M580的PLC使用什么软件进行编程
施耐德M580系列PLC站间IO扫描复习过程
施耐德M580系列P L C站间I O扫描
1.M580的IO扫描是通过DTM设置的,途径是工具-DTM浏览器,界面如下图:
例子是用NOC0301的以太网口与M340系列PLC进行站间通讯的。
2.右键NOC0301 添加如下图
选择Modbus Device。
加完设备右键打开NOC0301,如下图
属性里面可以定义名称,地址设置里面设置需要通讯的设备的IP地址,请求设置里面添加请求,读取地址及读取长度和写入地址及写入长度如下图
从M340的%MW201读取4个字:%MW201,%MW202,%MW203,%MW204;
从M340的%MW205写入4个字:%MW205,%MW206,%MW207,%MW208;
打开请求001:项目如下图
图中0与1 代表%MW201;2与3代表%MW202;4与5代表%MW203;6与代表%MW204;把输入的%MW203和%MW204通过定义项目定义为int型数据;在输入位里面把%MW201和%MW202定义为32个bool数据;输出与输入定义成一样的;设置完以后,在设备DDT变量里面会出现设置好的地址。
施耐德M580 PLC和InTouch组态软件在环境除尘系统中的应用

2021年43卷第1期第28页电气传动自动化Vol・43,No・1 ELECTRIC DRIVE AUTOMATION2021,43(1):28-30文章编号:1005—7277(2021)01—0028—03施耐德M580PLC和InTouch组态软件在环境除尘系统中的应用刘照辉(浙江佳环工程技术有限公司,浙江金华321000)摘要:根据已完成项目实际运行情况介绍施耐德M580PLC和InTouch组态软件通过DAServer驱动软件实时通讯,从而对环境除尘系统包括风机子系统、离线脉冲除尘子系统、输灰子系统等监督控制及数据采集,从而实现烧结筛分环境除尘颗粒物超低排放要求。
关键词:筛分环境除尘;布袋除尘器;PLC控制系统;施耐德M580;InTouch中图分类号:TP273文献标识码:AApplication of Schneider M580PLC and Intouch SCADA to Environmental Dust RemovalLIU Zhao-hui{Zhejiang Jiahuan Engineering Technology Co.,Ltd,JinHua321000,China) Abstract:Based on the actual operation of the completed project,this paper introduces Schneider M580PLC and InTouch configuration software.Through the real-time communication of driver DAServer,the monitoring control is implemented over the environmental dust removal system,including fan subsystem,off-line pulse dust removal subsystem,and ash transport subsystem,and the data acquisition of these subsystems is realized.Thus,the ultralow emission of dust particles in sintering screening environment can be achieved.Key words:Sieve environmental dust removal;bag dust collector;PLC control system;Schneider M580;InTouch1概述为了深化实施《关于推进实施钢铁行业超低排放的意见》,按照环保要求钢铁企业一次烟气颗粒物排放限值!10mg/m3要求。
介绍M580
● 支持X80 I/O系列模块, 这些模块基于M340控制器并且在全世界已经有大量的 应用
● 嵌入了以太网 Remote I/O (RIO) 主干 ● 使用了来自意法半导体(ST Microelectronics)的最新一代双核ARM处理器,可
以提供强大的复杂运算,网络通讯,图形显示和控制应用能力 ● 全新的以太网背板,提供了更强大的扩展性和灵活性:
分布式I/O(DIO)
对任何设备开放
Modbus TCP 或 EIP 设备
=S= 的设备有更好的集成
DTM 支持 STB, ATV, Tesys T, Power Meters…
刷新频率可配置 开放的架构
环, 星形, 网….
需作网格配置
交换机冗余协议等…
用于其他协议的外部网关
12
远程子站适配器- BME CRA 312 10
● 与背板的双连接:
● X-Bus (1) ● 以太网 (2)
M580 Configuration V1.0 Schneider Electric | Industry Business | Training | March 9, 2020
● 适配孔可以防止模块安装在BMX的老 机架上 (3)
M580 Configuration V1.0
Schneider Electric | Industry Business | Training | March 9, 2020
11
远程子站适配器- BME CRA 312 10
● 为了利用新的M580 以太网背板, M580架构中提供了新的远程子站适配 器模块:
M580 Configuration V1.0
Schneider Electric | Industry Business | Training | March 9, 2020
三菱PLC编辑软件使用方法三菱plc
三菱PLC编辑软件使用方法 - 三菱plc 三菱plc编程软件“GX-Developer”(GX-开发器)。
这里列举的是常用功能的操作方法索引:一.打开工程所谓打开工程,是指进入一个已经存在的PLC程序。
(一)、打开一个电脑文件夹下的工程1.点击开发软件图标,进入软件界面。
2.点击PROJECT(工程)菜单,选择“OPEN PROJEDCT”(打开工程)命令。
或直接点击打开工程快捷图标(与“WORD”软件“打开”图标相同)。
3.选择路径,找到要打开的工程文件夹。
4.点击“OPEN”(打开)按钮。
程序将被读入并显示。
5.要显示不同程序段,在右侧“Program”栏目中,选择并打开相应的程序块即可。
(二)、打开一个PLC内存中的工程1.点击开发软件图标,进入软件界面。
2.选择“ONLINE”(在线)菜单。
3.点击“read from PLC”(从PLC读出)。
4.在新消灭的界面“select PLC series”(选择PLC系列)下,确认选择的PLC是否正确。
点击“OK”。
留意,我们的桥设备使用的PLC应选择:Q CPU(Qmode)。
5.设置“Connection Setup”(连接设定)界面。
对我们的桥设备,在PLC side(PLC侧)栏目中,选择Serial USB(串行USB)、COM1、PLC module(PLC模块)三个项目。
在Other station (其他站点)栏目中,选择“No”。
选择结束后,按OK确认。
6.在Read from PLC界面下,选择“Target”(目标)栏目为“Program Memory/Device Memory”(程序内存/元件内存)。
7.在同一界面下,点击“ParaProg”(参数程序),全部程序内容被选中。
假如要读出元件存储器内容,要在下面列表中同时选择“Device Memory”(元件内存)。
8.点击“Execute”(执行),等待,程序将被读出到界面。
施耐德电气高端自动化边缘控制器产品目录说明书

MODICON 高端自动化边缘控制器产品目录2021目录12345697108111. EcoStruxure Plant ...................................................................22. Modicon M580可编程自动化控制器. (4)系统概述 ...........................................................................................................4处理器模块........................................................................................................5架构介绍 . (20)3. Modicon M340可编程自动化控制器 (24)介绍 .................................................................................................................24选型指南 ..........................................................................................................26型号 .. (28)4. Modicon MC80 可编程逻辑控制器 (29)介绍 .................................................................................................................29选型指南 . (30)5. Modicon X80 I/O 平台 (32)系统概述 ..........................................................................................................32背板及电源模块................................................................................................38I/O 模块............................................................................................................47专用功能模块 ...................................................................................................56通讯模块 ..........................................................................................................70安全电源 . (94)6. Modicon STB I/O 平台 (101)介绍 ...............................................................................................................101网络接口模块 .................................................................................................102内部总线扩展,CANopen 扩展,辅助电源模块.............................................104配电模块 ........................................................................................................105I/O 模块..........................................................................................................106专用功能模块 . (109)7. 软件 (110)EcoStruxure 控制专家 ...................................................................................110EcoStruxure OPC UA Server Expert ............................................................114OPC 数据服务器软件 . (116)8. 以太网网络 ............................................................................1189. 安装尺寸 ...............................................................................12610. 环境与认证 ..........................................................................12911. 快速选型表 .. (132)1与平台,适用于工业、基础设施、数据中心和楼宇。
___各系列PLC编程软件介绍

___各系列PLC编程软件介绍___PLC编程软件介绍___是一家拥有多个系列PLC的公司,因此也有多个对应的编程软件。
以下是各系列PLC的软件介绍。
1.MODICON系列MODICON系列是___收购的___的产品,使用的编程软件是Concept。
这个系列的PLC已经停产或慢慢退出市场,但Unity Pro软件仍然支持Quantuam、Premieum、M340和M580系列的PLC。
Unity Pro软件的编程风格和美国PLC的风格相似。
2.TE系列TE系列是___收购的___的产品,使用的编程软件是PL7.这个系列的PLC已经停产或慢慢退出市场,但Unity Pro软件仍然支持Quantuam、Premieum、M340和M580系列的PLC。
3.M系列M系列包括M258、M251、M241、M238、M218、LMC058和LMC078,使用的编程软件是SoMachine。
此系列PLC是___自己研发的,基于CoDeSyS平台,主要用于OEM行业。
M218支持IEC-3标准的六种编程语言,并自带双串口。
此系列的PLC性价比高,因此在市场上越来越受欢迎。
此外,___软件是基于CoDeSyS平台开发的,专门为高端运动控制器PacDrive3设计。
此平台还有封装好的机器人库,可用于各种标准的机器人。
4.M系列2M系列2是___最新的系列,使用的编程软件是EcoStruxure Machine Expert。
这个系列的PLC是基于SoMachine平台开发的,支持IEC-3标准的编程语言,具有高性能和可靠性。
本系列PLC针对OEM行业推出,包括M221、M100和M200等型号。
编程软件为SoMachineBasic,虽然名字与SoMachine相似,但与CoDeSyS没有关系,编程风格类似日系PLC。
如果你惯IEC编程方式,可能需要一些时间适应。
Twido系列早在十年前就停产了,现在已很少见。
施耐德电气各系列PLC编程软件介绍
施耐德电气各系列PLC编程软件介绍各个系列PLC的编程软件介绍从来没有哪一家PLC 像施耐德一样,光是软件就一大堆,让刚刚接触的人丈二和尚摸不着头脑,也给工厂的维护人员带来了极大的困难。
其实这是由他特殊的历史决定的。
施耐德是德国常见的人名,就和我们的小红,小明,狗剩子一样,满大街都是。
施耐德是一家投资公司,PLC都是收购来的,包括著名的Modicon公司,就是生产出世界世界上第一款PLC 084 的那个莫迪康公司,也是PLC 发明人迪克莫利的那个公司,都被施耐德收购。
今天我就给大家梳理一下施耐德各个系列PLC 的软件。
1 MODICON收购的美国莫迪康公司的 Quantuam (昆腾) Momentum 系列使用软件 Concept2 TE收购的美国TE 公司的 Premieum Micro 系列使用软件 PL7这两家都是血统纯正的美国货,是美系PLC 的代表。
现在已经整合成一个软件 Unity Pro 。
主要支持 Quantuam Premieum M340 M580 系列的PLC,由于是美国货,所以Unity Pro 和AB GE 等PLC 的编程风格很像。
Unity Pro主要用在EU 行业,比如油田,电力,矿山,市政等大型工程项目。
至于Momentum 和Micro 要么停产了,要么慢慢退出中国市场,已经很少见了。
Unity Pro软件是不支持的,继续使用原来的软件。
3 M系列(包装盒上也会印有Modicon)此系列主要有M258 M251 M241 M238 M218 LMC058,LMC078,编程软件SoMachine,其中LMC058,LMC078支持运动控制。
是施耐德自己研发的基于CoDeSyS平台的编程软件,主要用于OEM行业。
此系列上市比较晚,大概是10年左右,在这以前,OEM行业主要是用M340。
由于CoDeSyS的开放性,此系列PLC性价比高,最基础的M218 也支持IEC61131-3标准的六种编程语言,而且都是自带双串口,所以在市面上越来越多,也是大家经常见到的。
PLC编程器编程软件及其使用

如下:
1、程序写入
程序写入前要将PLC内部原有程序清除,其操作方法是:
RD/WR → RD/WR → NOP → A → GO →
ቤተ መጻሕፍቲ ባይዱ
GO写入功能
成批写入NOP
1) 基本指令(包括步进指令)的写入分三种情况:
① [写入功能] → 指令 → GO 只有指令助记符的指令。
② [写入功能] → 指令 → 元件符号 → 元件号 → GO 有指 令和一个操作元件的指令。
a)根据步序读出 b)根据指令读出 c)根据指针读出 d)根据元件读出 图5-5 程序读出的基本操作
3、程序修改
包括程序的改写、删除、插入等操作 (1) 程序改写 1) 指令输入过程中修改基本操作如图5-6所示。
图5-6 程序修改的基本操作
例如输入指令OUT T0 K10,确认前(GO键未按),欲 将K10改为D9其操作是: WR OUT T O SP K 1 O CIEAR D 9 GO 原指令输入确认后(GO键已按)则应按下步骤操作: WR OUT T O SP K 1 0 GO D 9 GO
本章主要介绍简易编程器、编程软件及其 使用。
第一节 手持式简易编程器及其使用
FX-20P-E手持式简易编程器是FX系列PLC的一种通用编 程器,适用于FX2、FX0、FX0N、FX2C、FX2N等型号PLC,使用专 用转换器还可以用于F1与F2系列PLC。
一、FX-20P-E的组成
这种编程器是由液晶显示屏、ROM写入器接口、存储器卡盒
修改操作中,光标移动到欲修改的K10上。 指定步序指令改写。例如在100步上写入指令OUT T50 K123
其操作是: [读出第100步] WR OUT T 5 0 SP K1 2 3 GO 如需要改写读出步数附近指令或只需修改指令中的某一部 分,则可将光标直接移动到指定修改处键入新内容再确认即 可。
各种三菱PLC编程软件的用途介绍
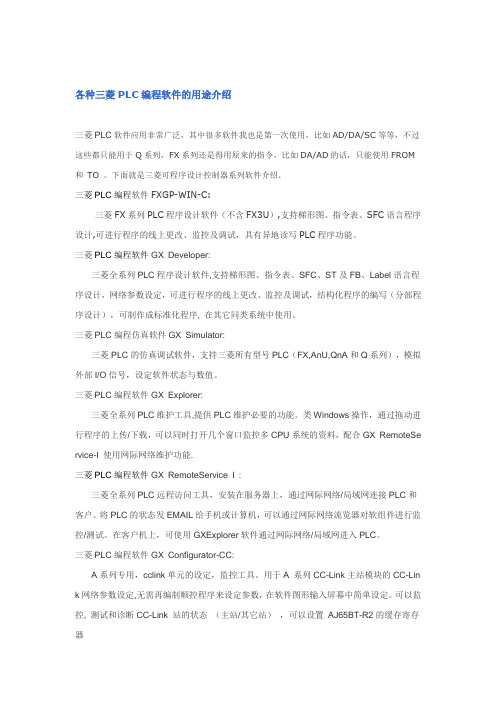
各种三菱PLC编程软件的用途介绍三菱PLC软件应用非常广泛,其中很多软件我也是第一次使用,比如AD/DA/SC等等,不过这些都只能用于Q系列,FX系列还是得用原来的指令,比如DA/AD的话,只能使用FROM 和TO 。
下面就是三菱可程序设计控制器系列软件介绍.三菱PLC编程软件FXGP-WIN-C:三菱FX系列PLC程序设计软件(不含FX3U),支持梯形图、指令表、SFC语言程序设计,可进行程序的线上更改、监控及调试,具有异地读写PLC程序功能。
三菱PLC编程软件GX Developer:三菱全系列PLC程序设计软件,支持梯形图、指令表、SFC、ST及FB、Label语言程序设计,网络参数设定,可进行程序的线上更改、监控及调试,结构化程序的编写(分部程序设计),可制作成标准化程序, 在其它同类系统中使用。
三菱PLC编程仿真软件GX Simulator:三菱PLC的仿真调试软件,支持三菱所有型号PLC(FX,AnU,QnA和Q系列),模拟外部I/O信号,设定软件状态与数值。
三菱PLC编程软件GX Explorer:三菱全系列PLC维护工具,提供PLC维护必要的功能。
类Windows操作,通过拖动进行程序的上传/下载,可以同时打开几个窗口监控多CPU系统的资料,配合GX RemoteSe rvice-I 使用网际网络维护功能.三菱PLC编程软件GX RemoteService I :三菱全系列PLC远程访问工具,安装在服务器上,通过网际网络/局域网连接PLC和客户。
将PLC的状态发EMAIL给手机或计算机,可以通过网际网络流览器对软组件进行监控/测试。
在客户机上,可使用GXExplorer软件通过网际网络/局域网进入PLC。
三菱PLC编程软件GX Configurator-CC:A系列专用,cclink单元的设定,监控工具。
用于A 系列CC-Link主站模块的CC-Lin k网络参数设定,无需再编制顺控程序来设定参数,在软件图形输入屏幕中简单设定。
plc编程软件有哪些?7款PLC编程软件介绍
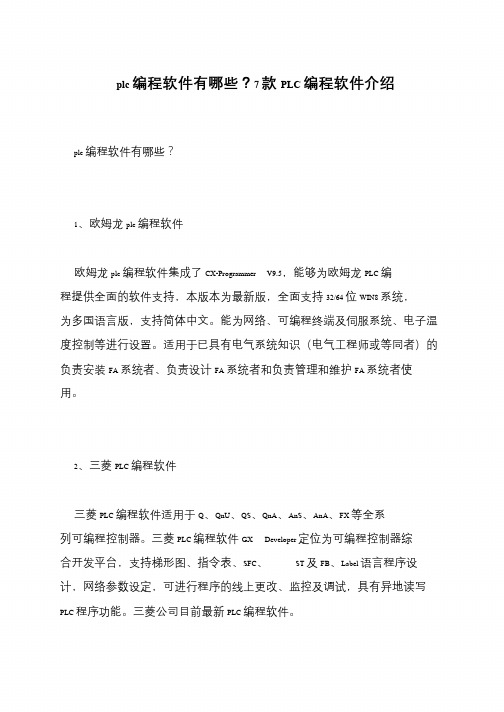
plc 编程软件有哪些?7 款PLC 编程软件介绍plc 编程软件有哪些?
1、欧姆龙plc 编程软件
欧姆龙plc 编程软件集成了CX-Programmer V9.5,能够为欧姆龙PLC 编程提供全面的软件支持,本版本为最新版,全面支持32/64 位WIN8 系统,
为多国语言版,支持简体中文。
能为网络、可编程终端及伺服系统、电子温
度控制等进行设置。
适用于已具有电气系统知识(电气工程师或等同者)的
负责安装FA 系统者、负责设计FA 系统者和负责管理和维护FA 系统者使用。
2、三菱PLC 编程软件
三菱PLC 编程软件适用于Q、QnU、QS、QnA、AnS、AnA、FX 等全系列可编程控制器。
三菱PLC 编程软件GX Developer 定位为可编程控制器综合开发平台,支持梯形图、指令表、SFC、ST 及FB、Label 语言程序设计,网络参数设定,可进行程序的线上更改、监控及调试,具有异地读写
PLC 程序功能。
三菱公司目前最新PLC 编程软件。
【DOC】PLC编程软件的使用

实训二PLC编程软件的使用一、实训目的1.熟悉三菱公司FXGP/WIN-C编程软件,掌握其使用方法;2.利用FXGP/WIN-C软件进行程序分析、调试和监控。
二、实训指导1.利用PC-09编程电缆,连接PLC与微机。
2.启动FXGP/WIN-C软件运行SWOPC-FXGP/WIN-C软件后,将出现初始启动画面,点击初始启动界面菜单栏中“文件”菜单,并在下拉菜单条中选取“新文件”菜单条,即出现图1所示的界面。
图 1选择FX2N机型,点击“确认”按钮后,则出现程序编辑主界面,如图2所示。
主界面包含以下几个分区:菜单栏(包括11个主菜单项),工具栏(快捷操作窗口),用户编辑区,编辑区下边分别是状态栏及功能键栏,界面右侧还可以看到功能图栏。
下面分别予以说明。
(1)菜单栏菜单栏是以下拉菜单形式进行操作,菜单栏中包含“文件”、“编辑”、“工具”、“查找”、“视图”、“PLC”、“遥控”、“监控及调试”等菜单项。
点击某项菜单项,弹出该菜单项的菜单条,如“文件”菜单项包含新建、打开、保存、另存为、打印、页面设置等菜单条,“编辑”菜单项包含剪切、复制、粘贴、删除等菜单条,这两个菜单项的主要功能是管理、编辑程序文件。
菜单条中的其他项目,如“视图”菜单项功能涉及编程方式的变换,“PLC”菜单项主要进行程序的下载、上传传送,“监控及调试”菜单项的功能为程序的调试及监控等操作。
图2(2)工具栏工具栏提供简便的鼠标操作,将最常用的SWOPC-FXGP/WIN-C编程操作以按钮形式设定到工具栏上。
可以利用菜单栏中的“视图”菜单选项来显示或隐藏工具栏。
菜单栏中涉及的各种功能在工具栏中都能找到。
(3)编辑区编辑区用来显示编程操作的工作对象。
可以使用梯形图、指令表等方式进行程序的编辑工作。
使用菜单栏中“视图”菜单项中的梯形图及指令表菜单条,实现梯形图程序与指令表程序的转换。
也可利用工具栏中梯形图及指令表的按钮实现梯形图程序与指令表程序的转换。
M580以太网扫描

在请求设置里添加请求,填写读取地址,长度,写入地址长度。
点击请求项目在输入里全选列表,定义项目,
数据类型选择INT,同样设置输出。最后确定
5.生成项目,打开数据编辑器,勾选DEVICE DDT,可以看到下图modbus device设备的变量。其中INPUTS,即为前面设置的从M340里读取的数据,outputs为向M340写入的数据。(注,此变量不能填写寄存器地址)
6.下载程序后,与பைடு நூலகம்40通讯。即可实现580从自带以太网口访问M3402020
7.通过此种方式,580,40结尾最多可连接64个设备。20结尾可连接128个,1020为64个
8.用NOC0311,用同样的方法也可以访问M340,且最多可以连接128个设备。
1)实验通过580CPU自带以太网口访问M3402020.
1,用网线连接580服务口一端,和340以太网口一端。(注,cpu如果为580,20结尾的CPU下面2个DIO口可直接使用,CPU如果为40结尾,下面2个口需要另外的设置才能使用DIO功能)
2,580一端编程配置:在PLC总线上双击CPU上的以太网口,点击通道0,即可看到,安全性,IP配置等选項,点击IP配置,
可以自己根据需要设置IP地址,也可使用默认IP,主地址位服务卡IP地址,地址A为下面2个口的IP地址。
3,从‘工具’打开DTM浏览器,右键点击BMEP58 ECPU点击添加
选择modbus Device,添加DTM
4.双击BMEP58 ECPU
下拉找到设备列表里刚新建的modbus device,点击
第07章 PLC的编程支持软件

绪论 EXIT
注 意
• 当某常开接点被强制ON后,该接点会一直处 于接通状态 • 若要使其恢复断开,可在“强制”的下级子 菜单中单击“取消”命令,从而取消原先的 强制操作
绪论 EXIT
⑶ 在线修改程序
在线修改时,PLC必须 工作在什么模式下?
• 使用在线编辑功能时,PLC必须工作在“监视”模 式下,而不能工作在“运行”模式下 • 例如,对电动机正反转自动循环控制梯形图程序, 先使CX-P进入在线状态 • 如果要修改定时器TIM001的设定值,先用鼠标选中 该定时器,然后单击主菜单的“程序→在线编辑”, 在其下级子菜单中单击“开始” • 此时定时器TIM001所在梯级的背景变为白色,表示 该梯级允许在线编辑操作
绪论 EXIT
(1)在线监视 • 通过在线监视可方便而直观地监控程序的运 行状况
• 单击主菜单中“PLC→操作模式”,在下级 子菜单中单击“监视”或“运行”,PLC开 始执行程序,CX-P进入在线监视状态
• 在线监视状态下,指令条中的绿色标记代表 该处逻辑当前是导通的,否则为断开状态
绪论 EXIT
第7章
PLC的编程支持软件
欧姆龙PLC编程支持软件
西门子PLC 编程支持软件
绪论 EXIT
7.1 欧姆龙PLC编程支持软件
一、CX-Programmer编程支持软件概况
• CX-P是ORMON 公司PLC的编程支持软件, 可在Windows98/2000/NT/XP系统上操作
• 适用于从微型CPM1A系列到中大型CS1系列 所有OMRON的PLC • 为用户提供了程序的编辑、检查、下载、调 试监控和数据管理等手段
• 双击“新程序”下的“符号”,右侧窗口显 示本地符号表 • 在表中点鼠标右键弹出菜单,单击菜单中的 “插入符号”,弹出“新符号”对话框
PLC编程软件

2 PLC编程软件(1) 编程软件普及: PLC的手持式编程器编程功能有限, 使用不便。
随着计算机的迅速普及、升级以及编程软件性能的不断提高, 使用编程软件的人越来越多,笔记本电脑的大幅度降价解决了计算机编程的现场调试问题。
编程软件对PLC控制系统的硬件组态, 在屏幕上可以直接生成和编辑梯形图、指令表、功能块图和顺序功能图程序, 并可以实现不同编程语言的相互转换。
程序可以下载、存盘和打印, 通过网络或电话线, 还可以实现远程编程。
现在有的PLC(如西门子的S7- 200系列)用基于PC的编程软件来编程, 已不配置手持式编程器。
(2)编程软件功能提高: PLC的编程软件升级更新非常快, 如三菱先后推出了MEDOC、SWOPC- FXGP/WIN、GPPW编程软件和LLT模拟仿真软件。
大多数厂家的编程软件都有汉化版, 方便了英语水平较差的国内用户。
(3) 编程语言标准化: PLC 的编程语言标准IEC61131- 1已公布了多年, 欧美的PLC厂家的编程语言基本上符合IEC 标准。
某些“软PLC”(即在PC上运行的可实现PLC功能的软件包)几乎都是按IEC标准设计的。
随着时间的推移, IEC标准会得到越来越广的使用。
(4) 简化编程过程: S7- 200的编程软件STEP7-MicroWIN32配备了大量的编程向导, 如PID、网络读写、高速计数器和高速输出指令的编程向导, 位置控制模块、文本显示器TD200、调制解调器模块、以太网模块、互联网模块、AS- I通信模块等的编程向导。
使用这些编程向导时, 只需要输入要求的数据或确定选项, 编程软件就可以自动地生成用户程序。
(5)编程软件具备仿真功能: 有的PLC生产厂家提供了在计算机上运行, 可以用来代替PLC的硬件调试用户程序的仿真软件,例如西门子公司STEP7编程软件配套使用的S7- PLCSIM仿真软件、三菱公司与SW3D5C- GPPW- C编程软件配套的SW3D5C- LLTC仿真软件, 欧姆龙公司与CXProgrammer编程软件配套的仿真软件CX- Simulator等,西门子的“LOGO! ”可编程逻辑模块的编程软件也有仿真功能。
基于RSTP协议的M580扩展架构的实现

基于RSTP协议的M580扩展架构的实现M580扩展架构是一个基于可编程自动化控制器的工业自动化解决方案。
它提供了高性能的实时数据处理能力,可与各种设备和系统集成。
M580扩展架构由M580控制器、Ethernet/IP通信网络、以及各种IO模块和通信模块组成。
RSTP是一种链路层协议,用于在局域网中构建冗余拓扑并提供快速的链路故障恢复。
它基于STP(Spanning Tree Protocol)协议的改进版,通过定义了端口状态,优先级和切换机制来加速网络的收敛。
M580扩展架构的实现可以利用RSTP协议来构建可靠的网络拓扑。
具体的实现步骤如下:1.设计M580网络拓扑:根据实际需求,设计M580控制器的位置和数量,确定所需的IO模块和通信模块,并进行布线规划。
2.配置RSTP协议:在M580控制器和网络交换机上配置RSTP协议。
可以使用网络管理软件或命令行界面进行配置,包括设置端口优先级、端口状态和RSTP优化参数等。
3.配置网络交换机:根据M580网络拓扑图,配置网络交换机的端口,把M580控制器和各种模块连接到正确的端口上。
4.测试网络拓扑:通过发送测试数据包,在M580网络拓扑中测试链路的可用性和链路故障的恢复时间。
确保RSTP协议可以快速检测到链路故障并切换到备用链路。
5. 配置M580控制器:在M580控制器上配置相关的网络参数,如IP 地址、子网掩码、网关等。
同时,还需要配置M580控制器与其他设备的通信参数,如Modbus/TCP、Ethernet/IP等。
6.测试通信功能:在M580控制器上编写测试程序,通过与其他设备进行通信,验证M580扩展架构的可靠性和冗余能力。
例如,可以通过与PLC通信来获取实时数据,或者通过与HMI进行数据交换。
7.监测和维护:定期监测M580扩展架构的运行状态,并进行必要的维护工作。
监测网络交换机的端口状态,及时排除可能的故障。
同时,根据实际需要调整RSTP协议的参数,以优化网络性能。
如何选择适合的PLC编程软件

如何选择适合的PLC编程软件在选择适合的PLC编程软件时,我们需要考虑一系列因素。
PLC (Programmable Logic Controller)是工业自动化领域中常用的可编程控制器,而选择合适的编程软件将直接影响我们在工程项目中的效率和成功。
本文将从多个角度介绍如何选择适合的PLC编程软件。
一、了解PLC编程软件的厂家和市场在选择PLC编程软件之前,我们应该了解市场上有哪些主要的厂家以及他们的软件产品。
一些知名的PLC编程软件厂家包括西门子、施耐德、ABB等。
通过对不同厂家的软件产品进行比较,我们可以了解每个软件产品的特点和优势,从而更好地做出选择。
二、考虑与硬件的兼容性在选择PLC编程软件时,我们必须考虑软件与所选硬件的兼容性。
不同厂家的PLC有着不同的架构和通信协议,因此软件必须与所用硬件相匹配。
如果我们已经选择了PLC品牌和型号,那么我们需要找到与之兼容的编程软件;如果我们还没有选择硬件,那么我们可以先找到适合的软件,然后再根据软件的要求选购硬件设备。
三、功能和特性PLC编程软件拥有各种不同的功能和特性,我们应该根据项目需求来选择适合的。
一些功能可能对于某些项目非常重要,例如可视化编程界面、数据监控和远程访问等。
我们可以根据自己的需求,选择具备相应功能和特性的编程软件。
四、易用性和学习曲线编程软件的易用性对于项目的开展至关重要。
我们应该选择那些界面友好、操作简单、学习曲线较低的PLC编程软件。
尤其是对于初学者或者没有编程经验的人来说,一个易于上手的软件将极大地提高编程效率。
五、技术支持和文档在日常使用PLC编程软件时,难免会遇到问题,这时候良好的技术支持和详细的文档是非常重要的。
我们应该选择那些提供全面技术支持、有完善文档和社区支持的软件产品。
这些资源可以帮助我们迅速解决问题,并加深对软件的理解。
六、开发工具和程序库一些PLC编程软件提供了丰富的开发工具和程序库,可以辅助开发人员更快速地完成编程任务。
最新PLC编程软件使用说明

P L C编程软件使用说明三菱PLC 计算机编程软件使用说明FX 系列PLC 利用计算机编程时,使用“FXGP_WIN-C ”(FX groupprogram _windows-china)编程软件,意为“WINDOWS 操作系统下中文提示FX 系列PLC 编程设计软件”。
该软件可以利用梯形图和指令语句表两种方式编制FX 系列PLC 的用户程序,梯形图和指令语句表二者可相互转换,编制操作过程中有中文提示,使用比较方便。
该软件可以脱机独立编制PLC 用户程序,再经传输电缆,对PLC 主机写出或者读入用户程序,并且能对运行中的PLC 主机进行监控。
§1 编程界面启动FXGP_WIN-C 软件,点击工具拦1的“新文件”按钮(见界面介绍),选择LPC 型号(FX2N )并确定,显示图1-1所示梯形图编程界面,界面显示左右母线、编程区、光标位置、菜单栏、工具栏1、工具栏2、功能图、功能菜单栏工具栏1 工具栏2 光标 左母线 右母线功能键 状态栏 编程区 功能图键、状态栏及标题栏等。
图1-1 梯形图编程界面§1.1 编程区左右母线之间为编程区,用于编制梯形图过程中放置元件、指令等。
§1.2 光标光标当前位置是放置或删除元件、指令的位置,利用键盘的上下左右四方向键移动光标,也可用鼠标左键点击移动光标。
§1.3 菜单栏点击(点击是指用鼠标左键单击,下同)各菜单按钮,显示其下层菜单项,选择菜单项并确认以后,将实现菜单项所描述功能。
当鼠标指针指向工具栏1或工具栏2的各个按钮时,均有中文提示该按钮的作用。
菜单具体情况后面将有详细介绍。
§1.4 工具栏1工具栏1如图1-2所示。
各工具按钮从左至右依次介绍如下:图1-2 工具栏11)新文件编制新的程序文件,也可用于清屏。
2)打开打开原有的PLC用户程序文件(扩展名为. PMW性能监视器文件)。
3)保存保存正在编制或修改的程序文件。
三菱PLC编程软件简介

三菱PLC编程软件简介第一篇:三菱PLC编程软件简介三菱PLC编程软件简介PLC的程序输入通过手持编程器、专用编程器或计算机完成。
手持编程器体积小,携带方便,在现场调试时优越性强,但在程序输入、阅读、分析时较繁锁;而专用编程器价格太贵,通用性差;计算机编程在教学中优势较大,且其通讯更为方便。
因此也就有了相应的计算机平台上的编程软件和专用通讯模块,在这节当中我们重点介绍三菱fx系列编程软件的使用和操作。
三菱公司fx系列plc编程软件名称为fxgpwin,我们介绍版本为SW0PC-FXGP/WIN-CVersion3.00 Copyright(C)1996 MITSUBISHI ELECTRIC CORPORATION,其具体应用说明如下:1.Fxgpwin编程软件对FX0/ FX0S、FX1S、FX1N、FX0N、FX1 FX2N / FX2NC和 FX(FX2/FX2C)系列三菱plc编程及其它操作。
下图为软件的文件组成:1)进入fxgpwin的编程环境双击桌面fxgpwin图标或按table键选择到图标fxgpwin,即可进入编程环境。
2)编程环境如下图3)编写新程序,新建文件出现PLC选型界面选择好PLC型号后按确认键即可进入编辑界面,在视图中可以切换梯形图、指令表等建立好文件后就可以在其中编写程序了。
4)程序的保存在“文件“菜单下的“另存为“下即可。
5)PLC 程序上载,传入PLC。
当编辑好程序后可以就可以向PLC上载程序,方法是:首先必须正确连接好编程电缆,其次是PLC通上电源(POWER)指示灯亮,打开菜单“PLC“——“传送“——“写出“确认。
出现程序写入步数范围选择框图,确认后即可:6)PLC程序下载一样,在上述操作中选择“读入“,其他操作不变。
7)程序打开打开菜单“文件““打开“,出现界面,选择要打开的程序,确定即可。
8)退出主程序ALT+F4或点击文件菜单下的“退出“。
2.程序的编写 1)编程语言的选择FXGPWIN软件提供三种编程语言,分别为梯形图、指令表、SFC 状态流程图。