IE工时测定及宽放系数应用
标准工时:评比系数、宽放系数设定
标准工时:评比系数、宽放系数设定
标准工时将生产活动的现状数据化、显现化,突出主要问题、矛盾点,指明了改进的方向,且这个方向是和企业效益正相关。
观测时间用途:通过现状测量,选取作业最快的方法,流程用于作业改善,分析增值时间和浪费时间,切记不需要增加任何系数,也不需要平均值。
修正时间用途:评比系数的增加判断一个正常的人作业时间,用于技能的考核认证,标准作业的执行是否达标,用于现场的实际管理。
通过现场测量时间,增加评比系数,目的是设定普通作业时间,非将不达标技能员工作业看成普通作业。
宽放时间的用途:宽放的时间应用,类似OEE计算的性能稼动率,人和设备都不可能百分之百的有效产出。
为了控制生产过程的波动性,每日计划达成、企业管理。
宽放率目的是控制波动率:统计现状波动率、现状影响波动的因素可控,最终控制波动率
波动率影响=员工技能水平+产品变化+工艺变化+设备变化+物料变化+操作方法变化+作业环境变化+信息变化+失误等
评比系数和宽放系数是现状和标准的对比,标准和实际的对比。
单纯的为了增加系数,增加计算值,偏离了其真实的目的。
[工业工程.IE].评比系数与宽放系数明细
![[工业工程.IE].评比系数与宽放系数明细](https://img.taocdn.com/s3/m/e338c2b61a37f111f1855b61.png)
9
10.11.
度等级定义
努力程度 1.5% 1.5% 1.5% 1.0% 1.0% 1.0% 1.0% 1.5% 1.5% 1.5% 1.5% 1.5% 1.0% 1.0% 1.0% 1.0% 1.0% 1.5% 1.5% 1.5% 1.0% 1.0% 1.0% 1.5% 作业宽泛 姿势 特殊佩戴 0.3% 0.6% 0.3% 0.6% 0.3% 0.6% 0.0% 0.6% 0.0% 0.6% 0.0% 0.6% 0.0% 0.6% 0.3% 0.6% 0.3% 0.6% 0.3% 0.0% 0.3% 0.0% 0.3% 0.8% 0.3% 0.8% 0.0% 0.8% 0.0% 0.8% 0.0% 0.6% 0.0% 0.0% 0.0% 0.2% 0.3% 0.6% 0.3% 0.6% 0.0% 0.6% 0.0% 0.6% 0.0% 0.6% 0.3% 0.6% 注意力 0.4% 0.4% 0.4% 0.4% 0.4% 0.4% 0.4% 0.3% 0.3% 0.3% 0.3% 0.3% 0.3% 0.4% 0.3% 0.3% 0.4% 0.3% 0.3% 0.3% 0.6% 0.7% 0.7% 0.3% 环境 0.4% 0.4% 0.4% 0.4% 0.4% 0.4% 0.4% 0.4% 0.4% 0.2% 0.2% 0.0% 0.0% 0.0% 0.0% 0.2% 0.2% 0.0% 0.4% 0.4% 0.0% 0.0% 0.0% 0.4% 单调性 0.3% 0.4% 0.3% 0.3% 0.3% 0.3% 0.3% 0.0% 0.0% 0.3% 0.3% 0.3% 0.3% 0.4% 0.7% 0.7% 0.4% 0.3% 0.0% 0.0% 0.3% 0.3% 0.3% 0.0% 危险性 0.3% 0.4% 0.3% 0.4% 0.3% 0.4% 0.4% 0.0% 0.0% 0.3% 0.3% 0.0% 0.0% 0.3% 0.3% 0.3% 0.3% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 评价系数 10.8% 11.5% 9.8% 9.1% 10.0% 10.1% 10.1% 9.1% 11.1% 9.4% 9.4% 9.7% 9.2% 9.9% 10.1% 10.1% 9.3% 8.3% 11.1% 11.1% 8.5% 8.6% 9.6% 11.1%
标准工时评价系数及宽放附件
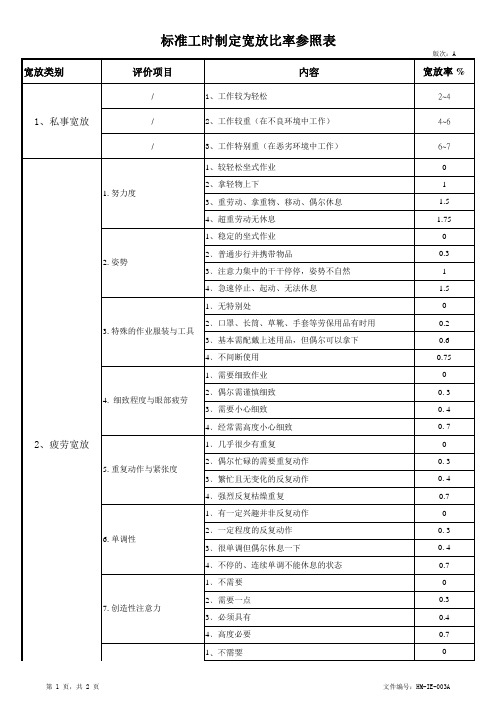
标准工时制定宽放比率参照表
对责任与危险注意度
说明:
A、作业宽放:主要是由于材料、零件、机械、工具等生产相关物品造成的非周期性、不规则的准备或是清扫等类似的作业,一般在15分钟內完成。
超过15分钟的不计入作业宽放之內,主要有以下几种情形:
* 由于来料及零件不良造成的停顿。
* 现场监督者与检查员临时抽检及口头指示造成的偶发停顿。
* 上下工位的传递中偶发问题。
* 由于公司制程能力限制而造成的机器故障、次品率等。
注:作业宽放之比率根据实际生产过程中出现频次统计分析而定。
B、管理宽放:由于企业的管理制度所造成的管理时间的占用。
例如班前会及交接班会及体操时间等。
总之由于管理工作及制度所造成的时间占用可以归类为管理宽放。
注:管理宽放之比率根据实际生产过程中出现频次统计分析而定。
C、特殊宽放:根据产品的工艺特点或生产计划周期的长短,不同的产品、不同的生产线根据具体情况可以
设定特殊宽放,但一般无特别原因是不可以乱加特殊宽放的,否则将失去标准时间的客观性与准确性。
制定:
日期:。
IE标准工时制定时宽放项目及标准
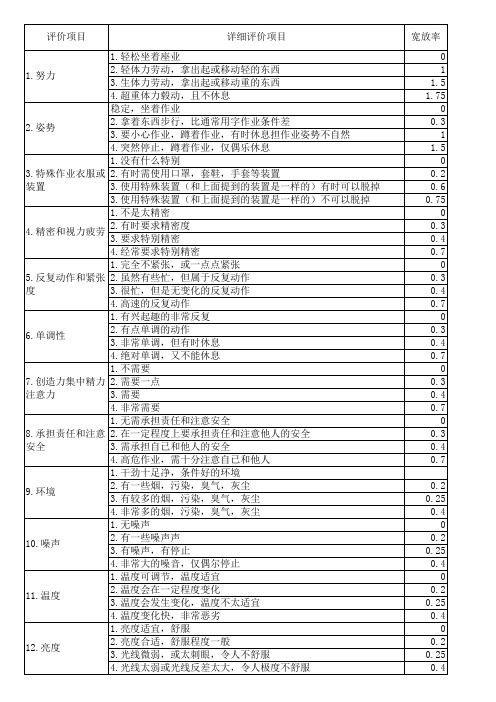
详细评价项目 1.轻松坐着座业 2.轻体力劳动,拿出起或移动轻的东西 3.生体力劳动,拿出起或移动重的东西 4.超重体力毂动,且不休息 稳定,坐着作业 2.拿着东西步行,比通常用字作业条件差 3.要小心作业,蹲着作业,有时休息担作业姿势不自然 4.突然停止,蹲着作业,仅偶乐休息 1.没有什么特别 2.有时需使用口罩,套鞋,手套等装置 3.使用特殊装置(和上面提到的装置是一样的)有时可以脱掉 3.使用特殊装置(和上面提到的装置是一样的)不可以脱掉 1.不是太精密 2.有时要求精密度 3.要求特别精密 4.经常要求特别精密 1.完全不紧张,或一点点紧张 2.虽然有些忙,但属于反复动作 3.很忙,但是无变化的反复动作 4.高速的反复动作 1.有兴起趣的非常反复 2.有点单调的动作 3.非常单调,但有时休息 4.绝对单调,又不能休息 1.不需要 2.需要一点 3.需要 4.非常需要 1.无需承担责任和注意安全 2.在一定程度上要承担责任和注意他人的安全 3.需承担自已和他人的安全 4.高危作业,需十分注意自已和他人 1.干劲十足净,条件好的环境 2.有一些烟,污染,臭气,灰尘 3.有较多的烟,污染,臭气,灰尘 4.非常多的烟,污染,臭气,灰尘 1.无噪声 2.有一些噪声声 3.有噪声,有停止 4.非常大的噪音,仅偶尔停止 1.温度可调节,温度适宜 2.温度会在一定程度变化 3.温度会发生变化,温度不太适宜 4.温度变化快,非常恶劣 1.亮度适宜,舒服 2.亮度合适,舒服程度一般 3.光线微弱,或太刺眼,令人不舒服 4.光线太弱或光线反差太大,令人极度不舒服
1.努力
2.姿势
3.特殊作业衣服 或装置
4.精密和视力疲 劳
5.反复动作和紧 ห้องสมุดไป่ตู้度
6.单调性
7.创造力集中精 力注意力
IE中的宽放与评比(参考)
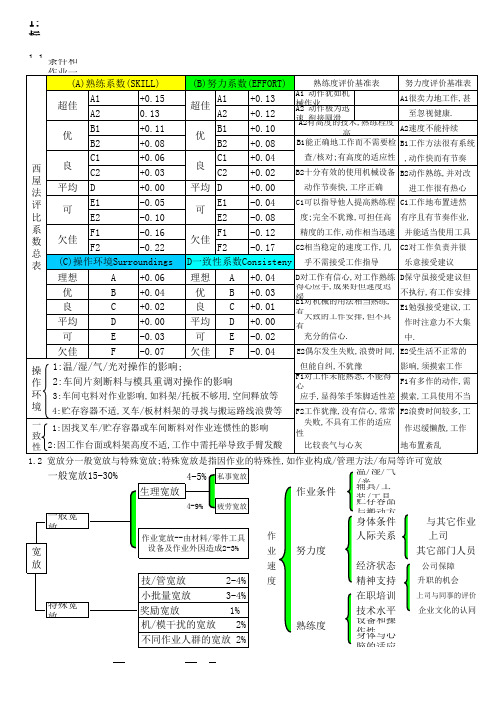
1:标准时间=正常作业时间*(1+宽放率)=观测时间*(1+评比系数)*(1+宽放率)
1.1评比又称西屋法(Westing House System),是美国屋电器公司首创,主要从熟练度/努力度/作业
条件和作业一致性四个方进行评比.
温/湿/气/光作业条件
辅具/工装/工具贮存容品与搬动方式身体条件与其它作业作人际关系上司
业努力度
其它部门人员速经济状态
公司保障度
精神支持
升职的机会在职培训
上司与同事的评价技术水平
企业文化的认同熟练度
设备和操作性
身体与心脑的适应性
1.2 宽放分一般宽放与特殊宽放;特殊宽放是指因作业的特殊性,如作业构成/管理方法/布局等许可宽放。
IE工时计算方法(公式版)
IE工时计算方法IE标准工时是衡量一切工作的标准,它具有相当高的客观性与公平性,IE的全部方法和手段都是为了保证所制订的标准工时合理。
在计算标准工时时,要了解以下内容:1.明确标准工时的作用(1)预估工厂负荷产量。
工厂空间一定,过程上有了标准时间,即可测算工厂产能。
(2)制定生产计划的基础。
利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
(3)增加机器设备的依据。
依据机器产能(换算标准时间)可得知生产量变动时所需要的机器数量。
(4)保证流水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
(5)效率分析的基础。
有了标准时间,就可计算在多少时间内,完成多少产品。
2.做好标准工时测定准备(1)收集信息。
包括对象作业的周期、产量、生产方式、产品或零部件加工的连续性、作业的标准化程度、作业内容、达到什么精度、制定时间标准的费用等。
(2)选择测定方法。
测定标准时间的方法有秒表法、工作抽查法、影像法的细微动作研究和记录动作研究、标准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3.计算标准工时(1)测算作业时间①新产品小批试制时,工艺人员持秒表在作业现场对每一工序作业时间进行实际测算。
②应选择生产较为顺畅时进行测算,并连续测试20个以上的周期时间。
(2)测算评核系数。
工艺人员根据观测的作业人员劳动熟练程度,给出评核系数。
测试实际作业时间时,作为参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
(3)测算宽放率。
工艺人员根据作业条件测算宽放率,其中:宽放时间=管理宽放时间+生理宽放时间+疲劳宽放时间宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
IE基础培训标准工时测定
需要培训 设定时间长
实际法
实际统计法 人员比率法 经验数据法
时间短
没有可信度 没有客观性和统一性 容易包含不必要的时间
作业测定知识培训-课程大纲
标准时间介绍 标准时间研究方法 作业测定 制定标准时间的步骤
IE基础知识—作业测定
1.作业测定的概念
国际劳工组织的工作研究专家为作业测定下的定 义是:“作业测定是运用一些技术确定合格工人, 在标准状态下,对一种特定的工作,以正常速度 操作所需时间的一种方法。”
IE基础知识—制定标准时间的步骤
② 测定时间-步骤
观测计时注意事项:
开始时,将秒表按停归零 一个观测周期完毕,紧接着第二个观测周期开始,不必使秒
表归零,继续观测 如测时人员偶有疏忽,未在该单元终止时观测秒表,没有记录 时间值,遇此情形,则在“ R ”栏划上一“ M ”记号,其意 义为“ Miss a reading ”不可造假数据 如果操作者漏作了某一单元,则在该单元之“ R ”栏上划一横 杠“——”,以表示取消,并立即观测未错失之单元
IE基础知识—标准时间介绍
3.标准时间的作用
作业方法的比较选择
对于不同的作业方法透过方法研究、时间研究,可以选择 最好的作业方法。
工厂布置的依据
有了产品制程分析,每个作业制定了标准时间,即可测算 每个作业(部门)的负荷,依据负荷测算所需的作业空间,可 达到更为流畅的工厂布置。
可预估工厂负荷产量
可作为新添机器设备的依据
机器产能(标准时间换算)可得知产量起伏时所需要的机 器数量。
IE基础知识—标准时间介绍
流水线生产平衡 分析
一条流水线,诸多工序,依各工序的标准时间来配置人 力,使生产线平衡,流畅。
可决定人工成本
IE工时测定及宽放系数应用
• Alex.Yo
•5 IE工时测定及宽放系数应用
•3、对制造业的作用:
➢ 对系统进行规划、设计、评价和创新; ➢ 优化生产系统、物流系统和信息系统; ➢ 诊断企业症结并加以解决﹔ ➢ 挖掘企业潜力﹐保证质量和安全﹐提高生产效率和经
济效益﹔ ➢ 杜绝浪费﹐节约能源﹐实现零浪费﹔ ➢ 降低劳动强度﹐增加员工归宿感﹔ ➢ 提高企业素质与形象﹐增强企业竞争力﹔ ➢ 制定工作标准和管理标准。
生产空间减少35%,空间利用率达到95%以上; 单人单时产出从原来的12个提升到20个,生产效率提升了66.6%。 WIP减少为单线213个,比原来减少了57.4%,基本实现OPF; 由于质量问题造成的停机、待料由原来的56件/月减少为21件/月。 体现出团队的力量,QCC活动重新启动,改善提案成功TEAM从每
月2、3件增多到每月7、8件; 改善前流水拉:改善前流水拉 改善后OPF拉:改善后OPF拉
•*
•诚信 团队 PPT文档演模板 品质 交lex.Yo
•8 IE工时测定及宽放系数应用
•改善前后现场对比
•传统皮带
•*
拉
•诚信 团队 PPT文档演模板 品质 交期 安全 创2新020/11/2
•*
•诚信 团队 PPT文档演模板 品质 交期 安全 创2新020/11/2
• Alex.Yo
•7 IE工时测定及宽放系数应用
IE应用成果展示二:
广东某电器公司照明事业部:
自2005年6月导入IE,同年下半年生产效率较上半年提升达35.2% 。
现场管理人员精简了9人,比原来减少50%;生产员工减少198人, 比原来减少61.1%。
• Alex.Yo
•OPF生产
线
•9
IE中的宽放与评比(参考)
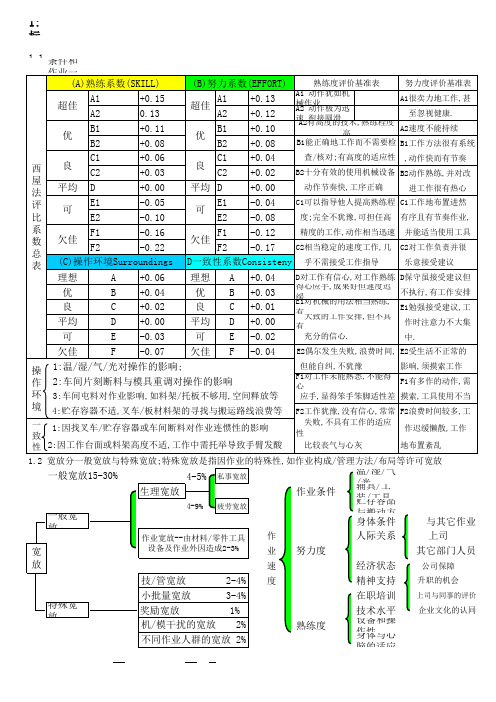
+0.04 +0.03 +0.01 +0.00 -0.02 -0.04
D对工作有信心,对工作熟练 D保守虽接受建议但 得心应手,成果好但速度迟缓 不执行,有工作安排 E1对机械的用法相当熟练,有 E1勉强接受建议,工 大致的工作安排,但不具有 作时注意力不大集 充分的信心. 中.
E2偶尔发生失败,浪费时间, E2受生活不正常的 但能自纠,不犹豫 影响,须摸索工作
F1对工作未能熟悉,不能得心 F1有多作的动作,需 应手,显得笨手笨脚适性差 摸索,工具使用不当 F2工作犹豫,没有信心,常常 F2浪费时间较多,工 失败,不具有工作的适应性 作迟缓懒散,工作 比较丧气与心灰 地布置紊乱
3:车间屯料对作业影响,如料架/托板不够用,空间释放等 4:贮存容器不适,叉车/板材料架的寻找与搬运路线浪费等
一 1:因找叉车/贮存容器或车间断料对作业连惯性的影响 致 性 2:因工作台面或料架高度不适,工作中需托举导致手臂发酸
1.2 宽放分一般宽放与特殊宽放;特殊宽放是指因作业的特殊性,如作业构成/管理方法/布局等许可宽放
一般宽放15-30% 生理宽放
4-5%
4-9%
私事宽放
作业条件
疲劳宽放
一般宽放 宽 放
熟练度评价基准表 努力度评价基准表 A1 动作犹如机械作业 A1很卖力地工作,甚 A1 +0.13 A2 动作极为迅速,衔接圆滑 至忽视健康. A2 +0.12 A2有高度的技术,熟练程度高 B1工作方法很有系统 B2 +0.08 查/核对;有高度的适应性 ,动作快而有节奏 C1 +0.04 良 B2十分有效的使用机械设备 B2动作熟练,并对改 C2 +0.02 动作节奏快,工序正确 进工作很有热心 平均 D +0.00 C1可以指导他人提高熟练程 C1工作地布置进然 E1 -0.04 可 度;完全不犹豫,可担任高 有序且有节奏作业, E2 -0.08 精度的工作,动作相当迅速 并能适当使用工具 F1 -0.12 欠佳 C2相当稳定的速度工作,几 C2对工作负责并很 F2 -0.17 乐意接受建议 D一致性系数Consisteny 乎不需接受工作指导
IE标准工时计算
含义:标准工时是在标准工作环境下,进行一道加工所需的人工时间。
标准工时的制定方法有多种,通常使用的方法有1.直接观测法,即使用秒表(也叫码表)进行直接测量的方法,通常选择一般熟练员工在正常环境下作业,进行时间测量;秒表测量也有多种方法,可以选择使用多次测量,也可以选择连续测量;2.模特法,即将人体的各种动作分解为21种基本的动作,制定标准工时的时候,将员工作业的动作分解成模特法中对应的动作,并根据对应动作相对应的时间来制定标准工时,模特法中最基本的动作单元时间为0.129秒,可以根据熟练度等条件不同而加以调整;3.简明工作因素法(BWF:Brief Work Factor ),BWF也是将各种动作分解成基本动素,基本单位为BU,每个BU的时间为0.06秒,每个动素为5个BU,通过将员工动作分解为BWF中的基本动素,以制定标准工时。
除了上述几种方法之外,还有MTM(预定动作时间标准法)、WF(工作因素法)等其他的标准工时制定方法。
这是指理论上的方法,实际上制定标准工时的方法可以灵活运用,比如有新机种需要制定标准工时是,可以参考以往的相似机种来制定标准工时。
IE标准工时计算标准工时是衡量一切工作的标准,它具有相当高的客观性与公平性,IE的全部方法和手段都是为了保证所制订的标准工时合理。
在计算标准工时时,要了解以下内容:1.明确标准工时的作用(1)预估工厂负荷产量。
工厂空间一定,过程上有了标准时间,即可测算工厂产能。
(2)制定生产计划的基础。
利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
(3)增加机器设备的依据。
依据机器产能(换算标准时间)可得知生产量变动时所需要的机器数量。
(4)保证流水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
(5)效率分析的基础。
有了标准时间,就可计算在多少时间内,完成多少产品。
IE工时测定及宽放系数应用培训
IE工时测定及宽放系数应用培训1. 引言在制造业领域,工时是一个非常重要的衡量指标。
工时测定是指通过对生产过程中每个工序所消耗的时间进行测量和记录,从而确定产品的生产工时。
而宽放系数则是在工时测定的基础上,通过对工艺和操作方法的改善,寻求提高生产效率的系数。
本文将介绍IE工时测定及宽放系数的基本概念和应用方法,并通过培训的方式,帮助读者更好地理解和应用这一领域的知识。
2. IE工时测定的基本概念IE工时测定是指通过对生产过程中每个工序所消耗的时间进行测量和记录,从而确定产品的生产工时。
工时测定是制定生产计划、制定工资标准、评价工艺效率和计算产品成本的重要依据。
IE工时测定包括直接工时和间接工时两个方面,直接工时是指直接与产品制造直接相关的工时,间接工时是指与产品制造间接相关的工时。
IE工时测定的基本步骤包括确定测时对象、确认测时方法、制定测时表、进行测时工作、整理和统计测时数据、计算工时总数和平均工时等。
3. IE宽放系数的基本概念宽放系数是在工时测定的基础上,通过对工艺和操作方法的改善,寻求提高生产效率的系数。
它是评价工艺水平高低的一个重要指标,也是提高生产效率的关键因素之一。
宽放系数的计算公式如下:宽放系数 = 标准工时 / 实际工时宽放系数大于1表示工艺水平较高,生产效率较高;宽放系数小于1表示工艺水平较低,生产效率较低。
4. IE工时测定及宽放系数培训内容本次IE工时测定及宽放系数培训主要包括以下内容:4.1 IE工时测定的基本方法和流程介绍•工时测定的重要性及应用场景•工时测定的基本概念和方法•工时测定的流程和步骤4.2 IE宽放系数的计算及应用•宽放系数的基本概念和计算公式•宽放系数的影响因素及改善方法•宽放系数的应用案例分析4.3 工时测定和宽放系数的实际操作演练•实际操作演练的目的和要求•工时测定和宽放系数实际操作演练的步骤和方法•实际操作演练的注意事项和常见问题解答5. 培训效果评估与总结培训结束后,将对参训人员进行培训效果的评估,评估内容包括知识掌握情况、能力提升情况和满意度调查等。
IE工程师标准工时设定与工作改善
依据销售预测或直接订单---确立生产批排出“时段”与 “大制程”区分的排程量覆核确定订单可交货日期 作用料购备与其他生产准备工作之基准
DPS细排程
针对 生产线/生产组/工作站 依据现场实况,排出近数日的制令排程量 必须考虑产能负荷与备料实况 做现场派工与 投产准备依据 做进度管理依据
1、基本架构
计量化确定订单(生产批)之交期可能性
尤其是订单生产型能
确定生产批主排程的可行性
找出比较有问题的生产批/大制程/时段/排程量 及早调整排程 事先筹划对策措施
提示营业部门有关生产线负荷状况,作营业人 员接单与营销活动参考
粗略产能负荷管理基本格式
生产线:___产品群___月份___
周次
出勤日数 日产能基准 (可用人机工 时) 周产能 (产量/工时) 排程约当产量 (总负荷工时) 负荷率
C、胜任而熟习的作业者 至少是“会做”,而不是“摸索”中的新进人员 身体善的“胜任”水准 (例如:四肢健全度、重量负荷能力……) D、标准的速度 现下可接受(公认)的可行标准 最好可以用“科学方法”测定比较
二、科学化的原则
细分化 以“制程工序”为中心 细分到“作业单元” 细分到“细微动作” 系统化 一定的观测分析程序 确定的观测分析表格 世界性的基准资料 留有分析过程纪录 Work Sheet 整理过程透明化 配合统计原理 合理的观测过程数 数据整理
.计量化确定订单(生产批)之交期可能性 .确定生产批排程的可能性,作派工与细部进度计划依据 .提示营业部门负荷状况,作营业人员接单与营销活动参
考
.作部门间人力调度及作业工时调整之依据 .作自制/让工外发指令之依据
七、产能负荷管理之程序范围
.生产线(大制程)产能预估/修订
IE工时衡量作业指导书
IE工时衡量作业指导书IE工时衡量作业指导书1.目的: 为适应生产实际状况,规范IE标准工时衡量作业方式及流程,以达到提高标准工时精度,并为后续标准工时衡量作业提供有效指导及修正参考的目标。
2.范围:本公司内所有生产作业工序皆属之。
3.分类:根据公司目前作业特性分为人机操作、自动机台操作、手工作业。
3.1 人机操作工时衡量:3.1.1测时器具:摄相机、秒表、测时表格、其它分析表3.1.2测时方法:摄影法3.1.3测时步骤:a.首先作工序分析,分析结果记录在《作业分析表》中,再确定测时对象。
b.确认工作方法与工作环境,熟悉人机配置状况(1人2机或1人3机)。
c.利用摄相机把作业过程录制下来,确立作业单元,作业分为人工和机台。
d.用秒表多次观测,人工作业单元时值记录在《测时记录表》中,根据记录的数值摒弃异常值后取平均,平均值T1秒。
e.根据作业员的工作熟练度、努力度给出评比系数,得出正常时间Tz。
Tz=T1×评比系数f.确定宽放时间,求出宽放率K ,K=Kg+Ks+Kp+Kc(管理宽放Kg,私事宽放Ks,疲劳宽放Kp,操作宽放Kc)。
g.观测机台加工一个产品的运行周期T2。
h.观测由于另一台机器干涉所造成的被测机器的等待时间T3,观测时间Tgc= T2+T3,(T3=0时,机器无等待时间时,Tgc= T2)i.单件标准工时计算:单件标准工时=正常时间TzX(1+宽放率K)+Tgc3.2自动机台操作工时衡量:3.2.1测时步骤:a. 确定测时对象。
b.记录生产研究对象的机台周期T ,如有数台生产此对象,需记录每台机台周期,如:A 型机台周期为T1,B 型机台周期为T2,C 型机台周期也为T2,生产此对象的机台平均周期用加权平均(加权平均是用机台周期与机台数量为权数来加权)计算,T=212*21++T T c. 确定生产此对象的镜片数N 。
d. 单件标准工时计算:单件标准工时=T/Ne. 将计算好的工时填写在《标准工时表》中。
[工业工程.IE].评比系数与宽放系数明细
![[工业工程.IE].评比系数与宽放系数明细](https://img.taocdn.com/s3/m/0d13c532aaea998fcc220eda.png)
对应宽放率(%) 0 1.0 1.5 1.75 0 0.3 1.0 1.5 0 0.2 0.6 0.75 0 0.3 0.4 0.7 0 0.3 0.4 0.7 0 0.3 0.4 0.7 0 0.3 0.4 0.7 0 0.3 0.4 0.7 0 0.2 0.25 0.4 0 0.2 0.25 0.4 0 0.2 0.25 0.4 0 0.2 0.25 0.4 0 0.2 0.25 0.4
非常弱的光线并且明暗变化剧烈严重影响人的情绪0020250413地面1
评价项目 1、努力程度
评价基准 1.较轻松坐式作业 2.拿轻物上下 3.重劳动、拿重物、移动、偶尔休息 4.超重劳动无休息 1.稳定的坐式作业 2.普通步行并携带物品 3.注意力集中的做做停停,姿势不自然 4.急速停止、起动,无法休息
2、姿势
1.无特别处 3、特殊的工作 2.口罩、长筒、草靴、手套等劳用品有时用 3.基本需佩带上述用品,但偶尔可以拿下 服与工具 4.不间断使用 1.需要细致作业 4、细致程度与 2.偶尔需谨慎细致 3.需要小心细致 眼部疲劳 4.经常需高度小心细致
劳 动 宽 放 评 价 项 目 基 准 与 宽 放 率
9、环境
10、噪音
11、温度
12、光照度
13、地面
1.几乎很少有重复 5、重复动作与 2.偶尔忙碌的需重复动作 3.繁忙且无变化的反复动作 紧张度 4.强烈反复枯燥重复 1.有一定兴趣并非反复动作 2.一定程度的反复动作 3.很单调但偶尔休息一下 4.不停地、连续单调不能休息的状态
6、单调性
1.不需要 7、创造性与注 2.需要一点 3.必须具有 意力 4.高度必要 1.不需要 8、对责任与危 2.对他人的安全及责任需普通程度的留意 3.对自身及他人的安全责任需特别注意 险注意度 4.超级危险作业,需特别注意自己及他人安全 1.环境清洁 2.有少许烟尘和臭味的污染 3.烟、污物、臭气、灰尘很多 4.上述污染很严重 1.没有噪音 2.少许噪音 3.有噪音,但有间歇 4.持续不断的强噪音 1.有空调,温度正常 2.普通的温度变化 3.有温度变化较大 4.温度变化极大,对人体不利 1.光照度在标准之间 2.正常的一般照明水平 3.光线弱或过强,影响人的情绪 4.非常弱的光线并且明暗变化剧烈,严重影响人的情绪 1.地面光洁 2.普通状态地面 3.潮湿不干净 4.潮湿容易滑倒的地面
IE标准工时的计算及设定
TAKT TIME, 的原意是由客户的生产量volume决定的;即是以成品的产出快慢决定的;不是由每一个具体工作站别的时间来决定的,那是cycle time。
TACK TIME用中文怎么说?节拍时间或产品生产周期Tack time的計算方式是=客戶需求/可用時間,換句話講tack time 是針對每個客戶的訂單而定的時間。
所以工廠沒有固定不變的tack time.這也是在工廠要推行平準化生產的原因。
Tack time(TT)= 每日作業時間(分)÷日產量(PCS)= 每日作業時間(分)*生產線稼動率/日產量(PCS)*良品率(不良品除外)Tack Time是指在實際生產中常會發生不良品、組裝不良、設備的調整或故障導致的生產線停止、作業故障導致的運輸混亂等現象;日產量(PCS)=每日作業時間(分)/TT以上公式表明,TT值越低,產量越高;(TT可為產距時間、節拍)注:TT = 作業員每月(日)的操作時間/ 每月(日)市場訂單的需求量設定標準工時的工具、步驟、測試方法:工具:1)秒表(停表、馬表)2)觀測記錄板3)時間記錄表4)其它步驟:1)收集資料2)劃分操作單位3)測時並記錄4)評定正常時間5)確定寬放時間6)設立標準時間測試方法:1)歸零法(測一次回一次零)2)連續測試法[測時開始直至結束,中間不歸零,此方法有兩種定義:1、測單一工位時,連測;2、從流水線首站開始一站一站測,直至流水線最後工序]3)MOD法(模特法)標準工時的計算公式(初階-預算篇)1、Tack time(TT)= 每日作業時間(分)÷日產量(PCS)= 每日作業時間(分)*生產線稼動率/日產量(PCS)*良品率(不良品除外)Tack Time是指在實際生產中常會發生不良品、組裝不良、設備的調整或故障導致的生產線停止、作業故障導致的運輸混亂等現象;日產量(PCS)=每日作業時間(分)/TT以上公式表明,TT值越低,產量越高;(TT可為產距時間、節拍)注:TT = 作業員每月(日)的操作時間/ 每月(日)市場訂單的需求量2、標準工時(Standard Time)的計算:ST= 正常時間*作業寬放= 平均操作時間* 評比+ 寬放單位工時=Neck Time(NT)瓶頸時間* 工程人數*作業寬放3、生產平衡率= [Σ各工程數測出時間總和/ (瓶頸時間*工程數)]*100%計算出的值的低於85%,可通過生產線的改善(簡化、重排、合並、剔除、新增)來提高生產平衡率(生產線編成效率)注:不平衡率= [ (工作總點數* 耗時最多工作點之標準工時) –工作總工時] / 工作總點數* 耗時最多工作點數標準工時= 1-生產平衡率4、傳送帶速度= 傳送帶上產品間的間距/Tact-Time傳送帶上產品間的間距是一個舒適的作業,一般不作改動,故以上公式表明,TT 值越低,傳送帶速度越快,結合上面公式說明,產量越高;5、生產率= 產出/ 投入產出越高或投入越少,生產率越高;(投入包括成本的投入等綜合的投入),從以上的公式說明,投入可以體現出浪費的程度,所以,控制浪費減少投入,提高生產率;6、稼動率= (投入工時–除外工時)/投入工時稼動率可反饋產線的作業有效率、作業人員作業的有效率;7、相應名詞解釋:制程時間(Process Time)縮寫為PT人的時間(Human Time)縮寫為HT機器時間(Machine Time)縮寫為MT周期時間(Cycle Time)縮寫為CT[指實際上平均每隔幾秒鍾產出一個產品] 加工時間(PT)= HT+MT–重疊時間周期時間(CT)=PT/批流量當批流量= 一個流;則CT = PT一個流是指每次加工一個,檢查一個,傳送至下工序二個流是指每次加工一個二個、檢查二個,傳送至兩個至下工序二個流以上的生產方式,皆稱為批量流標準工時的計算公式(中階-核算篇)秒表測試及模擬仿真軟件都是通過日常的積累總結獲得的經驗來進行設定、判定,中間都存在一定的誤差,以下針對常用的秒表測試來進行一定的核算,以確保所訂的工時達一定的正確性。
IE标准工时的计算方法
标准工时的计算方法文件类型:体系文件作者:刘刚审阅者:徐xx批准者:xx部门:TD运营部保密申明版本历史版本号时间作者备注0.1 Dec.26th 2006 刘刚第一版批准信息签名日期审阅者批准者目录1. 目的---------------------------------------------------------------------------------------------------------------------32. 范围---------------------------------------------------------------------------------------------------------------------33. 职责---------------------------------------------------------------------------------------------------------------------34. 程序---------------------------------------------------------------------------------------------------------------------34.1 名词定义----------------------------------------------------------------------------------------------------------34.2 规范重点----------------------------------------------------------------------------------------------------------35.缩略词-------------------------------------------------------------------------------------------------------------------56.附录----------------------------------------------------------------------------------------------------------------------57.质量记录----------------------------------------------------------------------------------------------------------------5目的规范标准工时制定与修改作业,使标准工时具有完整性,使ERP系统运行之排程合理和成本准确。
IE标准工时管理办法
IE标准工时管理办法1.总则1.1.制定目的为规范本公司标准工时之制定与管理,方便生产效率之计算,特制定本办法。
1.2.适用范围本公司产品作业标准工时之测定、制定、修改等,均适用本办法。
1.3.权责单位1)生技部负责本办法制定、修改、废止之起草工作。
2)总经理负责本办法制定、修改、废止之核准。
2.标准工时管理规定2.1.定义2.1.1.标准工时某一加工工序,在标准的作业条件下,中等熟练之作业人员以正常之努力,完成一件工作的时间,称为标准工时,单位为分、人/件(或秒、人/件、小时、人/件)。
2.1.2.标准产量某一加工工序,在标准的作业条件下,中等熟练之人员以正常之努力,在一个工作日内(一般为8小时),可以加工完成的产品数量,称为标准产量,单位为件。
2.1.3.标准工时与标准产量的关系标准产量=标准工时*标准人数*每日工作时间2.1.4.宽裕时间、宽裕率1)为了执行所定之作业,必要的、不可避免的耽误时间,称为宽裕时间。
2)在本公司管理现状下,完成作业所必要的不可避免的耽误时间,称为管理宽裕,如工装夹具之安装、整理整顿等。
3)为恢复疲劳所必要之耽误时间称为疲劳宽裕。
4)因人类生理需要必要之耽误时间称为生理宽裕,如喝水、上洗手间等。
5)计算公式管理宽裕率=管理宽裕时间/实际时间*100%生理宽裕率=生理宽裕时间/实际时间*100%疲劳宽裕率=疲劳宽裕时间/实际时间*100%宽裕时间=管理宽裕时间+生理宽裕时间+疲劳宽裕时间宽裕率=宽裕时间/实际时间*100%=管理宽裕率+生理宽裕率+疲劳宽裕率6)评核系数测试实际作业时间时,参照之作业人员,其劳动熟练程度与中等熟练工人之比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
2.2.标准工时的测算方法2.2.1.作业时间测算1)新产品小批试制是生技部工艺人员持秒表在作业现场对每一工序作业时间进行实际测算。
2)应选择生产较为顺畅时进行测算,并连续测试20个以上的周期时间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在工作中的任何时候,请谨记以上两句话! Taylor:做每一件事情,总有更好的办法.
2013-2-28 Alex.Yo 15
诚信 团队 品质 交期 安全 创新
3、认识问题
1)定义:计划、指令、指示、法令、法规、想法等的应 有状态与现有状态的差距就是问题。 2)问题类型 存在型问题 创造型问题
2013-2-28
2013-2-28 Alex.Yo 30
诚信 团队 品质 交期 安全 创新
V
V
V
V
2013-2-28 Alex.Yo
X
31
诚信 团队 品质 交期 安全 创新
2)、工作场所的布置原则(7项)
工具、物料应尽可能放在靠近使用点的固定处所 零件、部品应利用重力供料及各种容器送至使用点越近 越好 坠送方式应尽可能利用 工具、物料应依工序进行布置,并明确标志 工作台、坐椅、照明系统等都要进行最优化设计 工作区域应有明显标志 应依照物流进行生产区域的设计规划
3、对制造业的作用:
对系统进行规划、设计、评价和创新; 优化生产系统、物流系统和信息系统; 诊断企业症结并加以解决﹔ 挖掘企业潜力﹐保证质量和安全﹐提高生产效率和经 济效益﹔ 杜绝浪费﹐节约能源﹐实现零浪费﹔ 降低劳动强度﹐增加员工归宿感﹔ 提高企业素质与形象﹐增强企业竞争力﹔ 制定工作标准和管理标准。
IE工时测定 及宽放系数应用
2013-2-28
Alex.Yo
课程目标
1、了解标准工时测定方法和作用; 2、熟悉宽放分类和计算公式; 3、掌握宽放在卓科特的应用;
2013-2-2交期 安全 创新
一、工时测定渊源
Taly :Time Study—>work measurement Giberth:Motion study—>method study Work study
氣球﹑毛刷杆﹑吹氣嘴
護帽
1
挑選、組裝毛刷杆和吹氣嘴
2
組裝氣球和吹氣嘴 毛刷
組裝護帽 筆擦 組裝毛刷 安裝筆擦 尾塞 安裝筆蓋
3
4
筆蓋
5
7
安裝尾塞
8
清潔吹氣球
9
成品全檢
11
工作人流程图 工作物流程图
核 准﹕
成品包裝
12
裝箱
13
14
入庫 審 查﹕ 製 作:
姚
軻
2013-2-28
Alex.Yo
35
诚信 团队 品质 交期 安全 创新
Alex.Yo 19
2013-2-28
诚信 团队 品质 交期 安全 创新
4)对待问题的重要观念:
假设每个人都以自己为中心、都以单位为中心、都以 部门为中心,那当我们碰到问题的时候,我们都让问题 在我们的“小肚鸡肠”里循环一边,到最后,那问题已 经成了“大便问题”,早已经没有了“营养”。 最大的问题不是问题本身,而是对待问题的人!
2013-2-28
Alex.Yo
7
诚信 团队 品质 交期 安全 创新
IE应用成果展示二:
广东某电器公司照明事业部:
自2005年6月导入IE,同年下半年生产效率较上半年提升达35.2%。 现场管理人员精简了9人,比原来减少50%;生产员工减少198人,比 原来减少61.1%。 生产空间减少35%,空间利用率达到95%以上; 单人单时产出从原来的12个提升到20个,生产效率提升了66.6%。 WIP减少为单线213个,比原来减少了57.4%,基本实现OPF; 由于质量问题造成的停机、待料由原来的56件/月减少为21件/月。 体现出团队的力量,QCC活动重新启动,改善提案成功TEAM从每月2 、3件增多到每月7、8件; 改善前流水拉:改善前流水拉 改善后OPF拉:改善后OPF拉
制造产品的 人工成本控 制与管理﹐ 包括计件工 资的标准
4
诚信 团队 品质 交期 安全 创新
三、工时测定构成
净作业时间
标准主体作业时间
一般宽放 宽放时间
标准 工时
标准准备时间
特殊宽放 净作业时间 一般宽放 宽放时间 特殊宽放
标准工时的构成
2013-2-28 Alex.Yo 5
诚信 团队 品质 交期 安全 创新
依问题所在的层次 业务类问题 管理类问题 策略类问题
问题意识:是一种探求真相,寻求解答的心理状态。
2013-2-28 Alex.Yo 18
诚信 团队 品质 交期 安全 创新
3)缺乏问题意识的常见现象:
重复问题一而再发生; 质量不良率偏高,且无任何改善; 极少改善提案; 工作极为被动,推动一下,才动一下; 各种浪费多; 安全问题常发生; 无标准作业指导书,规范性差; 有标准,但执行力力度不够; 有异常状况常被掩盖; 5S工作,表面化,不够深入; 作业效率低,无有效改善; 推诿、扯皮现象多,遇事找借口; 不知道如何设定挑战目标; 客户抱怨多,却无特别举措; 无科学、系统地收集并分析重要咨讯; 没有任何中长远的规划;
隐藏工厂
1).定义:对于产品没有产生附加值,且只有成本支出的 动作或工序。 例:翻修、返工、非标准作业、浪费的动作等
ok NG NG
2013-2-28
Alex.Yo
36
诚信 团队 品质 交期 安全 创新
4、五五法:
即置疑创意法,目的是通过质问发掘出问题的真正原因。
打破砂鍋問到底
五次
—>
Alex.Yo
右手 食 1 中 2 无 4 小 6
29
能力顺 序
2013-2-28
诚信 团队 品质 交期 安全 创新
人体动作分解后的浪费(11项): 单、双手空闲的浪费 作业动作停止的浪费 作业动作太大的浪费 拿的动作交替的浪费 步行的浪费 转身角度太大的浪费 动作之间没有配合的浪费 不了解作业技巧的浪费 伸背的浪费 弯腰的浪费 重复动作的浪费
Alex.Yo 6
2013-2-28
诚信 团队 品质 交期 安全 创新
IE应用成果展示一:
上海-易初摩托车有限公司 1993年底导入IE,1994年较1993年产能提升33%。 1995年较1994年订单提高30%,但存货资金比1994年平均每 月下降129万元; 各类设备的利用率提高85%以上; 精简维修和管理人员24人(为原来的42%);压缩各类维修 设备56台(为原来的37%),减少维修场地1351m2实现全厂 设备停机率低于1%,关键设备低于0.5%,设备完好率达95% 以上,关键设备达100%,设备维修准点率达100%。 焊接车间通过IE手法和工艺改善,劳动生产率提升30%。 提出合理化提案120件,完成TEAM成果40余件。
2013-2-28
Alex.Yo
13
诚信 团队 品质 交期 安全 创新
2、IE基本意识:
成本和效率意识 问题和改革意识 三化意识 全局和整体意识 以人为中心的意识
2013-2-28
Alex.Yo
14
诚信 团队 品质 交期 安全 创新
我们还有改善机会! 我们还有改善空间!
I E
Alex.Yo
16
诚信 团队 品质 交期 安全 创新
问题类型
改 改 善 善 程 程 度 度 应有状态A 应有状态
问题
问题 应有状态B
现有状态 现有状态
存在性问题图 创造性问题图
2013-2-28 Alex.Yo 17
诚信 团队 品质 交期 安全 创新
依问题的可掌控程度分: 救火性问题 发现性问题 创造性问题
2013-2-28
Alex.Yo
34
诚信 团队 品质 交期 安全 创新
3、流程法:
利用流程程序法、IE 工时分析表以符号及系统 化的方法来观察记录一件 工作完成的过程。 流程分析五个符号:
LOGO
版次﹕C0
佛山市南海**電子制品有限公司
Lens pen吹氣球裝配生產流程圖
編號 日期 頁次
GQI-7.5-36-2132 2007.01.10 1/1
2013-2-28
Alex.Yo
3
诚信 团队 品质 交期 安全 创新
二、工时测定作用
人工工时计划 及人员计划 评价﹕ 1.不同作业者的工 作表现 2.不同的供货商的 效率成本 3.不同的作业方法 的优劣 对客户的估 价与报价
2013-2-28 Alex.Yo
设备及工装 的需求计划
革新与改善 的成绩评价 制定生产计 划
2013-2-28
Alex.Yo
8
诚信 团队 品质 交期 安全 创新
改善前后现场对比
传统皮带拉
2013-2-28 Alex.Yo
OPF生产线
9
诚信 团队 品质 交期 安全 创新
IE应用成果展示三:
改善后
2013-2-28 Alex.Yo
改善前
10
诚信 团队 品质 交期 安全 创新
二、IE导入的理念
2013-2-28 Alex.Yo 28
诚信 团队 品质 交期 安全 创新
人体动作分级:
级别 1 2 3 4 5
手别 手指别 小 8 无 7
运动枢纽 指节 手指 肘 肩 身躯
左手 中 5 食 3
Alex.Yo
人体运动部位 手指 手指、手掌 手指、手掌、前臂 手指、手掌、前臂、上臂 手指、手掌、前臂、上臂及肩
2013-2-28
Alex.Yo
24
诚信 团队 品质 交期 安全 创新
顺序原理:图书管理、设备编号
隔离原理
:配电屏、危险品仓库
2013-2-28
Alex.Yo
25
诚信 团队 品质 交期 安全 创新
复制原理:copy、注塑