面包工厂总体清洗消毒计划xls
食品加工企业清洗消毒方法表格模板

类别
频率
清洗消毒 方法
洗涤剂/消毒 剂
消毒标准
负责
人
检杳
人
核实
验证
备 注
A
员
操作前后、
清水T皂液
餐洗净,搓洗起
洁净无污垢
操作员
车间主
加工
食品接
类
工
入厕后、接
T清水T消
泡沫
细菌w75个
任、质
厂长
触面检
员
手
触污染物
毒液T清水
优氯净浸泡30s
/cm2
检员
品管
验记录
工
臂
后屠宰每
(50-100ppm氯
每班
清水清扫、洗
擦、药液喷洒
优氯净
(50-100ppm氯
液)
洁净、无油垢、
无污垢
换装班 长 保管员
质检员
加工 厂长 品管 经理
卫生检查
记录
F
类
办公室、
厂区道 路、车 库、餐厅
每周
清水清扫冲
洗、药液消毒
优氯净
(50-100ppm氯
液)
洁净无污物
各分管 部门负 责人
总办
总办 品管 经理
厂区卫生
检查记录
淋浴间、 车间卫 生间
加工 厂长 品管 经理
卫生检查
记录
速冻间
每月两次
及时除霜、清 扫冰屑并药 液喷洒
优氯净
(50-100ppm氯
液)
整洁无冰霜、
无异味
速冻间
保管员
车间主 任、质 检员
冷藏间
每年两次
及时除霜、清 扫冰屑并药 液喷洒
清洗消毒计划

间)
加工设备 (加工 间)
班前、班后、接触污ຫໍສະໝຸດ 物后班前、班中、班后、接触污 染物后。
清水清洗→洗洁精→清水冲洗→自然风 干→臭氧杀菌消毒两小时→班前75%酒精
清水清洗→洗洁精→清水冲洗→自然风 干→臭氧杀菌消毒两小时→班前75%酒精
清水清洗→热水+洗洁精→清水冲洗→自 然风干→臭氧杀菌消毒两小时→班前75% 酒精
洗洁精/75% 酒精
各工序组长
清水清洗→热水+洗洁精→清水冲洗→自 然风干→臭氧杀菌消毒两小时
车间主管 品管员
车间主管 品管员
车间主管 品管员
车间主管 品管员
车间主管 品管员
车间主管 品管员 车间主管 品管员
车间主管 品管员
B类 直接 接触产品的
设备设施
操作台
班前
75%酒精
车间主管 品管员
班中
清水擦试→75%酒精喷洒→风干
品管经理
生产厂长
C类 其 他
拖把 冻库
班中、班后 每月
清水清洗、洗衣粉清洗→清水洗净→晾 干
及时除霜、清扫冰屑,100ppm消毒液喷 洒
审核:
二氧化氯 清洁工 二氧化氯 清洁工
车间主管 品管员
车间主管 品管员
生产厂长 生产厂长
食品加工企业消毒计划表
类别
频率
清洗消毒方法
洗涤剂/消 毒剂
负责人
检查人
员工手
工作中,每间隔两小时/次, 清水→洗手液→清水冲洗→100ppm消毒
入厕后、接触污染物后
液30min→烘干→75%酒精
洗手液/75% 酒精/二氧 各工序组长 化氯
加工设备
(前处
理)
A类
食品加工厂卫生消毒记录表

食品加工厂卫生消毒记录表
该记录表用于食品加工厂的卫生消毒管理,旨在确保食品加工过程中的安全性和卫生性。
该表分为不同的区域和时间段,记录了每个区域的清洁和消毒情况。
以下是记录表的具体内容:
调制室
烤箱区
操作区
包装区
以上是该食品加工厂的卫生消毒记录表,将每日的清洁和消毒情况详细记录,既方便监管机构核查,也能为以后生产工作提供指导和参考。
同时,也能确保食品在生产加工过程中的安全性和卫生性。
车间卫生清理计划表模板
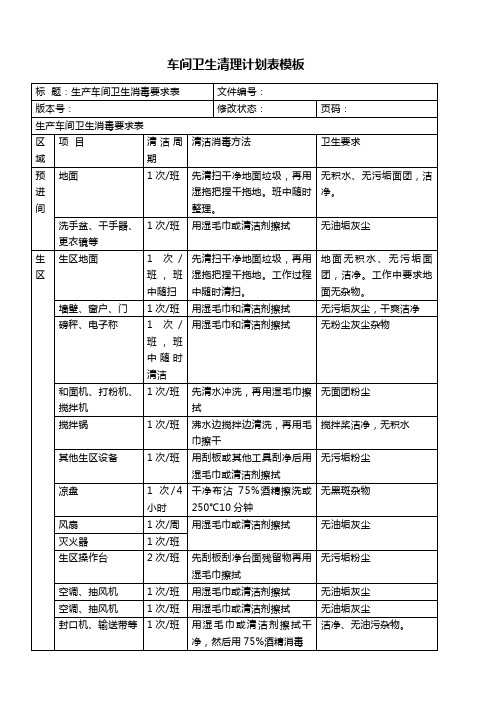
标 题:生产车间卫生消毒要求表
文件编号:
版本号:
修改状态:
页码:
生产车间卫生消毒要求表
区域
项 目
清洁周期
清洁消毒方法
卫生要求
预进间
地面
1次/班
先清扫干净地面垃圾,再用湿拖把捏干拖地。班中随时整理。
无积水、无污垢面团,洁净。
洗手盆、干手器、更衣镜等
1次/班
用湿毛巾或清洁剂擦拭
无油垢灰尘
生区
生区地面
1次/班,班中随扫
先清扫干净地面垃圾,再用湿拖把捏干拖地。工作过程中随时清扫。
地面无积水、无污垢面团,洁净。工作中要求地面无杂物。
墙壁、窗户、门
1次/班
用湿毛巾和清洁剂擦拭
无污垢灰尘,干爽洁净
磅秤、电子称
1次/班,班中随时清洁
用湿毛巾和清洁剂擦拭
无粉尘灰尘杂物
和面机、打粉机、搅拌机
1次/班
后箱每周清理一次
消毒用毛巾
1次/4小时
洗涤剂洗净后晾干,换另一组毛巾使用。
洁净、无油污杂物。
工作台
1次/2小时
用洁净的干毛巾擦拭干净,再用75%酒精喷洒消毒
洁净、无油污杂物。
天花、通风口
1次/周
75%的酒精喷射消毒。通风口用湿毛巾擦拭干净,再用75%酒精喷洒消毒。
洁净、无油污杂物。
内包间入口处
1次/班
先清扫干净地面垃圾,再用湿拖把捏干拖地
地面无积水无污垢,洁净
备注:1、车间每周安排一次大扫除,一般为周三、周六进行;2、各区间卫生清洁完毕后,车间自检后由QC员检查合格后方可下班。
先清水冲洗,再用湿毛巾擦拭
无面团粉尘
食品厂卫生消毒计划

类别
频率
清洗消毒方法
洗涤剂/消毒剂
消毒标准
负责人
检查人
核实
验证
备注
A
类
员
工
器
具
员
工
手
臂
操作前后、入厕后、接触污染物后屠宰每头/次,分割45分钟/次。
清水→皂液→清水→消毒液→清水
餐洗净,搓洗起泡沫
优氯净浸泡30s(50-100ppm氯液)
洁净无污垢
细菌≤75个/cm2
操作员
车间主任、质检员
各班组长
车间主任、质检员
加工厂长品管经理
卫生检查记录
E类
预冷间
班前、班后
班前清水冲洗
班后清水冲洗、药液喷洒
优氯净
(50-100ppm氯液)30s
洁净无血污、油垢、无异味
操作工
包装班长、质检员
加工厂长品管经理
卫生检查记录
速冻间
每月两次
及时除霜、清扫冰屑并药液喷洒
优氯净
(50-100ppm氯液)
整洁无冰霜、无异味
卫生检查记录
分
割
班后洗烫
臭氧消毒
清水→热水→清水→药液喷洒
82℃热水2min
优氯净
(50-100ppm氯液)30s
洁净无油、无血污、污渍、无残留肉渣
细菌≤75个/cm2
各班组长
车间主任、质检员
加工厂长品管经理
食品接触面检验记录表
卫生检查记录
电锯:
开胸锯
劈半锯
四分体锯
班前冲洗
班中逐头
班后洗烫
清水冲洗
82℃以上热水浸泡
卫生检查记录
F类
食品加工企业清洗消毒计划表

类别
频率
清洗消
毒方法
洗涤剂/消
毒剂
消毒标
准
负
责
人
检杳
人
核
实
验证
备
注
A
员
操作前
清水T皂
餐洗净,搓洗起
洁净无污垢
操作
车间主
加工
食品接
类
工
后、入厕
液T清水
泡沫
细菌w75个
员
任、质
厂长
触面检
员
手
后、接触
T消毒液
优氯净浸泡30s
/cm2
检员
品管
验记录
工
臂
污染物
T清水
(50-100ppm氯
经理
表
器
后屠宰
液)
卫生检
具
/、
每头/
查记录
次,分割
45分钟/
次。
工作
每班次
氯液浸泡
洗衣粉,次氯酸
无油渍、污
洗衣
车间主
加工
食品接
每班
服
T洗涤剂
钠250-300ppm
渍
工
任、质
厂长
触面检
紫外
T清水漂
>5小时
值班
检员
品管
验记录
线消
洗
清洁
经理
表
毒
围裙、
接触污
皂液擦洗,
餐洗净、优氯净
无血渍、无
工
卫生检
水靴、
手套
染后,班
后
热水洗烫
紫外线杀
菌
(50-100ppm氯
液)
食品加工企业清洗消毒计划表
清水冲洗
82℃以上热水冲洗
82℃热水2min
洁净无油、无污垢、无异味
细菌≤75个/cm2
各班组长
车间主任、质检员
加工厂长品管经理
食品接触面检验记录表
卫生检查记录
D类Biblioteka 辅助设施:墙壁、支架、门窗、下水道筛网等
班后冲洗、消毒(药液)
班后清水→热水冲洗→药液喷洒
82℃热水2min
优氯净
(50-100ppm氯液)30s
班前冲洗
班中逐头
班后洗烫
清水冲洗
82℃以上热水浸泡
82℃热水2min
洁净无油、无血污、污渍
细菌≤75个/cm2
操作员
车间主任、质检员
加工厂长品管经理
食品接触面检验记录表
卫生检查记录
类别
频率
清洗消毒方法
洗涤剂/消毒剂
消毒标准
负责人
检查人
核实
验证
备注
C类容器
盛肉铁盒/小车、周转箱、骨桶、消毒盆、肉钩
班前冲洗
换装班长
保管员
质检员
加工厂长品管经理
卫生检查记录
F类
办公室、厂区道路、车库、餐厅
每周
清水清扫冲洗、药液消毒
优氯净
(50-100ppm氯液)
洁净无污物
各分管部门负责人
总办
总办
品管经理
厂区卫生检查记录
淋浴间、车间卫生间
每天
清水清扫冲洗、药液消毒
优氯净
(50-100ppm氯液)
无污物、无淤积、无异味
值班清洁工
食品加工企业清洗消毒计划表
食品加工企业清洗消毒计划表
类别
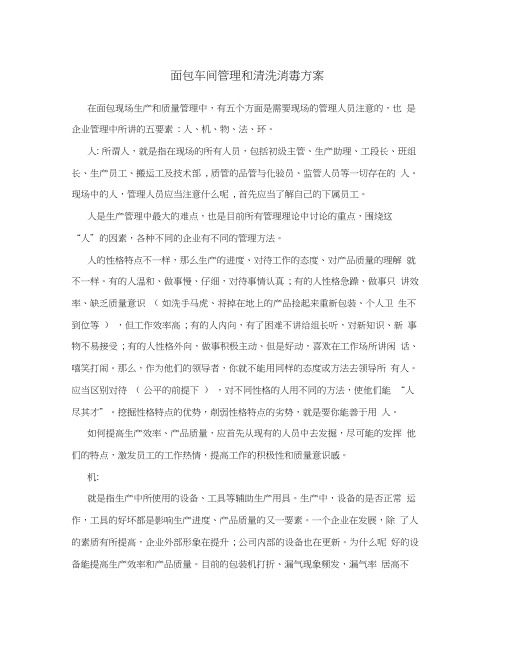
面包车间管理和清洗消毒方案

面包车间管理和清洗消毒方案在面包现场生产和质量管理中,有五个方面是需要现场的管理人员注意的,也是企业管理中所讲的五要素:人、机、物、法、环。
人:所谓人,就是指在现场的所有人员,包括初级主管、生产助理、工段长、班组长、生产员工、搬运工及技术部,质管的品管与化验员、监管人员等一切存在的人。
现场中的人,管理人员应当注意什么呢,首先应当了解自己的下属员工。
人是生产管理中最大的难点,也是目前所有管理理论中讨论的重点,围绕这“人”的因素,各种不同的企业有不同的管理方法。
人的性格特点不一样,那么生产的进度、对待工作的态度、对产品质量的理解就不一样。
有的人温和、做事慢、仔细,对待事情认真;有的人性格急躁、做事只讲效率、缺乏质量意识(如洗手马虎、将掉在地上的产品捡起来重新包装、个人卫生不到位等),但工作效率高;有的人内向,有了困难不讲给组长听,对新知识、新事物不易接受;有的人性格外向,做事积极主动、但是好动,喜欢在工作场所讲闲话、嘻笑打闹。
那么,作为他们的领导者,你就不能用同样的态度或方法去领导所有人。
应当区别对待(公平的前提下),对不同性格的人用不同的方法,使他们能“人尽其才”。
挖掘性格特点的优势,削弱性格特点的劣势,就是要你能善于用人。
如何提高生产效率、产品质量,应首先从现有的人员中去发掘,尽可能的发挥他们的特点,激发员工的工作热情,提高工作的积极性和质量意识感。
机:就是指生产中所使用的设备、工具等辅助生产用具。
生产中,设备的是否正常运作,工具的好坏都是影响生产进度、产品质量的又一要素。
一个企业在发展,除了人的素质有所提高,企业外部形象在提升;公司内部的设备也在更新。
为什么呢,好的设备能提高生产效率和产品质量。
目前的包装机打折、漏气现象频发,漏气率居高不下,导致返工率提高,造成二次污染。
所以说,工业化生产,设备是提升生产效率、保证产品质量的另一有力途径。
物:指物料。
包括原材料、包装材料、半成品、一次性手套、消毒液等产品生产所需物料。
面包生产车间准洁净区卫生清洁操作标准

3、包材消毒
3.1包装过程中使用的所有包材要提前一个班领取至无菌包材储存间进行紫外 线照射和臭氧发生嚣杀菌后方可使用。包装膜不允许直接放在地面上。 3.2包材储存间的消毒控制 3.2.1无人时紫外线灯管始终保持开启杀菌。 3.2.2在准洁净间臭氧发生器开启时,卷材暂存间的必须开着,同时紫外线灯 正常使用。 3.2.3每天保证一次用消毒后毛巾拖把对地面进行拖地。
爬坡网带下的托辊清 理(日常)
1、重点是箭头所指的托辊 清理标准是无油渍、无污物; 相应地面下无油渍、污物。 2、减速电机上无油渍、污 物。 3、此处为高空作业必须注 意安全,可申请相关定位防 护措施。
准洁净区拖把使用规定
• 1、拖把使用前必须用75%酒精喷洒 消毒后才能拿去洁净区使用。
• 2、拖把在使用完毕后不允许在洁净 区内放置,必须把毛巾拆下悬挂于 指定地点(见图片)。 • 3、每把拖把配备不少于2块毛巾, 在使用过程中拖把上的毛巾脏了不 允许在洁净区内洗,而是拆下来更 换干净的毛巾。 • 4、在清理结束后把更换下来的毛巾 连同拖把上的毛巾一同拿到外包清 洗,晾干。 • 5、毛巾在使用前须用200ppm84溶 液浸湿消毒5分钟,拧干后带入车间 使用。
4、更衣室内消毒
4.1正常生产无人员出入时紫外线要求在开启状态。 4.2地面、更衣橱始终保持清洁; 4.3用84溶液浸泡过的毛巾拖把拧干后对地面进行拖地(清理更衣室的毛巾 不得拿到准洁净区使用)。 注:更衣室、包材储存间、准洁净间杀菌要有专人负责并做好记录。 4.4正常使用的情况下,紫外线灯管每隔2个月更换一次(使用过程中如遇 紫外线灯管损坏或检测达不到要求的要及时进行更换)。
面包车间准洁净间的卫生清理操作标准
一、准洁净区环境及设备卫生控制(准洁净区:旋转塔间、内包间、卷材暂存间) 1、日常清理: 1.1两个班生产: 1.1.1生产前:严格按准洁净区消毒程序进入准洁净区后①首先用75%的酒精对包 装机表面、链条、理料线进行擦拭消毒。②蓝筐在用之前用75%酒精进行擦拭消 毒。其消毒顺序本着先对筐内部进行消毒,其次是筐的外部。 1.1.2用消毒后的毛巾或毛巾拖把清理地面,在毛巾拖把不容易清理的位置如:包 装机主机下、机器地脚周围、旋转塔下必须用手擦。 1.2生产结束后首先将设备、地面、卫生死角等处的面包残渣彻底清理,即做到物 理清洁。 1.3毛巾的消毒:首先将毛巾清洗干净晾干后再臭氧灭菌。 1.4包装膜在使用之前,必须用75%的酒精对包装膜顶部和底部进行擦试消毒。
食品加工厂清洁消毒方案

食品加工厂清洁消毒方案1. 背景食品加工厂是生产食品的重要场所,为确保食品安全和卫生,必须保持工作环境的清洁消毒。
本文档旨在提供一份清洁消毒方案,以帮助食品加工厂管理人员有效管理清洁工作。
2. 清洁消毒程序2.1 清洁工具和设备- 确保清洁工具和设备的完整性和有效性,包括清洁剂、消毒剂、刷子、布等。
- 定期检查清洁工具和设备的状况,如有损坏或不合格的情况,立即更换或修复。
2.2 清洁表面- 使用合适的清洁剂和布清洁所有表面,包括工作台、设备、墙壁等。
- 针对不同的表面材质使用适当的清洁方法,如擦拭、刷洗等。
- 对于油污或顽固污渍,使用合适的溶剂或清洗剂进行处理。
2.3 清洗设备和工具- 定期清洗所有设备和工具,包括切割板、刀具、等。
- 使用适当的清洁剂和刷子进行彻底清洗,确保无残留物或污渍。
- 清理设备和工具后,进行彻底的冲洗和消毒处理。
2.4 消毒操作- 使用适当的消毒剂处理清洁后的表面、设备和工具。
- 将消毒剂稀释到合适的浓度,并按照指示进行操作。
- 注意消毒剂的安全使用,避免对食品和员工造成伤害。
- 清洗后的表面、设备和工具应保持湿润,以确保消毒效果。
2.5 定期检查和监控- 建立清洁消毒记录,记录清洁工作的执行情况和结果。
- 定期检查清洁消毒操作的有效性,如通过抽样检测、微生物检测等方法。
- 根据检查和监控结果,及时调整和改进清洁消毒方案。
3. 培训和意识提高- 对食品加工厂员工进行清洁消毒操作培训,确保他们了解正确的操作流程和安全注意事项。
- 定期组织培训和意识提高活动,提醒员工清洁消毒的重要性,增强他们的责任感和主动性。
4. 总结食品加工厂清洁消毒方案是确保食品安全和卫生的重要措施。
通过制定适当的清洁消毒程序,培训员工并进行监控和调整,可以有效管理清洁工作并提高工作环境的卫生水平。
希望本方案能为食品加工厂管理人员提供参考和指导。
2021(食品工厂通用)生产车间清洁消毒计划、生产车间清洁消毒记录
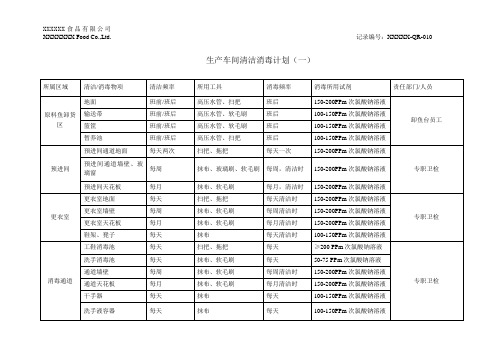
生产车间清洁消毒计划(一)
生产车间清洁消毒计划(二)
生产车间清洁消毒计划(三)
生产车间清洁消毒计划(四)
制定人/日期:批准人/日期:
生产车间清洁消毒记录2021年月所属区域:原料鱼卸货区
生产车间清洁消毒记录2021年月所属区域:预进间、更衣室、消毒(一)
生产车间清洁消毒记录2021年月所属区域:预进间、更衣室、消毒(二)
审核人/日期:
生产车间清洁消毒记录2021年月所属区域:开片修整车间(一)
生产车间清洁消毒记录2021年月所属区域:开片修整车间(二)
生产车间清洁消毒记录2021年月所属区域:排盘冷冻车间
生产车间清洁消毒记录2021年月所属区域:内包装车间
生产车间清洁消毒记录2021年月所属区域:外包装车间
生产车间清洁消毒记录2021年月所属区域:条冻车间。
食品加工企业清洗消毒方法表格模板

洁净无油、无血污、污渍
细菌≤75个/cm2
操作员
车间主任、质检员
加工厂长品管经理
食品接触面检验记录表
卫生检查记录
类别
频率
清洗消毒方法
洗涤剂/消毒剂
消毒标准
负责人
检查人
核实
验证
备注
C类容器
盛肉铁盒/小车、周转箱、骨桶、消毒盆、肉钩
班前冲洗
班后洗烫消毒
清水冲洗
82℃以上热水冲洗
82℃热水2min
加工厂长品管经理
食品接触面检验记录表
卫生检查记录
B类直接接触产品的设备设施
屠
宰
班前冲洗
班中逐头冲洗
班后洗烫、药物消毒
清水冲洗
清水→热水→清水→药液喷洒
82℃热水2min
优氯净
(50-100ppm氯液)30s
洁净无油、无血污、污渍
细菌≤1.0×102个/cm2
各班组长
车间主任、质检员
加工厂长品管经理
食品接触面检验记录表
洁净无油、无污垢、无异味
细菌≤75个/cm2
各班组长
车间主任、质检员
加工厂长品管经理
食品接触面检验记录表
卫生检查记录
D类
辅助设施:墙壁、支架、门窗、下水道筛网等
班后冲洗、消毒(药液)
班后清水→热水冲洗→药液喷洒
82℃热水2min
优氯净
(50-100ppm氯液)30s
洁净无油、无污垢、无异味
细菌≤75个/cm2
卫生检查记录
分
割
班后洗烫
臭氧消毒
清水→热水→清水→药液喷洒
82℃热水2min
优氯净
面包坊清洗消毒操作规范

面包坊清洗消毒操作规范面包坊清洗消毒操作规范1.本规范适用于灭菌消毒室操作、清洗消毒液的配制、人员卫生消毒清洗、容器消毒清洗、车间等消毒清洗的操作。
2.灭菌消毒室(含更衣室、包装车间等)应在上班前30min开启紫外灭菌灯,至少经30min灭菌消毒后,关闭紫外灭菌灯。
3.清洗消毒液的配制要求3.1本厂购置的消毒剂应是合格且在有效期内的消毒剂3.2根据不同消毒对象配制不同浓度的消毒液(1) 洗手消毒液浓度:50~75mg/L (ppm)(2) 清洗流转容器消毒液浓度:100~150 mg/L (ppm)(3) 洗鞋(靴)消毒液浓度: 200~250 mg/L (ppm)(4) 清洗车间地面、墙面等的消毒液浓度:150~200 mg/L (ppm)(5) 清洗搅面机、切割机、烤炉、操作台等设备的消毒液浓度:200~250 mg/L (ppm)3.3配制时先按各不同牌号消毒剂说明上所标注的消毒剂与水比例进行调配后,再用测氯试纸进行测试,符合要求后才能用于生产消毒。
5. 人员卫生消毒清洗5.1洗手:润手浸消毒液过手面用活动水清洗。
5.2 洗鞋(靴):进干燥车间更换橡胶底工作鞋,鞋底在盛装消毒液的洗鞋盘上擦拭后进车间;进潮湿车间更换橡胶靴,靴子浸在消毒液漫过鞋面的洗靴池内洗后进车间;5.3 工作服、工作帽用洗涤剂清洗干净,在太阳下晒干后置于更衣室内进行紫外线消毒。
6. 容器消毒清洗:先用清水洗干净消毒液洗清水冲洗数遍。
7. 车间地面:清水冲洗干净消毒液冲洗清水冲洗数遍。
8. 操作台:先用清水擦洗干净消毒液擦洗清水擦洗数遍。
9. 机械设备:先用清水擦洗干净消毒液擦洗清水擦洗数遍。
面包车间管理和清洗消毒方案
面包车间管理和清洗消毒方案在面包现场生产和质量管理中,有五个方面是需要现场的管理人员注意的,也是企业管理中所讲的五要素: 人、机、物、法、环。
人: 所谓人,就是指在现场的所有人员,包括初级主管、生产助理、工段长、班组长、生产员工、搬运工及技术部, 质管的品管与化验员、监管人员等一切存在的人。
现场中的人,管理人员应当注意什么呢, 首先应当了解自己的下属员工。
人是生产管理中最大的难点,也是目前所有管理理论中讨论的重点,围绕这“人”的因素,各种不同的企业有不同的管理方法。
人的性格特点不一样,那么生产的进度、对待工作的态度、对产品质量的理解就不一样。
有的人温和、做事慢、仔细,对待事情认真; 有的人性格急躁、做事只讲效率、缺乏质量意识(如洗手马虎、将掉在地上的产品捡起来重新包装、个人卫生不到位等),但工作效率高; 有的人内向,有了困难不讲给组长听,对新知识、新事物不易接受; 有的人性格外向,做事积极主动、但是好动,喜欢在工作场所讲闲话、嘻笑打闹。
那么,作为他们的领导者,你就不能用同样的态度或方法去领导所有人。
应当区别对待(公平的前提下),对不同性格的人用不同的方法,使他们能“人尽其才”。
挖掘性格特点的优势,削弱性格特点的劣势,就是要你能善于用人。
如何提高生产效率、产品质量,应首先从现有的人员中去发掘,尽可能的发挥他们的特点,激发员工的工作热情,提高工作的积极性和质量意识感。
机:就是指生产中所使用的设备、工具等辅助生产用具。
生产中,设备的是否正常运作,工具的好坏都是影响生产进度、产品质量的又一要素。
一个企业在发展,除了人的素质有所提高,企业外部形象在提升; 公司内部的设备也在更新。
为什么呢好的设备能提高生产效率和产品质量。
目前的包装机打折、漏气现象频发,漏气率居高不下,导致返工率提高,造成二次污染。
所以说,工业化生产,设备是提升生产效率、保证产品质量的另一有力途径。
物:指物料。
包括原材料、包装材料、半成品、一次性手套、消毒液等产品生产所需物料。
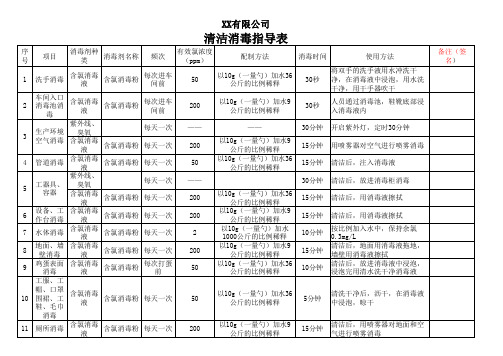
食品厂清洁消毒指导表
含氯消毒 液
含氯消毒粉
每天一次
消毒
11
厕所消毒
含氯消毒 液
含氯消毒粉
每天一次
50
200 —— 200 50 —— 200 200
2 200 50
50
200
以10g(一量勺)加水36 公斤的比例稀释
以10g(一量勺)加水9 公斤的比例稀释
30秒 30秒
将双手的洗手液用水冲洗干 净,在消毒液中浸泡,用水洗 干净,用干手器吹干
以10g(一量勺)加水36 公斤的比例稀释
5分钟
清洗干净后,沥干,在消毒液 中浸泡,晾干
以10g(一量勺)加水9 公斤的比例稀释
15分钟
清洁后,用喷雾器对地面和空 气进行喷雾消毒备注(签 名)源自含氯消毒粉每天一次
5
紫外线、 工器具、 臭氧
每天一次
容器
含氯消毒 液
含氯消毒粉
每天一次
6
设备、工 作台消毒
含氯消毒 液
含氯消毒粉
每天一次
7
水体消毒
含氯消毒 液
含氯消毒粉
每天一次
8
地面、墙 壁消毒
含氯消毒 液
含氯消毒粉
每天一次
9
鸡蛋表面 消毒
含氯消毒 液
含氯消毒粉
每次打蛋 前
工服、工
10
帽、口罩 围裙、工 鞋、毛巾
公斤的比例稀释
30分钟 开启紫外灯,定时30分钟
15分钟 用喷雾器对空气进行喷雾消毒
15分钟 清洁后,注入消毒液
30分钟 清洁后,放进消毒柜消毒
15分钟 清洁后,用消毒液擦拭
15分钟 清洁后,用消毒液擦拭
10分钟 15分钟 10分钟
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
版本:1.0
XIACL/QSM-OPRP-02
大类 台面 工具
项目 细分
配料台面
电子称、烤盘
面包工厂总体清洁消毒计划
清洁工作实施
一级监控
二级监控
要求
方法
洁净无粉尘、 无面团残渣、 无污垢、无锈 迹、无霉斑无 破损
1.清除污垢、面团残渣 (刮、擦) 2.清水(冲、擦) 3.风干
频率 责任 正常 异常 人
3.对责任人进行食品安全
卫生意识教育和OPRP培训
记录
《卫生检查记 录表》《整改 通知单》 《纠正预防记 录表》
洁净无粉尘、
基础 墙壁、天花板、 无面团残渣、 1.清除污垢、尘土、霉斑
设施 门窗、灯具、中 无散落芝麻、 (擦、刮) 央空调出风口、 无污垢、无锈 2.清水(擦) 灭火器、灭蝇灯 迹、无霉斑、 3.风干
作; 3.对责任人进行食品安全 卫生意识教育和OPRP培训
《卫生检查记 录表》《整改
通知单》 《纠正预防记
录表》
用具
抹布、拖把、气 喷、刷子、刮刀
板
无粉尘、无面 团残渣、无散 落芝麻、无污
垢
1.清除污垢、面团残渣 (清水洗净) 2.清除芝麻(清水洗净) 3.风干
每次 使用
后 (包 括班 后)
及时 清洁
房车间
当班 领班
清洁记 录》《 紫外灯 消毒记 录》《 臭氧消
清洁工
感观检 查和复 核记录
作实施 后至下 次工作
部门 领导
前
复核 感观检 签字 查
毒记录
》
感观检 查和检 查记录
使用 人员 当班 领班
《清洁 、消毒 记录》 《紫外 灯记录
表》
感观检 查和复 核记录
清洁工 作实施 后至下 次工作
前
部门 领导
每次
散落芝麻、无 2.擦拭消毒:使用洁净高 使用
污垢、无锈迹 级毛巾浸泡有250~
前
、无霉斑、无 300ppm消毒液均匀擦拭台
破损
面;
大肠菌群采样 3.用干布或清水洗干净的
检测呈阴性 布擦拭台面,风干。
1次/
紫外灯杀菌
日 (班
后)
及时 清洁
及时 清洁 消毒 及时 清洁
及时 清洁 消毒
及时 开启
《面包
厦门国际航空港食品有限公司
版本:1.0
XIACL/QSM-OPRP-02
面包工厂总体清洁消毒计划
项目
清洁工作实施
一级监控
二级监控
大类
细分
要求
方法
频率 责任 正常 异常 人
记录
方式
时间
责任 人
记录
方式
频率
洁净无粉尘、 无面团残渣、 1.清除污垢、面团残渣 地面、地沟、墙 无散落芝麻、 (扫、刮、铲、擦) 裙、软帘、洗手 无污垢、无锈 2.清水(冲、擦、拖) 池、清洁池 迹、无霉斑、 3.刮干或风干 无积水、无破 4.修复 损
记录
方式
时间
责任 人
记录
方式
每次 使用 后 (包 括班 后)
及时 清洁
使用 人员 值班 人员 当班 领班
《面包 房车间 清洁记 录》
清洁工 感观检 作实施 查和复 后至下 核记录 次工作
前
部门 领导
复核 感观检 签字 查
频率
≥1次/ 日(或 每班清 洁后)
责任 人
纠正措施
1.对之前可能已经被污染
的产品进行识别隔离扣留
《卫生检查记 录表》《整改
通知单》 《纠正预防记
录表》
洁净无粉尘、
无异物、无污
直接接触成品 (成品包装袋)
垢、无霉斑、 平整无破裂、 标识完整清晰
1、感官检查剔除存在缺
陷的包材
2
、微生物涂抹试验
大肠菌群采样
容器
检测呈阴性
每次 使用 前
用于盛放食品, 且与食品本身直 接接触的所有容 器(配料不锈钢 桶、发酵桶)
现场 QA
、评估和处置; 2.要求重新进行清洁工 作;
3.对责任人进行食品安全
卫生意识教育和OPRP培训
记录
《《卫生检查 记录表》《整 改通知单》 《纠正预防记 录表》
洁净无粉尘、 无面团残渣、 1.清除污垢、面团残渣 无散落芝麻、 (刮、擦) 无污垢、无锈 2.清除芝麻(擦) 迹、无霉斑、 3.风干
1次/2 4. 周
、消防栓
无积水、无破 修复
损
台面
包装间 灭蝇灯
包装台面
定期消毒
1、250~300ppm消毒液喷 1次/
洒消毒或擦拭消毒
周
无蚊虫尸体
清理盛蚊盒
1次/ 周
消毒:直接接触食品表面
喷雾消毒或擦拭消毒
1.喷雾消毒:使用装有
洁净无粉尘、 250~300ppm消毒液的喷
无面包屑、无 壶均匀喷洒台面;
使用 人员 值班 人员 当班 领班
《面包 房车间 清洁记
录》
感观检 查和复 核记录
清洁工 作实施 后至下 次工作
前
部门 领导
复核 签字
感观检 查
≥1次/ 日(或 每班清 洁后
现场 QA
1.对之前可能已经被污染 的产品进行识别隔离扣留
任人进行食品安全 卫生意识教育和OPRP培训
洁净无粉尘、 无面团残渣、 无散落芝麻、 无污垢、无锈 迹、无霉斑、 无破损
1.清除污垢、面团残渣 (擦、刷、冲) 2.清水(冲、擦) 3.风干
每次 使用 后 (包 括班 后)
废弃
感观检
查和检
使用 人员 当班 领班
消毒剂 复核 浓度监 签字 测
表面微
生物涂
抹试验
≥1次/ 日(或 每班清 洁后)
≥1次/ 日
≥1次/ 日
≥1次/ 日
1.对之前可能已经被污染
的产品进行识别隔离扣留
现场 QA
、评估和处置; 2.要求重新进行清洁工 作;
3.对责任人进行食品安全
卫生意识教育和OPRP培训
现场 QA
现场 QA
化验 室QA
1.对之前可能已经被污染 的产品进行识别隔离扣留
1次/ 日 (班 后)
及时 清洁
值班 人员 当班 领班
《面包 房车间 清洁记 录》
清洁工 感观检 作实施 查和复 后至下 核记录 次工作
前
部门 领导
复核 感观检 签字 查
≥1次/ 日(或 每班清 洁后)
责任 人
纠正措施
1.对之前可能已经被污染
的产品进行识别隔离扣留
现场 QA
、评估和处置; 2.要求重新进行清洁工 作;
无破损
每次 使用
后 (包 括班 后)
及时 清洁
使用 人员 值班 人员 当班 领班
《面包 房车间 清洁记
录》
感观检 查和复 核记录
清洁工 作实施 后至下 次工作
前
部门 领导
复核 签字
感观检 查
≥1次/ 日(或 每班清 洁后)
现场 QA
1.对之前可能已经被污染 的产品进行识别隔离扣留
、评估和处置; 2.要求重新进行清洁工
、评估和处置; 2.要求重新进行消毒工
作; 3.对责任人进行食品安全 卫生意识教育和OPRP培训
《卫生检查记 录表》《整改 通知单》 《纠正预防记 录表》
《面包房清洁 消毒记录表》 《卫生检查记 录表》《整改
通知单》 《纠正预防记 录表》《微生 物检验记录表
》
第1页 共4页
厦门国际航空港食品有限公司