压铆件基本知识
《压铆件基本知识》课件

压铆件的尺寸计算
确定连接尺寸
根据压铆件的用途和连接要求,确定 其连接尺寸。
计算孔径和孔深
根据受力分析和材料属性,计算压铆 件的孔径和孔深。
确定板厚
根据压铆件的承载能力和稳定性要求 ,确定连接板的厚度。
考虑工艺要求
在尺寸计算过程中,还需考虑加工工 艺的要求,以确保压铆件的可制造性 。
04 压铆件的安装与使用
满足使用要求
压铆件的设计应满足使用要求 ,确保连接牢固、安全可靠。
优化结构
在满足使用要求的前提下,应 尽量优化压铆件的结构,降低 制造成本和减轻重量。
便于安装
压铆件的安装应简单、方便, 尽量减少安装过程中对其他部 件的干扰。
考虑维修性
在设计压铆件时应考虑维修的 便利性,尽量减少维修时的工
作量和难度。
05 压铆件的发展趋势与展望
压铆件的发展历程与现状
压铆件技术的起源
压铆件技术的起源可以追溯到20世纪初,当时它被用于航空工业 的制造。
压铆件技术的现状
随着科技的不断进步,压铆件技术得到了广泛的应用和发展,成为 制造业中不可或缺的一部分。
压铆件技术的发展历程
压铆件技术经历了从传统的手动压铆到自动压铆,再到数控压铆的 发展历程。
随着科技的不断进步,压铆件技术也在不断创新和突破,如新型的压铆设备、 高强度材料的应用等。
压铆件技术的突破
在技术突破方面,未来可以通过研发更加先进的压铆设备、优化工艺参数等方 式,提高压铆件的品质和效率。
感谢您的观看
THANKS
02
压铆工艺是指将一个材料插入另 一个材料的孔洞中,通过压头或 冲头施加压力,使材料紧密结合 在一起。
压铆件的应用领域
01
压铆件知识剖析
十、其它压铆件简介:
一、平装螺母,又称镶入螺母:
如 F-M3-1 螺母高度1.5,实用于压铆板厚 为1.5-2.3mm的产品.
二、涨铆螺母:可分为圆头和六角头。 A、圆头:Z-M3-2-ZC3
B、六角头:NZ-M3-2-ZC3
三、浮动螺母:AS-M3-1-ZC3
四、松不脱:
常用松不脱有:PF11、PF13、PF21、PF31、PF41、PF10、PF091、 PFA1等。
8、对于离产品边缘或孔周边较近的压铆件压铆后会造成 产品边缘或孔周边明显变形,根据变形,涨料的情况来采取 相应的措施(比如校形,或打磨),来达到图纸尺寸、外观要求。 9 、压铆后不得出现压歪,压偏现象,必须保证螺纹与其 所对应的孔是同心的。 10、 对于处在折弯边或模具成形边较近的压铆件要重点关 注,尤其是螺纹,外观(变形)要重点检测。 11、 单个产品压铆螺柱、螺钉数量比较多,部分产品会制 作专用治具进行压铆,另需做专用检具检验是否有漏压或 错压等不良缺陷; 12、压铆完成后需检验其平面度是否在范围内,若超标需转 入钳工校形处理。
一、压铆螺母
1、常见公制压铆螺母类型: S-M3-0、CLS-M3-0;S-M3-1、CLS-M3-1;S-M3-2、CLS-M3-2 S-M4-0、CLS-M4-0;S-M4-1、CLS-M4-1;S-M4-2、CLS-M4-2 SS-M5-0、CLSS-M5-0;SS-M5-1、CLSS-M5-1;SS-M5-2、CLSS-M5-2
通孔压 铆螺柱 外径 代码 牙数1英 寸 32牙 长度代码 表处方式
其中:L=12×1/32×25.4=9.5mm 即 L=(长度代码×1/32×25.4)mm
4、注意:所有SO、SOO、SOS、SOOS代码的压铆螺柱默认全部加工成全螺纹螺柱, 除非工程资料有特别的文字注明方可按文字说明加工。 螺柱类: SO 表示普通钢通孔螺柱, SOS 表示不锈钢通孔螺柱, SOA 表示铝材通孔螺柱. BSO表示普通钢盲孔螺柱, BSOS表示不锈钢盲孔螺柱, BSOA表示铝材盲孔螺柱. SOO表示普通钢通孔通牙螺柱, SOOS表示不锈钢通孔通牙螺柱, SOOA 表示铝材通孔通牙螺柱. 螺柱3.5M3与M3的区别:都是M3的牙,但3.5M3的壁厚比M3大,即底孔不一样. 螺柱6440与440的区别: 即6440的壁厚比440大.6440的底孔为5.4而440的底孔为4.2 压铆底孔:
压铆件基本知识[1]
![压铆件基本知识[1]](https://img.taocdn.com/s3/m/49a0ba85bceb19e8b8f6ba7f.png)
中文说明
蓝锌
代号表示
ZU
Zinc black Zinc yellow
Zinc clear Black anodize Narural anodize Black lacqwer Copper red Copper yellow Nikel over copper Nikel electroless Chrome flash Tin flash
九、压铆工序的质量控制
8、对于离产品边缘或孔周边较近的压铆件压铆后会造成产 品边缘或孔周边明显变形,根据变形,涨料的情况来采取相应 的措施(比如校形,或打磨),来达到图纸尺寸、外观要求。 9 、压铆后不得出现压歪,压偏现象,必须保证螺纹与其所 对应的孔是同心的。 10、 对于处在折弯边或模具成形边较近的压铆件要重点关 注,尤其是螺纹,外观(变形)要重点检测。 11、 单个产品压铆螺柱、螺钉数量比较多,部分产品会制 作专用治具进行压铆,另需做专用检具检验是否有漏压或错 压等不良缺陷; 12、压铆完成后需检验其平面度是否在范围内,若超标需转 入钳工校形处理。
常用松不脱有:PF11、PF13、PF21、PF31、PF41、PF10、PF091、 PFA1等。
1、PF10.1-M2.5-13.6
柄部码(适用于相对应的板厚):0—1.0MM(适用板厚0.8-1.5) 1—1.8MM(适用于板厚1.52.5MM) 2—2.6MM(适用于板厚2.5-4.0MM) C值为3.98MM 1—螺纹长度为5.84MM 底孔为4.0MM
2、PF11-M3-0-NA 螺纹长度码:0—螺纹长度为4.32MM
2—螺纹长度为7.37MM (注意十、一字槽或加减槽的检验)
四、松不脱:
3、PF092-M3-16.8-NA 柄部码(适用于相对应的板厚):0—1.0MM(适用板厚0.8-1.5) 1—1.8MM(适用于板厚1.52.5MM) 2—2.6MM(适用于板厚2.5-4.0MM) 底孔为4.5MM C值为4.48MM (铝质旋钮套高度为7.6MM)
压铆件基本知识42页PPT
16、业余生活要有意义,不要越轨。——华盛顿 17、一个人即使已登上顶峰,也仍要自强不息。——罗素·贝克 18、最大的挑战和突破在于用人,而用人最大的突破在于信任人。——马云 19、自己活着,就是为了使别人过得更美好。——雷锋 20、要掌握书,莫被书掌握;要为生而读,莫为读而生。——布尔沃
1、不要轻言放弃,否则对不起自己。
2、要冒一次险!整个生命就是一场冒险。走得最远的人,常是愿意 去做,并愿意去冒险的人。“稳妥”之船,从未能从岸边走远。-戴尔.卡耐基。
梦 境
3、人生就像一杯没有加糖的咖啡,喝起来是苦涩的,回味起来却有 久久不会退去的余香。
压铆件基本知识 4、守业的最好办法就是不断的发展。 5、当爱不能完美,我宁愿选择无悔,不管来生多么美丽,我不愿失 去今生对你的记忆,我不求天长地久的美景,我只要生生世世的轮 回里有你。
ENDBiblioteka
压铆五金件基本常识(0618)

生效日期1.目的规范工程人员对压铆五金件的设计﹑选用及命名。
以及便于品保人员﹑制程人员对铆钉规格的检验或识别。
2.适用范围工程部。
3.权责工程人员﹕按本手册进行铆钉的设计﹑选用﹑命名。
其它相关人员﹕按本手册进行铆钉的辅助识别。
4.内容说明4.1压铆螺柱类(Clinching Standoffs)4.1.1如下图所示﹐用于压铆在板材上﹐支撑另一个板材(铁板或电子板)的铆钉称为压铆螺柱(Standoffs)。
它在压铆时的装入方向与压铆后其连接螺丝的装入方向是相反的。
故该铆钉的防拉机构(通常为六角形头部)需在与连接螺丝的装入方向相反的面。
按其使用要求分为通孔(Thru-Hole)及盲孔(Blind)两类。
按其牙型分为美制(Unified)和公制(Metric)两类。
按其材质分又分为普通热处理碳钢﹑不锈钢﹑铝材螺柱。
4.1.2通孔螺柱。
下图所示为通孔螺柱的示意图及尺寸。
当螺柱超过一定长度时﹐则螺柱入口部会不制作螺纹﹐以方便制作及装配。
生效日期4.1.3不通孔螺柱。
下图所示为不通孔螺柱的示意图及尺寸。
当螺柱超过一定长度时﹐则螺柱底部会不制作螺纹﹐以方便制作及装配。
4.1.4PEM 螺柱代号含义。
其代号格式如下图所示。
其中第一组代码代表螺柱的型式及材质。
SO﹑SOS﹑SOA分别代表Steel﹑Stainless Steel﹑Aluminum的材质﹐皆为通孔螺柱。
不通孔型的相应代号则为BSO﹑BSOS﹑BSOA。
另外﹐有一种专门用于压铆在不锈钢板上的螺柱﹐其型号分别为SO4或BSO4,其材质为400系列不锈钢。
生效日期第二组代码为螺纹型号或内孔代号﹐如M3﹑3.5M3﹑M3.5﹑M4﹑M5﹑440﹑6440﹑632﹑8632﹑032﹐代码中含字母“M”的表示为公制﹐否则为美制。
其中3.5M3﹑6440﹑8632分别为M3﹑440﹑632的加厚型﹐即螺柱壁厚加厚。
另外有一种不带螺纹的﹐称为支柱﹐其内孔代码首位为外径代码(为4﹑6﹑8三种)﹐其中63.1﹑83.6﹑6116﹑8143分别为43.1﹑63.6﹑4116﹑6143的加厚型﹐即螺柱壁厚加厚。
压铆件基本知识
三、压铆螺柱: 压铆螺柱:
表示方法说明, 为例: 表示方法说明,以BSO-3.5M3-8-ZI为例 为例 BSO-3.5M3-8-ZI表示 表示: 表示 1、不通孔的 、 2、材质为碳钢(普通钢材) 、材质为碳钢(普通钢材) 3、螺纹规格为 、螺纹规格为M3 4、螺柱压铆底孔为 、螺柱压铆底孔为Ø5.4 5、高度为 、高度为8MM 6、表面处理为镀白锌的压铆螺柱 、
二、压铆螺钉
6、预冲底孔参数
三、压铆螺柱
三、压铆螺柱
1、常见公制压铆螺柱类型: 、常见公制压铆螺柱类型 SO-M3-6、 BSO-M3-6; 、 ; SO-3.5M3-6、 BSO-3.5M3-6 、 SO-M2.5-6、 、 BSO-M2.5-6; ;
三、ቤተ መጻሕፍቲ ባይዱ铆螺柱: 压铆螺柱:
1、通孔:SO-M3-8-ZI 、通孔: a、材质分为:钢—SO 不锈钢 不锈钢—SOS 、材质分为: b、SO-3.5M3-8-ZC(3.5表示底孔为 表示底孔为5.4MM,C值为 值为5.38MM) 、 表示底孔为 值为 SO-M3-8-ZC(底孔为 底孔为4.2MM,C值为 值为4.19MM) 底孔为 值为 SO-M4-8-ZC(底孔为 底孔为6.0,C值为 值为5.95MM) 底孔为 值为 SO-3.5M4-8-ZC(底孔为 底孔为7.2,C值为 值为7.11MM) 底孔为 值为 2、盲孔:BSO-M3-8-ZC 、盲孔: a、材质分为:钢—BSO 不锈钢 不锈钢—BSOS 、材质分为: b、BSO-3.5M3-8-ZC(3.5表示底孔为 表示底孔为5.4MM,C值为 值为5.38MM) 、 表示底孔为 值为 BSO-M3-8-ZC(底孔为 底孔为4.2MM,C值为 值为4.19MM) 底孔为 值为 BSO-M4-8-ZC(底孔为 底孔为6.0,C值为 值为5.95MM) 底孔为 值为 BSO-3.5M4-8-ZC(底孔为 底孔为7.2,C值为 值为7.11MM) 底孔为 值为 3、英制压铆螺柱:如SO-632-12-ZC 英制压铆螺柱: SO-632-12SO -6 32 -12 -Zc
压铆件基本知识
五、其它压铆件简介
一﹑螺母类铆钉的介绍
A、螺母类铆钉的型号及代号含义介绍:
1、常见公制压铆螺母类型:
S-M3-0、CLS-M3-0;S-M3-1、CLS-M3-1;S-M3-2、CLS-M3-2 S-M4-0、CLS-M4-0;S-M4-1、CLS-M4-1;S-M4-2、CLS-M4-2 S-M5-0、CLS-M5-0;S-M5-1、CLS-M5-1;S-M5-2、CLS-M5-2
(CL)S (CL)SS
英製
#2-56 (256)
#3-48 (348)
#4-40 #6-32 #8-32 #10-32 #12-24 5/16-24 1/2-20 (440) (632) (832) (032) (0420) (0524) (0820)
長度 代碼
0
1
2
0
1
2 01230123012301230123 1 2 3
1
2
最小 邊距
4.8
4.8
4.8 5.6 6.9 7.1 8.6 9.7 16
底孔 4.2 4.2 4.2 4.8 5.4 6.4 8.8 10.5 16.7
最小 板厚 0.8 1.0 1.4 0.8 1.0 1.4 0.8 1.0 1.4 0.3 0.8 1.0 1.4 2.3 0.8 1.0 1.4 2.3 0.8 1.0 1.4 2.3 1.2 1.4 2.3 3.2 1.4 2.3 3.2 1 2
4、英制压铆螺钉: FH -832-6-ZI
FH 压铆 螺钉
-8 32 -6 -ZI
外径 代码
牙数1英 寸 32牙
长度 代码
表处 方式
须注意的是其长度和公制是不一样的
压铆紧固件的基本知识,做钣金的必须要了解,真的是太实用了

压铆紧固件的基本知识,做钣⾦的必须要了解,真的是太实⽤了 很多场合,需要在钣⾦零件上安装其他零件或者部件。
如⾯板上可以安装按钮、开关,或其他电⼦器件,也有可能会在不能钣⾦之间连接。
为更加⽅便可靠进⾏安装连接,常⽤到的⼀种是压铆⼯艺。
原理是通过压花齿压⼊钣⾦的预置孔位,⼀般⽽⾔预置孔的孔径略⼩于压铆螺母的压花齿,通过压⼒使压铆螺母的花齿挤⼊板内使导致孔的的周边产⽣塑性变形,变形物被挤⼊导向槽,从⽽产⽣锁紧的效果。
⼀、压铆螺母压铆螺母1、常见公制压铆螺母类型:vS-M3-0、CLS-M3-0;S-M3-1、CLS-M3-1;S-M3-2、CLS-M3-2vS-M4-0、CLS-M4-0;S-M4-1、CLS-M4-1;S-M4-2、CLS-M4-2vS-M5-0、CLS-M5-0;S-M5-1、CLS-M5-1;S-M5-2、CLS-M5-2压铆螺母动态图2、各压铆螺母型号区别:、各压铆螺母型号区别:以S-M3-1-ZC 为例 A、材质:S表⽰碳钢, CLS表⽰不锈钢, CLA表⽰铝材 B、尾部码:以S-M3-1-ZC 为例 0→0.76MM(适⽤于0.8MM的板材) 1→0.97MM(适⽤于1.0-1.2的板材) 2→1.37(适⽤于1.5-2.0的板材) (-0/-1/-2只是尾部码的代号,具体数值需要查PEM,在⽣产和检验时我们可以进⾏核对包装标⽰看压铆规格是否正确) C、压铆底孔: M2、M2.5、M3的底孔都为4.3MM。
螺母的dc值是4.22MM M4的底孔为5.4MM,螺母的dc值为5.38MM M5的底孔为6.4MM,螺母的dc值为6.38MM D、SP类型的压铆螺母:专门⽤于压不锈钢材料的。
压铆螺母、英制压铆螺母:如S-632-0,S-832-1等。
3、英制压铆螺母:表⽰⽅法除螺纹规格外其它与公制相同。
、压铆螺母表⽰⽅法说明,以S-M3-1-ZI为例:4、压铆螺母表⽰⽅法说明 S-M3-1-ZI表⽰: 1、材质为碳钢(普通钢材) 2、螺纹规格为M3 3、-1表⽰螺母的A值为0.97MM,适⽤于板厚为1.0-1.2mm的产品 4、表⾯处理为镀⽩锌的压铆螺母 注:柄部码(0-适⽤于板厚0.8mm、1-适⽤于板厚1.0-1.2mm、2-适⽤于板厚1.5-2.0mm)压铆螺母 ⼆、压铆螺钉压铆螺钉1、常见公制压铆螺钉类型:vFH-M3-6、FHS-M3-6压铆螺钉动态图2、圆头压铆螺钉:FH-M3-6-ZC A、材质分为:钢—FH 不锈钢—FHS 铝--FHA B、底孔与螺纹相同(如M3底孔为3.0MM、M2.5底孔为2.5MM) C、压铆螺钉的圆头直径:M2.5—Φ4.1MM M3-- Φ4.6MM M3.5—Φ5.3MM M4—Φ5.9MM M5— Φ6.5MM M6—Φ8.2MM M8—Φ9.6MM D、公制压铆螺钉:长度直接就是所标的长度代码:如FH-M3-6长度即为6MM压铆螺钉3、六⾓头压铆螺钉:NFH-M3-12-ZC A、材质分为:钢—NFH 不锈钢—NFHS 六⾓头的压铆螺钉相对来说较少⽤4、英制压铆螺钉: FH -832-6-ZI 须注意的是其长度和公制是不⼀样的 其中:L=6×1/16×25.4=9.5mm 即 L=(长度代码×1/16×25.4)mm5、压铆螺钉表⽰⽅法说明,以FHS-M3-8-ZI为例: FHS-M3-8-ZI表⽰: 1、材质为不锈钢 2、螺纹规格为M3 3、螺钉长度为8MM 4、表⾯处理为镀⽩锌的压铆螺钉。
压铆件基本规格表全解
2、PF11-M3-0-NA 螺纹长度码:0—螺纹长度为4.32MM
2—螺纹长度为7.37MM (注意十、一字槽或加减槽的检验)
四、松不脱:
3、PF092-M3-16.8-NA 柄部码(适用于相对应的板厚):0—1.0MM(适用板厚0.8-1.5) 1—1.8MM(适用于板厚1.52.5MM) 2—2.6MM(适用于板厚2.5-4.0MM) 底孔为4.5MM C值为4.48MM (铝质旋钮套高度为7.6MM)
三、压铆螺柱:
表示方法说明,以BSO-3.5M3-8-ZI为例: BSO-3.5M3-8-ZI表示: 1、不通孔的 2、材质为碳钢(普通钢材) 3、螺纹规格为M3 4、螺柱压铆底孔为Ø5.4 5、高度为8MM 6、表面处理为镀白锌的压铆螺柱
四、压铆件表处代号
表面处理(FINISH)
Zinc blue
二、压铆螺钉:
3、六角头压铆螺钉:NFH-M3-12-ZC A、材质分为:钢—NFH 不锈钢—NFHS 六角头的压铆螺钉相对来说较少用
二、压铆螺钉:
4、英制压铆螺钉: FH -832-6-ZI
FH
压铆 螺钉
-8
外径 代码
32牙数1英 寸 32牙-6长度 代码-ZI
表处 方式
须注意的是其长度和公制是不一样的
一、压铆螺母:
2、各压铆螺母型号区别:以S-M3-1-ZC 为例 A、材质:S表示碳钢, CLS表示不锈钢, CLA表示铝材. B、尾部码:以S-M3-1-ZC 为例 0→0.76MM(适用于0.8MM的板材) 1→0.97MM(适用于1.0-1.2的板材) 2→1.37(适用于1.5-2.0的板材) (-0/-1/-2只是尾部码的代号,具体数值需要查PEM,在生产和检验 时我们可以进行核对包装标示看压铆规格是否正确) C、压铆底孔: M2、M2.5、M3的底孔都为4.3MM。螺母的C值是4.22MM M4的底孔为5.4MM,螺母的C值为5.38MM M5的底孔为6.4MM,螺母的C值为6.38MM D、SP类型的压铆螺母:专门用于压不锈钢材料的。
标准件、压铆件基本常识
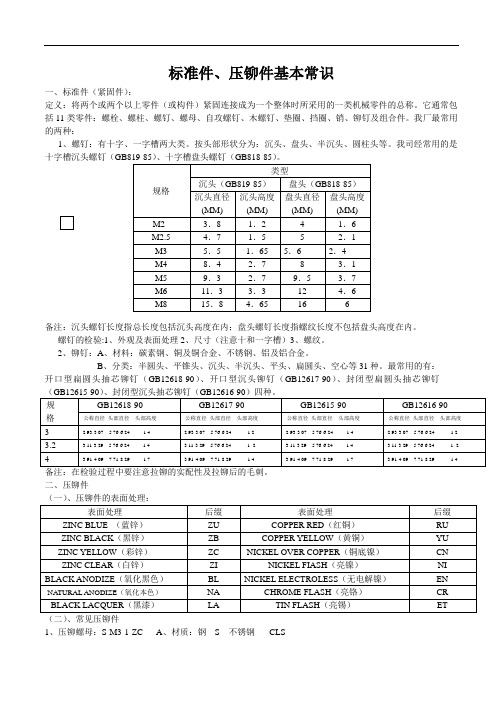
标准件、压铆件基本常识一、标准件(紧固件):定义:将两个或两个以上零件(或构件)紧固连接成为一个整体时所采用的一类机械零件的总称。
它通常包括11类零件:螺栓、螺柱、螺钉、螺母、自攻螺钉、木螺钉、垫圈、挡圈、销、铆钉及组合件。
我厂最常用的两种:1、螺钉:有十字、一字槽两大类。
按头部形状分为:沉头、盘头、半沉头、圆柱头等。
我司经常用的是十字槽沉头螺钉(备注:沉头螺钉长度指总长度包括沉头高度在内;盘头螺钉长度指螺纹长度不包括盘头高度在内。
螺钉的检验:1、外观及表面处理2、尺寸(注意十和一字槽)3、螺纹。
2、铆钉:A 、材料:碳素钢、铜及铜合金、不锈钢、铝及铝合金。
B 、分类:半圆头、平锥头、沉头、半沉头、平头、扁圆头、空心等31种。
最常用的有:开口型扁圆头抽芯铆钉(GB12618-90)、开口型沉头铆钉(GB12617-90)、封闭型扁圆头抽芯铆钉二、压铆件 1、压铆螺母:S-M3-1-ZC A 、材质:钢---S 不锈钢-----CLSB、尾部码:0→0.76MM(适用于0.8MM的板材) 1→0.97MM(适用于1.0-1.2的板材) 2→1.37(适用于1.5-2.0的板材)C、压铆底孔:M2、M2.5、M3的底孔都为4.3MM。
C值是4.22MMM4的底孔为5.4MM, C值为5.38MMM5的底孔为6.4MM, C值为6.38MM2、压铆螺母柱:A、通孔:SO-M3-8-ZI a、材质分为:钢—SO 不锈钢—SOS b、SO-3.5M3-8-ZC(3.5表示底孔为5.4MM,C值为5.38MM) SO-M3-8-ZC(底孔为4.2MM,C值为4.19MM)SO-M4-8-ZC(底孔为6.0,C值为5.95MM) SO-3.5M4-8-ZC(底孔为7.2,C值为7.11MM)B、B、盲孔:BSO-M3-8-ZC a、材质分为:钢—BSO 不锈钢—BSOSb、BSO-3.5M3-8-ZC(3.5表示底孔为5.4MM,C值为5.38MM) BSO-M3-8-ZC(底孔为4.2MM,C值为4.19MM)BSO-M4-8-ZC(底孔为6.0,C值为5.95MM) BSO-3.5M4-8-ZC(底孔为7.2,C值为7.11MM)3、压铆螺钉:A、圆头压铆螺钉:FH-M3-6-ZC a、材质分为:钢—FH 不锈钢—FHS 铝--FHA b、底孔与螺纹相同(如M3底孔为3.0MM、M2.5底孔为2.5MM) c、压铆螺钉的圆头直径:M2.5—Φ4.1MMM3-- ΦΦ4.6MM M3.5—Φ5.3MM M4—Φ5.9MM M5—Φ6.5MM M6—Φ8.2MM M8—Φ9.6MMB、六角头压铆螺钉:NFH-M3-12-ZC a、材质分为:钢—NFH 不锈钢—NFHSb、底孔:A、PF10.1-M2.5-13.6 柄部码(适用于相对应的板厚):0—1.0MM(适用板厚0.8-1.5)1—1.8MM(适用于板厚 1.5-2.5MM) 2—2.6MM(适用于板厚 2.5-4.0MM) 底孔为 4.0MM C值为3.98MMB、PF11-M3-0-NA 螺纹长度码:0—螺纹长度为 4.32MM 1—螺纹长度为 5.84MM2—螺纹长度为7.37MM (注意十、一字槽或加减槽的检验)C、PF092-M3-16.8-NA 柄部码(适用于相对应的板厚):0—1.0MM(适用板厚0.8-1.5)1—1.8MM(适用于板厚 1.5-2.5MM) 2—2.6MM(适用于板厚 2.5-4.0MM) 底孔为 4.5MM C值为4.48MM (铝质旋钮套高度为7.6MM)A、圆头:Z-M3-2-ZCC、六角头:NZ-M3-2-ZC备注:压铆件的检验应注意:外观及表面处理、尺寸规格、螺纹、盐雾实验、耐高温性。
压铆件基本知识大全PPT文档共42页

▪
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
42
压铆件基本知识大全
•
6、黄金时代是在我们的前面,而不在 我们的 后面。
•பைடு நூலகம்
7、心急吃不了热汤圆。
•
8、你可以很有个性,但某些时候请收 敛。
•
9、只为成功找方法,不为失败找借口 (蹩脚 的工人 总是说 工具不 好)。
•
10、只要下定决心克服恐惧,便几乎 能克服 任何恐 惧。因 为,请 记住, 除了在 脑海中 ,恐惧 无处藏 身。-- 戴尔. 卡耐基 。
压铆件基本知识-PPT精选文档
三、压铆螺柱:
表示方法说明,以BSO-3.5M3-8-ZI为例: BSO-3.5M3-8-ZI表示: 1、不通孔的 2、材质为碳钢(普通钢材) 3、螺纹规格为M3 4、螺柱压铆底孔为Ø5.4 5、高度为8MM 6、表面处理为镀白锌的压铆螺柱
四、压铆件表处代号
表面处理(FINISH)
Zinc blue
其中 :L=6×1/16×25.4=9.5mm 即 L=(长度代码×1/16×25.4)mm
二、压铆螺钉:
5、压铆螺钉表示方法说明,以FHS-M3-8-ZI为例: FHS-M3-8-ZI表示: 1、材质为不锈钢 2、螺纹规格为M3 3、螺钉长度为8MM 4、表面处理为镀白锌的压铆螺钉。
二、压铆螺钉
3、英制压铆螺母:如S-632-0,S-832-1等。 表示方法除螺纹规格外其它与公制相同。
一、压铆螺母:
4、压铆螺母表示方法说明,以S-M3-1-ZI为例: S-M3-1-ZI表示: 1、材质为碳钢(普通钢材) 2、螺纹规格为M3 3、-1表示螺母的A值为0.97MM,适用于板厚为1.0-1.2mm的产品, 4、表面处理为镀白锌的压铆螺母。 注:柄部码(0-适用于板厚0.8mm、1-适用于板厚1.0-1.2mm、2-适用于板 厚1.5-2.0mm)
二、压铆螺钉
二、压铆螺钉
1、常见公制压铆螺钉类型: FH-M3-6 FHS-M3-6FH-M3-6-ZC A、材质分为:钢—FH 不锈钢—FHS 铝--FHA B、底孔与螺纹相同(如M3底孔为3.0MM、M2.5底孔为2.5MM) C、压铆螺钉的圆头直径:M2.5—Φ4.1MM M3-- Φ4.6MM M3.5—Φ5.3MM M4—Φ5.9MM M5—Φ6.5MM M6—Φ8.2MM M8—Φ9.6MM D、公制压铆螺钉:长度直接就是所标的长度代码: 如FH-M3-6长度即为6MM
压铆件知识
2、各压铆螺母型号区别:以S-M3-1-ZC3 为例 A、材质:S表示碳钢, CLS表示不锈钢, CLA表示铝材. B、尾部码:以S-M3-1-ZC3为例 0→0.76mm(适用于0.8mm的板材) 1→0.97mm(适用于1.0-1.2的板材) 2→1.37(适用于1.5-2.0的板材) (-0/-1/-2只是尾部码的代号,具体数值需要查PEM,在生产和检验时 我们可以进行核对包装标示看压铆规格是否正确) C、压铆底孔:M2、M2.5、M3的底孔都为4.25mm。螺母的C值是 4.22mm M4的底孔为5.4mm,螺母的C值为5.38mm M5的底孔为6.4mm,螺母的C值为6.38mm D、SP类型的压铆螺母:专门用于压不锈钢材料的。 3、英制压铆螺母:如S-632-0,S-832-1等。 表示方法除螺纹规格外其它与公制相同。
六、制程中压铆一般检验项目
1、压铆规格 2、压铆方向 3、压铆位置 4、压铆数量 5、压铆螺柱、螺钉时有无歪斜 6、压铆缝隙 7、压铆变形、涨料 8、压铆后螺纹 9、扭力测试 10、推力测试
七、常见异常状况
供应商来料常见不良状况: 1、漏加工:无螺纹、无孔(呈轴销状) 2、混料:螺纹规格不同的混料(M2.5与M3螺母螺柱),螺柱长度不同混 料。 3、螺纹不良: 混料: 1、供应商来料混料;(供应商本身加工时混料,委外电镀时电镀供应 商混料) 2、外购件仓分发料及库存管理不当时混料; 3、生产作业时现场管理混乱混料; 4、生产部门压铆件小仓库管理不当混料。 螺纹不良: 1、供应商来料不良; 2、压铆不良(压铆件、压铆底孔、压力等)
通孔压 铆螺柱 外径 代码 牙数1英 寸 32牙 长度代码 表处方式
其中:L=12×1/32×25.4=9.5mm 即 L=(长度代码×1/32×25.4)mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
九、压铆工序的质量控制
8、对于离产品边缘或孔周边较近的压铆件压铆后会造成产 品边缘或孔周边明显变形,根据变形,涨料的情况来采取相应 的措施(比如校形,或打磨),来达到图纸尺寸、外观要求。 9 、压铆后不得出现压歪,压偏现象,必须保证螺纹与其所 对应的孔是同心的。 10、 对于处在折弯边或模具成形边较近的压铆件要重点关 注,尤其是螺纹,外观(变形)要重点检测。 11、 单个产品压铆螺柱、螺钉数量比较多,部分产品会制 作专用治具进行压铆,另需做专用检具检验是否有漏压或错 压等不良缺陷; 12、压铆完成后需检验其平面度是否在范围内,若超标需转 入钳工校形处理。
常用松不脱有:PF11、PF13、PF21、PF31、PF41、PF10、PF091、 PFA1等。
1、PF10.1-M2.5-13.6
柄部码(适用于相对应的板厚):0—1.0MM(适用板厚0.8-1.5) 1—1.8MM(适用于板厚1.52.5MM) 2—2.6MM(适用于板厚2.5-4.0MM) C值为3.98MM 1—螺纹长度为5.84MM 底孔为4.0MM
二、压铆螺钉:
3、六角头压铆螺钉:NFH-M3-12-ZC A、材质分为:钢—NFH 不锈钢—NFHS 六角头的压铆螺钉相对来说较少用
二、压铆螺钉:
4、英制压铆螺钉: FH -832-6-ZI
FH
压铆 螺钉
-8
外径 代码
32
牙数1英 寸 32牙
-6
长度 代码
-ZI
表处 方式
须注意的是其长度和公制是不一样的
中文说明
蓝锌
代号表示
ZU
Zinc black Zinc yellow
Zinc clear Black anodize Narural anodize Black lacqwer Copper red Copper yellow Nikel over copper Nikel electroless Chrome flash Tin flash
二、压铆螺钉
二、压铆螺钉
1、常见公制压铆螺钉类型: FH-M3-6 FHS-M3-6
二、压铆螺钉:
2、圆头压铆螺钉:FH-M3-6-ZC A、材质分为:钢—FH 不锈钢—FHS 铝--FHA B、底孔与螺纹相同(如M3底孔为3.0MM、M2.5底孔为2.5MM) C、压铆螺钉的圆头直径:M2.5—Φ4.1MM M3-- Φ4.6MM M3.5—Φ5.3MM M4—Φ5.9MM M5—Φ6.5MM M6—Φ8.2MM M8—Φ9.6MM D、公制压铆螺钉:长度直接就是所标的长度代码: 如FH-M3-6长度即为6MM
十、其它压铆件简介:
一、平装螺母,又称镶入螺母:
如 F-M3-1 螺母高度1.5,实用于压铆板厚 为1.5-2.3MM的产品.
二、涨铆螺母:可分为圆头和六角头。
A、圆头:Z-M3-2-ZC
二、涨铆螺母:可分为圆头和六角头。
B、六角头:NZ-M3-2-ZC
一、浮动螺母:AS-M3-1-ZC
四、松不脱:
通孔压 铆螺柱 外径 代码 牙数1 英寸 32牙 长度代码 表处方式
其中:L=12×1/32×25.4=9.5mm 即 L=(长度代码×1/32×25.4)mm
三、压铆螺柱:
4、注意:我司所有SO、SOO、SOS、SOOS代码的压铆螺柱默认全部加工成全螺纹螺 柱,除非工程资料有特别的文字注明方可按文字说明加工。 螺柱类: SO 表示普通钢通孔螺柱, SOS 表示不锈钢通孔螺柱, SOA 表示铝材通孔螺柱. BSO表示普通钢盲孔螺柱, BSOS表示不锈钢盲孔螺柱, BSOA表示铝材盲孔螺柱. SOO表示普通钢通孔通牙螺柱, SOOS表示不锈钢通孔通牙螺柱, SOOA 表示铝材通孔通牙螺柱. 螺柱3.5M3与M3的区别:都是M3的牙,但3.5M3的壁厚比M3大,即底孔不一样. 螺柱6440与440的区别: 即6440的壁厚比440大.6440的底孔为5.4而440的底孔为4.2 压铆底孔:
黑锌 彩锌
白锌 黑色氧化 本色氧化 黑漆 红铜 黄铜 铜底镍 无电解镍 亮铬 亮锡 镀镍
ZB ZC
ZI BL NA LA RU YU CN EN CR ET NI
五、常用五金件底孔对照表
六、制程中压铆一般检验项目
1、压铆规格 2、压铆方向 3、压铆位置 4、压铆数量 5、压铆螺柱、螺钉时有无歪斜 6、压铆缝隙 7、压铆变形、涨料 8、压铆后螺纹 9、扭力测试 10、推力测试
一、压铆螺母:
2、各压铆螺母型号区别:以S-M3-1-ZC 为例 A、材质:S表示碳钢, CLS表示不锈钢, CLA表示铝材. B、尾部码:以S-M3-1-ZC 为例 0→0.76MM(适用于0.8MM的板材) 1→0.97MM(适用于1.0-1.2的板材) 2→1.37(适用于1.5-2.0的板材) (-0/-1/-2只是尾部码的代号,具体数值需要查PEM,在生产和检验 时我们可以进行核对包装标示看压铆规格是否正确) C、压铆底孔: M2、M2.5、M3的底孔都为4.3MM。螺母的C值是4.22MM M4的底孔为5.4MM,螺母的C值为5.38MM M5的底孔为6.4MM,螺母的C值为6.38MM D、SP类型的压铆螺母:专门用于压不锈钢材料的。
6、预冲底孔参数
三、压铆螺柱
三、压铆螺柱
1、常见公制压铆螺柱类型: SO-M3-6、 BSO-M3-6; SO-3.5M3-6、 BSO-3.5M3-6
SO-M2.5-6、
BSO-M2.5-6;
三、压铆螺柱:
1、通孔:SO-M3-8-ZI a、材质分为:钢—SO 不锈钢—SOS b、SO-3.5M3-8-ZC(3.5表示底孔为5.4MM,C值为5.38MM) SO-M3-8-ZC(底孔为4.2MM,C值为4.19MM) SO-M4-8-ZC(底孔为6.0,C值为5.95MM) SO-3.5M4-8-ZC(底孔为7.2,C值为7.11MM) 2、盲孔:BSO-M3-8-ZC a、材质分为:钢—BSO 不锈钢—BSOS b、BSO-3.5M3-8-ZC(3.5表示底孔为5.4MM,C值为5.38MM) BSO-M3-8-ZC(底孔为4.2MM,C值为4.19MM) BSO-M4-8-ZC(底孔为6.0,C值为5.95MM) BSO-3.5M4-8-ZC(底孔为7.2,C值为7.11MM) 3、英制压铆螺柱:如SO-632-12-ZC SO -6 32 -12 -Zc
三、压铆螺柱:
表示方法说明,以BSO-3.5M3-8-ZI为例: BSO-3.5M3-8-ZI表示: 1、不通孔的 2、材质为碳钢(普通钢材) 3、螺纹规格为M3 4、螺柱压铆底孔为Ø5.4 5、高度为8MM 6、表面处理为镀白锌的压铆螺柱
四、压铆件表处代号
表面处理(FINISH)
Zinc blue
九、压铆工序的质量控制
1、压铆工序加工内容:压铆螺母、螺钉、螺柱及定制五金压铆件 (导向销、定位支撑柱等)、静电手碗座、压铆扳手等 2、压铆件的材质、规格型号必须与图纸相符,不得压错规格; 3、压铆前必须及时的确认产线用的压铆件外标识及包装袋里的实 物(材质、规格型号)是否符合图纸要求,包装袋里是否有混料现 象。 4、压铆后对产品上的压铆件的材质、规格型号及螺纹进行随机抽 样检查,是否符合图纸要求,有无漏压,错压,位置压错,压混等现 象。 5、压铆后压铆件四周不得或凸起或凹陷明显变形,不得有明显的 表面处理无法遮盖的压印或模印。 6、 压铆后不得倾斜压铆件不得松动、脱落,必须检测其牢固性; 其推拉力及扭力值必须符合其规格压铆件的PEM规定的要求。 7 、压铆后压铆件它注意事项
1、我司所有SO、SOO、SOS、SOOS代码的压铆螺柱默认全部加工成 全螺纹螺柱,除非有特别的文字注明; 2、在压铆作业前必须对一款压多种压铆件产品,合理操作流水线作业, 相似易压错的规格不能同时在一台机床上压铆; 3、未加工和已加工的产品必须分开隔离放置; 4、工作台上的残留压铆件必须及时清理干净; 5、生产完毕后将未用完的压铆件回收于管理员统一放置,管理员在放 置时注意包装上的标识,尽量不要并装; 6、加工过程严禁裸手直接接触压铆件,以免造成腐蚀; 7、不锈钢产品上压螺母应采用PEM标准的SP系列,压螺柱应采用PEM标 准的SO4/BSO4系列.压螺钉应采用PEM标准的FH4系列; 8、压铆后性能检测(松不脱弹簧失效无法弹起,扳手压铆后无法转动等) 9、在压铆松不脱时,同一件产品上只能使用同一个厂家的松不脱,以 保证外观的一致性; 10、当压铆在孔的附近时,注意孔的大小是否因压铆涨料而变小,需对 孔的尺寸进行测量; 11、在压铆螺柱及螺钉时,注意是否有压铆歪斜的现象,可检测其垂直 度。
2、PF11-M3-0-NA 螺纹长度码:0—螺纹长度为4.32MM
2—螺纹长度为7.37MM (注意十、一字槽或加减槽的检验)
四、松不脱:
3、PF092-M3-16.8-NA 柄部码(适用于相对应的板厚):0—1.0MM(适用板厚0.8-1.5) 1—1.8MM(适用于板厚1.52.5MM) 2—2.6MM(适用于板厚2.5-4.0MM) 底孔为4.5MM C值为4.48MM (铝质旋钮套高度为7.6MM)
七、常见异常状况
供应商来料常见不良状况: 1、漏加工:无螺纹、无孔(呈轴销状) 2、混料:螺纹规格不同的混料(M2.5与M3螺母螺柱),螺柱长度不同混 料。 3、螺纹不良: 混料: 1、供应商来料混料;(供应商本身加工时混料,委外电镀时电镀供应 商混料) 2、外购件仓分发料及库存管理不当时混料; 3、生产作业时现场管理混乱混料; 4、生产部门压铆件小仓库管理不当混料。 螺纹不良: 1、供应商来料不良; 2、压铆不良(压铆件、压铆底孔、压力等)