C240 240 70 20 2.25 9.24 7.25 C180 180 50 20 2.25 6.99 5.49 C240 240 70 20 2.50 10.25 8.04 C180 180 50 20 2.50 7.75 6.08 C240 240 70 20 2.75 11.24 8.82 C18018050202.758.496.67C24024070203.0012.249.60型号 尺寸/mm截面面积 cm 2理论重量kg/m 型号 尺寸/mm截面面积 cm 2 理论重量kg/m h b a t h b a t C80 80 40 20 2.25 4.29 3.37 C200 200 70 20 2.25 8.34 6.55 C80 80 40 20 2.50 4.75 3.72 C200 200 70 20 2.50 9.25 7.26 C80 80 40 20 2.75 5.19 4.08 C200 200 70 20 2.75 10.14 7.96 C80 80 40 20 3.00 5.64 4.42 C200 200 70 20 3.00 11.04 8.66 C80 80 50 20 2.25 4.74 3.72 C200 200 80 20 2.25 8.79 6.90 C80 80 50 20 2.50 5.25 4.12 C200 200 80 20 2.50 9.75 7.65 C80 80 50 20 2.75 5.74 4.51 C200 200 80 20 2.75 10.69 8.39 C80 80 50 20 3.00 6.24 4.89 C200 200 80 20 3.00 11.64 9.13 C100 100 50 20 2.25 5.19 4.08 C220 220 50 20 2.25 7.89 6.19 C100 100 50 20 2.50 5.75 4.51 C220 220 50 20 2.50 8.75 6.86 C100 100 50 20 2.75 6.29 4.94 C220 220 50 20 2.75 9.59 7.53 C100 100 50 20 3.00 6.84 5.36 C220 220 50 20 3.00 10.44 8.19 C120 120 50 20 2.25 5.64 4.43 C220 220 60 20 2.25 8.34 6.55 C120 120 50 20 2.50 6.25 4.90 C220 220 60 20 2.50 9.25 7.26 C120 120 50 20 2.75 6.84 5.37 C220 220 60 20 2.75 10.14 7.96 C120 120 50 20 3.00 7.44 5.84 C220 220 60 20 3.00 11.04 8.66 C140 140 50 20 2.25 6.09 4.78 C220 220 70 20 2.25 8.79 6.90 C140 140 50 20 2.50 6.75 5.29 C220 220 70 20 2.50 9.75 7.65 C140 140 50 20 2.75 7.39 5.80 C220 220 70 20 2.75 10.69 8.39 C140 140 50 20 3.00 8.03 6.31 C220 220 70 20 3.00 11.67 9.13 C140 140 60 20 2.25 6.54 5.13 C220 220 80 20 2.25 9.24 7.25 C140 140 60 20 2.50 7.25 5.69 C220 220 80 20 2.50 10.25 8.04 C140 140 60 20 2.75 7.94 6.23 C220 220 80 20 2.75 11.24 8.82 C140 140 60 20 3.00 8.64 6.78 C220 220 80 20 3.00 12.24 9.60 C160 160 50 20 2.25 6.54 5.13 C240 240 50 20 2.25 8.34 6.55 C160 160 50 20 2.50 7.25 5.69 C240 240 50 20 2.50 9.25 7.26 C160 160 50 20 2.75 7.94 6.23 C240 240 50 20 2.75 10.14 7.96 C160 160 50 20 3.00 8.64 6.78 C240 240 50 20 3.00 11.04 8.66 C160 160 60 20 2.25 6.99 5.49 C240 240 60 20 2.25 8.79 6.90 C16016060202.50 7.756.08C24024060202.509.757.65C180 180 50 20 3.00 9.24 7.25 C240 240 80 20 2.25 9.69 7.61 C180 180 60 20 2.25 7.44 5.84 C240 240 80 20 2.50 10.75 8.43 C180 180 60 20 2.50 8.25 6.47 C240 240 80 20 2.75 11.79 9.26 C180 180 60 20 2.75 9.04 7.10 C240 240 80 20 3.00 12.84 10.07 C180 180 60 20 3.00 9.84 7.72 C250 250 50 20 2.25 8.57 6.72 C180 180 70 20 2.25 7.89 6.19 C250 250 50 20 2.50 9.50 7.45 C180 180 70 20 2.50 8.75 6.86 C250 250 50 20 2.75 10.42 8.18 C180 180 70 20 2.75 9.59 7.53 C250 250 50 20 3.00 11.34 8.90 C180 180 70 20 3.00 10.44 8.19 C250 250 60 20 2.25 9.02 7.08 C180 180 80 20 2.25 8.34 6.55 C250 250 60 20 2.50 10.00 7.85 C180 180 80 20 2.50 9.25 7.26 C250 250 60 20 2.75 10.97 8.61 C180 180 80 20 2.75 10.14 7.96 C250 250 60 20 3.00 11.94 9.37 C180 180 80 20 3.00 11.04 8.66 C250 250 70 20 2.25 9.47 7.43 C200 200 50 20 2.25 7.44 5.84 C250 250 70 20 2.50 10.50 8.24 C200 200 50 20 2.50 8.25 6.47 C250 250 70 20 2.75 11.52 9.04 C200 200 50 20 2.75 9.04 7.10 C250 250 70 20 3.00 12.54 9.84 C200 200 50 20 3.00 9.84 7.72 C250 250 75 20 2.25 9.69 7.61 C200 200 60 20 2.25 7.89 6.19 C250 250 75 20 2.50 10.75 8.43 C200 200 60 20 2.50 8.75 6.86 C250 250 75 20 2.75 11.79 9.26 C200 200 60 20 2.75 9.59 7.53 C250 250 75 20 3.00 12.84 10.07 C200 200 60 20 2.25 7.89 6.19 C250 250 80 20 2.25 9.92 7.78 C200 200 60 20 2.50 8.75 6.86 C250 250 80 20 2.50 11.00 8.63 C200 200 60 20 2.75 9.59 7.53 C250 250 80 20 2.75 12.07 9.47 C200 200 60 20 3.00 10.44 8.19 C250 250 80 20 3.00 13.14 10.31Z型钢理论重量表4型号断面尺寸/mm理论重量Kg/m H×B×A×t H B A T100×40×20×2.0 100 40 20 2.0 3.454100×40×20×2.5 100 40 20 2.5 4.3175120×50×20×2.0 120 50 20 2.0 4.082120×50×20×2.5 120 50 20 2.5 5.102120×50×20×3.0 120 50 20 3.0 6.123140×50×20×2.5 140 50 20 2.5 5.495140×50×20×3.0 140 50 20 3 6.594160×60×20×2.5 160 60 20 2.5 6.28160×70×20×2.5 160 70 20 2.5 6.627160×70×20×3.0 160 70 20 3.0 8.007180×70×20×2.5 180 70 20 2.5 7.065180×70×20×3.0 180 70 20 3.0 8.478200×70×20×2.5 200 70 20 2.5 7.457230×75×25×3.0 230 75 20 3 10.126250×75×25×3.0 250 75 25 3 10.59300×85×25×4.0 300 85 25 4 16.328等边角钢理论重量表5型号圆角重心矩截面积理论重量型号圆角重心矩截面积理论重量R Z0 A R Z0 A mm cm2kg/m mm cm2kg/mL20×33.56.0 1.13 0.89L90×61024.4 10.64 8.35 4 6.4 1.46 1.15 7 24.8 12.3 9.66L25×33.57.3 1.43 1.12 8 25.2 13.94 10.95 4 7.6 1.86 1.46 10 25.9 17.17 13.48L30×34.58.5 1.75 1.37 12 26.7 20.31 15.94 4 8.9 2.28 1.79 L100× 6 12 26.7 11.93 9.37L36×34.510 2.11 1.66 7 27.1 13.8 10.834 10.4 2.76 2.16 8 27.6 15.64 12.285 10.7 2.38 2.65 10 28.4 19.26 15.12L40×3510.9 2.36 1.85 12 29.1 22.8 17.94 11.3 3.09 2.42 14 29.9 26.26 20.615 11.7 3.79 2.98 16 30.6 29.63 23.26L45×3512.2 2.66 2.09L110×71229.6 15.2 11.934 12.6 3.49 2.74 8 30.1 17.24 13.535 13 4.29 3.37 10 30.9 21.26 16.696 13.3 5.08 3.99 12 31.6 25.2 19.78L50×35.513.4 2.97 2.33 14 32.4 29.06 22.81 4 13.8 3.90 3.06L125×81433.7 19.75 15.55 14.2 4.80 3.77 10 34.5 24.37 19.136 14.6 5.69 4.46 12 35.3 28.91 22.7L56×3614.8 3.34 2.62 14 36.1 33.37 26.19 4 15.3 4.39 3.45L140×101438.2 27.37 21.49 5 15.7 5.42 4.25 12 39 32.51 25.52 8 16.8 8.37 6.57 14 39.8 37.57 29.49L63×4717 4.98 3.91 16 40.6 42.54 33.39 5 17.4 6.14 4.82L160×101643.1 31.5 24.73 6 17.8 7.29 5.72 12 43.9 37.44 29.39 8 18.5 9.51 7.47 14 44.7 43.3 33.99 10 19.3 11.66 9.15 16 45.5 49.07 38.52L70×4818.6 5.57 4.37L180×121648.9 42.24 33.165 19.1 6.88 5.40 14 49.7 48.9 38.386 19.5 8.16 6.41 16 50.5 55.47 43.547 19.9 9.42 7.40 18 51.3 61.95 48.638 20.3 10.67 8.37L200×141854.6 54.64 42.89L75×5920.3 7.41 5.82 16 55.4 62.01 48.686 20.7 8.80 6.91 18 56.2 69.3 54.47 21.1 10.16 7.98 20 56.9 76.5 60.068 21.5 11.50 9.03 24 58.4 90.66 71.17 10 22.2 14.13 11.09L80×5921.5 7.91 6.216 21.9 9.40 7.387 22.3 10.86 8.538 22.7 12.30 9.6610 23.5 15.13 11.87不等边角钢理论重量表6角钢型号B×b×t 圆角重心矩截面积理论重量角钢型号B×b×t圆角重心矩截面积理论重量R Zx Zy A R Zx Zy A mm cm2kg/m mm cm2kg/mL25×16×33.54.2 8.6 1.16 0.91L100×63×61014.3 32.4 9.62 7.55 4 4.6 9.0 1.50 1.18 7 14.7 32.8 11.1 8.72L32×20×33.54.9 10.8 1.49 1.17 8 15 33.2 12.6 9.88 45.3 11.2 1.94 1.52 10 15.8 34 15.5 12.1L40×25×345.9 13.2 1.89 1.48L100×80×61019.7 29.5 10.6 8.35 4 6.3 13.7 2.47 1.94 7 20.1 30 12.3 9.66L45×28×356.4 14.7 2.15 1.69 8 20.5 30.4 13.9 10.9 4 6.8 15.1 2.81 2.2 10 21.3 31.2 17.2 13.5L50×32×35.57.3 16 2.43 1.91L110×70×61015.7 35.3 10.6 8.35 4 7.7 16.5 3.18 2.49 7 16.1 35.7 12.3 9.66L56×36×368.0 17.8 2.74 2.15 8 16.5 36.2 13.9 10.9 4 8.5 18.2 3.59 2.82 10 17.2 37 17.2 13.55 8.8 18.7 4.42 3.47 L125×80×7 11 18 40.1 14.1 11.1L63×40×479.2 20.4 4.06 3.19 8 18.4 40.6 16 12.65 9.5 20.8 4.99 3.92 10 19.2 41.4 19.7 15.56 9.9 21.2 5.91 4.64 12 20 42.2 23.4 18.37 10.3 21.6 6.8 5.34L140×90×81220.4 45 18 14.2L70×45×47.510.2 22.3 4.55 3.57 10 21.2 45.8 22.3 17.55 10.6 22.8 5.61 4.4 12 21.9 46.6 26.4 20.76 11.0 23.2 6.64 5.22 14 22.7 47.4 30.5 23.97 11.3 23.6 7.66 6.01L160×100×101322.8 52.4 25.3 19.9L75×50×5811.7 24.0 6.13 4.81 12 23.6 53.2 30.1 23.6 6 12.1 24.4 7.26 5.7 14 24.3 54 34.7 27.2 8 12.9 25.2 9.47 7.43 16 25.1 54.8 39.3 30.8 10 13.6 26.0 11.6 9.1L180×110×101424.4 58.9 28.4 22.3L80×50×5811.4 26.0 6.38 5 12 25.2 59.8 33.7 26.56 11.8 26.5 7.56 5.93 14 25.9 60.6 39 30.67 12.1 26.9 8.72 6.85 16 26.7 61.4 44.1 34.68 12.5 27.3 9.87 7.75L200×125×121428.3 65.4 37.9 29.8L90×56×5912.5 29.1 7.21 5.66 14 29.1 66.2 43.9 34.46 12.9 29.5 8.56 6.72 16 29.9 67.8 49.7 397 13.3 30.0 9.88 7.76 18 30.6 67 55.5 43.68 13.6 30.4 11.2 8.78普通槽钢理论重量表7型号尺寸(mm)截面面积理论重量常用有缝钢管的规格及参数 表8矩形管理论重量表(加热处理) 表9规格mm壁厚mm理论重量规格mm壁厚mm理论重量规格mm壁厚mm理论重量hb t w t R (cm 2) (kg/m) 5 50 37 4.5 7 7 6.92 5.44 6.3 63 40 4.8 7.5 7.5 8.45 6.63 8 80 43 5 8 8 10.24 8.04 10 100 48 5.3 8.5 8.5 12.74 10 12.6126 53 5.5 9 9 15.69 12.31 14a140 58 6 9.5 9.5 18.51 14.53 b 60 8 9.5 9.5 21.31 16.73 16a160 63 6.5 10 10 21.95 17.23 b 65 8.5 10 10 25.15 19.75 18a180 68 7 10.5 10.5 25.69 20.17 b 70 9 10.5 10.5 29.29 22.99 20a200 73 7 11 11 28.83 22.63 b 75 9 11 11 32.83 25.77 22a22077 7 11.5 11.5 31.84 24.99 b 79 9 11.5 11.5 36.24 28.45 25 a25078 7 12 12 34.91 27.4 b80 9 12 12 39.91 31.33 c 82 11 12 12 44.91 35.25 28 a28082 7.5 12.5 12.5 40.02 31.42 b84 9.5 12.5 12.5 45.62 35.81 c 86 11.5 12.5 12.5 51.22 40.21 32 a32088 8 14 14 48.5 38.07 b90 10 14 14 54.9 43.1 c 92 12 14 14 61.3 48.12 36 a36096 9 16 16 60.89 47.8 b98 11 16 16 68.09 53.45 c 100 13 16 16 75.29 59.1 40 a400100 10.5 18 18 75.04 58.91 b102 12.5 18 18 83.04 65.19 c10414.5181891.0471.47公称直径 外径/mm 普通管加厚管mm in 壁厚/mm 理论重量/(kg/m)壁厚/mm 理论重量/(kg/m)6 1/8 10.00 2.00 0.39 2.50 0.64 8 1/4 13.50 2.25 0.62 2.75 0.73 10 3/8 17.00 2.25 0.82 2.75 0.97 15 1/2 21.00 2.75 1.26 3.25 1.44 20 3/4 26.80 2.75 1.63 3.50 2.01 25 1 33.60 3.25 2.42 4.00 2.91 32 1 1/4 42.30 3.25 3.13 4.00 3.77 40 1 1/2 48.00 3.50 3.84 4.25 4.58 50 2 60.00 3.50 4.88 4.50 6.16 65 2 1/2 75.50 3.75 6.64 4.50 7.88 80 3 88.50 4.00 8.34 4.75 9.81 100 4 114.00 4.00 10.85 5.00 13.44 125 5 140.00 4.50 15.04 5.50 18.24 1506165.004.5017.815.5021.53D×B t kg/m D×B t kg/m D×B t kg/m50x50 5.0 6.8500150x150 6.3 28.1000200x20016.0 90.300060x60 3.0 5.2900 3.0 2.3900 4.0 6.99704.0 6.9000 8.0 35.1000250x2506.3 47.900080x80 6.3 14.2000 10.0 43.1000 8.0 60.3000100x100 5.0 14.7000 12.5 52.7000 10.0 74.50006.3 18.2000 16.0 65.2000 12.5 91.9000 8.0 22.6000180x1806.3 34.0000 16.0 115.0000 10.0 27.40008.0 42.7000300x3008.0 72.8000120x120 5.0 17.8000 10.0 52.5000 10.0 90.20006.0 20.7000 12.5 64.4000 12.5 112.0000 6.3 22.2000 16.0 80.2000 16.0 141.0000 8.0 27.6000200x2006.3 38.0000350x35010.0 106.0000 10.0 33.7000 8.0 47.7000 12.5 131.0000 12.5 40.9000 10.0 58.8000 16.0 166.0000150x150 5.0 22.6000 12.5 72.3000400x40012.5 151.00001.5 1.31302.8 5.0630 4.5 13.26002.0 1.69003.0 5.3400 5.0 14.8000 2.8 2.3010 3.25.67006.0 17.0000矩形管理论重量表10规格mm 壁厚mm 理论重量规格mm 壁厚mm 理论重量规格mm 壁厚mm 理论重量D×B t kg/m D×B t kg/m D×B t kg/m12x12 1 0.3340x402.5 2.9275x75 2 4.54816x16 1.2 0.567 2.8 3.165 2.3 5.28619x19 1.2 1.567 3 3.45 2.8 6.27 1.5 2.567 4 4.46 3 6.6320x20 1.5 3.56750x50 1.5 2.298 4 8.652 4.567 2 2.95 4.5 9.7425x25 1.2 5.567 2.3 3.48 5 10.311.5 6.5672.53.71 6 12.4292 7.567 2.8 4.173 80x80 6 13.2267 2.3 8.567 3 4.3989x894.5 11.7 2.5 9.567 45.72 5 12.8452.8 10.567 4.5 6.2 6 14.63 11.567 5 6.97100x1003 8.9930x30 1.2 12.56760x602.5 4.413.2 9.541.5 13.5672.8 5.063 4.5 13.262 14.5673 5.345 14.82.8 15.5673.2 5.67 6 173 16.5674 6.997 120x120 6 20.738x38 1.5 17.56763.5x63.52.5 4.7383125x1254 14.8 2 18.567 2.75 5 4.5 16.6 2.8 19.567 2.8 5.245 6 21.740x40 1.2 20.56765x653 5.97150x1504.5 20.11.5 21.567 4 7.2287 5 22.72 22.567 4.5 8.2433 6 24.6 2.3 23.567 5 8.75 200x200 6 36.28普通工字钢理论重量表11圆钢直径理论重量 表12圆钢直径d 理论重量 圆钢直径d 理论重量 圆钢直径d 理论重量 圆钢直径d 理论重量 圆钢直径d 理论重量mm kg/m mm kg/m mm kg/m mm kg/m mm kg/m 5.5 0.186 14 1.21 28 4.83 56 19.3 120 88.8 6 0.222 15 1.39 30 5.55 63 24.5 125 96.3 6.5 0.26 16 1.58 32 6.31 70 30.2 130 104 7 0.302 17 1.78 34 7.13 75 34.7 140 121 8 0.395 18 2 36 7.99 80 39.5 150 139 9 0.499 19 2.23 38 8.9 85 44.5 160 158 10 0.617 20 2.47 40 9.86 90 49.9 170 178 5.5 0.186 21 2.72 42 10.9 95 55.6 180 200 6 0.222 22 2.98 45 12.5 100 61.7 190 223 6.5 0.26 24 3.55 48 14.2 105 68 200 247 12 0.888 25 3.85 50 15.4 110 74.6 220 298 131.04264.175317.311581.5250385型号 尺寸(mm ) 截面面积(cm 2) 理论重量(kg/m) h b t w tR 10 100 68 4.5 7.6 6.5 14.3 11.2 12.6 126 74 5 8.4 7 18.1 14.2 14 140 80 5.5 9.1 7.5 21.5 16.9 16 160 88 6 9.9 8 26.1 20.5 18 180 94 6.5 10.7 8.5 30.7 24.1 20 a 200 100 7 11.4 9 35.5 27.9 b 102 9 39.5 31.1 22 a 220 110 7.5 12.3 9.5 42.1 33 b 112 9.5 46.5 36.5 25 a 250 116 8 13 10 48.5 38.1 b 118 10 53.5 42 28a 280122 8.5 13.710.555.4 43.5 b 124 10.5 61 47.9 32 a 320130 9.5 15 11.567.1 52.7 b 132 11.5 73.5 57.7 c 134 13.5 79.9 62.7 36a 360136 10 15.8 1276.4 60 b 138 12 83.6 65.6 c 140 14 90.8 71.3 40 a 400142 10.5 16.5 12.586.1 67.6 b 144 12.5 94.1 73.8 c 146 14.5 102 80.1 45 a 450150 11.5 18 13.5102 80.4 b 152 13.5 111 87.4 c 154 15.5 120 94.5 50 a 500158 12 20 14119 93.6 b 160 14 129 101 c 162 16 139 109 56 a 560166 12.5 21 14.5135 106 b 168 14.5 147 115 c 170 16.5 158 124 63 a 630176 13 22 15155 122 b 178 15 167 131 c780 17180141T 型钢理论重量 表13类别型号截面尺寸 理论重量(Kg/m ) 类别型号截面尺寸 理论重量 (Kg/m ) hbt1t2 hb t1 t2 TW50×100 50 100 6 8 8.56 TN 50×50 50 50 5 7 4.79 62.5×125 62.5 125 6.5 9 11.9 62.5×60 62.5 60 6 8 6.67 75×150 75 150 7 10 15.9 75×75 75 75 5 7 7.11 87.5×175 87.5 175 7.511 20.2 87.5×90 87.590 5 8 9.11 100×200100 200 812 25.2 100×1009999 4.5 7 9.26 100 204 12 12 28.3 100 100 5.5 8 10.8 125×250125 250 914 36.2 125×125124124 5 8 12.9 125 255 14 14 41.1 125 125 6 9 14.8 150×300 147 302 1212 42.5 150×150149149 5.5 8 16.3 150 300 10 15 47.3 150 150 6.5 9 18.7 150 305 15 15 53.1 175×175173174 6 9 20.9 175×350172 348 1016 57.3 175 175 7 11 25.0 175 350 12 19 68.2 200×200198199 7 11 28.3 200×400194 402 15 15 70.3 200 200 8 13 33.0 197 398 11 18 73.6 225×200223199 8 12 33.4 200 400 1321 86.1 225 200 9 14 38.2 200 408 21 21 98.7 250×200 248199 9 14 39.7 207 405 18 28 116 250200 10 16 44.8 214 407 2035 142 253 201 11 19 51.5 74×100 74 100 6 9 10.7 300×200 298199 10 15 47.6 TM97×150 97 150 6 9 15.6 300200 11 17 53.1 122×175 122 175 7 11 22.1 303 201 12 20 60.1 147×200 147 200 8 12 28.7 350×300346300 13 20 83 170×250 170 250 9 14 39.9 350 300 13 24 92.5 200×300 195 300 10 16 53.7 400×300396300 14 22 95.2 220×300 220 300 1118 61.8 400300 14 26 105 250×300241 300 1115 57.5 450×300 450 300 16 28 121.5 244 300 11 18 64.5 125×255 125 255 14 14 41.1 300×300291 300 1217 68.5 300×300 297300142387.3294 300 122075.5。
热轧钢板标准
热轧钢板标准嘿,咱今儿就来聊聊热轧钢板标准这档子事儿!你说这热轧钢板啊,就好比是咱建筑界的“顶梁柱”呀!它那可是到处都能派上用场。
你想想看,那些高楼大厦、桥梁铁轨,哪一个能离得开它呀!这就像是咱家里的大梁,得结实、得可靠。
那这热轧钢板标准是啥呢?简单来说,就是给热轧钢板定的规矩呗!就跟咱做人得有规矩一样,这钢板也得符合一定的标准才行。
要是没个标准,那不乱套啦!质量参差不齐的,谁还敢放心用呀!咱就说这尺寸吧,那可得精确到毫米级别的哟!要是大了或者小了那么一点点,说不定在安装的时候就出岔子啦。
这就好像你买双鞋,大了不跟脚,小了挤得难受,得刚刚好才行呢!还有那厚度,薄了不结实,厚了又太笨重,也得恰到好处呢!再说说这性能方面。
强度得够吧,不然怎么能承受那么大的压力和重量呢?韧性也不能差呀,不然稍微来点外力就断了,那可不行!这就好比一个运动员,得有力量,还得有柔韧性,才能在赛场上发挥出色呀。
你看那些不符合标准的热轧钢板,就像个调皮捣蛋的孩子,总是惹出些麻烦来。
可能在使用过程中突然出问题,那可就是大麻烦啦!这可不是开玩笑的哟!所以咱可得严格按照标准来,不能有丝毫马虎。
咱老百姓买东西都讲究个物美价廉,这热轧钢板也不例外呀!符合标准的,质量有保障,价格也合理,这才是大家都想要的嘛!你说要是花了大价钱买了个不达标的,那不就亏大啦!那可真是让人欲哭无泪呀!咱国家对这热轧钢板标准可是很重视的呢!这是为了保障咱们老百姓的安全和利益呀!只有严格把控标准,才能让我们用得放心、安心。
这也是为了咱国家的建设和发展嘛,毕竟这些基础设施可都是关乎咱国家的未来呀!所以啊,大家在选购热轧钢板的时候,可一定要瞪大眼睛,看清是不是符合标准哟!别被那些不良商家给忽悠啦!咱要为自己的工程、为自己的安全负责!这可不是小事儿,咱得认真对待,不能含糊!你说是不是这个理儿呢?反正我觉得就是这么回事儿!咱可不能在这上面掉以轻心呀!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鞍山钢铁集团公司企业标准
Q/ASB 1-2005
代替Q/ASB 1-2004
热轧中厚钢板尺寸、外形、
重量及允许偏差
2005-06-15发布 2005-07-01实施
鞍山钢铁集团公司 发布
前 言
为满足鞍钢中、厚钢板的生产和国内外用户需求,参照GB/T 709—1988、JIS G 3193—1990、ASTM A6/A6M—2001和BS EN 10029:1991的规定和生产厂的生产实际,对Q/ASB 1-2004《热轧中、厚板尺寸、外形重量及允许偏差》进行修订。
本标准代替Q/ASB 1-2004《热轧中、厚板尺寸、外形重量及允许偏差》。
本标准与Q/ASB 1-2004相比,主要变化如下:
——加严了部分规格钢板的厚度公差;限定负偏差轧制钢板的负偏差由原0.3mm修改为0.25mm。
——加严了钢板的长度允许偏差和镰刀弯;
——钢板的不平度采用相应欧洲标准指标。
本标准可作为中板厂和厚板厂按GB/T 709—1988标准交货的依据,也可作为按JIS G 3193—1990、ASTM A6/A6M—2001和BS EN10029:1991标准组织生产的依据。
本标准的附录A是规范性附录。
本标准由鞍山钢铁集团公司科技质量部提出。
本标准由鞍山钢铁集团公司科技质量部归口。
本标准起草单位:鞍钢集团公司科技质量部、鞍钢集团公司厚板厂。
本标准主要起草人:郑英杰、丛津功。
本标准水平等级记:Q/ASB 1-2005 Y。
热轧中厚钢板尺寸、外形、重量及允许偏差
1 范围
本标准规定了热轧中厚钢板的尺寸、外形、重量及允许偏差等。
本标准适用于鞍钢集团公司中板厂和厚板厂生产的热轧中厚板。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后的所有修改单(不包括勘误的内容)或修订版本均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
YB/T 081 冶金技术标准的数值修约与检验数值的判定原则
3 尺寸及允许偏差
3.1 钢板的厚度允许偏差应符合表1、表2或表3的规定。
订货时需方应明确厚度偏差的控制类型。
若没有规定时,一般按国家标准订货的钢板按本标准表1的规定;按日本标准、欧洲标准及英国标准订货的钢板按本标准表2的规定;按美国标准订货的钢板及锅炉板、压力容器板、船板按本标准表3的规定。
表1 单位为毫米
以下宽度的厚度允许正偏差
钢板厚度 负偏差
≤1500 >1500~2000>2000~2500>2500~3000>3000~3500 >3500 >5~8 0.60 0.20 0.20 0.40 0.50 0.60 0.80 >8~10 0.70 0.20 0.30 0.40 0.40 0.60 0.80 >10~16 0.75 0.25 0.25 0.35 0.45 0.55 0.85 >16~25 0.80 0.20 0.30 0.40 0.50 0.70 0.90 >25~40 0.90 0.20 0.30 0.40 0.70 0.80 1.00 >40~80 1.00 0.30 0.40 0.60 0.70 0.90 1.00 >80 1.50 0.30 0.50 0.70 0.90 1.00 1.00
1
Q/ASB 1-2005
表2 单位为毫米
以下宽度的厚度允许正偏差
钢板厚度
≤1500
>1500~2000>2000~2500>2500~3000>3000~3500 >3500 >5~8 ±0.40 ±0.40 ±0.50 ±0.55 ±0.60 ±0.70 >8~10 ±0.45 ±0.50 ±0.55 ±0.55 ±0.65 ±0.75 >10~16 ±0.50 ±0.55 ±0.55 ±0.60 ±0.65 ±0.80 >16~25 ±0.50 ±0.55 ±0.60 ±0.65 ±0.75 ±0.85 >25~40 ±0.55 ±0.60 ±0.65 ±0.80 ±0.85 ±0.95 >40~80 ±0.65 ±0.70 ±0.80 ±0.85 ±0.95 ±1.00 >80
±0.90
±1.00
±1.10
±1.20
±1.25
±1.25
表3 单位为毫米
以下宽度的厚度允许正偏差
钢板厚度 负偏差
≤1500 >1500~2000
>2000~2500
>2500~3000
>3000~3500
>3500>5~8 0.55 0.55 0.75 0.85 0.95 1.15 >8~10 0.65 0.75 0.85 0.85 1.05 1.25 >10~16 0.75 0.85 0.85 0.95 1.05 1.35 >16~25 0.75 0.85 0.95 1.05 1.25 1.45 >25~40 0.85 0.95 1.05 1.35 1.45 1.65 >40~80 1.05 1.15 1.35 1.45 1.65 1.75 >80
0.25 1.55
1.75
1.95
2.15
2.25
2.25
钢板厚度的正负允许偏差可在公差带范围内进行调整。
3.2 切边钢板的宽度允许偏差应符合表4的规定。
表4 单位为毫米
切割状态 宽度允许偏差
剪切 +15 0 火焰切割
+25 0
3.3 钢板的长度允许偏差应符合表5的规定。
表5 单位为毫米
钢板长度 长度允许偏差
≤6000 +20 0 >6000
+30 0
3.4 不切边和不切头尾钢板的宽度和长度应满足订货要求的最小尺寸。
2
Q/ASB 1-2005 4 外形
4.1 钢板的镰刀弯应不大于钢板长度的0.1%。
4.2 钢板的切斜度应不超过钢板宽度的1%。
4.3 钢板的不平度应符合表6的规定。
表6单位为毫米
不平度,不大于
钢类Ⅰ 钢类Ⅱ 钢板厚度
测量长度
1000 2000 1000 2000 ≤10 7 11 10 14
>10~25 7 10 10 13
>25~40 6 9 9 12 >40 5 8 8 11 注:钢类Ⅰ适用于规定的最小屈服强度不大于460MPa的钢板,钢类Ⅱ适用于规定的最小屈服强度大于460MPa的钢板。
5 尺寸及外形的测量
5.1 厚度的测量
切边钢板:在距边部不小于15mm的任意位置。
不切边钢板:在距边部不小于40mm的任意位置。
5.2 镰刀弯的测量
测量钢板轧制方向侧边与同方向两端点直线之间距离的最大值。
在产品呈凹形一侧测量。
5.3 切斜的测量
测量钢板的宽度在轧制方向上的垂直投影长度或者钢板对角线之差的二分之一。
5.4 不平度的测量
将钢板自由放在平台上,除钢板本身重量外不施加任何压力,测量钢板与直尺之间的最大距离。
6 重量
6.1 钢板按理论计算重量,计算方法按附录A(规范性附录)。
6.2 对限定负偏差的锅炉、压力容器等钢板采用公称厚度加附加值作为计算理论重量的理论厚度,厚度附加值的计算方法如下:
厚度附加值=正偏差值加负偏差绝对值/2-0.25mm。
7 数值修约
数值修约方法按YB/T 081的规定。
3
Q/ASB 1-2005
附录A
(规范性附录)
钢板的理论重量计算方法
A.1 钢板理论计重时,其尺寸均采用公称尺寸。
A.2 钢板理论重量计算方法按表A.1。
表A1
计算顺序 计算方法 结果修约 基本重量,kg/mm.m2 7.85(厚度1mm、面积1m2的重量) ─
单位重量,kg/m2 基本重量(kg/m.mm2)×厚度(mm) 修约至小数点后二位数钢板面积,mm2 宽度(m)×长度(m) 修约至小数点后二位数1块板重量,kg 单位重量(kg/m2)×钢板面积(m2) 修约至整数
总重量,kg 各张钢板重量之和 —
A.3 不切边和不切头尾钢板理论计重时可按原料重量的98.5%计算成品重量。
4。