亚龙335BFX3U接线图
PLC接线图及辅助继电器解析

• 2. 停电保持用 • 如在可编程控制器的运行过程Biblioteka 断开电源,输出继电器和一般的辅助继
电器全部都变为OFF。 • 当再次上电时,除去输入条件为ON的以外,都为OFF。但是,根据控制 对象不同,也可能出现停电之前的状态被记住,在再次运行时重新再现 的情况。这样的情况下,使用停电保持用辅助继电器(又名保持继电器)。 • FX3U· FX3UC可编程控制器的情况下,可以通过可编程控制器内置的电池 执行软元件的停电保持。FX3G可编程控制器的情况下,可以通过可编程 控制器内置的EEPROM执行软元件的停电保持。使用选件的电池时,通 过电池可以停电保持一般用软元件的一部分。
当X0接通时M0的线圈得电,M0的线圈得电其常开触点接通,这是 即使X0断开这是M0的线圈还是可以利用其自己的常开触点保持其通 电,这是Y0有输出,因为PLC是处理数字量的对于位元件来说当其线 圈得电是其状态为“1”,当其线圈失电是其状态为“0”。当PLC的电源 失电时M0的线圈失电其状态为“0”即为一般用途。
• 四、PLC内部的软元件。 • 1、辅助继电器【M】 • 可编程控制器中有多个辅助继电器。这些辅助继电器的线圈与输出继电器相同,
•
是通过可编程控制器中的各种软元件的触点来驱动。辅助继电器有无数的电子常 开触点和常闭触点,可在可编程控制器中随意地使用。但是,不能通过这个触点 直接驱动外部负载,外部负载必须通过输 出继电器进行驱动。
将停电保持专用电器作为一般用继电器使用的方法。 • 将停电保持专用辅助继电器作为一般用的辅助继电器使用时,请在程 序的开头步置如下图所示的附近设复位梯形图。
• 希望再次起动时,前进方向与
停电前的前进方向相同。 • X000=ON(左限)→M600=ON→ 向右驱动→停电→平台中 • 途停止→再次起动(M600=ON) →X001=ON( 右限) → • M600=OFF、M601=ON→向左 驱动
亚龙335B安装

LOGO
(五)输送站的安装
按照从下到上的原 则,先把底座固定到四 个滑块上,然后装提升 气缸,安好提升气缸后 安装摆动气缸,安装时 注意摆动气缸摆动的方 向,把导杆气缸安装在 摆动气缸上,然后把气 动手指连接到导杆气缸 上,然后把导杆气缸固 定到导杆气缸安装板上, 最后铺设履带,安装气 管和传感器 。
LOGO
亚龙 YL-335B 自动生产线
专业:电气自动化 班级:12级自动化四班 学生:吴春阳 指导教师:何琳峰
LOGO
主要内容
一 二 三 四 五
安装步骤与方法 气动元件与传感器 变频器与伺服驱动
整机调试与运行心得体会LOGO一.安装步骤与方法
亚龙YL-335B实训装备安装在铝合金导轨式, 由送料单元、加工单元、装配单元、输送单元 和分拣单元等组成,其每一单元都可自成一个 独立的系统;各单元的执行机构基本上以气动 执行机构为主。 在实验台的安装中要按照一定的先后顺序 来安装,根据各个站的复杂程度和重要程度来 安排顺序,一般来说要先安装输送站,以输送 站的原点作为依据,依次安装供料站、分拣站、 加工站和装配站。
LOGO
(三)装配站的安装
先完成组件,完成组件 的装配后,将与底板接触 的型材放置在底板的连接 螺纹之上,使用“L”型的 连接件和连接螺栓,固定 装配站的型材支撑架,将 完成的组件逐个安装上去, 顺序为:装配回转台组件 →小工件料仓组件→小工 件供料组件→装配机械手 组件。最后,安装警示灯 及其各传感器,从而完成 机械部分装配。
LOGO
二.气动元件与传感器
(一)电磁阀的调节
(二)气缸的调节
(三)传感器的调节
LOGO
(一)电磁阀的调节
项目一第二节YL-335B的控制系统

图 1-12 YL-335B的PPI 网络
YL-335B的控制系统
各工作站 PLC 配置如下:
电气自动化技术
电气自动化技术专业教学资源库
(1)输送单元: S7-226 DC/DC/DC 主单元,共24 点输入,16点晶体管输出。 (2)供料单元: S7-224 AC/DC/RLY 主单元,共4点输入,10点继电器输出。 (3)加工单元: S7-224 AC/DC/RLY 主单元,共14点输入,10 点继电器输出。 (4)装配单元: S7-226 AC/DC/RLY 主单元,共24点输入,16 点继电器输出。
YL-335B的控制系统
电气自动化技术
电气自动化技术专业教学资源库
图 1-9装置侧接线端口
图 1-10 PLC 侧接线端口
PLC 侧的接线端口的接线端子采用两层端子结构,上层端子用以连接各 路信号线, 其端子号与装置侧的接线端口的接线端子相对应。底层端子用以连 接DC 24V电源的+24V 端和0V端。装置侧的接线端口和 PLC侧的接线端口之 间通过专用电缆连接。其中25针接头电缆连接PLC的输入信号,15针接头电缆 连接PLC的输出信号。
置之间的信息交换的解决方案是:
机械装置上的各电磁阀和传感器的引线均连接到装置侧的接线端口上, PLC 的I/O引出线则连接到PLC 侧的接线端口上。两个接线端口间通过多芯信 号电缆互连。由图 1-9和图1-10 所示分别是装置侧的接线端口和PLC侧的接线 端口。装置侧的接线端口的接线端子采用三层端子结构,上层端子用以连接 DC 24V电源的+24V 端,底层端子用以连接DC 24V电源的0V端,中间层端 子用以连接各路信号线。
YL-335B的控制系统
电气自动化技术
完整版三菱PLC接线图例

图6-1COM 1N0 INIINn COMIIK IIN2IN3COM2PLC IN4[N5LN6)AJ7PLC-2ovroCOMOOUT!OU12OUT3COMIOUT4OLT5OIJT6O(JT7COMOOUTOCOMIOUT1a)PLCCOM2ounCOM3OUT3b)图6-5L N | XO | X2 | X4 | X6 | X10 | X12 X14X16 i图6-4| 吉 UDIVl II KS xn I Kf X图6-7FX 系列PLC旋转编码器□DC24V\Q*L电潦+图6-9图6-8P 空站 :]冲]*1 | ¥2 ] : ] 丫4 | 年 1 : I 牛 | 三 | 盘匚I : [C 6MO [C 6MI |C 6IVIE | 届 |c6ivi 亍| V]石 忙6鵬|丫冇FU电湧 亡I 亡I rtTti nnnnfft出设备感性输出设备PLC豐出____ rw^ _____ __________ E>J _____VD T 感性输出设备___________ rwA __________PLC输a 出图6-10Y0Y1Y2Y3Y4 PLCY5CD4513e —I ♦—1CD4513ILcOHco1±XoXX7Xs动QI /罗…图 6-15b)c PLVD1H VD2N VD3母D4JYo Y2 OM c图6-18图6-19单歩回原位、1/单周期回原位厂手动一—连续松开左行上升起动电源(SB7)(SB1)夹紧右行下降停止惫停誌)(SB4)L3-9 H碎早辛土丁斟游沁師酿茅却至艸w軀圭公屈程序P0P1P2图6-221S00 2<10SET H1QK0K 1M0RST M10ZRST Ftfl M18RST Ml上升下隆左行右行!呼T严H4I [Mia _1严_1 卩is | pi|卩1.0 |严-pll——_|卩11 I严_| |E12 _|呼宀 _||町3 _|卩]_3 |严_| |H14 __________ |卩14 |产I?_|_| |Mg | |^11| p!6_______ T呻H卩iTpiL_i严i卜览T冲_1严丁阿_1严1严连缤X2/Hill710XI2M2rJll2哑厂冲用-------------- 夹紧牛严-------- 叵上升下隆上升M2rX10rXll CD下降Jzpai| p!6H RSTL SET左行右行松齐Y4回原位起动松开上升左行回康位停止图6-27图6-28图6-30FX JK*4KMR FX L^-4AD FX2N*16EX FX SN-2DA FX JN-32ER FX:N-4AD-TC XOOO X027特殊模Jft MHO 料殊檯块X050-X067YWP-Y027¥D3/¥3T图6-31图6-32将灿匚槻税的瞑剤码AUF 肿比塞出・忻存在IM 中匚 比轻识别码是否拘3U1O(FX-4AD),若呈则船为口阶^H?3C0^人舒朋0〔通道初始化)・CHK CH2H 夷电压输人,CH3 , CH4关闭*樓4写.\EFMII1和BKU 莊"CHI , CH2」;■■均民梅独臨 设为先tt FFIH 的中的错观信羸读到M. 5 -监0中*若役有嚣谒,则将HFK 麵和BPM 粕中内容(BOCHl相厂总的平卸直、左至DOfm I l图 6-33q hlOUp1DO|K4MlOO TOKI | Kir ; |K?Mir| KITOKII K17 |H0004| KI |TO Ki I K17 HOOOOf KL { TO ] KI [ K16 QI ―I TO I KI | K1F 血002帀_I TO | KI I Kl¥ HUOCKJI K 】 丿 ―| 丁0 | KI [ KM |K2MW0| 石I TO 」KI [KM IHOQD4[运ITO | KI 卩 |而000[ KI ―| TO ] KI | Klfi [JHIH 曲「初 ―I TO | KI | KM iHOOOll KI 、 碍IMO 厂鹤据怪送尹W 11E-S1OD^:将[閻临奴碼(tnmoc)写入EFX *16中】倩喇琥住娥据:将高4位数捱(M :. 11-K108)写入BFMM1S 中*民仃CEL 旳IV 戌轧换略D1C1中蠡据f 专送刮IIH 「"1DD 中; 將恢E 世归据'MlOT-MlMJSXEFMiiie 7!1!将高诳奴据(Mlll-mae)頁入EPMW16中t祇行CE 狛山"一转悭TO ] KI | K 卯 |HOOOD[ KI 丿忙ROM| 旳 K30 D4 KIXOOOH FXOO1图6-35x»oo[S订[52][S3][D] l-NG 8SPID DO D1DIOO DI50蛉定值(SV)屁氓储CPV)参数输出值(MV)图6-36xotYO□YCi亠一x Oi IshJ图6-38 Arraya) b)图6-39乐西红打J 南£斶IT T 南北蚩灯 启动」 南V 邀灯」 东酉绿灯H 乘函堇灯4 UUUU n 15s 15s 图 6-40 图 6-41333 SQ4 SQ5 5左行右行T E KK2 Kill -fib —— $厂 c: YVlf 上升1 \USQ2 下降| y c/LSQl iVZf 电磁殁盘YA b Q Q h bJLJ 图 6-42。
YL-335B实训教材单站篇
放置预留与之相配的螺母,因此在对该部分的铝合金型材进行连接时,如果相应位置没有
放置足够的螺母,将造成无法安装或安装不可靠。
表 3-1-1 各种组件的装配过程
组件名称及外观
组件装配过程
料 仓 底 座 及 出 料 台
推 料 机 构 组 件
铝 合 金 型 材 支 撑 架 组 件
5
2、各组件装配好后,用螺栓把它们连接为总体,再用橡皮锤把装料管敲入料仓底座。 然后将连接好供料站机械部分以及电磁阀组和接线端口固定在底板上,最后把机械机构固 定在底板上完成供料站的安装,过程见图 3-1-5。
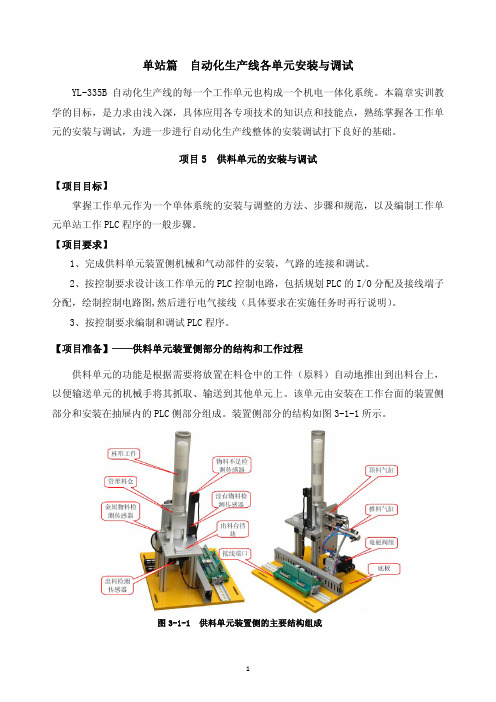
单站篇 自动化生产线各单元安装与调试
YL-335B 自动化生产线的每一个工作单元也构成一个机电一体化系统。本篇章实训教 学的目标,是力求由浅入深,具体应用各专项技术的知识点和技能点,熟练掌握各工作单 元的安装与调试,为进一步进行自动化生产线整体的安装调试打下良好的基础。
项目 5 供料单元的安装与调试 【项目目标】
图 3-1-5 供料机械和气动部件的总装
注意:机械机构固定在底板上的时候,需要将底板移动到工作台的边缘,螺栓从底板 的反面拧入,将底板和机械机构部分的支撑型材连接起来。
3、机械部件装配完成后,装上欠缺料检测、金属检测和出料台物料检测等传感器。安 装时请注意它们的安装位置、方向等。
溶喷布切片机FX3U-PLC程序与电气图 (台达伺服控制与步进控制)
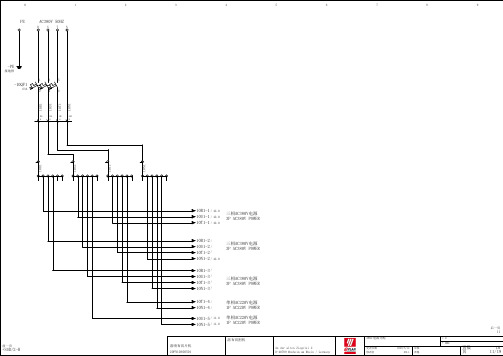
三相AC380V电源 3P AC380V POWER
10R1-2 / 10S1-2 / 10T1-2 / 10N1-2 / 42.0
三相AC380V电源 3P AC380V POWER
10R1-3 / 10S1-3 / 10T1-3 / 10N1-3 /
三相AC380V电源 3P AC380V POWER
LBU 1
5V直流电源
-11DCP1
BK
10W
1
L1
LBU
1
L3
-PE
11L11 / 42.6 步进控制器
11N11 / 42.6
11L21 / 小调速电机
11N21 /
11VCC / 42.6 5V直流电源
11M- / 与直流24V负极相连
10S1-5 / 11.0 10N1-5 / 11.0
IΔ
7
8
9
42R1-1 / 42.0 42S1-1 / 42.0 42T1-1 / 42.0
I> I> I>
10R1-1 / 10.3 10S1-1 / 10.3 10T1-1 / 10.3 10N1-2 / 10.3
BK
9-14A
4
LBN -42QF1
M
BK
1
2 1.5
3
4
5
6
I> I> I>
BK 4
15
溶喷布切片机 20PN10300501
溶布切割机
An der alten Ziegelei 2 D-40789 Monheim am Rhein / Germany
运行准备
更改日期 修改者
2020/3/16 审核 DELL 表格
335b三菱接线原理图

FX1N-40MT
COM5 Y014 Y015 Y016 Y017
脉冲
8 9 29 41 7 1 2 37 36 4 6
方向
24+
COM
COM0 Y000
COM1 Y001 COM2
接红色
o5 1Y
接白色
接黑色
CNX2 U(3) V(2) W(1)
HL1
HL2
HL3
MADD1207003
0V
VCC
描
写
0V
Print to PDF without this message by purchasing novaPDF (/)
YL-335B型自动生产 中国亚龙科技集团 线实训考核装备
日期 图样标记 数量 重量 比列
描
校
旧底图总号
底图总号
签
字
说 明 1.PLC输入口及各传感器工作电源均使用外 部电源,其正极标号为24V,负极为0V,PLC 内部电源不使用。
5#站(分拣站)电气原理图
日
期
335B-SM-00-00
共 页 第 页
标记 处数 更改文件号 签字 设 计 标准化 校 对 (审定) 审 核 工 艺 日 期
金属 传感 器检 测
物料 有无 检测
物料 不够 检测
物料 台物 料检 测
推料 复位 检测
推料 到位 检测
顶料 复位 检测
顶料 到位 检测
棕兰黑 棕兰黑 棕兰黑 棕兰黑 色色色 色色色 色色色 色色色
L X014 X015 X016 X017
N
COM
24+
X000 X001 X002 X003 X004 X005 X006 X007 X010 X011 X012 X013
_3 PLC接线图 Model (1)
2 主电路1
日期 校对. 审核
2017/10/23 ACER
EPLAN 带 IEC 标识结构的项目模板
修改
日期
姓名
原始项目
替换
替换人
EPLAN Software & Service GmbH & Co. KG
GB_tpl001 IEC_tpl001
主电路
PLC接线图64点
4 控6 制电路1
= +
页3数PLC接线图 页数
FX3U-48MT/ES
COM
KA3
Y0
1油缸电磁阀1 13 14
KA4
Y0 /
Y1
1油缸上升
13 14
Y1 /
KA5
Y2
1油缸下降
13 14
1三色灯黄 Y3
Y3 /
COM
Y4
1三色灯绿
Y5
1三色灯红
Y6
1三色灯峰鸣
Y7
Y4 / Y5 /
/
COM
Y10
Y10 /
Y11
Y12
Y13
COM
Y14
Y15
Y16
1按钮2
X2
1上升位
X3
1下降位
X4
1油缸压力高 X5
1油缸压力低 X6
X7 X10
X11 X12 X13 X14
X15
X16
X17
-KA2
/
2准备信号 14 13
X20
2按钮1
X21
/
/
2按钮2
X22
2上升位
/
X23
2下降位
/
X24
2油缸压力高
三菱PLC接线图例
b)
o口仆口
图6-4
图6-6
输入电源
两线式
传感器
图6-8
图6-14
]_
FU
[]
1y
VI
上
升
L
V2
下
降
k
V3
左
行
L
V4
右
行
脚
v5
Y
Ln1201234NMYYYYYoo
cc
o1234-b6E-01Mt~-1-I1-IT-IT-IT—|T—|1-1T-IXXXXXXXXXXXXXc
一ISB一ISB-ISB一风场-ISO-w-ISB-ISB一ISB-ISB而ISB
林与•1;•策尤「mIIMl00)写入BFM#6中]
―| TU | KL
K17 iHDCOll KL
执行GH2的D介转换
1丁、|KJ.
kr IhooooI kl
xooo
FNG 88 PID
DO
DI
D100
DI50
参数
输出值
(MV)
给定值 反馁便
(SV) (PV)
[si] [82][S3][D]
图6-36
—| 丁、|KJ.
K17 iHOOOll KI
―|TU|JL
K17
HOOOOl KI
―|TQ|KL
K16 IKIMIOSI KI
将高3位数据CNU1-ML03)写XBFN#16祗
—|TO|K1
K17
H0002| KI
执行CH1的D/A转换
一0101中数据传送到H115 M0口中[
将低g位数据[MICZ-MIOS写入EFM肛日中;
劭位步期续动止位位位位位升降行行开紧手原单周连起停原限限限限上下左右松夹回单回上下左右
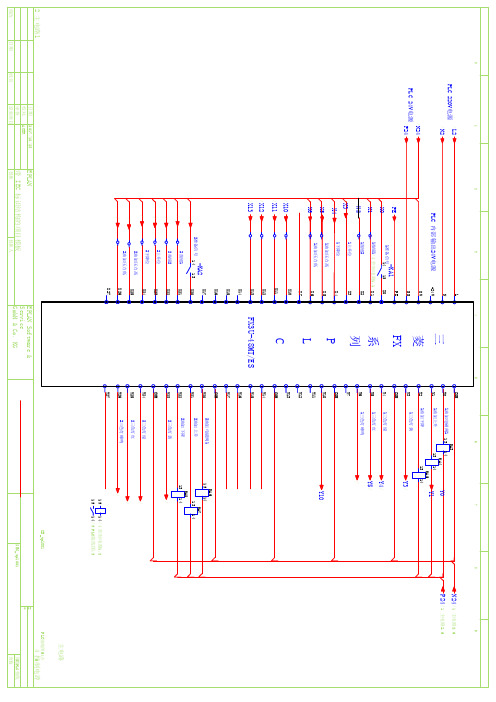
自动化生产线安装与调试-三菱FX3U系列智慧树知到答案章节测试2023年北京电子科技职业学院

模块一测试1.自动化生产线安装与调试课程主要教学内容分为准备篇、专项篇、单站篇和___________。
()。
A:挑战篇B:竞赛篇C:拓展篇D:综合篇答案:C2.自动化生产线安装与调试课程主讲教师由___________组成。
()。
A:张赛昆B:季君C:崔健D:马冬宝答案:ABCD3.主要以亚龙公司YL-335B自动化装配生产线为教学载体,由简单到复杂,单站到全线,培养学生和企业员工掌握自动化生产线各单元机械安装与调整、电路设计与连接、设备参数现场整定,人机界面组态、控制程序编制与调试以及设备故障排除的能力。
()A:错B:对答案:B模块二测试1.自动生产线由自动执行装置(包括各种执行器件、机构,如电机,电磁铁,电磁阀,气动,液压等),经各种检测装置(包括各种检测器件,传感器,仪表等),检测各装置的工作进程,工作状态,经逻辑,数理运算,判断,按生产工艺要求的程序,自动进行生产作业的流水线。
()A:对B:错答案:A2.亚龙YL-335B型自动生产线实训考核装备在铝合金导轨式实训台上安装送料、装配、加工、分拣和输送等工作单元,构成一个典型的自动生产线的工作平台。
()A:错B:对答案:B3.YL-335B生产线的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。
()A:对B:错答案:A4.从生产线的控制过程来看,供料、装配和加工单元都属于对气动执行元件的逻辑控制;()A:对B:错答案:A5.分拣单元则包括变频器驱动、运用PLC内置高速计数器检测工件位移的运动控制,以及通过传感器检测工件属性,实现分拣算法的逻辑控制;()A:错B:对答案:B6.输送单元则着重于伺服系统快速、精确定位的运动控制。
()A:对B:错答案:A7.系统各工作单元的PLC之间的信息交换,通过RS485网络实现,而系统运行的主令信号、各单元工作状态的监控,则由连接到系统主站的嵌入式人机界面实现。
完整版三菱PLC接线图例
图6-1COM 1N0 INIINn COMIIK IIN2IN3COM2PLC IN4[N5LN6)AJ7PLC-2ovroCOMOOUT!OU12OUT3COMIOUT4OLT5OIJT6O(JT7COMOOUTOCOMIOUT1a)PLCCOM2ounCOM3OUT3b)图6-5L N | XO | X2 | X4 | X6 | X10 | X12 X14X16 i图6-4| 吉 UDIVl II KS xn I Kf X图6-7FX 系列PLC旋转编码器□DC24V\Q*L电潦+图6-9图6-8P 空站 :]冲]*1 | ¥2 ] : ] 丫4 | 年 1 : I 牛 | 三 | 盘匚I : [C 6MO [C 6MI |C 6IVIE | 届 |c6ivi 亍| V]石 忙6鵬|丫冇FU电湧 亡I 亡I rtTti nnnnfft出设备感性输出设备PLC豐出____ rw^ _____ __________ E>J _____VD T 感性输出设备___________ rwA __________PLC输a 出图6-10Y0Y1Y2Y3Y4 PLCY5CD4513e —I ♦—1CD4513ILcOHco1±XoXX7Xs动QI /罗…图 6-15b)c PLVD1H VD2N VD3母D4JYo Y2 OM c图6-18图6-19单歩回原位、1/单周期回原位厂手动一—连续松开左行上升起动电源(SB7)(SB1)夹紧右行下降停止惫停誌)(SB4)L3-9 H碎早辛土丁斟游沁師酿茅却至艸w軀圭公屈程序P0P1P2图6-221S00 2<10SET H1QK0K 1M0RST M10ZRST Ftfl M18RST Ml上升下隆左行右行!呼T严H4I [Mia _1严_1 卩is | pi|卩1.0 |严-pll——_|卩11 I严_| |E12 _|呼宀 _||町3 _|卩]_3 |严_| |H14 __________ |卩14 |产I?_|_| |Mg | |^11| p!6_______ T呻H卩iTpiL_i严i卜览T冲_1严丁阿_1严1严连缤X2/Hill710XI2M2rJll2哑厂冲用-------------- 夹紧牛严-------- 叵上升下隆上升M2rX10rXll CD下降Jzpai| p!6H RSTL SET左行右行松齐Y4回原位起动松开上升左行回康位停止图6-27图6-28图6-30FX JK*4KMR FX L^-4AD FX2N*16EX FX SN-2DA FX JN-32ER FX:N-4AD-TC XOOO X027特殊模Jft MHO 料殊檯块X050-X067YWP-Y027¥D3/¥3T图6-31图6-32将灿匚槻税的瞑剤码AUF 肿比塞出・忻存在IM 中匚 比轻识别码是否拘3U1O(FX-4AD),若呈则船为口阶^H?3C0^人舒朋0〔通道初始化)・CHK CH2H 夷电压输人,CH3 , CH4关闭*樓4写.\EFMII1和BKU 莊"CHI , CH2」;■■均民梅独臨 设为先tt FFIH 的中的错观信羸读到M. 5 -监0中*若役有嚣谒,则将HFK 麵和BPM 粕中内容(BOCHl相厂总的平卸直、左至DOfm I l图 6-33q hlOUp1DO|K4MlOO TOKI | Kir ; |K?Mir| KITOKII K17 |H0004| KI |TO Ki I K17 HOOOOf KL { TO ] KI [ K16 QI ―I TO I KI | K1F 血002帀_I TO | KI I Kl¥ HUOCKJI K 】 丿 ―| 丁0 | KI [ KM |K2MW0| 石I TO 」KI [KM IHOQD4[运ITO | KI 卩 |而000[ KI ―| TO ] KI | Klfi [JHIH 曲「初 ―I TO | KI | KM iHOOOll KI 、 碍IMO 厂鹤据怪送尹W 11E-S1OD^:将[閻临奴碼(tnmoc)写入EFX *16中】倩喇琥住娥据:将高4位数捱(M :. 11-K108)写入BFMM1S 中*民仃CEL 旳IV 戌轧换略D1C1中蠡据f 专送刮IIH 「"1DD 中; 將恢E 世归据'MlOT-MlMJSXEFMiiie 7!1!将高诳奴据(Mlll-mae)頁入EPMW16中t祇行CE 狛山"一转悭TO ] KI | K 卯 |HOOOD[ KI 丿忙ROM| 旳 K30 D4 KIXOOOH FXOO1图6-35x»oo[S订[52][S3][D] l-NG 8SPID DO D1DIOO DI50蛉定值(SV)屁氓储CPV)参数输出值(MV)图6-36xotYO□YCi亠一x Oi IshJ图6-38 Arraya) b)图6-39乐西红打J 南£斶IT T 南北蚩灯 启动」 南V 邀灯」 东酉绿灯H 乘函堇灯4 UUUU n 15s 15s 图 6-40 图 6-41333 SQ4 SQ5 5左行右行T E KK2 Kill -fib —— $厂 c: YVlf 上升1 \USQ2 下降| y c/LSQl iVZf 电磁殁盘YA b Q Q h bJLJ 图 6-42。
毕业设计(论文)-亚龙335b自动化生产线安装与调试[管理资料]
![毕业设计(论文)-亚龙335b自动化生产线安装与调试[管理资料]](https://img.taocdn.com/s3/m/a02480dacfc789eb162dc811.png)
学校代码:14057学号: 20093719芜湖信息技术职业学院毕业论文(设计)论文题目:亚龙335B自动化生产线安装与调试学科专业:电气自动化作者姓名:指导教师:完成时间:2012/05/04毕业论文(设计)写作提纲一、论文题目亚龙335B自动化生产与安装二、论题观点来源:可编程序控制器(PLC)以其高抗干扰能力、高可靠性、高性能价格比且编程简单而广泛地应用在现代化的自动生产设备中,担负着生产线的大脑——微处理单元的角色。
三、基本观点:亚龙YL-335B 型自动生产线实训考核装备在铝合金导轨式实训台上安装送料、加工、装配、输送、分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和步进(伺服)电机位置控制等技术。
系统的控制方式采用每一工作单元由一台 PLC 承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。
因此,YL-335B 综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC 控制和组网、步进电机位置控制和变频器技术等。
利用YL-335B,可以模拟一个与实际生产情况十分接近的控制过程,使我们得到一个非常接近于实际的教学设备环境,缩短了理论教学与实际应用之间的距离。
四、论文结构:1 YL-335B的系统介绍YL-335B 的组成YL-335B的电气控制YL-335B 工作单元的结构特点YL-335B的控制系统2 供料单元控制系统气动元件供料单元的 PLC 控制系统3 加工单元控制系统加工单元的气动系统加工单元的PLC控制系统4 装配单元控制系统示灯、传感器装配单元的气动系统5 分拣单元控制系统旋转编码器、超声波传感器变频器的选用分拣单元的气动系统6 输送单元控制系统伺服电机及伺服放大器S7-200 PLC的脉冲输出功能及位控编程输送单元的气动系统7 335B的整体控制任务的实现7.2人机界面组态8总结主要参考文献毕业论文(设计)工作中期检查表系别:自动化控制系班级:09电气(2)班目录摘要 (7) (7)YL-335B 的组成 (7)YL-335B的电气控制 (8)YL-335B 工作单元的结构特点 (8)YL-335B的控制系统 (9) (11)气动元件 (11) (11) (11)供料单元的 PLC 控制系统 (13) (13)加工单元的气动系统 (14)加工单元的PLC控制系统 (14) (15)示灯、传感器 (16)装配单元的气动系统 (17) (17) (18)旋转编码器、超声波传感器 (19)变频器的选用 (20)分拣单元的气动系统 (21) (22)伺服电机及伺服放大器 (22)S7-200 PLC的脉冲输出功能及位控编程 (23)输送单元的气动系统 (23) (23)任务的实现 (24)人机界面组态 (25) (33)主要参考文献 (33)亚龙335B自动化生产线安装与调试摘要可编程逻辑控制器(Programmable controller)简称PLC,是一种工业控制微型计算机。
自动化生产线组建与调试—以亚龙YL 335B为例 三菱PLC版本 教学课件 乡碧云各站上课课件 步进

1。 工作方式
步进电机的工作方式可分为:三相单三拍、三相 单双六拍、三相双三拍等。
A、三相单三拍
(1)三相绕组联接方式:Y 型 (2)三相绕组中的通电顺序为:
A相B相C相
通电顺序也可以为: A 相 C 相 B 相
(3)工作过程
A B' 1 C'
42
C 3B
A'
A 相通电,A 方向的磁 通经转子形成闭合回路。 若转子和磁场轴线方向 原有一定角度,则在磁 场的作用下,转子被磁
➢ 驱动电压:降低 改善步进电机高速性能的方法:
驱动控制方式
➢ 驱动电压:提高 ➢ 电机绕组的参数:小电感
➢ 恒电压驱动方式(串联电阻控制方式)
➢ 高低压驱动方式
➢ 恒流斩波方式 ➢ 升频升压方式
步进驱动系统产品的概况
步进驱动 产品系列
混合式 步进电机
双极型 步进电机
驱动器
二相 3.6 °、1.8°、1.5°
1) 输出接口
输出接口是将计算机的输出端与步进电动机的每相绕组一一对 应起来。
8031单片机本身包含4 个8位I/O端口,分别为P0、 P1、P2、P3。
若要实现三相步进电动机 的脉冲分配,需要三根输出口 线,本例中选P1口的P1.0、 P1.1、P1.2位作为脉冲分配的 输出。
8031 P1.0 P1.1
(2)AA' 磁场继续对1、3齿有拉力。
所以转子转到两磁拉力平衡的位置上。相对AA' 通电,转子转了15°。
B相通电,转子2、4齿和B相对齐,又转了15。
A
B'
C'
C
B
A'
总之,每个循环周期,有六种通电状态,所以称 为三相六拍,步距角为15。
自动化生产线安装与调试项目七 YL-335B系统联机调试

③ 选中对象,按“对象属性”按钮,或双击选中对象,则打开“数据对象属性设置”
窗口。然后编辑属性,最后加以确定。表7-3列出了全部与PLC连接的数据对象。
三、人机界面的设计
电气自动化技术
电气自动化技术专业教学资源库
三、人机界面的设计
3、连接设备 将定义好的数据对象和PLC 内部变量进行连接,步骤如下:
装。它们沿 Y 方向的定位,以输送单元机械手在伸出状态时,能顺利在它们的物
料台上抓取和放下工件为准。
3、分拣单元在完成其装置侧的装配后,在工作台上定位安装。沿 Y 方向的定位,
应使传送带上进料口中心点与输送单元直线导轨中心线重合,沿 X 方向的定位,
应确保输送站机械手运送工件到分拣站时,能准确地把工件放到进料口中心上。
伺服驱动器与变频器参数设置
人机界面组态设计 PPI通信设置 从站PPI程序设计
03
一、YL-335B各工作站的安装与调整
电气自动化技术
电气自动化技术专业教学资源库
系统整体安装时,必须确定各工作单元的安装定位,为此首先要确定安装的 基准点,即从铝合金桌面右侧边缘算起。图 7-3指出了基准点到原点距离(X
三、人机界面的设计
电气自动化技术
电气自动化技术专业教学资源库
三、人机界面的设计
4、主画面制作和组态 按如下步骤制作和组态主画面:
电气自动化技术
电气自动化技术专业教学资源库
⑴ 制作主画面的标题文字、插入时钟、在工具箱中选择直线构件,把标题文字下方的区
域划分为如图7-6。区域左面制作各从站单元画面,右面制作主站输送单元画面。
二、伺服驱动器与变频器参数设置
电气自动化技术
电气自动化技术专业教学资源库
plc触摸屏电缆接线大全
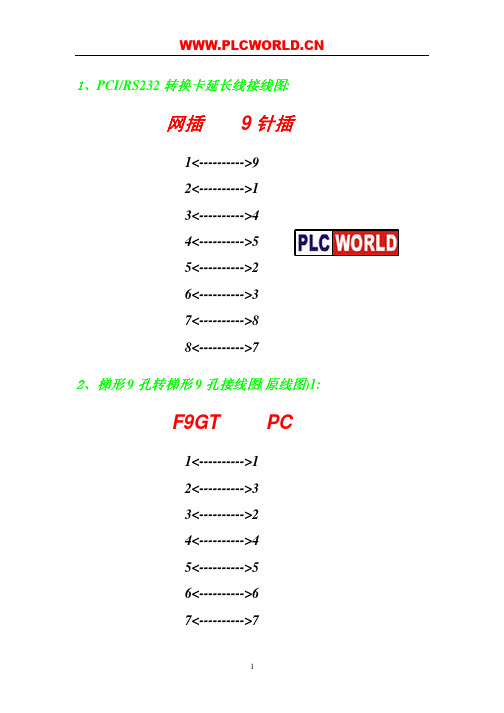
1、PCI/RS232转换卡延长线接线图:网插9针插1<---------->92<---------->13<---------->44<---------->55<---------->26<---------->37<---------->88<---------->72、梯形9孔转梯形9孔接线图(原线图)1:F9GT PC1<---------->12<---------->33<---------->24<---------->45<---------->56<---------->67<---------->78<---------->89<---------->93、梯形9孔转梯形9孔接线图Y2:F9GT PC1<---------->33<---------->24<---------->65<---------->56<---------->47<---------->88<---------->74、梯形9孔转梯形9孔接线图W3:F9GT PC1<---------->33<---------->24<---------->6/85<---------->58/6<---------->48、威纶MT系列MT5(9孔) PC(9孔)5----------------------57----------------------28----------------------3圆针))MT5(9孔) FXPLC(9圆针1----------------------42----------------------73----------------------14----------------------25----------------------3EVIEW人机与电脑,PLC连接线如9、三菱SC-09接线图[SC09]图片:图片:图片:描述:方法二,来自于本站其他网友图片:三菱FX编程接口图支持三菱FX系列PLC和A系列PLC的一些型号!三菱FX编程接口图图片:三菱FX系列编程电缆制作图片:自制三菱FX编程电缆三菱PLC.触摸屏电缆接线图图片:三菱PLC.触摸屏电缆接线图图片:图片:描述:方法二,来自于本站其他网友图片:三菱FX编程接口图FX机型用1010、、欧姆龙CPM1A系列PLC编程电缆自制方法图片:已经过测试。
各种PLC数据线自制图
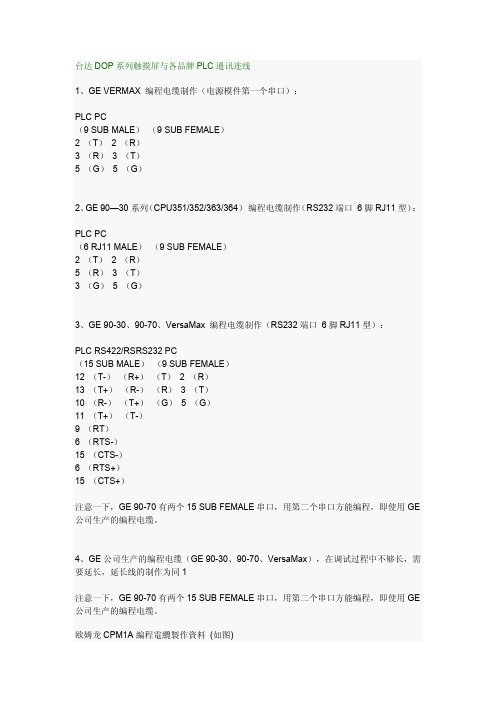
台达DOP系列触摸屏与各品牌PLC通讯连线1、GE VERMAX 编程电缆制作(电源模件第一个串口):PLC PC(9 SUB MALE)(9 SUB FEMALE)2 (T) 2 (R)3 (R) 3 (T)5 (G) 5 (G)2、GE 90—30系列(CPU351/352/363/364)编程电缆制作(RS232端口6脚RJ11型):PLC PC(6 RJ11 MALE)(9 SUB FEMALE)2 (T) 2 (R)5 (R) 3 (T)3 (G) 5 (G)3、GE 90-30、90-70、VersaMax 编程电缆制作(RS232端口6脚RJ11型):PLC RS422/RSRS232 PC(15 SUB MALE)(9 SUB FEMALE)12 (T-)(R+)(T) 2 (R)13 (T+)(R-)(R) 3 (T)10 (R-)(T+)(G) 5 (G)11 (T+)(T-)9 (RT)6 (RTS-)15 (CTS-)6 (RTS+)15 (CTS+)注意一下,GE 90-70有两个15 SUB FEMALE串口,用第二个串口方能编程,即使用GE 公司生产的编程电缆。
4、GE公司生产的编程电缆(GE 90-30、90-70、VersaMax),在调试过程中不够长,需要延长,延长线的制作为同1注意一下,GE 90-70有两个15 SUB FEMALE串口,用第二个串口方能编程,即使用GE 公司生产的编程电缆。
欧姆龙CPM1A編程電纜製作資料(如图)西门子s7-200和300编程电缆制作方法西门子s7-200和300编程电缆制作方法引用 | 回复| 2010-06-19 21:34:17 4楼工控网论坛管理员自制PLC编程电缆摘要:由于品牌不同的PLC其编程电缆不能通用,而原装编程电缆又价格不菲,给学习和使用PLC带来了不便。
本文通过分析PLC编程口的几种通信接口标准和物理结构,详细说明了各种不同接口形式的PLC编程电缆的制作方法,自制编程电缆成本低制作方便,可以实现原装电缆的所有功能。