PLC课程设计-饮料罐装生产流水线
饮料灌装生产流水线plc控制

饮料灌装生产流水线plc控制饮料灌装生产流水线PLC控制是现代工业生产中非常重要的一项技术,其应用广泛,涉及到许多行业。
在饮料生产过程中,流水线PLC控制技术是不可或缺的,它可以帮助饮料工厂实现生产自动化、提高生产效率和品质,为市场提供高质量的饮料产品。
PLC是Programmable Logic Controller的缩写,中文翻译为“可编程逻辑控制器”,它是一种用于机电一体化自动化过程控制和管理的专用数字计算机。
PLC控制器集计算机、输入输出接口、控制程序等多种功能于一身,可以完成自动化控制系统的输入、处理、输出等功能。
在饮料灌装生产流水线上,PLC 控制器可以控制饮料生产的每一个环节,实现生产自动化、精确度和一致性,提高了生产效率和品质。
饮料生产的流水线主要分为四个环节:瓶子清洗、灌装、封口和标签贴附。
在PLC控制下,这四个环节被分为不同的站点,每个站点都有一个PLC控制器掌控,分别进行不同的自动化控制和监测。
下面,我将详细介绍饮料生产流水线PLC控制的每个阶段。
一、瓶子清洗在饮料生产的初始阶段,瓶子需要经过清洗和灭菌处理,以确保产出的饮品符合卫生标准和质量要求。
瓶子清洗环节需要PLC控制器进行以下动作:1. 瓶子入口传感器检测瓶子进入清洗区域,并向PLC发送信号。
2. 清洗水喷嘴根据PLC指令自动喷出清洗液,控制清洗周期和数量。
3. 清洗水回收系统根据PLC指令自动控制清洗水的回收和过滤,以保持清洁度并节约用水。
4. 清洗后的瓶子通过传送带进入灌装站点。
二、灌装在灌装阶段,饮料被灌入瓶子中。
PLC控制器主要负责以下动作:1. 饮料进料管道传感器检测饮料进入灌装区域并向PLC发送信号。
2. 灌装喷嘴根据PLC指令自动灌装指定的数量的饮料,并对流量、速度、压力等参数进行自动化控制。
3. 灌装完毕后,灌装喷嘴根据PLC指令自动关闭并等待下一轮灌装。
4. 灌装过程中,PLC控制器实时监测饮料的温度、压力、灌装量等参数,以保证灌装的一致性和质量。
饮料灌装生产流水线plc控制

饮料灌装生产流水线plc控制编写可编程控制器顺序完成对饮料罐的自动罐装流程。
完成对传送带的运转以及罐装设备的控制,并完成计数1〕系统经过开关设定为自动操作形式,一旦启动,那么传送带的驱动电机启动并不时坚持到中止开关举措或罐装设备下的传感器检测到一个瓶子时中止;瓶子装满饮料后,传送带驱动电机必需自动启动,并坚持到又检测到一个瓶子或中止开关举措〔2〕当瓶子定位在罐装设备下时,停顿1秒,罐装设备末尾任务,罐装进程为5秒钟,罐装进程应有报警显示,5秒后中止并不再显示报警〔3〕用两个传感器和假定干个加法器检测并记载空瓶数和满瓶数,一旦系统启动,必需记载空瓶数和满瓶数,设最多不超越99999999瓶〔4〕可以手动对计数值清零〔复位〕关键词:三菱FX2NPL MC,MCR主控指令饮料灌装饮料灌装消费流水线目录1 PLC编程简介1.1PLC的基本概念 (3)1.2 PLC的基本结构 (3)1.3 PLC的任务原理 (4)2设计进程2.1设计方案 (5)2.2设计原理 (5)2.3创新点与术说明 (5)3 硬件系统框图与说明 (6)3.1罐装控制流程图 (6)3.2I/O接线图 (7)3.3系统外部接线图 (8)4梯形图与说明 (9)5课程设计总结 (10)6参考文献 (11)7 谢辞 (12)饮料灌装消费流水线PLC梯形图控制顺序设计与调试一、PLC编程简介1、PLC的基本概念可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制运用而设计制造的。
早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来替代继电器完成逻辑控制。
随着技术的开展,这种装置的功用曾经大大超越了逻辑控制的范围,因此,明天这种装置称作可编程控制器,简称PC。
但是为了防止与团体计算机(Personal Computer)的简称混杂,所以将可编程控制器简称PLC2、PLC的基本结构PLC实质是一种公用于工业控制的计算机,其硬件结构基本上与微型计算机相反,如下图:a. 中央处置单元(CPU)中央处置单元(CPU)是PLC的控制中枢。
课程设计 饮料罐装生产流水线的PLC控制
第一章工艺过程分析和控制要求饮料灌装机用于罐装各种各样的瓶装饮料,适合大中型饮料生产厂家。
早期的罐装机械大多数采用容积泵式、蠕动泵式作为计量方式。
这些方式存在一些缺点。
例如:罐装精度和稳定性难以保证、更换罐装规格困难等。
本系统采用的饮料分装计量是通过时间和单位时间流量来确定的,计量精度由可编程控制器(PLC)控制确定。
PLC控制具有编程简单、工作可靠、使用方便等特点,在工业自动化控制领域应用广泛。
专为PLC应用而设计的触摸屏集主机、输入和输出设备于一体,适合在恶劣的工业环境中使用。
饮料灌装装置主要包括两部分:恒压储液罐灌液和计数部分。
在恒压储液罐灌液中,里面有上限液位和下限液位传感器,它们被淹没时是1状态。
液面低于下限液位时恒压储液罐为空。
饮料通过进液电磁阀流入恒压储液灌,液面到达上限位时进液电磁阀断电关闭,使液位保持稳定。
恒压储液罐下面是罐装头部分,共有若干个灌装头。
夹瓶装置由气缸1驱动下降,下降到位后,夹瓶装置由气缸2夹紧定位,下降及夹紧由行程开关控制位置。
定位夹紧后,罐装头由气压缸3驱动下降,到位后灌装头电磁阀打开,开始灌液,延时后电磁阀关闭,通过电磁阀的开启达到罐装容量控制。
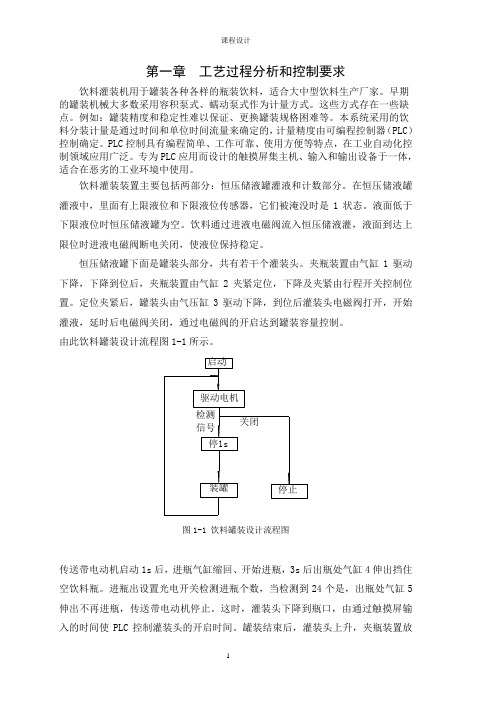
由此饮料罐装设计流程图1-1所示。
图1-1 饮料罐装设计流程图传送带电动机启动1s后,进瓶气缸缩回、开始进瓶,3s后出瓶处气缸4伸出挡住空饮料瓶。
进瓶出设置光电开关检测进瓶个数,当检测到24个是,出瓶处气缸5伸出不再进瓶,传送带电动机停止。
这时,灌装头下降到瓶口,由通过触摸屏输入的时间使PLC控制灌装头的开启时间。
罐装结束后,灌装头上升,夹瓶装置放松、上升。
出瓶处气缸缩回,传送带电动机有开始启动,1s后进瓶处气缸5缩回,光电开关开始检测进瓶个数。
工艺控制要求如下:(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动饼一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警(3)用两个传感器和若干加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。
饮料灌装生产流水线PLC 梯形图控制程序设计与调试

④S23:5s 延时后,传送带驱动电机继续转动。 其他要求则通过梯形图编程实现。
1.3 方案二:梯形图单独编程
梯形图是考虑到大多数电气技术人员熟悉电气控制线路的特点而采用的,因 而其形象直观,易学易懂[1]。在本次设计中,采用梯形图编程也可以很简单,容 易看懂。
3.1 GX Developer 简介
GX Developer 是三菱 PLC 的编程软件。适用于 Q、QnU、QS、QnA、AnS、 AnA、FX 等全系列可编程控制器。支持梯形图、指令表、SFC、 ST 及 FB、Label 语言程序设计,网络参数设定,可进行程序的线上更改、监控及调试,具有异地 读写 PLC 程序功能。
《PLC 原理与应用》课 程 设 计
饮料灌装生产流水线 PLC 梯形图控制程序设计与调试
黄杰 莫仲文
201231200608 201231000824
指导教师
学 院 名 称 工程学院 设计提交日期 2015 年 6 月
专 业 班 级 12 自动化 1 班 设计答辩日期 2015 年 6 月
目录
1 系统设计方案.......................................................................................................................... 1 1.1 系统设计要求....................................................................................................................... 1 1.2 方案一:步进功能图与梯形图共同编程........................................................................... 1 1.3 方案二:梯形图单独编程……........................................................................................... 2 1.4 方案确定............................................................................................................................... 2 2 硬件接线图.............................................................................................................................. 2 2.1 总 PLC 各输入/输出端口的硬件接线图............................................................................. 3 2.2 控制系统总流程图............................................................................................................... 3 3 软件编写及仿真...................................................................................................................... 5 3.1 GX Developer 简介................................................................................................................ 5 3.2 程序图…............................................................................................................................... 5 3.3 系统模拟运行仿真调试及结果........................................................................................... 5 4 收获与总结.............................................................................................................................. 9 5 小组分工.................................................................................................................................. 9 参 考 文 献.............................................................................................................................. 10 附 录.....................................................................................................................................11 附录 A .....................................................................................................................................11
饮料灌装生产流水线plc控制

饮料灌装生产流水线plc控制饮料灌装生产流水线是工业生产中常见的一种生产模式,通过机械化的流水生产线,将原材料进行加工和混合,最终制造成成品饮料,再进行灌装和包装,以达到高效、稳定的生产目的。
在生产过程中,PLC控制技术的应用,可以提高生产效率,确保产品质量,降低生产成本。
PLC控制技术是一种基于计算机控制的自动化控制技术,它具有可编程、高可靠性、智能化等特点,从而可以精确地控制生产过程,并且可以改变程序达到不同的生产要求。
在饮料灌装生产流水线上,PLC控制技术可以实现以下功能:1. 自动控制生产过程PLC控制器可以实现对灌装生产流水线的各个节点进行有效控制。
比如说对液体注入过程进行温度、重量、时间的监测,可以保证灌装量的精确度;对包装机进行卷帘门、标签和瓶身的监控等,可以使生产流程的操作跟随程序的指令自动完成,减少了人力操作的误差和工作流程的误差。
2. 数据采集和监控通过PLC控制器连接传感器和设备,可以采集实时数据,包括温度、压力、流量等指标信息。
每一台机器和设备都安装有传感器,传感器将实时数据发送到PLC控制器,控制器根据设定的参数进行数据分析和处理,并将结果反馈给操作者。
操作者可以根据数据监测到问题,并及时处理,从而减少了故障的发生和设备的损坏。
3. 自动化抗干扰及防止卡顿在生产过程中,很容易出现一些干扰,比如在灌装时中间出现瓶颈,或者是瓶子出现卡顿等情况。
此时,PLC控制器便很有用,可以快速地检测到问题,并执行自动化处理,及时解决问题。
如果发现卡顿,则可以发出提示音进行报警,避免设备受到伤害或者是影响生产效率。
相比于人工操作,PLC控制技术具有更高的生产效率和稳定性,最大限度的发挥了生产流水线的生产力。
同时,其智能化和可编程的特点,可以使灌装生产流程变得更加灵活,具有更高的适应性,可以根据生产需求进行快速调整。
总的来说,饮料灌装生产流水线PLC控制技术虽然需要在操作上进行一定的理解和学习,但其优点是显而易见的,它为行业提高了生产效率,降低了生产成本,更保障了产品质量。
饮料灌装机PLC控制系统设计

饮料灌装机PLC控制系统设计饮料灌装机是饮料加工线上必不可少的设备,它有着高效、精准、可靠的特点。
而PLC控制系统是灌装机的核心,它可以实现灌装过程中的高速控制、精度控制和自动化控制。
1. PLC控制系统的工作原理PLC即可编程逻辑控制器,是现代工业控制的重要组成部分。
PLC控制系统由PLC、传感器、执行器、触摸屏人机界面等组成。
其工作原理是由PLC通过程序控制执行器的运动,实时读取传感器所感应的数据和触摸屏显示器上的指令,达到对灌装过程中物料流量、重量、速度等参数的实时监测和控制。
2. 设计要点饮料灌装机的PLC控制系统设计需要考虑以下几点:(1) 控制方式的选择:灌装机的控制方式分为手动和自动两种,手动控制方式操作简单,适用于小规模生产;自动控制方式可以通过预设程序实现自动加工,适用于大规模生产。
(2) 程序的设计:程序的设计包括监控和管理,需要实现数据采集、运算和调节等功能。
程序设计需要考虑到控制精度和反应速度两个方面,确保灌装过程中的稳定性和速度。
(3) 传感器的选择:传感器可以通过测量传输介质的温度、压力、流量等参数,将实时数据传递给PLC控制器。
传感器的选择需要考虑到其精度、稳定性和可靠性等因素。
(4) 触摸屏人机界面:触摸屏人机界面可以实现现场监控和控制,它需要具备操作简单、易于维护、直观友好等特点,以方便操作管理人员进行实时监控和控制。
(5) 增加安全措施:灌装过程中涉及到高压、高温、高速等复杂环境,需要在PLC控制系统中增加安全措施,如温度传感器报警、超重报警等,以确保职工的安全。
3. 优点PLC控制系统的优点包括:(1) 稳定性高:PLC控制系统运行稳定,能够实时调节灌装流量、速度、质量等参数,使产品质量更加稳定。
(2) 自动化程度高:PLC控制系统可以通过程序预设自动进行灌装过程,实现产品的自动化生产,节省人力成本。
(3) 精度高:PLC控制系统能够实时监测和控制灌装过程中的各项参数,确保产品质量的一致性。
#饮料罐装生产流水线的PLC控制

《电气控制及PLC》课程设计说明书题目:饮料罐装生产流水线的PLC控制班级:学号:姓名:成绩:目录1. 控制要求2.流程框图3.输入/输出端分配及硬件接线图4.梯形图或语句表程序(附注释)5. 总结一控制要求1系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作2当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示警报,报警周期为1秒得闪烁灯光3用两个传感器和若干个加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶4若灌装后检测瓶满则进入封装工序,工序和罐装同步,停顿1秒,封装设备开始工作,封装过程为3秒钟5可以手动对计数值清零(复位)二流程框图三硬件设置3.1输入输出端口分配表输入信号开启按钮SB1 I0.0 选择自动操作SB2I0.1 停止按钮SB3I0.2 定位传感器K1I0.3满瓶传感器K2I0.4 空瓶传感器K3I0.5 满瓶计数复位K4I0.6 空瓶计数复位K5 I0.7 3.2 输入输出端口硬件接线图运用VISIO 软件作图四 梯形图或语句表程序(附注释)五总结达到了设计的要求和观察到了预期的实验效果;1)PLC设计重点就在于梯形图的设计,需要有很巧妙的设计方法,虽然以前也试着设计过类似的梯形图,但我觉的设计出一个好的梯形图并不是一件简单的事;有好多的东西,只有我们去试着做了,才能真正的掌握,只学习理论有些东西是很难理解的,更谈不上掌握。
2)当程序出错时,要多观察、对错误重复n次,估计是由什么原因引起的,从电路整体来看、分析可能是什么错误,再缩小范围。
如果实再找不出来,就出去吹吹风吧,不能急于求成,但不要放弃;要保持你的头脑清醒。
PLC课程设计_饮料罐装生产流水线
福建电力职业技术学院课程设计课程名称:《可编程控制器原理及应用教程》题目:饮料罐装生产流水线PLC梯形图控制程序设计与调试专业班次:11电气六三姓名:周仁杰学号:28指导教师:江道根老师日期:引言 (3)1.设计任务 (3)1.1课题内容 (3)1.2控制要求 (3)1.3 课题要求 (4)2. 总体设计方案 (4)2.1饮料灌装流水线的基本结构 (4)2.2灌装流水线的工作原理 (5)3. 硬件控制设计 (5)3.1 PLC的选择 (5)3.2传感器的选择 (6)3.3硬件电路的设计 (6)4. 软件控制设计 (7)4.1系统流程图 (7)4.2 I/O接线图 (8)4.3 I/O分配表 (9)4.4梯形图 (9)4.5指令表 (11)5. 调试说明 (11)6.设计小结 (12)参考文献 (13)引言目前,饮料的灌装生产已经实现自动化,为了提高产品质量,缩短生产周期,适应产品迅速更新换代的要求,产品生产正向缩短生产周期、降低成本、提高生产质量等方面发展。
因此,饮料厂的自动化灌装生产线中有越来越多的机器在使用先进的灌装技术来提高机器的自动化控制水平和生产效率。
而应用PLC完成电气部分的控制是工业自动化电气控制的主要发展方向。
本次课设主要介绍全自动灌装生产线的基本概念。
全自动灌装生产线是由数台自动灌装机械经控制系统进行集中控制,并按照各自功能完成一定任务进行顺序、连续生产的一系列机器组合。
通过对饮料罐装自动控制的介绍,使我们对灌装这个行业有了更深的了解,也对自动化这个名词有了进一步的了解。
我国的饮料罐装自动化相对于西方发达国家来讲还有很大的差距。
设备陈旧,技术落后,成为阻碍我们灌装行业发展的一个严重问题。
鉴于这些问题,我国企业不断发展自身的实力,逐步朝着生产高速化、设备结构合理化、设备的多功能化、设备的绿色化、控制的智能化等方向发展。
推出适合自己需求的产品来。
本次课设就是朝着这个方向进行研究和设计。
课程设计任务书--饮料罐装流水线的PLC控制

课程设计任务书专业:自动化班级: 3班学生姓名XX 学号XX课程名称PLC原理与应用设计题目基于PLC的饮料灌装生产线的设计设计目的、主要内容(参数、方法)及要求设计目的:1、掌握PLC功能指令的用法2、掌握PLC控制系统的设计流程设计主要内容及要求:1、设计一个饮料灌装生产的控制程序,在传送带上设有灌装工位和封盖工位,能自动完成饮料的灌装及封盖操作。
具体要求如下:(1)按动起动按钮后,传送带电动机开始转动,若定位传感器动作,表示饮料瓶已到达一个工位,传送带应立即停止。
(2)在灌装工位上部有一个饮料罐,当该工位有饮料瓶时,则由电磁阀对饮料瓶进行3S定时灌装(传送带已定位)。
(3)在封盖工位上有两个单作用气缸(A缸和B缸),当工位上有饮料瓶时(传送带已定位),首先A缸退出瓶盖,然后B缸执行压接,1S后B缸打开,再经1S后A缸退回,封装动作完成。
(4)任何时候按下停止按钮,应立即停止正在执行的工作。
2、画出实现程序流程图。
3、列出输入、输出端口。
4、写出梯形图程序。
5、调试程序,直至符合设计要求。
工作量2周时间,每天3学时,共计42学时进度安排第1天:明确课程设计的目的和意义,根据课程设计要求查找相关资料第2-3天:学习课程设计中用到的PLC相关知识第4-5天:根据课程设计的要求画出程序流程图第6天:列出I/O分配表第7-8天:写出梯形图程序,并对程序进行注释第9-10天:学习西门子S7-200的编程软件STEP 7 MicroWIN SP6,并在该软件中编写梯形图程序第11天:学习西门子S7-200仿真软件,并进行程序仿真和调试。
第12天:将课程设计中用到的程序在PLC试验箱上进行运行和调试。
第13-14天:撰写课程设计报告。
主要参考资料[1]廖常初.S7-200 PLC编程及应用[M].北京:机械工业出版社,2013.8[2]梅丽凤.电气控制与PLC应用技术[M].机械工业出版社,2012.3[3]殷洪义.可编程序控制器选择设计与维护[M].机械工业出版社,2006.1指导教师签字教研室主任签字。
欧姆龙饮料灌装生产流水线的PLC控制
中南民族大学计算机科学学院课程 PLC 课程设计设计题目饮料罐装生产流水线的PLC控制年级专业 08自动化四班学号 08064113学生姓名钏文潇2011年06月2 日一、设计题目饮料灌装生产流水线的PLC控制二、设计要求(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作.(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警.(3)用两个传感器和若干个加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶.(4)可以手动对计数值清零(复位).随着工业自动化水平日益提高,众多工业企业均面临着传统生产线的改造和重新设计问题。
PLC(可编程序控制器)是以微处理器为核心的工业控制装置,它将传统的继电器控制系统与计算机技术结合在一起,近年来在工业自动控制、机电一体化、改造传统产业等方面得到普遍应用。
作为通用工业控制计算机,其实现了工业控制领域接线逻辑到存储逻辑的飞跃,在世界工业控制中发挥着越来越重要的作用。
鉴于此,设计者利用PLC的功能和特点设计出了一款饮料灌装生产流水线控制系统。
开始介绍了PLC的相关知识,接着以饮料灌装流水线为例,采用欧姆龙CJ1系列可编程序控制器,介绍了PLC在饮料灌装流水线中的应用,给出了详细的程序设计过程。
利用PLC控制饮料灌装生产过程,可有效提高灌装生产效率,并显著增加控制系统的可靠性和柔性。
目录二、设计要求............................................................................ - 2 - 前言 ......................................................................................... - 1 - 第一章可编程控制器概述 ...................................................... - 2 -1.1 PLC的定义 .................................................................. - 2 -1.2 PLC的基本组成 ........................................................... - 2 -1.3 PLC的功能与特点........................................................ - 2 -1.4 PLC的应用范围 ........................................................... - 3 -第二章系统总体设计 ...................................................... - 4 - 第三章系统硬件设计 ...................................................... - 5 -3.1 传感器的选择 ............................................................. - 5 -3.2 PLC控制部分硬件设计................................................. - 5 -第四章系统软件设计 ...................................................... - 7 -4.1 控制系统顺序功能图................................................... - 7 -4.2 梯形图........................................................................ - 8 -......................................................................................... - 8 - ......................................................................................... - 8 - ......................................................................................... - 9 - 第五章程序调试效果 ............................................................... - 10 -5.1调试过程 ................................................................... - 10 - 第六章展望和总结................................................................ - 11 -中南民族大学课程设计- 1 -前言一、课题研究背景几年前,自动化技术只占包装机械设计的30%,现在已占50%以上,大量使用了微电脑设计和机电一体化控制。
饮料灌装生产流水线的PLC控制

饮料灌装生产流水线的PLC控制一、前言随着现代化生产技术的不断发展,高效率、高品质、低成本、低浪费的生产模式相继应运而生,其中,自动化生产成为了工业生产的一种重要的模式。
自动化生产是指通过计算机技术、电子技术、机械技术、控制技术等综合应用于制造工艺,使制造过程自动进行的一种生产方式。
在这种方式的生产过程中,PLC控制是一个非常重要的环节。
本文主要围绕着饮料灌装生产流水线的PLC控制,对其进行探讨和分析,并从硬件设计、软件编程等方面进行具体实现。
二、饮料灌装生产流水线的PLC控制饮料灌装生产流水线是食品饮料企业中非常重要的一环,其生产流程主要包括:瓶子送入、清洗、灌装、加盖、封口、贴标、包装、码垛、输送等多个环节。
针对上述流程的实际生产情况,PLC控制方案应具备如下特点:1、功能稳定:PLC控制的饮料灌装生产流水线要能够长期稳定地运行,保证生产效率的稳定。
2、生产线互锁:PLC控制需要对生产流线上的各个环节进行相应的互锁保护,以避免在生产过程中的物料混淆等错误操作。
3、检测监控:利用PLC对生产流线上进行各种检测监控,如瓶子数量、灌装数量、包装数量等,以避免瓶子丢失或灌装不足等情况。
4、数据采集:PLC控制需采集实时数据,进行分析、统计,以便实现对整个生产流程的优化和改进,提高生产效率。
5、报警功能:饮料生产过程中会遇到多种故障问题,利用PLC控制监测,如果出现故障,可以及时报警,实现迅速维修,避免产量下降。
三、硬件设计针对饮料灌装生产流水线的PLC控制硬件设计主要包括PLC、触摸屏、控制面板、传感器等几个方面。
1、PLC选型PLC的选型直接关系到饮品灌装生产流水线的运作质量,因此在进行选型时,应充分考虑生产线的规模、生产速度、成本等因素。
通常建议使用高品质可靠性的PLC,如三菱、欧姆龙等品牌。
2、触摸屏设计PLC控制器与触摸屏之间可以通过简单的串口通信进行数据传输,触摸屏主要负责人机交互界面的设计,包括启动、停止、状态监测、故障信息显示等功能。
PLC课程设计-饮料罐装生产流水线的PLC控制模板

永城职业学院项目设计饮料罐装生产流水线的PLC控制班级 XXXXX专业 XXXXXXX学生姓名XXXXX指导教师XXXXXXX日期 2010年 6 月 10 日目录摘要------------------------------------------------------------- - 2 -1 PLC简介 ------------------------------------------------------- - 3 -2.控制要求:----------------------------------------------------- - 4 - 3.PLC的基本结构及工作原理 ------------------------------------- - 4 -3.1、循环扫描技术-------------------------------------------- - 5 -3.2 PLC的输入/输出响应时间----------------------------------- - 6 -4、PLC控制系统设计原则和设计步骤 -------------------------------- - 7 -4.1 设计原则 ------------------------------------------------- - 7 -4.2 设计步骤 ------------------------------------------------- - 7 -5. 硬件控制设计-------------------------------------------------- - 9 -5.1硬件选型-------------------------------------------------- - 9 -5.1.1 PLC选型 ------------------------------------------- - 9 -5.1.2 电动机的选择-------------------------------------- - 10 -5.1.4 热继电器FR的选择--------------------------------- - 10 -5.1.5 中间继电器R0的选择------------------------------- - 10 -5.1.6 时间继电器TM的选择------------------------------- - 11 -5.1.7 传感器的选择--------------------------------------- - 11 -5.2 硬件电路的设计 ------------------------------------------ - 11 -6、软件控制设计------------------------------------------------- - 12 -6.1 编程软件 ------------------------------------------------ - 12 -6.2、 I/O接线图--------------------------------------------- - 12 -6. 3、程序的流程图、构成和相关设置 ------------------------- - 13 -6.3.1、系统流程图---------------------------------------- - 13 -6.3.2、程序的下载、安装和调试---------------------------- - 14 -6.4、全自动洗衣机控制系统PLC程序 --------------------------- - 15 -6.5、源程序 ------------------------------------------------- - 15 -6.6调试----------------------------------------------------- - 17 - 心得体会-------------------------------------------------------- - 18 - 参考文献-------------------------------------------------------- - 19 -饮料罐装生产流水线的PLC控制摘要:文章探讨了如何利用日本松下PLC FP0——C14进行饮料灌装生产流水线的控制,重点分析了系统软硬件设计部分,并给出了系统硬件接线图、PLC 控制I/O 端口分配表以及整体程序流程图等,实现了饮料灌装的自动化,提高了生产效率,降低了劳动强度。
饮料灌装生产流水线的PLC控制

饮料灌装生产流水线的PLC控制课程设计题目:饮料灌装消费流水线的PLC控制班级:姓名:指点教员:完成日期:一、设计标题饮料灌装消费流水线的PLC控制二、设计要求〔1〕系统经过开关设定为自动操作形式,一旦启动,那么传送带的驱动电机启动并不时坚持到中止开关举措或罐装设备下的传感器检测到一个瓶子时中止;瓶子装满饮料后,传送带驱动电机必需自动启动,并坚持到又检测到一个瓶子或中止开关举措.〔2〕当瓶子定位在罐装设备下时,停顿1秒,罐装设备末尾任务,罐装进程为5秒钟,罐装进程应有报警显示,5秒后中止并不再显示报警.〔3〕用两个传感器和假定干个加法器检测并记载空瓶数和满瓶数,一旦系统启动,必需记载空瓶数和满瓶数,设最多不超越99999999瓶.〔4〕可以手动对计数值清零〔复位〕.三、上交资料〔1〕开题报告〔2〕说明书四、进度布置第1周:〔1〕熟习标题,查找资料,整理资料,完成开题报告。
〔2〕停止PLC控制系统的硬件局部设计〔PLC选型及外部接线图〕。
第2周:停止PLC控制系统的软件局部设计〔控制顺序功用和梯形图设计〕。
第3周:查找缺乏,整理说明书。
总体剖析,预备争辩。
五、指点教员评语成绩:指点教员日期摘要随着工业自动化水平日益提高,众多工业企业均面临着传统消费线的改造和重新设计效果。
PLC〔可编顺序控制器〕是以微处置器为中心的工业控制装置,它将传统的继电器控制系统与计算机技术结合在一同,近年来在工业自动控制、机电一体化、改造传统产业等方面失掉普遍运用。
作为通用工业控制计算机,其完成了工业控制范围接线逻辑到存储逻辑的飞跃,在世界工业控制中发扬着越来越重要的作用。
鉴于此,设计者应用PLC的功用和特点设计出了一款饮料灌装消费流水线控制系统。
文章刚末尾引见了PLC的相关知识,接着以饮料灌装流水线为例,采用三菱公司的FX系列可编顺序控制器,引见了PLC 在饮料灌装流水线中的运用,给出了详细的顺序设计进程。
应用PLC控制饮料灌装消费进程,可有效提高灌装消费效率,并清楚添加控制系统的牢靠性和柔性。
饮料灌装线的设计plc课程设计
饮料灌装线的设计plc课程设计饮料灌装线是现代工业生产中不可或缺的一部分,它的设计和运行对于饮料生产企业的生产效率和产品质量有着至关重要的影响。
而在饮料灌装线的设计中,PLC控制系统的应用更是不可或缺的一部分。
因此,本文将以饮料灌装线的设计PLC课程设计为主题,探讨PLC在饮料灌装线设计中的应用。
一、饮料灌装线的设计饮料灌装线是指将饮料从原料处理到灌装、封口、包装等一系列工序中的自动化生产线。
饮料灌装线的设计需要考虑到生产效率、产品质量、设备稳定性等多个方面。
在饮料灌装线的设计中,PLC控制系统的应用可以提高生产效率、降低生产成本、提高产品质量等多个方面的优势。
二、PLC控制系统的应用PLC控制系统是一种基于可编程逻辑控制器的自动化控制系统,它可以实现对饮料灌装线的自动化控制。
PLC控制系统的应用可以提高饮料灌装线的生产效率、降低生产成本、提高产品质量等多个方面的优势。
1.提高生产效率PLC控制系统可以实现对饮料灌装线的自动化控制,可以实现对饮料灌装线的各个工序的自动化控制,从而提高生产效率。
例如,PLC控制系统可以实现对饮料灌装线的灌装、封口、包装等工序的自动化控制,从而提高生产效率。
2.降低生产成本PLC控制系统可以实现对饮料灌装线的自动化控制,可以降低生产成本。
例如,PLC控制系统可以实现对饮料灌装线的灌装、封口、包装等工序的自动化控制,从而降低生产成本。
3.提高产品质量PLC控制系统可以实现对饮料灌装线的自动化控制,可以提高产品质量。
例如,PLC控制系统可以实现对饮料灌装线的灌装、封口、包装等工序的自动化控制,从而提高产品质量。
三、PLC课程设计在饮料灌装线的设计中,PLC控制系统的应用是非常重要的。
因此,在PLC课程设计中,需要考虑到饮料灌装线的设计。
PLC课程设计需要包括PLC控制系统的基础知识、PLC控制系统的应用、PLC控制系统的调试等多个方面。
1.PLC控制系统的基础知识PLC控制系统的基础知识包括PLC控制系统的组成、PLC控制系统的工作原理、PLC控制系统的编程等多个方面。
plc课程设计饮料罐装生产流水线plc梯形图控制程序的设计与调试

福课程设计课程名称:《可编程控制器原理及应用教程》题目:饮料罐装生产流水线PLC梯形图控制程序设计与调试电力职业技术学院 (1)课程设计 (1)引言 (2)1.设计任务 (2)1.1课题容 (2)1.2控制要求 (2)1.3 课题要求 (3)2. 总体设计方案 (3)2.1饮料灌装流水线的基本结构 (3)2.2灌装流水线的工作原理 (3)3. 硬件控制设计 (4)3.1 PLC的选择 (4)3.2传感器的选择. (5)3.3硬件电路的设计 (5)4. 软件控制设计 (6)4.1系统流程图 (6)4.2 I/O接线图 (7)4.3 I/O分配表 (7)4.4梯形图 (7)4.5指令表 (9)5. 调试说明 (10)6.设计小结 (10)参考文献 (11)引言目前,饮料的灌装生产已经实现自动化,为了提高产品质量,缩短生产周期,适应产品迅速更新换代的要求,产品生产正向缩短生产周期、降低成本、提高生产质量等方面发展。
因此,饮料厂的自动化灌装生产线中有越来越多的机器在使用先进的灌装技术来提高机器的自动化控制水平和生产效率。
而应用PLC完成电气部分的控制是工业自动化电气控制的主要发展方向。
本次课设主要介绍全自动灌装生产线的基本概念。
全自动灌装生产线是由数台自动灌装机械经控制系统进行集中控制,并按照各自功能完成一定任务进行顺序、连续生产的一系列机器组合。
通过对饮料罐装自动控制的介绍,使我们对灌装这个行业有了更深的了解,也对自动化这个名词有了进一步的了解。
我国的饮料罐装自动化相对于西方发达国家来讲还有很大的差距。
设备旧,技术落后,成为阻碍我们灌装行业发展的一个严重问题。
鉴于这些问题,我国企业不断发展自身的实力,逐步朝着生产高速化、设备结构合理化、设备的多功能化、设备的绿色化、控制的智能化等方向发展。
推出适合自己需求的产品来。
本次课设就是朝着这个方向进行研究和设计。
1.设计任务1.1课题容饮料灌装生产流水线PLC梯形图控制程序设计和调试1.2控制要求(1)统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。
PLC课程设计灌装生产流水线控制系统的设计

课程设计(论文)题目名称饮料灌装生产流水线控制系统的设计课程名称PLC课程设计学生姓名刘思思学号1341203056系、专业电气工程系13级测控班指导教师李辉2015年11 月20 日邵阳学院课程设计(论文)任务书注: 1.此表由指导教师填写,经系、教研室审批,指导教师、学生签字后生效;2.此表1式3份,学生、指导教师、教研室各1份。
指导教师(签字):学生(签字):邵阳学院课程设计(论文)评阅表学生姓名刘思思学号1341203056系电气工程系专业班级13测控题目名称饮料灌装生产流水线控制系统的设计课程名称PLC课程设计一、学生自我总结二、指导教师评定注:1、本表是学生课程设计(论文)成绩评定的依据,装订在设计说明书(或论文)的“任务书”页后面;2、表中的“评分项目”及“权重”根据各系的考核细则和评分标准确定。
摘要随着工业自动化水平日益提高,,众多工业企业均面临着传统生产线的改造和重新设计问题。
PLC(可程序编程控制器)是以微处理器为核心的的工业控制装置,它将传统的继电器控制系统与计算机技术结合在一起,近年来在工业自动控制、机电一体化、改造传统产业的方面得到普遍的应用。
作为通用工业控制计算机,其实现了工业控制领域接线逻辑到存储逻辑的飞跃,在世界工业控制中发挥着越来越重要的作用。
鉴于此,设计者运用PLC的动能和特点设计出了一款饮料灌装生产流水线控制系统。
关键词:可编程控制器;顺序功能图;梯形图;饮料灌装;生产流水线;无人控制AbstractWith the increasing level of industrial automation, many industrial enterprises are faced with the transformation of traditional production line and re-design problem. PLC (programmable logic controller) is a microprocessor as the core of industrial control devices, it will relay the traditional control system combined with computer technology in recent years in industrial automation, mechanical and electrical integration, the transformation of traditional industries such as generally applied. As a general-purpose industrial control computer, the realization of industrial control wiring logical leap in logic to storage, industrial control in the world is playing an increasingly important role. In view of this, the designers of the use of PLC functions and features designed a beverage filling production line control system.Key Words:Programmable logic controller,Sequential Function Chart,Ladder Diagram,filling lines,Production line,No control目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)1、概述 (5)1.1.课题背景 (5)1.2.课题内容与要求 (6)1.2.1 课题名称 (6)1.2.2 课题要求 (6)1.2.3 设计任务和要求 (7)2、方案与论证 (7)2.1 主要设计思想 (7)2.1.1 饮料罐装生产流水线总体方案设计 (7)2.1.2 饮料灌装流水线的基本结构 (7)2.1.3 灌装流水线的工作原理 (8)3、软件设计 (8)3.1软件方案设计 (8)3.1.1 PLC软件方案设计的方法 (8)3.2 控制系统顺序功能图 (9)3.3 梯形图 (11)3.4 指令表 (12)4、硬件设计 (13)4.1 传感器的选择 (13)4.2 PLC控制系统外部接线图 (13)4.3 输入/输出接口(I/O)功能量 (14)5、利用软件PLC编程软件进行仿真运行调试 (15)5.1 启动系统 (15)5.2 空瓶记数过程 (15)5.3 灌装准备过程 (16)5.4 灌装过程、满瓶计数器计数及报警过程 (16)5.4.1 灌装系统 (17)5.4.2 报警系统 (17)5.4.3 満瓶记数系统 (17)6、设计小结与未来展望 (18)7、心得体会 (18)致谢 (20)参考文献 (21)附录....................................................................................................... 错误!未定义书签。
饮料罐装生产流水线的PLC控制

饮料罐装生产流水线的PLC控制第一篇:饮料罐装生产流水线的PLC控制目录摘要..............错误!未定义书签。
1、方案选择.......错误!未定义书签。
1.1实现方案...........错误!未定义书签。
1.2采用数字电路...............错误!未定义书签。
2、基本原理电路..........错误!未定义书签。
2.1原理与分析............错误!未定义书签。
2.2原理框图...........错误!未定义书签。
3、电路元件的选择及参数..........错误!未定义书签。
3.1 〈74LS148〉..........错误!未定义书签。
3.2 〈7447〉.................错误!未定义书签。
3.3 〈555〉............错误!未定义书签。
3.3.1 NE555构成的单稳态触发器..........错误!未定义书签。
3.3.2 NE555构成的多谐振荡器.......错误!未定义书签。
4、电路设计及仿真........错误!未定义书签。
4.1单元电路设计...............错误!未定义书签。
4.1.1彩灯设计电路.............错误!未定义书签。
4.1.2数字显示电路.............错误!未定义书签。
4.2 整体电路.................错误!未定义书签。
5、仿真分析.......错误!未定义书签。
5.1彩灯设计电路仿真...............错误!未定义书签。
6、收获、体会和建议......错误!未定义书签。
7、元器件清单.....错误!未定义书签。
8、主要参考资料..........错误!未定义书签。
第二篇:电镀生产的plc控制课程设计电气控制技术课程设计设计题目:电镀生产线的PLC控制专业班级:级自动化班姓名:学号:指导老师:日期:2016题目:电镀生产线的PLC控制一.课题分析课题要求本课题是为了电镀车间提高工效、促进生产自动化以及减轻劳动强度而设计的一种专门半自动起吊设备,采用远距离控制。
灌装饮料生产流水线的PLC控制

《机床电气与PLC》课程设计说明书题目灌装饮料生产流水线的PLC控制应用技术学院系机械设计制造及其自动化专业0681班05号学生姓名.指导教师.完成日期 2009年06月19日.湖南工程学院应用技术学院湖南工程学院课程设计任务书设计题目:饮料罐装生产流水线的PLC控制姓名系别应院专业机械设计制造及其自动化班级 0681学号 5指导老师教研室主任一、设计要求及任务1.设计要求(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作;(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警;(3)系统启动后,必须记录满瓶数,设最多不超过99999999瓶;(4)可以手动对计数值清零(复位)。
2.设计任务(1)绘制工作流程框图或顺序功能图;(2)绘制PLC的硬件接线图;(3)相关元器件的计算与选型,制定元器件明细表;(4)编写全程序梯形图或指令表,并通过调试;(5)编写设计说明书。
二、进度安排及完成时间1.设计时间:一周,2009年06月15日至2009年06月19日。
2.进度安排星期一~星期三:布置设计任务,查阅资料,熟悉设计要求及任务,软硬件设计。
星期四~星期五:整理资料,按格式撰写设计说明书,上交设计作业(打印稿及电子文档)。
目录1.工作流程图 (3)2.硬件设计 (4)3.软件设计 (6)4.系统调试 (9)5总结 (10)6致谢 (10)7参考资料 (11)2 硬件设计1 PLC的选型PLC的容量选择就是要选用合理的I/O点的数量,即在满足控制要求的前提下尽量减少I/O点的使用量,但须留有一定的备用量.。
在该系统中,共设计了13个输入量,10个输出量,所以应选用输入和输出点数均为16的三菱公司的FX系列可编程序控制器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
福建电力职业技术学院课程设计课程名称:《可编程控制器原理及应用教程》题目:饮料罐装生产流水线PLC梯形图控制程序设计与调试专业班次: 11电气六三姓名:周仁杰学号: 28指导教师:江道根老师日期: 2015.10.10引言 (3)1.设计任务 (3)1.1课题内容 (3)1.2控制要求 (3)1.3 课题要求 (4)2. 总体设计方案 (4)2.1饮料灌装流水线的基本结构 (4)2.2灌装流水线的工作原理 (5)3. 硬件控制设计 (5)3.1 PLC的选择 (5)3.2传感器的选择. (6)3.3硬件电路的设计 (6)4. 软件控制设计 (7)4.1系统流程图 (7)4.2 I/O接线图 (8)4.3 I/O分配表 (9)4.4梯形图 (9)4.5指令表 (11)5. 调试说明 (11)6.设计小结 (12)参考文献 (13)引言目前,饮料的灌装生产已经实现自动化,为了提高产品质量,缩短生产周期,适应产品迅速更新换代的要求,产品生产正向缩短生产周期、降低成本、提高生产质量等方面发展。
因此,饮料厂的自动化灌装生产线中有越来越多的机器在使用先进的灌装技术来提高机器的自动化控制水平和生产效率。
而应用PLC完成电气部分的控制是工业自动化电气控制的主要发展方向。
本次课设主要介绍全自动灌装生产线的基本概念。
全自动灌装生产线是由数台自动灌装机械经控制系统进行集中控制,并按照各自功能完成一定任务进行顺序、连续生产的一系列机器组合。
通过对饮料罐装自动控制的介绍,使我们对灌装这个行业有了更深的了解,也对自动化这个名词有了进一步的了解。
我国的饮料罐装自动化相对于西方发达国家来讲还有很大的差距。
设备陈旧,技术落后,成为阻碍我们灌装行业发展的一个严重问题。
鉴于这些问题,我国企业不断发展自身的实力,逐步朝着生产高速化、设备结构合理化、设备的多功能化、设备的绿色化、控制的智能化等方向发展。
推出适合自己需求的产品来。
本次课设就是朝着这个方向进行研究和设计。
1.设计任务1.1课题内容饮料灌装生产流水线PLC梯形图控制程序设计和调试1.2控制要求(1)统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。
(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警(报警方式为红灯以0.3S时间间隔闪烁)。
(3)灌装完一瓶须进行称重比较:若大于或等于700克为正品,并计数1次,计数满24瓶为一箱,并令蜂鸣器报警一次(鸣响1s);若小于700克则为次品,同时也计数1次,计满24瓶为一箱,并令蜂鸣器报警一次(鸣响2s)瓶装饮料的重量以模拟量的形式自模拟量通道A/D输入(重量Kg与模拟量电压输入及数字量的对应值可以自己设定)。
(4)可以手动对计数值及定时器清零(复位)1.3 课题要求(1)I/O编址(2)编程并调试(3)I/O端子接线图2. 总体设计方案2.1饮料灌装流水线的基本结构饮料灌装流水线的基本结构图2.1所示:图2.1 饮料灌装流水线的基本结构2.2灌装流水线的工作原理灌装流水线的运作是通过电机和灌装设备来控制的。
通过电动机的运转,带动流水线的工作。
而灌装设备的开通则直接控制饮料流通。
通过输入PLC软件程序,直接控制电机及流水线的运作.。
流水线由传感器实时监控,由PLC控制,控制准确。
自动化程度高。
3. 硬件控制设计3.1 PLC的选择(1)PLC的结构与特点:PLC的构成从结构上分,PLC分为固定式和组合式(模块式)两种。
固定式PLC包括CPU板、I/O板、显示面板、内存块、电源等,这些元素组合成一个不可拆卸的整体。
模块式PLC包括CPU模块、I/O模块、内存、电源模块、底板或机架,这些模块可以按照一定规则组合配置。
PLC编程简介体积小,重量轻,耗电少,接线编程简单,可靠性高,反应快,可靠性高,抗干扰能力强。
PLC一经出现,由于它的自动化程度高、可靠性好,设计周期短、使用和维护简便等独特优点,备受国内外工程技术人员和工商业界厂商的极大关注,生产PLC的厂商孕起。
随着大规模集成电路和微处理器在PLC 中应用,是PLC的功能不断得到增强,产品得到飞速发展。
目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业。
PLC常用程序设计语言简介方源可编程控制器程序设计语言。
在可编程控制器中有多种程序设计语言,它们是梯形图语言、布尔助记符语言、功能表图语言、功能模块图语言及结构化语句描述语言等。
其中梯形图程序设计语言是用梯形图的图形符号来描述程序的一种程序设计语言。
是最广泛,最受欢迎的一种编程语言。
它采用梯形图程序设计语言,程序采用梯形图的形式描述。
这种程序设计语言采用因果关系来描述事件发生的条件和结果。
每个梯级是一个因果关系。
在梯级中,描述事件发生的条件表示在左面,事件发生的结果表示在后面。
梯形图程序设计语言是最常用的一种程序设计语言。
它来源于继电器逻辑控制系统的描述。
在工业过程控制领域,电气技术人员对继电器逻辑控制技术较为熟悉,因此,由这种逻辑控制技术发展而来的梯形图受到了欢迎,并得到了广泛的应用。
(2)选择PLC:三菱公司是日本生产PLC的主要厂家之一。
该公司生产的FX2N系列机型属于高性能叠装式机型,是三菱公司上网典型产品,FX2N系列PLC具有数十种编程元件。
FX2N系列PLC编程元件的编号分为两部分:第一部分是代表功能的字母。
如输入继电器勇“X”表示、输出继电器用“Y”表示。
第二部分为数字。
数字为该器件的序号。
根据所需的用户输入输出设备及I/O点数,选择FX2N系列型的PLC就可以满足控制系统的要求。
3.2传感器的选择.通过对各个传感器的工作环境和用途的分析确定各个传感器的型号为灌装监测传感器选型为:光电传感器(热型红外线传感器)称重监测传感器的选型为:压力传感器(压阻式)采用红外线传感器来监测空瓶子的到来后动作,起到接通开关的作用。
它是利用被测物体热辐射引起敏感元件温度的变化进行测量。
常温下工作且价格更便宜,不受可见光的影响。
压电电阻型半导体压力传感器,灵敏度高,输出信号大,响应速度快,性能稳定且电阻值可在较宽的范围内调整以适应不同需要。
3.3硬件电路的设计电气控制原理图如图3.1所示:图3.1 电气控制原理图图3.1中断路器QF1、 QF2、 QF3、 QF4、 QF5将三相电源引入,同时QF1、QF2、 QF3、 QF4、 QF5为电路提供短路保护。
电动机的过载保护分别由三个继电器提供。
4. 软件控制设计4.1系统流程图图4.1 饮料罐装生产流水线系统流程图4.2 I/O接线图图4.2 I/O接线图4.3 I/O分配表表4.1 I/O分配表4.4梯形图图4.3 梯形图4.5指令表LD X0 LD T2 OUT T4 OR M0 ANI T1 K10 OUT M0 OUT Y5 OUT M3 LD M0 LD M2 LD C1 OR Y1 AND X3 RST C1 ANI X1 OR Y3 LD C2 OUT M2 ANI X4 OR M4 ANI M1 OUT Y3 ANI T5 OUT Y1 LD X3 OUT T5 LD X2 OUT C1 K20 OR M1 K24 OUT M4 ANI T1 LD M2 LD C2 OUT M1 AND X4 RST C2LD M1 OR Y4 LD X5 OUT T0 ANI X3 ZRST T0K10 OUT Y4 T5LD T0 LD X4 ZRST C1OUT Y2 OUT C2 C2OUT T1 K24 ENDK50 LD M3LD T0 ANI T4ANI T3 LD M4OUT T2 ANI T5K3 OUT Y6LD T2 LD C1OUT T3 OR M3K3 ANI T45. 调试说明(1)在电脑上安装GX-Developer软件,程序编号后,将程序输入GX-Developer软件中,在电脑上进行初步仿真调试。
(2)先将PLC程序传入程序控制器中。
(3)对各个输入I/O口给信号处理,看各个输出口是否有相应的输出,如果没有按照设计要求输出,对程序进行更改,直到各输出口有相应的输出。
(4)如果条件允许的话,用编程软件将程序输入PLC中,在确认PLC 的电源、外部接线和程序输入无误的情况下,接通电源,按照流程图的顺序进行调试,最终使整个系统能准确、可靠的运行。
第五章程序调试启动系统:当按下启动按钮X0,则程序由S0步变换到S20步,图中准确地表示出此时S20变为活动步,并驱动传送带电机运行,而S0则变为不活动步。
空瓶计数器计数:设置位置传感器检测到达预定罐装位置:当灌装设备下的光电传感器检测到有瓶子到达预定位置时则传送带驱动电机停转,定时器T0定时1s,为灌装做准备,与图中相符。
灌装过程、定时器T1定时、满瓶计数器计数及报警灯闪:定时器T1定时时间到传送带自动启动:当定时器T1定时5s时间到,则程序跳转到S20步即实现了传送带自动启动。
组态王监控画面6.设计小结通过饮料罐装生产流水线的PLC控制课程设计,掌握了什么是设计程序,设计程序工作的基本过程及各阶段的基本任务,熟悉了设计程序总流程图,加深了对PLC的理解,课本上的知识是机械的,表面的。
通过努力把课本上的知识变得更为简单,对实验原理也有了更深的理解。
通过这次课程设计,使我更为全面系统的了解PLC的构造原理和基本实现方法。
把课本的知识变得生动有趣,激发了我们的学习积极性,把学过的原理加以强化,把课堂学过的知识通过自己的设计程序表示出来,加深了对理论知识的理解。
现在通过自己的动对手做实验,理论联系实际,对PLC的原理认识更加深刻。
在调试时应该很仔细,一步一步调试下来,做到准确无误。
这次课程使我意识到只有理论知识是远远不够的,只有把所学的理论知识与实践相结合起来,才是正确的,才能提高自己动手能力和独立思索的能力。
同时对于PLC发展历史、强大功能、应用领域以及系列知识得到了大概的系统认识,也初步了解了一个完整的系统开发的过程,本次课设,对于创造思维的培养和开发能力的锻炼有很大的帮助。
在编程过程中,领略到了熟能生巧的含义。
编程不仅要求有良好的基础,而且要求对各种程序有深刻的了解,同时深切感受到团队合作的重要性,尤其是在查资料的过程中,人多力量大,大家一起努力,查找资料的效率就提高了许多,大家在一起探讨,相互学习,分工细化,互相提高,解决问题的速度就快多了。
老师知识的帮助,经验的传授,也是本次课设的一道美丽的风景线,真正起到了抛砖引玉的目的。