立式圆筒形储罐设计探讨
立式钢制圆筒焊接储罐排版技巧

一.排版概述在石油化工类储罐施工过程中,通常在施工准备阶段,要利用计算机绘图工具根据图纸要求和规范标准对储罐的底板,壁板,顶板进行排版,以达到合理采购材料,降低施工成本,方便施工的目的。
本文在参考相关行业标准和前人总结的经验基础上,结合现场施工过程中经历整合而出一种综合排版方法,希望能对提高同行业施工质量起到一定的作用。
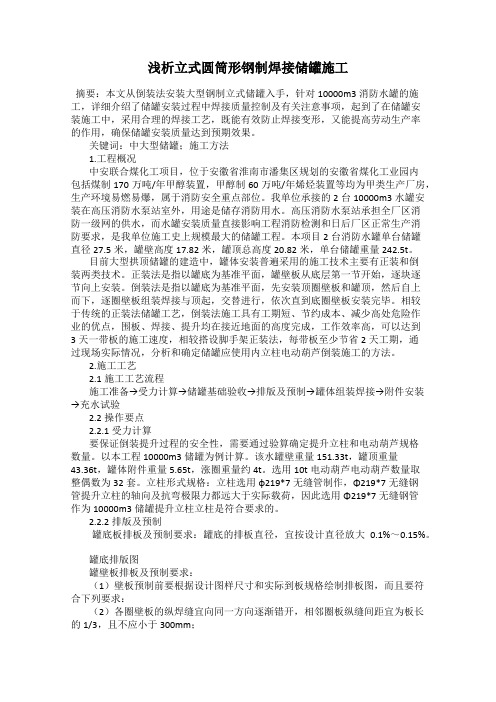
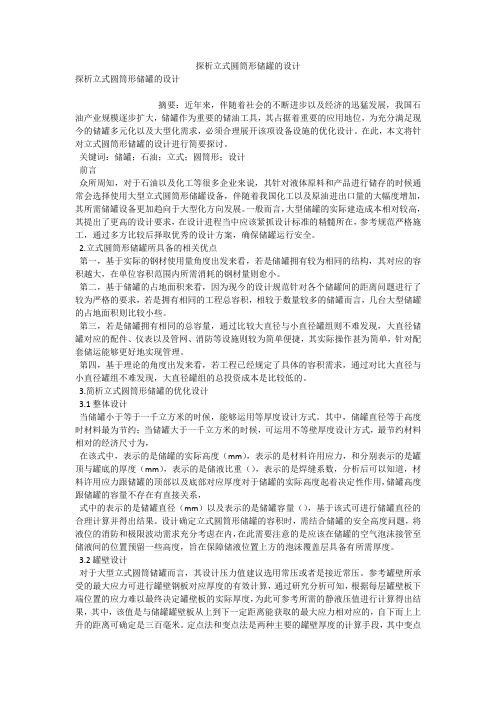
二.底板排版原则及难点分析立式储罐排版按板材排列形式分大致可分为条形排版、丁字形排版、人字形排版等三种,如下图所示。
一般来说,储罐底板排版的钢板选用原则是:大板为主,中板为辅,小板为补;从中心轴线开始铺,对称向两边依次排列;所选用的钢板规格尽可能少,最优化的排版是所有钢板规格一致。
根据储罐底板的直径尽可能选用较大的板材进行排版,这样可减少焊接工作,降低底板因为较多热输入焊接而引起的变形误差,提高施工质量,减少焊材消耗。
条形排版图丁字形排版图人字形排版图(1)带弓形边缘板的底板排版条形排版图为100003m储罐的排版图,其中2#,4#,5#,7#,11#,15#,16#,18#,22#板均为最大尺寸的钢板12000*2000*8的规格;1-1,3-1,6-1,8-1,9-1,10-1,12-1,13-1,17-1,18-1,20-1,21-1, 23-1,24-1板均为中板,做为大板的辅助,对大板覆盖剩余的部分进行填补;以上两种板是从中心线纵向放置排版,排到距离边缘剩余1~2倍板宽时应改为横向放置。
最后用不规则形状的小板进行各个边角补缺口,排版的过程中需要注意搭接量,一定要在图中实际画出来,并且在排边角小板时要注意各个焊缝间距离和最小直角边必须符合规范要求。
难点分析:1)如何确定底板边缘板排版合适的板宽,板长?大型储罐底板一般设置边缘板,边缘板一般取偶数,边缘板的个数即是底板圆的外切正多边形的边数。
边缘板的排版首先要计算放大后的底板圆,通过圆整方法结合能够采购到的板长板宽确定合适的边缘板个数,(通常普通碳素结构钢板长2~12m都有,不锈钢有些型号板长结合现场采购情况)例如:图1中直径30m的储罐底板,周长C=94.2m,如果边缘板分为18块,第一步,在底板圆画好;第二步,画底板圆的外切正十八边形,正十八边形边长为5322mm,以此边长作为所用钢板的参考长度,如图2所示。
浅析立式圆筒形钢制焊接储罐施工
浅析立式圆筒形钢制焊接储罐施工摘要:本文从倒装法安装大型钢制立式储罐入手,针对10000m3消防水罐的施工,详细介绍了储罐安装过程中焊接质量控制及有关注意事项,起到了在储罐安装施工中,采用合理的焊接工艺,既能有效防止焊接变形,又能提高劳动生产率的作用,确保储罐安装质量达到预期效果。
关键词:中大型储罐;施工方法1.工程概况中安联合煤化工项目,位于安徽省淮南市潘集区规划的安徽省煤化工业园内包括煤制170万吨/年甲醇装置,甲醇制60万吨/年烯烃装置等均为甲类生产厂房,生产环境易燃易爆,属于消防安全重点部位。
我单位承接的2台10000m3水罐安装在高压消防水泵站室外,用途是储存消防用水。
高压消防水泵站承担全厂区消防一级网的供水,而水罐安装质量直接影响工程消防检测和日后厂区正常生产消防要求,是我单位施工史上规模最大的储罐工程。
本项目2台消防水罐单台储罐直径27.5米,罐壁高度17.82米,罐顶总高度20.82米,单台储罐重量242.5t。
目前大型拱顶储罐的建造中,罐体安装普遍采用的施工技术主要有正装和倒装两类技术。
正装法是指以罐底为基准平面,罐壁板从底层第一节开始,逐块逐节向上安装。
倒装法是指以罐底为基准平面,先安装顶圈壁板和罐顶,然后自上而下,逐圈壁板组装焊接与顶起,交替进行,依次直到底圈壁板安装完毕。
相较于传统的正装法储罐工艺,倒装法施工具有工期短、节约成本、减少高处危险作业的优点,围板、焊接、提升均在接近地面的高度完成,工作效率高,可以达到3天一带板的施工速度,相较搭设脚手架正装法,每带板至少节省2天工期,通过现场实际情况,分析和确定储罐应使用内立柱电动葫芦倒装施工的方法。
2.施工工艺2.1施工工艺流程施工准备→受力计算→储罐基础验收→排版及预制→罐体组装焊接→附件安装→充水试验2.2操作要点2.2.1受力计算要保证倒装提升过程的安全性,需要通过验算确定提升立柱和电动葫芦规格数量。
以本工程10000m3储罐为例计算。
立式圆筒型储罐综述
立式圆筒型储罐综述摘要:本文介绍了立式圆筒型储罐的组成部分、分类、设计标准等问题,并阐述了储罐的容积、经济尺寸以及材料的确定方法,并提出储罐大型化给设计、制造、使用带来的问题,引起相关人员的注意。
关键词:立式圆筒型;储罐;一、前言近几年,我国的工业飞速发展,国家加大了对石油与原油的资金投入力度,储罐的需求量也必将逐渐增多,国家对于储罐的要求也越来越严格,科学合理安全的储罐成为以后的趋势。
现在最为常用的就是立式圆筒型储罐,本文针对立式圆筒型储罐的特点,对立式圆筒型储罐的设计进行了探讨与研究,希望在不久的未来我们可以生产出最为科学,最安全合理的储罐。
二、立式圆筒形储罐的组成立式圆筒形储罐由以下部分组成:罐底板、罐壁板、罐顶以及其它附属部件。
1、罐顶罐顶是储罐重要的组成部分之一,由于抽空和储存油品温度变化在气相空间形成负压,因此要求罐顶能承受负压以及罐顶自重、雪荷载、活荷载的能力,从而保证储罐整体的稳定性。
目前储罐顶结构主要有三种:锥顶结构、拱顶结构和钢网壳结构。
2、罐壁板在储罐罐体总质量中,罐壁钢材的质量占到35%-50%,是储罐最重要的组成部分。
罐壁板厚度的大小是整个储罐的钢材使用量和总重量的决定性因素,是判断储罐是否经济合理最关键的标准。
目前,储罐各层壁板间的连接方法均采用对接形式。
国内储罐设计标准GB50341-2003中规定,当各圈板厚度不同时,以内径齐平为标准。
如何使储罐的罐壁在满足储罐的强度、刚度和稳定性的前提下,使罐壁的重量最小,并且使各圈壁板的纵环焊缝长度最短,是罐壁设计时最先考虑的方面之一。
3、罐底板储罐的罐底板与罐基础是紧密连接的,因此对罐底板日后的维修是非常困难的。
所以,罐底板质量的优劣对储罐寿命和储罐存储液体的产品质量起着决定性的影响。
罐底板一般由多张钢板按照一定的排版形式焊接组成。
因此,焊接质量的好坏将成为整个罐底板质量鉴定的重要标准。
所以,如何使罐底板在满足它的力学性能要求的基础上,降低罐底板焊接的难度,是罐底板设计中最重要的考虑因素。
立式圆筒形储罐瓜皮板展开扇形板设计计算
立式圆筒形储罐瓜皮板展开扇形板设计计算储罐是一种用于储存液体或气体的设备,其中一种常见的类型是立式圆筒形储罐。
瓜皮板是储罐的一个重要部分,用于连接罐体和顶部结构。
展开式瓜皮板是制作瓜皮板的一种常用方法,本文将介绍立式圆筒形储罐瓜皮板的展开设计计算。
1.确定储罐的内径和高度,根据设计要求和储存液体或气体的性质确定储罐的尺寸。
2.计算瓜皮板的展开长度。
展开长度可以通过计算扇形板的弧长来确定。
扇形板的弧长可以使用下面的公式来计算:弧长=θ/360×2πR其中,θ为扇形板的角度,R为储罐的内径。
展开长度等于扇形板的弧长。
3.计算瓜皮板的展开宽度。
展开宽度等于储罐的高度。
4.确定扇形板的角度。
角度可以通过展开长度和展开宽度之间的比值来计算。
角度可以使用下面的公式来确定:θ=(展开长度/展开宽度)×3605.确定扇形板的切割尺寸。
切割尺寸可以通过将展开宽度划分为若干个等分来确定。
每个等分的宽度就是扇形板的切割尺寸。
6.进行切割和焊接成型。
根据切割尺寸将扇形板划分为若干个小块,然后逐个焊接成型。
注意要保证焊接的牢固性和密封性。
以上就是立式圆筒形储罐瓜皮板展开设计计算的基本步骤。
在实际设计中,还需要考虑到材料的厚度、焊缝的尺寸和连接方式等因素。
设计师还需要根据特定的工艺要求和安全规范进行设计,以确保储罐的可靠性和安全性。
总之,立式圆筒形储罐瓜皮板的展开设计计算是储罐制造过程中的重要环节。
合理的设计计算可以确保瓜皮板的准确度和质量,从而提高储罐的运行效率和安全性。
设计师需要熟悉相关的计算方法和标准,具备一定的工程知识和经验,以便能够设计出符合要求的展开式瓜皮板。
立式圆筒储罐基础施工设计探讨
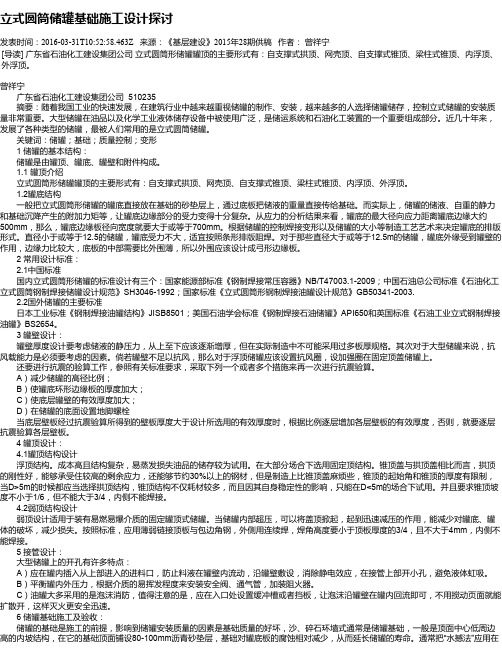
立式圆筒储罐基础施工设计探讨发表时间:2016-03-31T10:52:58.463Z 来源:《基层建设》2015年28期供稿作者:曾祥宁[导读] 广东省石油化工建设集团公司立式圆筒形储罐罐顶的主要形式有:自支撑式拱顶、网壳顶、自支撑式锥顶、梁柱式锥顶、内浮顶、外浮顶。
曾祥宁广东省石油化工建设集团公司 510235摘要:随着我国工业的快速发展,在建筑行业中越来越重视储罐的制作、安装,越来越多的人选择储罐储存,控制立式储罐的安装质量非常重要。
大型储罐在油品以及化学工业液体储存设备中被使用广泛,是储运系统和石油化工装置的一个重要组成部分。
近几十年来,发展了各种类型的储罐,最被人们常用的是立式圆筒储罐。
关键词:储罐;基础;质量控制;变形1 储罐的基本结构:储罐是由罐顶、罐底、罐壁和附件构成。
1.1 罐顶介绍立式圆筒形储罐罐顶的主要形式有:自支撑式拱顶、网壳顶、自支撑式锥顶、梁柱式锥顶、内浮顶、外浮顶。
1.2罐底结构一般把立式圆筒形储罐的罐底直接放在基础的砂垫层上,通过底板把储液的重量直接传给基础。
而实际上,储罐的储液、自重的静力和基础沉降产生的附加力矩等,让罐底边缘部分的受力变得十分复杂。
从应力的分析结果来看,罐底的最大径向应力距离罐底边缘大约500mm,那么,罐底边缘板径向宽度就要大于或等于700mm。
根据储罐的控制焊接变形以及储罐的大小等制造工艺艺术来决定罐底的排版形式。
直径小于或等于12.5的储罐,罐底受力不大,适宜按照条形排版阻焊。
对于那些直径大于或等于12.5m的储罐,罐底外缘受到罐壁的作用,边缘力比较大,底板的中部需要比外围薄,所以外围应该设计成弓形边缘板。
2 常用设计标准:2.1中国标准国内立式圆筒形储罐的标准设计有三个:国家能源部标准《钢制焊接常压容器》NB/T47003.1-2009;中国石油总公司标准《石油化工立式圆筒钢制焊接储罐设计规范》SH3046-1992;国家标准《立式圆筒形钢制焊接油罐设计规范》GB50341-2003.2.2国外储罐的主要标准日本工业标准《钢制焊接油罐结构》JISB8501;美国石油学会标准《钢制焊接石油储罐》API650和英国标准《石油工业立式钢制焊接油罐》BS2654。
小型立式圆筒形钢制储罐防变形措施浅析
中经常遇到的变形情况及防范措施谈一下我个人 的见解。 了减小焊缝收缩的约束度 。如果 条件 允许 , 由底板 中心对称 的两条 立式圆筒形储罐是工业项 目中常用的储罐形式 , 中薄壁储罐 长缝的中心同时向两侧退焊效果会更好。 其 在制作安装过程 中最易出现变形。通常板厚小于 1 mm 的储罐我 2 底板 总体焊接顺序为
对于对接焊缝 , 合理 的坡 口 形式 是 非 常重 要 的 。V型 坡 口对 接 形。如果设计没有对底板的拼 装形式作 出规定 , 罐体直径较 大的情 焊 缝 的横 向收 缩量 大于 X型 带钝 边 对 接焊 缝 的横 向收 缩 量 , 因此 对 况下 , 最好采用搭接形式拼装 。因为角焊缝的焊接变形量比对接焊缝 接形式的底板最好采用 X型坡 口, 双面焊接。但是 需要注意底面焊 小 ,采用角焊缝可 以较好 的控 制底板的 变 形 。 在 拼 装形 式 固定 的情 况 接前应该先清根。第一面焊接时 , 焊接顺序可 以按 照前面所述底板 下 , 理 的焊 接 顺 序 及合 理 的焊 接 参 数 就成 了 防变 形 措施 的重 点 。 合 焊 接 顺 序 。X型坡 口双 面 焊 接 变形 小 的原 因有 两 方面 。相 对 于 V型
过 程 中 受 热 变形 比厚 板 大 , 以 薄 壁储 罐 的焊 接 变 形 更 为 明 显 和 难 缝焊接完毕。但不要焊接中幅板与边缘板或中幅板与壁板 的焊缝。 所 以控 制 。焊 接 变形 是 由于 钢 板 在 焊 接 过程 中不 均 匀 受 热 引起 的。焊
缝 附近 金 属 受热 膨 胀 , 生 向 外 的压 应 力 , 到 周 围 金 属 的挤 压 , 产 受 在 退 焊 。最 好 底 板 中 心 两 侧 对称 的两 条 长 焊缝 同时 同向 施焊 。然 后 由
立式圆筒形储罐环形边缘板的设计原理及应用分析
Ema i l : g y 21 3 2 @c I a hl u e n g . C O n l 。
油 化 1 } 殳 街
罐底 的连 接部 什 . 没 汁 的 确 与 否 I ' 1 2 接 影 响 剑
环形 边 缘板 的划 定 条什蓐 异较 人 , 涉 及剑材 料 、 力、 直 等 多方 因素 , 但 其 本质 郁足 以底 圈壁 板 的 向化 移 为依 据 , 考 底 圈 饭 J 罐 底 板 的 变
液 体 静 力的 作 , T J . 罐壁 会沿 川 J , 1 J 发生 弹性 变形 .
够 加准确 合删 地 J - 川 没计 规范 。
l 环 形 边 缘 板 的 设 置 条 件
导致罐 l 沿 阳发生 化移 。f f l 底 圈罐 肇 j 环形 边 缘板 的连 接 处 , 罐 壁 的这种 变形 趋势受 剑 限制 , 此存 该化胃将 产乍 i 向外 侧 的 旋转 变形 协 调 , 如
行 解析 . 并 对 计 算 公 式进 行推 导 , 说 明 了 上述 标 准 中环 形 边 缘 板 的 厚 度 、 最 小 内伸 长 度 和 外 仲 长 度 设 计 的理
论依据 , 提 出 了使 用标 准 中 的规 则 和 运 用 公 式 进 行 设 计 时 应 注 意 的 问 题 。 关键 词 : 储罐 环形边缘板 设 计
以 底 圈罐 壁 的 材 质 和 应 力 的 大 小 确 定 是 否设 置 环形 边 缘板 规定油罐直径超过 3 0 m 或 最 下 圈 罐 壁 板 厚度 超 过 1 5 r i l m, 或 采用 高强 度钢时 , 应 设
置 环 形 边缘 板
收 稿 日期 : 2 ( ) l 7( ) 6 l 5 。
图 1所 , J 。
立式圆筒形钢制焊接储罐施工技术交底
立式圆筒形钢制焊接储罐施工技术交底一、储罐结构设计储罐结构设计应根据所储存液体、储存量、场地条件及安全要求等要素综合考虑,最终确定罐体直径、高度、壁厚、底部类型等。
储罐的设计应符合国家相关标准要求,例如在设计前应进行储罐容器强度计算,根据当地地质条件选择安全的承台方式等。
二、基础施工储罐的基础施工是储罐工程的重要组成部分。
首先,根据设计图纸要求设置好测量基线和高程标准点,做好场地清理工作。
其次,根据设计图纸施工,浇筑混凝土基础,设置好储罐支撑座。
在进行基础施工时,要注意基础的强度和稳定性,以及设置储罐底部防腐措施,防止基础底部被腐蚀。
三、储罐制作储罐制作是储罐工程的重要环节。
首先,在储罐制作过程中要注意材料的选择,应选择符合国家标准的材料。
同时,储罐制作要注意焊接质量和质量监控。
在高空作业时,要落实高空安全措施,确保施工人员人身安全。
四、储罐砂光处理储罐制作完成后,需要对焊接部位进行砂光处理。
砂光处理的目的是去除焊接部位的毛刺和劣质焊接,保障焊接良好密封。
在砂光处理过程中,应保证砂光粗细度的合适,掌握正确的操作流程,确保各部位砂光处理到位,切勿马虎。
五、涂装和防腐处理涂装和防腐是储罐工程中十分重要的一环。
首先,要选择质量好、符合规范的涂料。
其次,要根据设计图纸的要求,进行正确的涂装流程和防腐处理流程,保证储罐的耐候性、防腐性和装卸液体的安全性。
在进行涂装和防腐处理时,应严格按照国家标准进行,确保质量和效果。
六、储罐安装储罐安装是储罐工程的最后一步,也是其中非常关键的一步。
在安装时,要确定设备和构建物的相对位置,注意安装序列,确保储罐安装妥当。
在将储罐立起来后,应对其进行各项测试,检验罐体的密封性和稳定性。
经过测试合格后,方可投入使用。
七、安全问题在储罐工程的施工和使用中,安全问题是非常关键的。
在施工过程中,应遵守各项安全规定和标准,确保施工人员人身安全。
在使用储罐期间,应定期检查和维护,保障储罐运行的安全性和稳定性。
立式圆筒形钢制焊接储罐罐底设计

立式圆筒形钢制焊接储罐罐底设计1.1 罐底板尺寸1.1.1 除腐蚀裕量外,罐底板的厚度不应小于表5.1.1的规定。
表5.1.1 罐底板厚度表5.1.2 环形边缘板厚度1 罐壁内表面至边缘板与中幅板之间的连接焊缝的最小径向距离不应小于下式的计算值,且不应小于600mm ;2t m L = (5.1.3)式中:L——罐壁内表面至环形边缘板与中幅板连接焊缝的最小径向距离(mm);mt——罐底环形边缘板的名义厚度(mm);bR——罐底环形边缘板标准屈服强度下限值,MPa;eLH——设计液位高度(m);wρ——储液相对密度,且取值不应大于1.0;γ——水的密度系数,MPa/m,取9.81/1000。
2底圈罐壁外表面沿径向至边缘板外缘的距离,不应小于50mm,且不宜大于100mm。
1.1.4罐底边缘板的厚度和宽度还应满足抗震的要求。
1.1.5罐底中幅板的钢板宽度不宜小于1600mm。
1.2 罐底结构1.1.1储罐内径小于12.5m时,罐底可不设环形边缘板;储罐内径大于或等于12.5m时,罐底宜设环形边缘板(图5.2.1)。
(a)不设环形边缘板罐底(b)设环形边缘板罐底图5.2.1 罐底结构1-中幅板;2-非环形边缘板;3-环形边缘板1.1.2环形边缘板外缘应为圆形,内缘应为正多边形或圆形;内缘为正多边形时,其边数应与环形边缘板的块数相等。
1.1.3罐底板可采用搭接、对接或二者的组合(图5.2.3-1、图5.2.3-2)。
下列情况应采用对接焊缝:1 罐底环形边缘板之间的焊缝;2 名义厚度大于10mm 的罐底板之间的焊缝;3 当罐底不设置环形边缘板时,罐壁下方罐底边缘板外缘处的焊缝,由罐壁内侧向内计算对接焊缝长度不应小于150mm 。
注:1 此处削边,坡度1:3~1:4;2 此处不开坡口或V 型坡口。
1.1.4 采用搭接时,中幅板之间的搭接宽度宜为5倍板厚,且实际搭接宽度不应小于25 mm ;中幅板宜搭接在环形边缘板的上面,实际搭接宽度不应小于60mm 。
立式圆筒形储罐的选型
立式圆筒形储罐的选型摘要石油库是用来存储、接收、发放和输转油品的危险品仓库。
根据油品的性质确定油罐的种类,然后根据油库运营情况确定库容,进而确定油库的储罐大小,完成油库储罐的选型工作。
关键词油库储罐种类储罐大小1. 油库储罐种类选择石油库是用来存储、接收、发放和输转油品的危险品仓库。
油品储存的主要方式有散装油品储存和整装油品储存,散装油品储存的主要容器是储油罐。
一般常采用金属油罐,金属油罐分为立式圆筒形和卧式圆筒形。
本文主要介绍石化化工仓储转运立式油罐的选型设计。
立式圆筒形油罐顾命思议就是罐体垂直于地面的储罐,由罐顶、罐壁和罐底组成,是目前使用最为广泛的储罐。
立式储罐分类根据罐顶结构类型分类,主要有供顶油罐、浮顶油罐及内浮顶油罐。
在油库设计确定油罐类型时主要根据储存物料的性质来选择不同类型的储罐。
拱顶油罐,罐顶为球缺形,球缺半径一般为油罐直径的1.2倍。
浮顶油罐有一个浮盘在油面上面,可以随着液位的高低而升降。
内浮顶油罐不仅有一个浮盘,而且有一个拱顶,具有拱顶油罐和浮顶油罐的优点,因而运用较广。
根据GB50160-2008 石油化工企业设计防火规范6.2 ,存储甲B、乙A类的液体应选用金属浮舱式的浮顶或内浮顶罐。
对于有特殊要求的物料,可选用其他型式的储罐。
存储沸点低于45℃的甲B类液体宜选用压力或低压储罐。
甲B 类液体固定顶罐或低压储罐应采取减少日晒升温的措施。
对于其它乙类、丙类液体存储的罐体可选用拱顶油罐。
在油罐选择时还可以根据物料的特性和三种立式油罐的特性进行选择,例如内浮顶油罐,由于浮盘与油面间几乎不存在气体空间,因此可以大大减少油品蒸发损耗,还可以提高存油的安全性;浮盘由于有固定顶盖的遮挡,浮盘上不会积聚雨水,可以避免尘埃、风沙对油品的污染,因此运用范围更广泛,许多乙类甚至丙类易挥发的液体也采用此类储罐。
例如乙二醇为丙A类,存储时选用内浮顶储罐。
有些物料由于化学性能的特殊性,例如有毒、遇氧易聚合、吸湿易氧化常需要加氮封,因此采用拱顶罐(固定顶罐)。
大型立式圆筒油罐设计中问题探讨

p 一储 液相对密度 ( 取储液与水 密度 之比) ; [ 6 】 一 设计温 度下钢板的许用应力 ( MP a ) ;
[ 6 ] , 一 常温下钢板的许用应 力; 焊接接 头系数 ( O . 9 )
一
a ) 正 圆锥型 : 这种罐 底及其基础呈 正圆锥 形, 中间高, 四周低。 其罐 底坡 度按 1 . 5 % 设 置。 这 种结构特点如下:
( b J 设环形边缘板 镛戚
( 1 ) 罐壁厚度计算 通常有三种方 法 : 定 点法 , 变点法及应 力分析法。 罐 底板的坡 度选择 。 目 前 在食用油行业中, 主要考虑到储罐 的清洗 我国设计 标准 采用定点法 。 G B 5 0 3 4 卜2 0 0 3《 立式 圆筒形钢制焊 接油 罐 和容量大 小主要要以下两种 罐底型式 见下图
设计规范 》 就采用此方 法, 壁厚计算公式
t a= =
tt = =
t 一 储存介质条件下管壁板的计算厚度 ( mm) ; t , 一 储存介质条件下管壁板的计算厚度 ( mm) ;
D一 油罐 内径 ( m); H 一 计算液位高度 ( m) ;
孵 正锥型
{ 倒港 型
是:
缘板 , 大于等于1 2 . 5 m时, 罐底 板宜设环形边缘板 。 ①从材料用量上 , 大型化储罐较 同容 积几个 储罐钢 材耗量 越小 。 ②从 占地 面积 上 , 由于相关 设计 规范 对于 储罐 之 间的距离要 求表
严格 , 但 是 同储 量的油 罐 , 大 型储罐 较小 储罐 的占地面积要小 , 从而 减 少用地 , 节约土 地资源。
向应 力决定 罐 壁厚度 。 在罐 壁板 纵焊 缝 和环 焊缝 中, 纵 焊 缝的 质量起 此 时油脂 放净 口不一定 处于罐 底最低处 , 造成油脂不 易排 净, 与其他批 很大的 作用 。 合适的焊 缝形式 及焊接 工艺是 保证 焊缝 质量的前提 , 所以 次或 品种的油脂混 合。 对罐 壁的纵焊 缝一定采用全 焊透结 构。 壁板较厚 时 ( >6 mm) 采用开坡 ④所造 成的 凹凸变 形,易造成 积水和杂 志的沉淀 , 从而加剧 了罐底 口, 坡 口形 式 由单面Y形、 单面U形、 双面 Y形 、 单 面U形 。 的腐 蚀 。 加 之罐 底 板尤其 中幅板 厚度较 薄 , 易使 罐底 腐蚀 穿孔造 成泄 ( 3 ) 罐壁 刚度也是决 定罐 壁 质量 重要 条件之一 , 大 型油罐 是一 种薄 漏 。 正 圆锥 形罐 底是 传统 的罐底 形式 , 是目 前使用最 为广 泛的形 式, 尤 壳板 柔性 结构 , 如何 确 保在风 载荷 或负压 或者 两者 同时 作用下储罐 的 其适用在 大型立式储罐 罐底形式 。 稳定性 , 是储罐 设计 中需 要考虑的另一个重要问题 。 油罐 一般会发 生整 b ) 倒 圆锥 型 : 这种 罐 底及 基础呈 倒圆锥形 , 中 间低 , 四周高 。 罐底 体倾覆 或滑移 、 壁 板轴 向失稳 、 凹憋 。 所 以在设 计过 程中需 要考虑 各种 坡度一 般设 置2 % 5 %。 在罐 底中央设 置集油槽 , 沉 降的杂质和存 液集 中
立式圆筒形钢制焊接储罐设计标准(一)
立式圆筒形钢制焊接储罐设计标准(一)立式圆筒形钢制焊接储罐设计标准引言•大型工业设施中的储罐在承载和储存液体或气体、保护环境等方面起着至关重要的作用。
•立式圆柱形钢制焊接储罐作为一种常见的储存设备,其设计标准对于保障安全运行和防止泄漏有着重要意义。
储罐的基本要求1.结构强度要求:–确保储罐能够经受住内外压力的作用,例如内部液体压力、外部风压等。
–基于材料强度和设计参数,计算出储罐的最小壁厚和强度要求。
2.密封性要求:–防止储罐内部液体泄漏或外部空气进入。
–采用密封结构和密封材料,确保储罐具有良好的密封性能。
3.稳定性要求:–防止储罐因外力或自然因素引起倾覆或破坏。
–采用结构稳定的设计和适当的支撑装置,确保储罐具有良好的稳定性。
4.材料要求:–储罐的材料要具有良好的耐腐蚀性、耐高温性和耐压性。
–选用合适的材料,并根据工况条件进行设计和检验。
设计标准的作用•设计标准是确保储罐设计合理、安全可靠的指导性文件。
•标准中规定了储罐的结构要求、安装要求、检验要求等内容,为储罐的设计、制造和使用提供了基本依据。
常见的设计标准1.《GB 》:焊接钢制储罐常压设计规范–此标准适用于体积大于等于30m³的立式、圆柱形、焊接钢制储罐的设计。
2.《API STANDARD 650》:Welded Tanks for Oil Storage–美国石油协会制定的储罐设计、建造和安装标准。
–适用于储罐的结构、材料、施工和防腐处理等各个方面。
3.《EN 14015》:Specification for the design andmanufacture of site built, vertical, cylindrical, flat-bottomed, above ground, welded, steel tanks for thestorage of liquids at ambient temperature and above–欧洲标准,适用于储罐的设计和制造。
大型立式圆筒形储罐的结构设计及焊接工艺设计毕业论文

Q235储罐毕业设计[作者:刘侨系别:机电工程系班级:焊接1201学院:四川建筑职业技术学院内容摘要油品和各种液体化学品的储存设备—储罐,是石油化工装置和储运系统设施的重要组成部分。
近几十年来,发展了各种形式的储罐,但最常用的还是立式圆筒形储罐。
本文设计的即为立式圆筒形储罐。
立式圆筒形储罐需在现场施工,并且外观及内部结构设计上要经济适用,另外在设计的过程中注意储罐所受的自然环境对储罐的影响,如增强储罐的防风、防雪、抗震等功能。
根据储存介质的要求来进行立式圆筒形储罐的选材,本文中储罐的介质为煤油,罐体采用Q235A 钢材。
罐壁结构采用不等厚罐壁,罐底采用设环形边缘板罐底,罐顶采用拱顶结构。
根据施工现场的环境要求及储罐钢材、罐身厚度等参数选择合适的焊接方法及焊接材料,采用埋弧焊及手工电弧焊结合的焊接方法,做到所使用的方法快速简便且耐用。
最后是对储罐整体进行检测。
本文参照压力容器、大型储罐等标准,结合设计经验,着重阐述了大型立式圆筒形储罐的结构设计及焊接工艺设计的要点。
关键词:立式储罐;埋弧焊;手工电弧焊;焊接结构;焊接工艺AbstractOil and various liquid chemicals storage equipment - tanks, chemical plant and oil storage and transportation facilities, an important component of the system. As the vertical cylindrical storage tanks need to site construction, which in appearance and structure design to achieve economical and pay attention to the natural environment of the storage tank storage tank suffered the impact of the design process to be enhanced, to reach wind, snow, earthquake, etc. role. This tank wall structure using ladder-type tank wall, tank bottom edge of plate with circular tank bottom set, tank top with dome structure. Storage medium according to the requirements of the selection of vertical cylindrical tanks, the media in this article for the kerosene tank, tank with Q235A steel. According to the construction site environmental requirements and tank steel, body thickness and other parameters can select the appropriate welding methods and welding materials, this paper combined with submerged arc welding and manual arc welding method, the method used to achieve fast and easy and durable. Finally, the iterative experiments on the overall test.This reference pressure vessels, large tanks and other standards, combined with design experience, focusing on the large vertical cylindrical storage tank structural design and welding process design elements.Keywords:Vertical Tank;SAW;Manual metal arc welding目录()1 绪论 (1)1.1 立式圆筒形储罐的发展 (1)1.2 Q235A钢材 (2)1.3 埋弧焊 (2)1.4 手工电弧焊 (3)2 立式圆筒形储罐的罐壁设计 (4)2.1 储罐的整体设计 (4)2.2 储罐的强度计算 (4)2.2.1 储罐壁厚计算 (4)2.2.2 储罐的应力校核 (5)2.3 储罐的风力稳定计算 (5)2.4 储罐的抗震计算 (6)2.4.1 地震载荷的计算 (6)2.4.2 抗震验算 (8)2.4.3 液面晃动波高计算 (10)2.4.4 地震对储罐的破坏 (10)2.4.5 储罐抗震加固措施 (10)2.5 罐壁结构 (11)2.5.1 截面与连接形式 (14)2.5.2 罐壁的开孔补强 (16)2.5.3 壁板宽度 (17)3 立式圆筒形储罐的罐底设计 (18)3.1 罐底结构设计 (18)3.1.1 罐底的结构形式和特点 (18)3.1.2 罐底的排板形式与特点 (18)3.2 罐底的应力计算 (20)4 立式圆筒形储罐的罐顶设计 (18)4.1 拱顶结构及主要的几何尺寸 (18)4.2 扇形顶板尺寸 (19)4.3 包边角钢 (26)5 储罐的附件及其选用 (27)5.1 透光孔 (27)5.2 人孔 (28)5.3 通气孔 (29)5.4 量液孔 (30)5.5 储罐进出液口 (30)5.6 法兰和垫片 (31)5.7 盘梯 (31)6 备料工艺 (33)6.1 原材料储备 (33)6.2 钢材的预处理 (34)6.2.1 钢材的矫正 (34)6.2.2 钢材的表面清理 (35)6.3 放样、号料 (35)6.4 下料和边缘加工 (26)6.5 弯曲和成型 (26)7 装备工艺 (28)7.1 整体装配与焊接 (28)7.1.1 装配方法概述 (28)7.1.2 倒装法装配和焊接 (28)7.2 部件装配与焊接 (29)7.2.1 罐底的组装 (29)7.2.2 顶圈壁板的组装 (29) (29)7.2.4 顶板的组装 (29)7.2.5 罐壁与罐底的连接 (40)7.3 罐壁板组对用卡具 (40)7.3.1 专用卡具的结构与工作原理 (40)7.3.2 操作顺序 (41)8 焊接工艺 (43)8.1 材料焊接性分析 (43)8.2 焊接方法 (43)8.3 焊接材料 (44)8.4 焊接设备 (45)8.5 检测 (46)结论 (46)致谢 (46)参考文献 (46)附录A(英文文献)附录B(中文翻译)引言Q235A韧性和塑性较好,有一定的伸长率,具有良好的焊接性能和热加工性。
大型立式圆筒形储罐设计中几个问题的探讨 (1).
16大型立式圆筒形储罐设计中几个问题的探讨大型立式圆筒形储罐设计中几个问题的探讨朱萍石建明(天津市化工设计院 (天津大学*摘要针对大型立式圆筒形储罐的特点, 结合其发展状况, 论述了在设计及计算中罐壁厚度的确定, 风载荷、地震载荷对罐体设计的影响, 并对储罐罐顶、罐底的结构设计及相关标准的使用作了介绍。
关键词大型立式储罐罐顶罐底罐壁厚度罐壁应力0前言大型立式圆筒形储罐是石油和化工等企业用来储存液体原料及产品的主要设备。
由于目前原油、化工产品的进出口量日益增多, 越来越多地需要使用大型储罐, 石油和化工储罐的大型化是一种发展趋势, 其优点是[1, 2]:(1 从钢材的用量上看, 当储罐结构相同时, 储罐的容积越大, 单位容积的钢材耗量就越小(如图1所示。
(2 从占地面积上看, 由于目前相关的设*朱萍, 女, 1963年生, 高级工程师。
天津市, 300193。
图1油罐单位体积所需金属净重求, 而在工程总容积相同的情况下, 几台大型储罐则比多数量的小储罐占地面积要小。
例如:参考文献1Richardon J F, M eikle R A. Sedimentation andfluidiz ation . Part II . T rans Ins tn Ch em Engrs , 1958, 36:270~2822Didw ania A K, Homs y G M. Flow regimes and flowtransitions in liqu id -fluidiz ed bed . Int J M ultiphase Flow , 1981, 17:563~5803Fortes A F, Jos eph D D, Lundg ren T S. Nonlinearmechanics of fluidization of beds of s perical particles . J Fluid M ech , 1987, 177:467~4834, 炼油技术, 1995, 25(2 :28~325刘吉普. 垂直管内液固并流向上传热特性的研究及应用. 化工机械, 1998(4 :219~2216刘中良. 管内颗粒在竖直向上管内流场中的流动规律.石油大学学报, 1998, 22(4 :79~837傅旭东, 王光谦, 董曾南. 低浓度固液两相流理论分析与管流数值计算. 中国科学, 2001, 31(6 :556~5658Wang Gu angqian, Ni Jinren. Kinetic theory for particleconcentration dis tribution in tw o -p has e flow . J Eng M ech, 1990, 116:2738~27489姚玉英等. 化工原理. 天津:天津科学技术出版社, 1997.(《化工装备技术》第27卷第4期2006年6台10万m 3罐罐组占地面积约7. 2万m 2, 若采用4台15万m 3罐罐组占地面积只需5. 3万m 2, 可减少占地面积28%左右。
关于钢制立式圆筒形储罐容积的探讨
关于钢制立式圆筒形储罐容积的探讨【摘要】设计高质量的储罐,除了掌握储罐本身的知识外,还要了解与储罐工艺系统方面的有关知识,本文叙述了工艺及设备设计中常见的储罐容积的基本概念,以便更全面考虑储罐设计和运行的各种问题,提高储罐容积的利用率。
【关键词】储罐容积充装系数储存液位1 概述设计储罐时,设计者通常根据用户提出的储罐容积来决定储罐的内径和罐壁高度,进而进行下一步的计算。
储罐容积是储罐设计的基础数据,我们常提到储罐容积的基本概念有四种,即计算容积、公称容积、储存容积、操作容积,而储罐的储存容积又与储罐的充装系数有关,标准中对此并没有明确的定义,所以储罐设计中常常出现用户与设计者之间所要求的容积差别较大的情况,因此有必要对储罐容积的概念加以明确。
确保储罐设计的实用性、经济性及合理性。
图3 操作容积3 公称容积与计算容积、储存容积的关系油罐设计中,油罐的计算容积常常接近公称容积,即向下或向上圆整成公称容积,而储存容积则远小于计算容积,例如:在广东石化项目中设计的10000m3的沥青储罐,内径为28m,罐壁高度(含包边角钢)为17.8m,计算容积为10960.4m3,公称容积为10000m3,设计温度为170℃,按照0.85的充装系数,计算储存容积为9316.3m3,所以,公称容积为10000 m3的储罐实际最大能储存的容积仅有9316.3m3,这样的设计不能满足用户的要求,也没有充分发挥储罐的作用,实际上油罐的储存能力还可以增大。
如果将计算容积加大,使其储存容积达到公称容积10000m3左右,则需再增加683m3左右即可。
利用的是同一个罐底,仅仅将罐壁加高1109mm,而储罐壁厚也不会因此而增加,多消耗的仅仅是罐壁钢板增加(壁厚按8mm计算),这部分容积的耗钢量仅有8.96kg/m3,6126.3kg,而整台罐的单位容积耗钢量则可由原来的22.8kg/m3降至21.9kg/m3,这样就可以使油罐的储量大大增加,而耗钢量降低。
立式圆筒形钢制储罐保温结构设计与施工

68研究与探索Research and Exploration ·工艺流程与应用中国设备工程 2020.07 (下)储罐是石油化工行业必不可少的、重要的基础设施,是储存各种液体(或气体)原料及成品的专用设备。
在油田地面建设工程中,储罐是系统的重要组成部分,其中以100~10000m 3的立式圆筒形钢制储罐应用较为广泛,直径范围5~31m,高度范围5~15m。
随着工业技术的发展,在大型油库工程中,储罐趋于大型化,5~15万m 3的特大型钢制储罐相继投入应用,直径达到93m,高度24m。
在油品储运过程中通常需要对储存介质进行加热保温,由于储罐直径、高度及表面积庞大,其保温结构较一般石油化工设备复杂。
储罐保温结构不合理会造成很大的热损失,甚至影响工艺过程;保温结构过于保守则增加投资,经济性、施工工期均不合算。
1 储罐保温结构设计1.1 保温材料保温材料及其制品应具有明确的导热系数方程或导热系数图表,应优先选用综合保温性能好或单位综合经济效益高的材料或制品。
当平均温度等于25℃时,保温材料的导热系数不得大于0.08W/(m·K)。
一般来讲,保温材料包括硬质材料,抗压强度不小于0.4MPa,密度不大于240kg/m 3,如膨胀珍珠岩、微孔硅酸钙等;半硬质和软质材料,密度不应大于200kg/m 3,如岩棉及矿渣棉、聚苯乙烯泡沫塑料等。
选择保温材料时不仅需要考虑材料的物理性能(包括导热系数、吸湿性、抗压强度、安全使用温度和耐燃烧性能等),还必须认真考虑其施工性能,施工难易直接关系到工程造价和保温工程总的经济效益。
保护层材料应具有防水、防潮、抗大气腐蚀的性能,且化学稳定性较好,使用寿命应符合设计使用年限。
一般选用金属材料作保护层,常用的金属保护层为镀锌薄钢板(0.5~0.75mm)和铝合金薄板(0.8~1.0mm),需增加刚度的保护层也可采用瓦楞板或压型板。
1.2 保温层厚度保温层越厚,保温性能越好,但材料成本越高,立式圆筒形钢制储罐保温结构设计与施工王利畏(中石化中原石油工程设计有限公司,河南 郑州 450046)摘要:对于大型立式圆筒形钢制储罐,由于直径、高度及表面积庞大,其保温结构较一般石油化工设备复杂,具有一定特殊性。
219474104_立式圆筒形钢制水罐设计与施工探讨
0 引言钢结构施工工艺越来越成熟,应用范围也越来越广泛,在其中工业及农业建筑在钢结构的使用中最为常见。
但在钢结构的设计施工中存在不可避免的焊接变形问题,在焊接过程中焊件受热区域因不同温度梯度使焊件内部产生残余应力并发生变形。
焊接应力与变形在焊接结构中的存在不仅对其尺寸和外形有重要影响,而且能降低结构件的承载能力,因此焊接应力与变形的研究得到了高度重视[1]。
通过同行相关的学术研究成果表明,刘迪[2]研究发现焊接顺序对温度、应力和应变分布有很大影响,并且面板的翘曲变形是最突出的变形,同向焊接时产生变形和残余应力都相对较小。
施一丰等[3]研究证明在多构件结构焊接时,小刚度构件在易变形的方向上受到其他焊缝收缩产生的弯矩作用是造成结构局部焊缝应力集中的主要原因,调整焊接顺序可以有效避免局部区域的应力集中。
石洋东等[4]表明在焊接工艺中,气体保护焊接工艺通过在焊接过程中通入保护气体的方法,能阻止空气中的氢元素进入熔池,从而能够避免产生焊接裂纹等表面缺陷本文通过以往研究成果的基础上,在深化设计阶段合理设计焊缝数量及位置,有效地避免焊接应力变形集中,分析不同坡口对焊接变形的影响,利用反变形原理,选择最优的焊接坡口。
同时在施工阶段,对多个焊件组成的构件在焊接顺序进行调整,将变形影响到最小,采用固定卡件限制构件变形量,最后采用火焰矫正和锤击法用来保证后期构件因变形而产生的偏差,达到整体水罐整体结构受力稳定,符合质量要求。
1 工程概况1.1 项目信息本项目为援东帝汶粮食加工及仓储设施项目,属于援外项目,地处东帝汶民主共和国,在包考和纳塔博拉基地建设一座产区储备粮仓,设计总仓储容量为10 000t。
上述两基地均需设置550m ³的消防水罐一个,材质为钢制。
消防水罐呈圆柱体,罐顶为圆锥顶。
消防水罐参数:罐底板外径Φ10 120mm;罐内径Φ10 000mm;罐直段壁高度8 525mm;最大容积550m ³;设计液位高度7 000mm。
探析立式圆筒形储罐的设计
探析立式圆筒形储罐的设计探析立式圆筒形储罐的设计摘要:近年来,伴随着社会的不断进步以及经济的迅猛发展,我国石油产业规模逐步扩大,储罐作为重要的储油工具,其占据着重要的应用地位,为充分满足现今的储罐多元化以及大型化需求,必须合理展开该项设备设施的优化设计。
在此,本文将针对立式圆筒形储罐的设计进行简要探讨。
关键词:储罐;石油;立式;圆筒形;设计前言众所周知,对于石油以及化工等很多企业来说,其针对液体原料和产品进行储存的时候通常会选择使用大型立式圆筒形储罐设备,伴随着我国化工以及原油进出口量的大幅度增加,其所需储罐设备更加趋向于大型化方向发展。
一般而言,大型储罐的实际建造成本相对较高,其提出了更高的设计要求,在设计进程当中应该紧抓设计标准的精髓所在,参考规范严格施工,通过多方比较后择取优秀的设计方案,确保储罐运行安全。
2.立式圆筒形储罐所具备的相关优点第一,基于实际的钢材使用量角度出发来看,若是储罐拥有较为相同的结构,其对应的容积越大,在单位容积范围内所需消耗的钢材量则愈小。
第二,基于储罐的占地面积来看,因为现今的设计规范针对各个储罐间的距离问题进行了较为严格的要求,若是拥有相同的工程总容积,相较于数量较多的储罐而言,几台大型储罐的占地面积则比较小些。
第三,若是储罐拥有相同的总容量,通过比较大直径与小直径罐组则不难发现,大直径储罐对应的配件、仪表以及管网、消防等设施则较为简单便捷,其实际操作甚为简单,针对配套储运能够更好地实现管理。
第四,基于理论的角度出发来看,若工程已经规定了具体的容积需求,通过对比大直径与小直径罐组不难发现,大直径罐组的总投资成本是比较低的。
3.简析立式圆筒形储罐的优化设计3.1整体设计当储罐小于等于一千立方米的时候,能够运用等厚度设计方式。
其中,储罐直径等于高度时材料最为节约;当储罐大于一千立方米的时候,可运用不等壁厚度设计方式,最节约材料相对的经济尺寸为,在该式中,表示的是储罐的实际高度(mm),表示的是材料许用应力,和分别表示的是罐顶与罐底的厚度(mm),表示的是储液比重(),表示的是焊缝系数,分析后可以知道,材料许用应力跟储罐的顶部以及底部对应厚度对于储罐的实际高度起着决定性作用,储罐高度跟储罐的容量不存在有直接关系,式中的表示的是储罐直径(mm)以及表示的是储罐容量(),基于该式可进行储罐直径的合理计算并得出结果。
8.浅谈立式圆筒形钢制焊接油罐设计
浅谈立式圆筒形钢制焊接油罐设计转眼工作已一年多,从事油罐组的学习设计也有了一定的感受,一位位老师为我答疑解惑,一本本标准给我点亮灯火。
作为我第一本真正意义上的看的标准,GB 50341给我了许许多多,让我从一个简单的机械专业迈向真正的现实设计中。
GB 50341虽然本身张数不多,却包含了大部分立式圆筒形油罐的设计依据,它以API 650等国内外同类规范为参考,经过深入的调查研究,多次与科研、设计、施工和使用单位进行交流,在广泛征求意见的基础上,反复讨论、认真修改,最后定稿见世的。
惠州二期的储罐钢板订货料单是我第一次将它彻底的用到实践。
首先,我像我们组的同事努力学习了PV Desktop中关于圆筒形储罐的使用。
在PV中第一个就是结构类型和罐顶与罐壁连接形式问题,固定顶、浮顶和内浮顶三种罐顶类型需要我们去查阅选择,而关于罐顶和罐壁连接形式,在50341中也给了详细的图表说明,而且连接结构以及有效面积的计算采用了API 650的规定。
关于设计压力标准中规定了它所包含的压力范围,对于固定顶油罐设计压力应取常压或者接近常压(最大设计压力可为6kPa)浮顶油罐的设计压力应取常压。
在设计温度的填写的时候,应该考虑罐顶类型,一般油罐的最高设计温度不应高于90℃,而对于符合一定要求的固定顶油罐最高设计温度不应高于250℃,并且油罐的最低设计温度,在寒冷地区,对既无加热又无保温的油罐,应取建罐地区的最低日平均温度加13℃。
而后就是地震载荷、风载荷、雪载荷等的规定,其中尤其是地震载荷,标准作了详细的过程计算:σ1=C v N1A1+C L M1Z1其中:σ1---罐壁底部的最大轴向压应力;C v---竖向地震影响系数;N1---罐壁底部垂直载荷;A1---罐壁横截面积;C L---翘离影响系数(C L=1.4);Z1---底圈罐壁的断面系数(Z1=0.785D²t)关于油罐材料的选用主要应考虑几个方面:1.设计温度:气温条件、有无保温、有无加热;2.存储介质:油品的物性,油品的腐蚀性;3.材料的使用部位:使用部位不同,受力状况不同,腐蚀特性也不同;4.材料的化学成分、力学性能、焊接性能及低温冲击性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立式圆筒形储罐设计探讨
作者:姚惠珠
来源:《中国石油和化工标准与质量》2013年第12期
【摘要】针对立式圆筒形储罐的特点,对储罐的标准规范、容积、经济尺寸、材料选用、设计方法进行了阐述。
并对储罐的结构进行了介绍。
【关键词】标准容积材料罐顶罐底罐壁
大型储罐广泛应用于油品及化学工业的液体储存设备中,是石油化工装置和储运系统设施的重要组成部分。
几十年来,发展了各种形式的储罐,但最常用的是立式圆筒形储罐。
1 常用设计标准
1.1 中国标准
目前国内立式圆筒形储罐的设计标准规范有三个:国家标准《立式圆筒形钢制焊接油罐设计规范》GB50341-2003;中国石油总公司标准《石油化工立式圆筒形钢制焊接储罐设计规范》SH3046-1992;国家能源部标准《钢制焊接常压容器》NB/T47003.1-2009。
1.2 国外储罐的主要标准
美国石油学会标准《钢制焊接石油储罐》API650和《大型焊接低压储罐设计与建造》API620;日本工业标准《钢制焊接油罐结构》JISB8501;英国标准《石油工业立式钢制焊接油罐》BS2654。
上述标准中,美国石油学会标准API650和API620已经成为国际上应用最为普遍的设计和建造储罐的通用标准,我国的GB50341-2003标准绝大部分参照美国标准API650编制。
事实上,通过对建成的大型油罐罐壁应力分析结果看,采用API650标准进行设计,罐壁应力分布比较平稳,有利于提高油罐的安全性。
API650标准已经成为国际上设计常压储罐的通用标准。
2 储罐的容积和经济尺寸的确定
公称容积是指圆筒几何容积(计算容积)圆整后以整数得到的容积。
在设计储罐时,是以公称容积来选择储罐的高度和直径的。
通常我们所说的1000立方米储罐、5000立方米储罐指的是公称容积。
公称容积如图(a)所示。
2.3 实际容积(储存容积)
实际容积是指储罐实际可以储存的最大容积。
一般储罐有一个安全容量,因为温度变化时,储液膨胀会引起液位升高,另外,许多石油化工储罐装有易燃介质,储罐上泡沫接管与储液之间应留有一定的高度,当储罐着火时,可保证储液面上的泡沫覆盖层有足够的厚度来隔离。
储罐上部留有一定空间的高度为A,一般取300~1100mm。
实际容积=计算容积减去A部分的容积。
如图(b)所示。
2.4 操作容积(工作容积)
储罐使用时,出料口距底有一定的高度,储罐底部的液体不能通过出料口流出,这些液体称为死量,其高度为B。
操作容积=实际容积减去B部分的容积如图(c)所示。
3 材料的选择
储罐选择材料时必须考虑储罐的使用条件如温度、储液的特性(腐蚀性、毒性、易燃易爆等)、材料的焊接性能、加工制造性能及经济合理性。
同时,还要根据设备的使用寿命来判断,储罐用材料类别可分为碳素钢和低合金钢、不锈钢、铝及其合金。
罐壁板的基本要求是强度、可焊性和夏比(V型缺口)冲击功。
由于罐体是由许多块钢板通过焊接方法拼接而成的,所以钢板的焊接性能也很重要。
钢板的韧性—冲击功Akv是防止储罐脆性破坏的一个重要依据,影响罐壁钢板冲击韧性的主要因素有最低设计温度、钢板的强度、厚度、时效性、晶粒度和使用状态。
壁板尤其是底圈壁板,底部第二层壁板和罐底的边缘板对选材来说最重要,它们之间的焊接受力复杂,承受着较大的力,为了保证强度和焊缝质量,它们应该选择同种材料。
碳素钢及低合金钢中的Q235B和Q345R是储罐的常用材料,它们价格低,材料来源广。
液体化学品腐蚀物料的储罐可选不锈钢材质,也可选铝及其合金。
设计温度低于-20℃的储罐应选择低温用钢或不锈钢,随着储罐大型化的发展,选用高强度的钢板在适当的高径比下,可取得较小的罐壁壁厚,从而节省投资。
表2列出了国内常用储罐用钢板的许用应力。
4 储罐基本结构
储罐由罐顶、罐底、罐壁和附件组成。
4.1 罐顶结构
立式圆筒形储罐罐顶主要形式有:自支撑式锥顶、自支撑式拱顶、网壳顶、梁柱式锥顶、外浮顶、内浮顶。
自支撑式锥顶一般用于直径较小的储罐,容量一般小于1000m3。
自支撑式拱顶是一种形状接近于球面的顶,包括无肋拱顶和带肋拱顶,这样顶的储罐结构简单,钢性好,钢材耗量小,对基础沉降要求低。
能够承受较高的剩余压力,受力状况好,所以自支撑式拱顶罐广泛应用于化工石油装置中。
无肋拱顶罐容量一般小于1000m3,带肋拱顶罐容量一般大于1000~20000 m3。
网壳顶结构简单,施工方便,质量轻,承载能力大,近年来钢制网壳式顶技术在国内得到比较快的发展,计算理论和计算程序都比较成熟。
钢制网壳顶一般适用于
直径大于30米的大型储罐,储存挥发性小的油品,梁柱式罐顶的储罐直径理论上可做得很大,可满足大型油罐的要求,但其结构复杂,耗钢量大,对基础沉降要求高,容易发生腐蚀。
另外,这种顶的储罐不能设置浮盘,不宜用作储存易挥发的储液,国内很少使用。
浮顶是随着液面变化上下升降的顶,包括内浮顶和外浮顶,在油罐中应用比较普遍。
浮顶罐可有效控制油品蒸发损失,因为浮盘浮在液面上,使油品无液相蒸发空间,同时由于浮盘使空气与油品隔开,极大减少了空气污染和火灾,保证了油品本身的质量。
外浮顶油罐是国内外油罐中最常用的一种结构,主要用来储存原油、柴油等介质。
储存汽油、航空煤油的储罐大多采用内浮顶和拱顶结构。
4.2 罐底结构
立式圆筒形储罐的罐底一般直接放在基础的砂垫层上,储液的重量通过底板直接传给基础,对底板来说,理论上几乎没有强度要求。
但实际上,由于储罐的自重、储液的静力和基础沉降所产生的附加力矩等,使罐底边缘部分受力非常复杂,根据应力分析结果,罐底最大径向应力距罐底边缘约500mm,所以,罐底边缘板径向宽度必须≥700mm。
罐底的排板形式应根据储罐的大小,控制焊接变形等制造工艺因素来决定,直径小于等于12.5m的储罐,因罐底受力不大,宜按条形排板组焊,见图(e)。
对于直径大于等于12.5m的储罐,罐底外缘受罐壁作用,边缘力较大,底板的外围需要比中部厚,所以外围应设弓形边缘板,排板形式见图(f)。
(g)底圈罐壁与边缘板之间的接头
弓形边缘板是由若干块切割好的弓形板组成,它们之间的焊接应采用带垫板的对接焊接结构。
边缘板与中幅板之间及中幅板之间的焊接,常采用搭接焊接结构,也可以采用带垫板的对接焊接结构。
如果采用搭接焊,应该为单面连续焊,焊接宽度应≥5倍较薄板的厚度,焊缝高等于较薄板的厚度,中幅板要搭在边缘板上,焊接采用单面连续角焊,焊接宽度不小于
60mm,若采用对接焊,焊缝下面应紧贴垫板,垫板厚度不小于4mm,宽度不小于50mm。
罐底板任意相邻两个焊接接头之间的距离以及边缘板焊接接头与罐壁纵焊缝的距离均不小于300mm。
底圈壁板与底板边缘板之间的焊接,应采用两侧连续角焊,焊角高度等于二者中较薄板的厚度,且焊脚高度应不大于13mm。
在地震设防烈度大于7度的地区,底圈壁板与罐底边缘板之间的焊接应采用如图(g)的焊接形式,角焊缝圆滑过渡。
罐底板的厚度:不包括腐蚀裕量的中幅板的厚度见表3。
不包括腐蚀裕量边缘板的厚度见表4。
4.3 罐壁的设计及焊接结构
工程中,储罐壁板的厚度通常有三种方法确定:定点法、变点法、应力分析法。
定点法是以高出每圈壁板底面0.3m处的液体压力来确定每圈壁板厚度的方法,一般用于容积较小的储
罐。
对于容积较大的储罐宜采用变点法设计,变点法考虑了相邻圈壁板之间不同厚度的互相影响,对每一圈壁板采用离罐壁底面不同的设计点来计算壁厚,从而使每一圈壁板中的最大应力接近钢板的许用应力。
应力分析法多用于大直径的储罐,保证储罐满足强度要求。
用以上三种方法计算出的罐壁厚度应圆整至钢板的规格厚度,且应不小于规范所规定的最小罐壁厚度。
表5列出了SH3046-1992《石油化工立式圆筒形钢制焊接储罐设计规范》规定的最小厚度。
罐壁由若干块型板焊接而成,上层壁板的厚度不得大于下层壁板的厚度。
壁板的纵向焊接接头应采用全焊透的对接结构,为了减少焊接变形,相邻两层壁板的纵向焊缝应向同一方向逐圈错开1/3板长,焊缝最小间距不小于1000mm。
底圈壁板的纵向焊接接头与底板边缘板对接接头之间的距离不得小于300mm。
罐壁的环向焊缝主要是对接。
罐壁板的宽度对于碳钢板一般应不小于1800mm,对于不锈钢板一般应不小于1600mm。
5 结束语
总之,立式圆筒形储罐在石化行业广泛应用,了解其常用的设计方法十分必要,本文只从标准、容积、材料选用、罐顶、罐底、罐壁等常识进行了介绍,实际上一台储罐的设计还包括很多内容,如强度设计、抗震设计、稳定性设计、附件设计等,这里就不一一说明。
参考文献
[1] 杨一凡,朱萍,斯新中,等编.球罐和大型储罐.北京:化学工业出版社,2004
[2] SH3046-1992石油化工立式圆筒形钢制焊接储罐设计规范. 北京:中国石油总公司,1992。