PTH线操作手册
甲状旁腺素PTH标准操作程序SOP文件

·一个月(同一批号试剂)
·7天(放置仪器上的同一试剂盒)
·根据要求进行标定:如质控结果超出范围时。
质控:
Elecsys骨质控品l、2和3以及其它合适的质控品。各浓度区域的质控至少每24工作时、每个试剂盒或每一次定标后测定一次。质控间隔期应适用于各实验室的具体要求。检测值应落在确定的范围内,如出现质控值落在范围以外,应采取校正措施。
ABCD医院
免疫实验室
文件编号:
ABCD-02-39
甲状旁腺素PTH
版序:ABCD
页码:第1页,共3页
用途:
用免疫学方法定量测定人血清或血浆的甲状旁腺素(PTH)的含量。电化学发光免疫测定试剂,适用于罗氏Elecsys1010、2010和E170免疫测定分析仪。
概述:
甲状旁腺素(PTH)由甲状旁腺合成并分泌入血流中。完整的PTH由一条肽链组成,含84个氨基酸,分子量为9.5KD。具有生物活性的N端片段半衰期只有几分钟。因此,有选择地检测完整的甲状旁腺素,可以直接了解甲状旁腺体的分泌活性。PTH与维生素D和降钙素一起,动员骨骼系统的钙和磷酸,增加小肠对钙的吸收和肾脏对磷的排泄。PTH和降钙素的相互作用维持血钙水平的稳定性。血钙升高抑制PTH的分泌,血钙降低则促进PTH的分泌。(高钙血症或低钙血症)。检查甲状旁腺机能低下症要求灵敏的试验,以便检测低于正常范围的PTH水平。甲状旁腺机能功能亢进症导致PTH分泌上升,主要由甲状旁腺腺瘤引起。继发性的甲状旁腺机能功能亢进症中,血钙低下,这是由于其它病理状态引起的。目前,对甲状旁腺机能亢进的诊断中,PTH和血钙含量测定更加引起重视,在甲状旁腺腺瘤切除手术前后测定PTH能帮助外科医生了解手术效果,完全切除可使PTH快速下降。PTH测定法采用双抗体夹心法原理,生物素化的单抗与N端结合(1-37),钌标记的单抗与C端结合(38-84)。对应的抗原决定簇氨基酸序列在26-32和55-64区域。
电镀(PTH)制程讲解

非技术人员培训教材
制作:魏金龙
电镀+PTH制程知识讲解
‧电镀的常识与作用 ‧电镀工艺流程 ‧电镀的功能作用及参数条件影响
‧设备的功能作用及要求
‧电镀的主要品质问题及改善方案
一、电镀的定义与作用
1. PTH(Plated Through Hole)为镀通孔之意,作用为将原 非金属之孔壁使其镀上一层薄铜(即金属化),以利后续电 镀铜顺利镀上,使其上下铜层或与内层铜顺利达到相连通之 目的。
1分钟 6分钟
微蚀
120L
H2SO4 CU2+
1次/天
室温
90秒
预浸
PTH 活化
120L
Sg HCL Sg
1次/天
室温
60秒
保养后, 开线生 产前必 须全线 分析药 液,OK 后才可 以生产
120L
HCL 强度
1次/天
38±2℃
8分钟
速化
120L
YC-204 Cu2+
四、设备的功能作用及要求
1‧阳极移动 阳极移动副度20~25毫米,速度5~45次/分。阴极移动应 与阳极的表面垂直,可提高镀层的均匀性 2‧压缩空气 将液面鼓起3~4cm小于或等于0.08m2/min,空气搅拌不仅 带给镀液的强烈翻动且提供氧气促进溶液中的Cu2+氧化 成Cu+的干扰,避免铜渣的产生、稳定药水的循环及成份 的补给。 3‧过滤:将槽液1~2h/次翻动,净化槽液,使槽液中的有 机杂质及时除去以免污染槽液,影响品质,同时槽液大 量的翻动可调整药水的浓度维持平衡。
2.电镀是一种用电解的方法沉积具有所需形态的镀层过程叫 电镀,他的作用是加厚孔铜及面铜,使镀层具有半光泽性、 延展性、抗拉性。
pth660说明书
pth660说明书
1、断开USB与电脑的连接,在我们板子的左侧,有一个快捷的开关,打开之后,触控环周围的四个灯会闪一下,随后触控环的左下方右一个工作灯是正产亮着的,证明板子开始正常工作。
2、我们触控环的正对面,有一个我们的wacomlogo的图标,蓝牙的显示灯,就在它的下方,有一个蓝色的微光,因为不是很明显,很多同学都没有注意到,它是否正常就意味着蓝牙功能是否正常。
3、打开电脑的蓝牙,同时按住触控环中间的圆形按键,注意,按住圆形按键不要松手,这是您可以看到,蓝牙指示灯闪动的频率会很快,如果您的电脑没有搜索到,多重复几次这个动作。
4、当电脑搜索到我们板子的蓝牙时,会出现BT开头,和LE开头的两个选项,我们选择BT开头的选项,连接成功之后就可以了。
pth线操作手册(1)

PTH线操作手册目录一、目的范围二、工艺流程三、PTH设备规格表四、PTH程序图及各缸时间范围五、操作程序开缸程序工艺控制生产操作和维护PTH线停产处理方法PTH线生产异常处理方法沉铜效果检测六、PTH线常见问题及处理方法七、背光级数图八、附录1、PTH线操作控制表2、PTH线设备检测一览表一、目的规范规范PTH线流程,提供PTH线工艺控制参数和操作方法,指导生产人员正常生产,以确保生产产品品质,适用于PTH手动或自动线操作。
二、工艺流程三、PTH线设备规格表备注:SS:不锈钢 QTZ:石英:聚丙烯 T:气缸振荡 M:机械摇摆 A:打气 V:电振荡器 TF:铁氟龙 C:冷却四、PTH自动线程序图及各缸时间范围注:滴水时间栏空白无要求各厂根据实际情况可作适当调整五、操作程序开缸程序5.1.1前期准备A、清洗缸体:新线开缸前须用3-5% NaOH溶液泡缸12小时,用清水清洗干净后,再用3-5% H2SO4泡缸12小时,再用清水冲洗,至少2次,药水槽再用纯水清洗一次备用。
旧线视缸体清洁度,可考虑不用酸碱泡,但缸体须用清水洗净,药水缸须用纯水清洗;B、测量:测量缸内壁长、宽、高,计算出缸体积,计算方法:V 体= 长×宽×高(药水液位高度);C、检查生产辅料(比如,H2SO4是否浑浊等)。
5.1.2开缸5.1.2.1整孔除油缸:A、加入DI水至2/3体积;B、加入整孔剂DS-122(10%);C、补充DI水至液位;D、打开加热,开启过滤机5.1.2.2微蚀缸:A、加入水至2/3体积,开启打气;B、加入硫酸4%(或硫酸8%,适合硫酸双氧水系列产品);C、冷却后加入过硫酸钠80g/L;D、加水至液位,搅拌。
5.1.2.3酸浸缸:A、加入DI水至2/3体积;B、加入2%(V/V)H2SO4;C、加入DI水至液位,搅拌均匀。
5.1.2.4预浸缸:A、加入DI水至2/3体积;B、加入预浸剂DS-133 220g/L(或DS-133 220g/L,AR盐酸5%,适合DS-133体系);C、加入DI水至液位,搅溶后开启过滤泵。
PTH线操作手册

PTH线操作手册目录一、目的范围二、工艺流程三、PTH设备规格表四、PTH程序图及各缸时间范围五、操作程序5.1开缸程序5.2工艺控制5.3生产操作和维护5.4 PTH线停产处理方法5.5 PTH线生产异常处理方法5.6沉铜效果检测六、PTH线常见问题及处理方法七、背光级数图八、附录1、PTH线操作控制表2、PTH线设备检测一览表一、目的规范规范PTH线流程,提供PTH线工艺控制参数和操作方法,指导生产人员正常生产,以确保生产产品品质,适用于PTH手动或自动线操作。
二、工艺流程三、PTH线设备规格表备注:SS:不锈钢 QTZ:石英 P.P:聚丙烯 T:气缸振荡 M:机械摇摆 A:打气 V:电振荡器 TF:铁氟龙 C:冷却四、PTH自动线程序图及各缸时间范围注:滴水时间栏空白无要求各厂根据实际情况可作适当调整五、操作程序5.1开缸程序5.1.1前期准备A、清洗缸体:新线开缸前须用3-5% NaOH溶液泡缸12小时,用清水清洗干净后,再用3-5% H2SO4泡缸12小时,再用清水冲洗,至少2次,药水槽再用纯水清洗一次备用。
旧线视缸体清洁度,可考虑不用酸碱泡,但缸体须用清水洗净,药水缸须用纯水清洗;B、测量:测量缸内壁长、宽、高,计算出缸体积,计算方法:V 体= 长×宽×高(药水液位高度);C、检查生产辅料(比如,H2SO4是否浑浊等)。
5.1.2开缸5.1.2.1整孔除油缸:A、加入DI水至2/3体积;B、加入整孔剂DS-122(10%);C、补充DI水至液位;D、打开加热,开启过滤机5.1.2.2微蚀缸:A、加入水至2/3体积,开启打气;B、加入硫酸4%(或硫酸8%,适合硫酸双氧水系列产品);C、冷却后加入过硫酸钠80g/L;D、加水至液位,搅拌。
5.1.2.3酸浸缸:A、加入DI水至2/3体积;B、加入2%(V/V)H2SO4;C、加入DI水至液位,搅拌均匀。
5.1.2.4预浸缸:A、加入DI水至2/3体积;B、加入预浸剂DS-133 220g/L(或DS-133 220g/L,AR盐酸5%,适合DS-133体系);C、加入DI水至液位,搅溶后开启过滤泵。
Intuos5 (PTH-450, PTH-650, PTH-850) Intuos5 (PTK-4

Intuos5 touch (PTH-450, PTH-650, PTH-850)Intuos5 (PTK-450, PTK-650)设定使用笔自定义笔使用数位板自定义数位板触控导航自定义触控使用径向菜单应用程序特定设置畅游无线疑难解答用户手册Intuos5用户手册版本 1.0,修订 J3111版权所有© Wacom Co., Ltd., 2011保留所有权利。
除非出于纯粹的个人使用目的,否则不得拷贝本手册的任何部分。
Wacom 保留修改本出版物而不必就此类更改进行通知的权利。
Wacom 尽力在本手册中提供最新且准确的信息。
但是,Wacom 保留自行更改任何规格说明和产品配置的权利,不负事先通知和在本手册中体现出所做的更改的义务。
上述年份为本手册的制作日期。
但是,“手册”将于相应 Wacom 产品上市之日向用户发布。
Intuos 和 Wacom 是 Wacom 公司的注册商标。
Adobe 和 Photoshop 是 Adobe Systems Incorporated 在美国和/或其他国家的注册商标/商标。
Microsoft、Windows 和 Vista 是 Microsoft Corporation 在美国和/或其他国家的注册商标/商标。
Apple、Apple 标志和 Mac 是 Apple, Inc. 在美国和其他国家注册的商标。
本文档中提及的其他公司名称和产品名称都可能已经是商标和/或作为商标已经注册。
对其他公司厂商的产品的提及仅是为了引用信息,并不能作为认可或推荐的表示。
对于这些产品的性能和使用情况,Wacom 不承担关联的责任。
ExpressKey 是 Ginsan Industries, Inc.的注册商标,经授权使用。
目录关于本手册5您的INTUOS5 数位板 6识别数位板型号 6Intuos5 touch 数位板 7Intuos5 数位板 9Intuos5笔 10设定NTUOS5 11人体工程学 11配置数位板方向 13USB 线缆安装 14了解数位板活动区域 15使用多个显示器 17控制面板概述 17使用 INTUOS5 18使用紧握笔 18握笔 19定位 20点击 21拖动 21使用侧面开关 22用压感方式绘图 23用倾斜方式绘图 23擦除 24眼手协调练习 24数位板控件 25使用ExpressKeys 26使用触控环 28INTUOS5 触控体验 29触控操纵 30自定义触控 40设置触控选项 41选择标准触控功能 42选择自定义触控功能 43禁用触控 44测试触控 45自定义 INTUOS5 46管理控制面板设置 47控制面板概观 48自定义笔 50调节笔尖感应和双击 51调节橡皮擦感应 52笔尖和橡皮擦压力高级设置 52自定义工具按钮 53自定义倾斜灵敏度 54自定义数位板功能 54自定义 ExpressKeys 55自定义触控环 56数位板至屏幕的映射 57屏幕区域部分 59数位板区域部分 60按钮功能 61使用和自定义径向菜单 68使用显示切换 69应用程序特定设置 71创建应用程序特定设置 72更改应用程序特定设置 73删除应用程序特定设置 73使用多个工具 74更改数位板模式 75高级选项 76请参考使用 INTUOS5 畅游无线。
电镀(PTH)制程讲解
四、设备的功能作用及要求
1‧阳极移动 阳极移动副度20~25毫米,速度5~45次/分。阴极移动应 与阳极的表面垂直,可提高镀层的均匀性 2‧压缩空气 将液面鼓起3~4cm小于或等于0.08m2/min,空气搅拌不仅 带给镀液的强烈翻动且提供氧气促进溶液中的Cu2+氧化 成Cu+的干扰,避免铜渣的产生、稳定药水的循环及成份 的补给。 3‧过滤:将槽液1~2h/次翻动,净化槽液,使槽液中的有 机杂质及时除去以免污染槽液,影响品质,同时槽液大 量的翻动可调整药水的浓度维持平衡。
F‧速化:作用是剥出铜面及皮膜上的钯胶体一种剥壳剥皮的 作用,使其露出中心钯核来使与下站化铜能进行更好的沉积 反应。 G‧化铜:主要是使孔内金属化,沉上一层薄薄的铜层. 沉铜厚度:15-30U”。
2‧电镀是酸洗、镀铜槽组成
‧酸洗:它的作用是剥除板面氧化层,粗化板面,使镀层牢固 均匀。提供酸性环境进入铜槽,来维持铜槽的稳定性。 ‧ 镀铜:它的作用是:使镀层具有半光泽性、延展性、抗拉 性,增加镀铜厚度最终使线路的导通能力更好。
PI缸 整孔
120L 120L
YC-210 YC-201 SPS
300-500 Ml/l 0.13±0.04N 80±20g/l 1.5-2.5% ≤20 g/l 1.116-1.154 0.6-1.0N 1.116-1.154 0.6-1.0N 80-110% 8-12% 1.5-2.5 g/l 8-12% 4-6% 2-4% 60-90g/l 54-135ml/l 40-60ppm
பைடு நூலகம்1.铜面粗糙
2.铜面发暗
3.板面氧化
1.及时修复设备故障。 2.严格控制板子hold time。
4.铜颗粒
1.钛篮阳极膜生长不良。 2.电镀时超时,长时间低电流电镀。 3.镀铜光泽剂浓度异常。 4.镀铜液异物过多。 5.阳极袋或阳极隔膜破损。
PTH沉铜WI

文件分发与回收部门分发份数签名日期回收份数签名日期生产部计划部品质部适用于电镀的兢铭沉铜线作业3.0 职责3.1 生产部:按工艺要求进行操作并作好生产相关记录及日常机器的一级保养。
3.2 工艺部:为生产工艺与操作指引之制定并完善,新物料、新设备试用评估并为制程不良问题提供技术支持。
3.3 维修部:设备之二级保养与三级保养及设备故障维修。
3.4 品质部:工艺参数的稽查及生产品质之监控,工艺改善效果确认并提供数据支持。
4.0定义:利用孔内沉积的Pd催化无电解铜与HCHO作用使化学铜沉积在孔壁上。
5.0 操作规程5.1 流程:双面板流程多层板流程上板上板除油除油二级水洗膨松关机操作:将周期键旋在单周期位→关闭各加热器、振动、摇摆、药水添加、进水开关→关总电源。
5.4开机作业前验证:5.4.1 检查各缸液位是否正常,并调整,活化缸不可直接加DI水补充液位,可用先配好的预浸液补加5.4.2 检查飞巴摆放位置是否正确,天车轨道是否清洁,需用干布清洁轨道5.4.3检查各水洗缸进水是否打开,并按流量标准设定溢流水量;有异常及时反映处理。
5.4.4检查各缸加热、打气、过滤、振动、摇摆开关是否打开,打气是否均匀,除油缸超声波是否打开,清洗或更换过滤棉芯,新棉芯用DI水浸 30分钟待用,更换预浸活化棉芯先用HCl泡2H。
5.4.5检查各缸温度有无达到工艺要求,并检查确保无异常,选择多层或双面程式生产。
5.4.6通知化验室取样化验,最佳参数控制在中间值,跟据化验补料通知单正确添加相应的药水;操作时须戴胶手套,防止酸性/碱性药水对皮肤造成伤害,若药水不慎入眼或溅到皮肤,必须立即使用大量清水冲洗,并立即到医院处理。
5.4.7 清洁地面和周边,使工作顺畅,先做拖缸板,背光8级以上可生产,生产时规范操作确保安全。
5.4.8生产时发现异常,立即停产,天车控制失灵,挂架下错缸,报警指示灯亮,拉急停线停止运行,通知主管或相应管理人员处理,排除异常恢复生产。
PTH工艺指导书
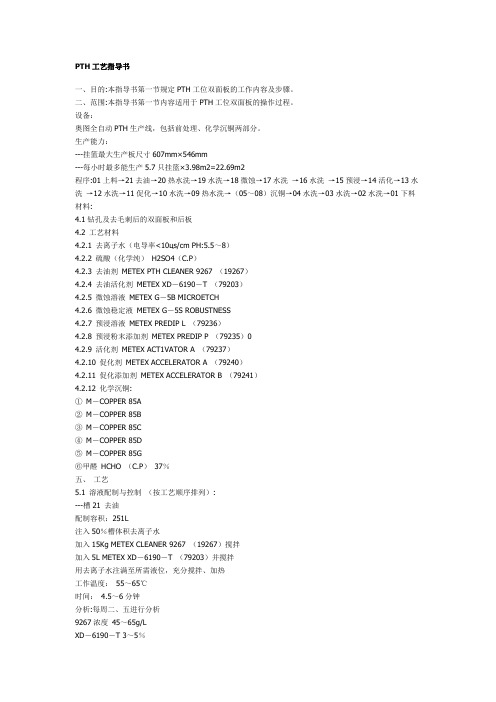
PTH工艺指导书一、目的:本指导书第一节规定PTH工位双面板的工作内容及步骤。
二、范围:本指导书第一节内容适用于PTH工位双面板的操作过程。
设备:奥图全自动PTH生产线,包括前处理、化学沉铜两部分。
生产能力:---挂篮最大生产板尺寸607mm×546mm---每小时最多能生产5.7只挂篮×3.98m2=22.69m2程序:01上料→21去油→20热水洗→19水洗→18微蚀→17水洗→16水洗→15预浸→14活化→13水洗→12水洗→11促化→10水洗→09热水洗→(05~08)沉铜→04水洗→03水洗→02水洗→01下料材料:4.1钻孔及去毛刺后的双面板和后板4.2 工艺材料4.2.1 去离子水(电导率<10цs/cm PH:5.5~8)4.2.2 硫酸(化学纯)H2SO4(C.P)4.2.3 去油剂METEX PTH CLEANER 9267 (19267)4.2.4 去油活化剂METEX XD-6190-T (79203)4.2.5 微蚀溶液METEX G-5B MICROETCH4.2.6 微蚀稳定液METEX G-5S ROBUSTNESS4.2.7 预浸溶液METEX PREDIP L (79236)4.2.8 预浸粉末添加剂METEX PREDIP P (79235)04.2.9 活化剂METEX ACT1VATOR A (79237)4.2.10 促化剂METEX ACCELERATOR A (79240)4.2.11 促化添加剂METEX ACCELERATOR B (79241)4.2.12 化学沉铜:①M-COPPER 85A②M-COPPER 85B③M-COPPER 85C④M-COPPER 85D⑤M-COPPER 85G⑥甲醛HCHO (C.P)37%五、工艺5.1 溶液配制与控制(按工艺顺序排列):---槽21 去油配制容积:251L注入50%槽体积去离子水加入15Kg METEX CLEANER 9267 (19267)搅拌加入5L METEX XD-6190-T (79203)并搅拌用去离子水注满至所需液位,充分搅拌、加热工作温度:55~65℃时间:4.5~6分钟分析:每周二、五进行分析9267浓度45~65g/LXD-6190-T 3~5%每生产50m2板子加料一次,450g。
pcbPTH流程简介培训

3.2.5 速化
活化之后在基体表面上吸附的是以金属钯為核心的胶团,在钯核 周围包围着碱式锡酸盐化合物。在化学铜之前应除去一部分,以 使钯核完全露出来,增强胶体钯的活性.加速还可以除去多余的 碱式锡酸盐化合物,从而显著提高了化学铜层与基体间的结合强 度.加速处理的实质是使碱式锡酸盐化合物重新溶解.如果加速 液的浓度过高,时间过长,会导致吸附的钯脱落,造成化学铜后 孔壁出现空洞.
活化液、加速液异常处理
问题
原 因分析
改善措施
1.槽液表面有银色 1.部份液中之钯遭到氧化. 亮膜
槽液不用时要加浮动的皮膜予以遮盖. 不可吹入空气造成氧化
2.槽液变成透明澄 槽液中钯浓度太低,二价锡太低, 要用浮动膜盖加在液体表面避免吹入空气
清而在槽底形成 或氯离子太低或吹入空气,使鈀 分析管理:pd2+酸度,比重倒掉槽液重配槽
有色沉淀.
胶体聚成一团而沉淀。
3.速化液中出现固 由于活化液带入太多而形成凝 增加活化在槽子上的停留时间.
体粒子.
团.
★加强活化后之清洗. ★速化液定时过滤
4.由于活化不良而 活化液中浓度太低. 造成铜孔壁破洞 活化槽液酸浓度温度太低.
分析及添加.注意改善调整到范围内
5.速化不良造成铜 孔壁附著力不佳.
到0.0001g); 计算: 咬蚀率(u)=(G1-G2)×1000/2×10×10=5×(G1-G2)mg/cm2 二、 微蚀率控制标准 0.2mg/cm2<u<0.5mg/cm2
一般槽液在夜晚无工作时应降低浓度 60~70%,等次日开工时添加到 100%. 关掉吹气,检查液面有无油类,然后把油类刮除,如仍无法解决时换掉药 水时,并先把镀槽洗净. 按厂商建议去做.
4.化学铜沉积速率测试
PTH操作规范

→化学铜→水洗→水洗→出作业 名称
作业内容
工具/材料
备注
1.确认过滤机的棉芯是否需更换,更换棉芯时,关闭进出水 阀门再进行作业.
棉芯
速化、化铜:1次/周;膨松、 除油:1次/3天 ;其余:2次/ 周
2.打开冰水,自来水及纯水总阀门 3.打开总电源开关,打开各分电源开关. 4.打开PTH线鼓风机,同时关闭化铜小鼓风机
惠州市特创电子科技有限公司
沉铜线操作规范
制作单位:工艺部
文件编号:GS-WI-PR-PL-005
制作日期:2013/06/25 版本号:A6
总页数:第3页,共12页
序号
作业 名称
作业内容
工具/材料
备注
1.将天车运转模式由自动转换为手动作业模式.
2.停电后第一时间将微蚀、预中和、中和槽内的板子及时吊至水洗槽放置.
目视
双面板程式(挂篮定位): 1.2.4.5.6.7.10.13.15.18 .22# 多层板程式(挂篮定位): 1.4.5.6.7.11.13.18.23.2 5.28.32.36#
7.检查各槽液位是否为标准液位,液位不足及时补加
8.用温度计量测各槽温度是否与显示温度一致,如各槽液量 测温度有与显示温度不符,需找维修部进行校正处理,温度 未在标准范围内不可开线生产
备注
生产中须维持槽液负载平衡
2
沉铜 作业
3.品质 检查
1.物理试验室每2小时做背光级数检查1次 2.生产0.4mm的薄板时,要注意插板方式. 3.下挂时每两挂板要取一片确认板面有无铜渣,孔
内有无孔破的状况.
剪刀
背光级数小于8.0级则需要 做重工处理.
4.转板:将取下的板子用小推车转送到一铜前养板槽中
ptH

2
3
3.
輸入基板資訊
與基板貼齊 5
5. 點選Load PCB
6. 進入編輯畫面(記得存檔)
File save
回主畫面 P8
OMRON
VT-RNS-ptH
3.1編輯模式工具
Teaching Mode
工具列 PCB畫面 PCB零件位置圖 零件庫
程式測試 Sample Image 不良圖像測試 檢查基準
P6
OMRON
VT-RNS-ptH
2.2 暫停檢查
Stop
繼續進行之前的檢查 此電路板檢查後停止 結束檢查 目前電路板檢查後停止 並離開此檢查程式 進入更變設定選單 匯出統計結果
輸入匯出名稱
檢查結果顯示"OK"或"NG"
顯示電路板影像
ON-開啟 OFF關閉
檢查結果輸出設定 重新設定PCB編號 及工單編號 基板概圖顯示設定
開啟前門時,左把手往後拉,右把手往左推 電源開關 1:開 0:關 電腦
緊急停止開關
電源 停止
開始
工作臺
Байду номын сангаас
Ps.按下緊急停止開關 工作臺將停止動作,馬達的勵磁被解除,一段時間後自動切斷電腦電源 P3
OMRON
VT-RNS-ptH
1.2檢查架構說明
製作新程式.參見2.3 (P8)
程式清單
Program1 Program2 Program3
模擬概圖 基板縮圖
雙面檢查設定
Ps.需具備正背程式
離開
P7
OMRON
VT-RNS-ptH
2.3製作新程式
Create New Inspection Program
PTH沉铜线保养操作指引

二、适用范围:PTH 沉铜线操作员工; 三、职责:工艺部: 制订及跟进修订工艺流程、技术参数; 生产部:按工艺部制订之工艺参数执行作业; 品质部: 按工艺部制订之工艺参数执行作业监督;设备部:负责设备的功能性维护保养及设备故障的处理;四、保养流程及事项:1.周保养事项保养步骤:1、打开A 阀门排掉原有废液;2、用扫把清洗缸壁,清除缸内异物;3、用水管冲洗缸壁及缸底,排出缸内污水;4、关闭排水阀门加水到标准工作液位;5、保养频率:1次/周; 保养注意事项:1、清洗过程中缸壁有污迹清扫不干净,用800#砂纸轻磨干净;2、检查缸底如有爆裂或漏水,及时开单维修;3、检查打气管如有堵塞,请用铜线通开;水洗缸清洗缸壁冲洗缸壁排掉原废水A冲洗缸壁微蚀缸保养步骤:1、打开A 阀门排掉原有废液;2、打开B 阀门关闭A 阀门用扫把清洗缸壁,清除缸内异物;3、用水管冲洗缸壁及缸底,排出缸内污水;4、关闭排水阀门加水到缸体2/3,按SOP 文件开缸量进行开缸,继续加水到标准工作液位;5、保养频率:铜离子≥25g/l ; 保养注意事项:1、清洗过程中缸壁有污迹清扫不干净,用800#砂纸轻磨干净;2、检查缸底如有爆裂或漏水,及时开单维修;3、检查冰水管是否漏水;4、检查液位感应器是否正常,螺丝是否松动;5、添加药品时必须戴相应的防护用品,如面罩、胶手套等;保养步骤:1、打开A 阀门排掉原有废液;2、用扫把清洗缸壁,清除缸内异物;3、用水管冲洗缸壁及缸底,排出缸内污水;4、关闭排水阀门加纯水到缸体2/3,按SOP 文件开缸量进行开缸,继续加纯水到标准工作液位;5、保养频率:1次/周; 保养注意事项:1、清洗过程中缸壁有污迹清扫不干净,用800#砂纸轻磨干净;2、检查缸底如有爆裂或漏水,及时开单维修;3、添加药品时必须戴相应的防护用品,如面罩、胶手套等;预中和缸冲洗缸壁排掉废液A清洗缸壁清洗缸壁排掉废液BA除油缸保养步骤:1、打开A阀门排掉原有废液;2、打开B阀门关闭A阀门用扫把清洗缸壁,清除超声波底下异物;3、用水管冲洗缸壁及缸底,排出缸内污水;4、关闭排水阀门加纯水到缸体2/3,按SOP文件开缸量进行开缸,继续加纯水到标准工作液位;5、保养频率:1次/ 2周;保养注意事项:1、清洗过程中缸壁有污迹清扫不干净,用800#砂纸轻磨干净;2、检查缸底如有爆裂或漏水,及时开单维修;3、检查热水加热管是否漏水;4、检查周边自动添加、液位感应器、是否正常,螺丝是否松动;5、添加药品时必须戴相应的防护用品,如面罩、胶手套等;排掉废液AB清洗缸壁冲洗缸壁沉铜缸保养步骤:1、清洗备用沉铜缸;2、抽取主槽沉铜药水到备用槽;3、将倒槽后的沉铜缸用硫酸、双氧水炸干净备用;4、保养频率:1次/周;保养注意事项:1、清洗过程中缸壁有污迹清扫不干净,用800#砂纸轻磨干净;2、检查缸底如有爆裂或漏水,及时开单维修;3、检查冰水管、热水加热管是否漏水;4、检查周边自动添加、液位感应器、是否正常,螺丝是否松动;5、添加药品时必须戴相应的防护用品,如面罩、胶手套等;清洗备用缸抽取药水中中待炸缸备用加速缸保养步骤:1、打开A阀门排掉原有废液;2、用扫把清洗缸壁,清除缸内异物;3、用水管冲洗缸壁及缸底,排出缸内污水;4、关闭排水阀门加纯水到缸体2/3,按SOP文件开缸量进行开缸,继续加纯水到标准工作液位;5、保养频率:1次/ 2周;保养注意事项:1、清洗过程中缸壁有污迹清扫不干净,用800#砂纸轻磨干净;2、检查缸底如有爆裂或漏水,及时开单维修;3、检查热水加热管是否漏水;4、检查周边自动添加、液位感应器、是否正常,螺丝是否松动;5、添加药品时必须戴相应的防护用品,如面罩、胶手套等;棉芯更换保养步骤:1、关闭过滤泵控制开关;2、关闭进、出药水阀门开关;3、打开排气阀门,将过滤器内的药水排放;4、打开保险阀取下过滤器盖;5、取出旧的过滤棉芯,冲洗过滤桶;6、换上已经浸泡过的新过滤棉芯;7、盖好过滤盖、锁紧保险阀、打开进、出药水阀门开关、开启过滤机;8、保养频率:1次/周;保养注意事项:1、用手将过滤器盖的保险阀打开,注意对角打开保险阀,保持盖子的受力平衡;2、开启过滤机后需要排2-3次气,直到主槽无气泡为止;3、操作时必须戴相应的防护用品,如面罩、胶手套等;打开保险阀更换棉芯检查压力清洗缸壁冲洗缸壁排掉废液A2、月保养事项保养步骤:1、打开A 阀门排掉原有废液;2、打开B 阀门关闭A 阀门用扫把清洗缸壁,清除超声波底下异物;3、用水管冲洗缸壁及缸底;4、加自来水到缸体2/3,按SOP 文件开缸量进行开缸,继续加纯水到标准工作液位;5、保养频率:1次/月; 保养注意事项:1、清洗过程中缸壁有污迹清扫不干净,用800#砂纸轻磨干净;2、检查缸底如有爆裂或漏水,及时开单维修;3、检查热水加热管是否漏水;4、检查周边自动添加、液位感应器、是否正常,螺丝是否松动;5、添加药品时必须戴相应的防护用品,如面罩、胶手套等;膨松缸排掉废液AB清洗缸壁冲洗缸壁中和缸保养步骤:1、打开A 阀门排掉原有废液;2、用扫把清洗缸壁,清除缸内异物;3、用水管冲洗缸壁及缸底,排出缸内污水;4、关闭排水阀门加纯水到缸体2/3,按SOP 文件开缸量进行开缸,继续加纯水到标准工作液位;5、保养频率:1次/月; 保养注意事项:1、清洗过程中缸壁有污迹清扫不干净,用800#砂纸轻磨干净;2、检查缸底如有爆裂或漏水,及时开单维修;3、检查热水加热管是否漏水;4、检查周边自动添加、液位感应器、是否正常,螺丝是否松动;5、添加药品时必须戴相应的防护用品,如面罩、胶手套等;清洗缸壁冲洗缸壁排掉废液A预浸缸保养步骤:1、打开A阀门排掉原有废液;2、用扫把清洗缸壁,清除缸内异物;3、用水管冲洗缸壁及缸底,排出缸内污水;4、关闭排水阀门加纯水到缸体2/3,按SOP文件开缸量进行开缸,继续加纯水到标准工作液位;5、保养频率:1次/月;保养注意事项:1、清洗过程中缸壁有污迹清扫不干净,用800#砂纸轻磨干净;2、检查缸底如有爆裂或漏水,及时开单维修;3、检查周边液位感应器、是否正常,螺丝是否松动;4、添加药品时必须戴相应的防护用品,如面罩、胶手套等;清洗缸壁冲洗缸壁排掉废液A活化缸保养步骤:1、打开A阀门排掉原有废液;2、打开B阀门关闭A阀门用扫把清洗缸壁,清除超声波底下异物;3、用水管冲洗缸壁及缸底,排出缸内污水;4、关闭排水阀门加纯水到缸体2/3,按SOP文件开缸量进行开缸,继续加纯水到标准工作液位;5、保养频率:每月倒槽一次,铜离子达到4000PPM更换;保养注意事项:1、倒槽时用气泵把活化缸药水抽到预浸缸,活化缸清洗干净后抽回活化缸;2、清洗过程中缸壁有污迹清扫不干净,用800#砂纸轻磨干净;2、检查缸底如有爆裂或漏水,及时开单维修;3、检查周边自动添加、液位感应器、是否正常,螺丝是否松动;4、添加药品时必须戴相应的防护用品,如面罩、胶手套等;清洗缸壁冲洗缸壁排掉废液A B五、相关记录:1、点检项目参数记录到《沉铜保养记录表》; 除胶缸保养步骤:1、打开A 阀门排掉原有废液;2、清除缸内胶渣;3、打开B 阀门关闭A 阀门加2/3水、加硫酸、双氧水、加水到最高液位,浸泡1-2小时;4、保养后打开B 阀门废水排到综合管道,用水管冲洗缸壁及缸底,用5%NAOH 浸泡2次;5、加自来水到缸体2/3,按SOP 文件开缸量进行开缸,继续加纯水到标准工作液位;6、保养频率:3个月倒槽、6个月换缸; 保养注意事项:1、加硫酸、双氧水浸泡过程中用量杯清洗再生器上面异物;2、用5%NAOH 浸泡0.5小时/次,浸泡过程中用烧杯清洗再生器,确保清洗干净再生器表面及周边酸水;3、检查再生器是否破损,如有破损及时更换处理;4、添加药品时必须戴相应的防护用品,如面罩、胶手套等;清洗缸壁冲洗缸壁排掉废液AB记录填写点检记录。
pth工艺流程

pth工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!陶瓷地砖楼面的施工工艺流程详解一、准备工作阶段。
在进行陶瓷地砖楼面的施工之前,需要进行一系列准备工作。
PTH(DIP)插件及组装基础培训教材

PTH生产制造流程
PTH工段介绍-插件
➢插件种类
MI人工插件
➢插件注意事项
1.前一工序插件内容不得妨碍下一工序作业; 2.带有卡PIN的零件优先安装; 3.零件外观颜色相近的分配到不同工站安装; 4.对有极性的零件要做到防呆,需要对此做重点检查; 5.使用载具要轻拿轻放,禁止纤维物质接触载具; 6.作业时双手协调作业,提高效率,降低劳动强度;
PTH各工段介绍-插件
➢常见插装元件图例
PTH各工段介绍-ICT
➢定义:
检查产品零件 电阻(R),电容(C),电感(L),晶体(TR),等是否存在,和针对产 品物质特性开路和短路的测试。
➢目的:
剔除不良电子元件,PCB开路,短路及PCBA电子元件空焊错件等。
➢方法:
在ICT设备的基座上有如下四个按钮
pth各工段介绍手焊组装pth各工段介绍手焊组装焊点好坏的判断标准饱满光滑与焊盘充分接触与元件引脚完全焊接且成圆锥状焊点好坏的判断标准饱满光滑与焊盘充分接触与元件引脚完全焊接且成圆锥状锡过多堆积易虚焊锡过多堆积易虚焊焊点表面助焊剂残留过多焊点表面助焊剂残留过多少锡锡量不足270度少锡锡量不足270度包脚引脚无法辨识包脚引脚无法辨识引脚与焊点之间破裂引脚与焊点之间破裂针孔吹空针孔吹空短路短路锡上元件本体锡上元件本体2020122911说产品质量的问题从侧面反映出一个民族的素质从今天起请大家牢固地树立
PTH各工段介绍-手焊组装
➢焊点好坏的判断标准
饱满光滑与焊盘充分接触,与元件引脚完全焊接且成圆锥状
锡过多,堆积易虚焊
焊点表面助焊剂残留过多
少锡,锡量不足270度
拉尖
包脚,引脚无法辨识
引脚与焊点之间破裂
PTH线操作手册

P T H线操作手册(总14页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.MarchPTH线操作手册目录一、目的范围二、工艺流程三、 PTH设备规格表四、 PTH程序图及各缸时间范围五、操作程序5.1开缸程序5.2工艺控制5.3生产操作和维护5.4 PTH线停产处理方法5.5 PTH线生产异常处理方法5.6沉铜效果检测六、PTH线常见问题及处理方法七、背光级数图八、附录1、PTH线操作控制表2、PTH线设备检测一览表一、目的规范规范PTH线流程,提供PTH线工艺控制参数和操作方法,指导生产人员正常生产,以确保生产产品品质,适用于PTH手动或自动线操作。
二、工艺流程三、 PTH线设备规格表备注:SS:不锈钢 QTZ:石英 P.P:聚丙烯 T:气缸振荡 M:机械摇摆 A:打气 V:电振荡器 TF:铁氟龙 C:冷却四、 PTH自动线程序图及各缸时间范围注:滴水时间栏空白无要求各厂根据实际情况可作适当调整五、操作程序5.1开缸程序5.1.1前期准备A、清洗缸体:新线开缸前须用3-5% NaOH溶液泡缸12小时,用清水清洗干净后,再用3-5% H2SO4泡缸12小时,再用清水冲洗,至少2次,药水槽再用纯水清洗一次备用。
旧线视缸体清洁度,可考虑不用酸碱泡,但缸体须用清水洗净,药水缸须用纯水清洗;B、测量:测量缸内壁长、宽、高,计算出缸体积,计算方法:V 体= 长×宽×高(药水液位高度);C、检查生产辅料(比如,H2SO4是否浑浊等)。
5.1.2开缸5.1.2.1整孔除油缸:A、加入DI水至2/3体积;B、加入整孔剂DS-122(10%);C、补充DI水至液位;D、打开加热,开启过滤机5.1.2.2微蚀缸:A、加入水至2/3体积,开启打气;B、加入硫酸4%(或硫酸8%,适合硫酸双氧水系列产品);C、冷却后加入过硫酸钠80g/L;D、加水至液位,搅拌。
__DesmearPTH部分操作守册-2010

罗门哈斯电子材料(DG)有限公司化学沉铜工艺操作规范华锋微线电路(惠州)有限公司Rev. 01章节内容页1 化学沉铜工艺流程简介 22 工艺目的 33 控制条件 44 配制槽液程序及用量5-85 生产线开工手则9-106 生产线停工手则117 生产线之停电或机械故障处理方法128 生产线之保养事项及程序13-149 药品用量准备1510 品质检定方法及标准16-811 问题分析程序及原因19-211) 化学沉铜工艺流程简介膨松剂MLB 211↓除胶渣↓除油剂C/C 3325↓粗化剂NaPS↓预浸剂C/P 404↓活化剂CAT 44↓化学沉铜C/P 880↓PANEL 镀铜2) 工艺目的2.1.膨松剂 MLB 211 - 膨松及调整树脂表面使易于被KMnO4蚀刻.2.2.除胶渣 -通过KMnO4对树脂之蚀刻以清除钻孔留下之胶渣及粗化孔壁.2.3.中和剂 -清除KMnO4残留下之MnO2确保孔壁为最佳状态.2.4. 除油 CC 3325 - 调整孔壁的表面使催化剂易于吸附.2.5. 粗化剂 NaPS - 蚀刻孔壁内层及板面的铜层, 具有良好结合条件.2.6. 预浸剂 CP 404 -调整铜面及保护催化缸槽液.2.7.催化剂 CAT 44 -是一种胶体状的锡化钯, 它可以使没有导电性能的表面, 具有金属导电性能及催化沉铜反应.2.8.化学铜 CP 880 - 通过催化钯之作用使在孔壁及铜面沉积一层细致的铜层以便加厚镀铜.3 ) 控制条件4) 配制槽液程序及用量4.2. 配制槽液程序4.2.0 配槽前需对所有槽体进行彻底清洗:a. 用水冲尽槽内垃圾及污物.b. 用30~50G/L NaOH 浸泡8HR.c. 用水冲净.d. 用3~5% H2SO4 浸泡4HR.e. 用水冲净.f. 若是碱性槽需再用10G/L NaOH 浸泡10 MIN.g. 用水冲净.4.2.1膨松剂 MLB 211a.加入半缸纯水于槽中.b.加入过滤蕊于过滤泵中.c.加入 NaOH于槽液中.d.等候 5 –15 分钟,直至NaOH完全溶解.e.加入膨松剂 MLB 211.f.开动过滤泵.g.补充足够水位.h.开启加热器,将温度提升至 78 ºC.4.2.2. 除胶缸 .a.加入 75%缸纯水于槽中.b.加热至 60 - 65 ºC.c.开动搅拌器.d.加入高锰酸钾 (KMnO4) ,缓慢地加入槽中.e.加入 NaOH于槽液中.f.补充足够水位.g.提升温度至 78 ºC.h.抽取样本到实验室分析当量,高锰酸钾及锰酸钾.i.调校含量于控制范围之内.4.2.3. 中和a.加入 2/3 缸纯水于槽中b.缓慢地加入硫酸,并开启搅拌。
PTH线操作指引

15-20
加热循环搅拌
双水洗
175LX2
0.5-1 min
10-15
打气流动水
微蚀
175L
SPS
H2SO4
60g/l
4%
40-80g/L
3-5%
30-40S
1次/班分析添加
10-15
打气
双水洗
175LX2
0.5-1 min
10-15
打气/滚动水
预浸
175L
预浸盐
比重
1:130
1.116-1.42
AC-1503L/1000㎡
15-20S
机械搅拌
双水洗
175LX2
0.5-1 min
10-15S
打气流动水
沉铜
100LX2
CU2+
NaOH
HCHO
温度
2.7g/L
11g/L
7g/L
28-32℃
CU2+:2.5-3g/L
NaOH:9-13g/L
HCHO:5-8g/L
30 min
3次/班CU-160A.B各1.8L/60-80平方尺
4.4各槽药液、液位是否足够,不够进行补加DI至液位,搅拌后分析调整。
4.5检查各药液参数是否在生产范围内。
4.6各加温槽提前预热。
编制
审核
批准
文件编号
主题:PTH作业指导引
版本
页码
第4页共7页
生效日期
年月日
5、注意事项:
5.1加药,倒缸等接触化学药品的操作需戴防酸碱手套等防护用品。
5.2沉铜缸需24小时打气,循环。
作业前添加CU-160A.B各1.5ML/L
pth返工流程

pth返工流程PTH是Printed Through Hole的缩写,指的是印刷电路板(PCB)的插装技术。
PTH返工流程是指修复或更换已经安装在PCB上的插装元件的过程。
本文将介绍PTH返工流程的详细步骤。
一、准备工作在进行PTH返工之前,需要准备以下工具和材料:1. 烙铁和焊锡2. 吸锡线或吸锡器3. 酒精和棉球4. 镊子和剪线器5. 插座和连接线6. 替代元件(如果需要更换)二、确定返工的原因在开始返工之前,需要确定返工的原因。
可能的原因包括元件损坏、焊接不良、连接错误等。
通过仔细检查和测试,确定需要返工的元件和位置。
三、拆卸元件使用烙铁加热焊锡,将焊锡熔化。
然后,使用镊子或剪线器轻轻拆卸元件。
要小心不要损坏PCB或周围的元件。
如果需要更换元件,可以将插座焊接在PCB上,以便更轻松地更换元件。
四、清理焊盘在拆卸元件后,使用酒精和棉球清洁焊盘。
确保焊盘表面干净、无油污或焊锡残渣。
这可以提供良好的焊接接触,确保返工后的元件连接可靠。
五、插装新元件如果需要更换元件,可以通过以下步骤进行插装:1. 将新元件插入插座或直接插入焊盘。
确保元件与PCB对齐,并在正确的位置上。
2. 使用烙铁加热焊锡,并将其涂在焊盘上。
确保焊锡充分熔化,与焊盘和元件接触良好。
3. 等待焊锡冷却并固化,确保元件牢固地焊接在PCB上。
六、测试和检查完成插装后,进行测试和检查以确保返工成功。
可以使用测试设备或仪器检查新元件的功能和连接是否正确。
同时,还需要检查周围的元件和焊接是否未受到损坏。
七、清理和整理返工完成后,清理工作区域,将使用的工具和材料归位。
将PCB放回原位,并确保所有连接和插装都安全可靠。
总结:PTH返工是修复或更换已经插装在PCB上的元件的过程。
通过准备工作、确定返工原因、拆卸元件、清理焊盘、插装新元件、测试和检查以及清理整理等步骤,可以有效地完成PTH返工。
返工后,确保元件连接可靠并进行测试和检查,以确保返工成功。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PTH线操作手册目录一、目的范围二、工艺流程三、PTH设备规格表四、PTH程序图及各缸时间范围五、操作程序开缸程序工艺控制生产操作和维护PTH线停产处理方法PTH线生产异常处理方法沉铜效果检测六、PTH线常见问题及处理方法七、背光级数图八、附录1、PTH线操作控制表2、PTH线设备检测一览表一、目的规范规范PTH线流程,提供PTH线工艺控制参数和操作方法,指导生产人员正常生产,以确保生产产品品质,适用于PTH手动或自动线操作。
二、工艺流程三、PTH线设备规格表备注:SS:不锈钢 QTZ:石英:聚丙烯 T:气缸振荡 M:机械摇摆 A:打气 V:电振荡器 TF:铁氟龙 C:冷却四、PTH自动线程序图及各缸时间范围注:滴水时间栏空白无要求各厂根据实际情况可作适当调整五、操作程序开缸程序5.1.1前期准备A、清洗缸体:新线开缸前须用3-5% NaOH溶液泡缸12小时,用清水清洗干净后,再用3-5% H2SO4泡缸12小时,再用清水冲洗,至少2次,药水槽再用纯水清洗一次备用。
旧线视缸体清洁度,可考虑不用酸碱泡,但缸体须用清水洗净,药水缸须用纯水清洗;B、测量:测量缸内壁长、宽、高,计算出缸体积,计算方法:V 体= 长×宽×高(药水液位高度);C、检查生产辅料(比如,H2SO4是否浑浊等)。
5.1.2开缸5.1.2.1整孔除油缸:A、加入DI水至2/3体积;B、加入整孔剂DS-122(10%);C、补充DI水至液位;D、打开加热,开启过滤机5.1.2.2微蚀缸:A、加入水至2/3体积,开启打气;B、加入硫酸4%(或硫酸8%,适合硫酸双氧水系列产品);C、冷却后加入过硫酸钠80g/L;D、加水至液位,搅拌。
5.1.2.3酸浸缸:A、加入DI水至2/3体积;B、加入2%(V/V)H2SO4;C、加入DI水至液位,搅拌均匀。
5.1.2.4预浸缸:A、加入DI水至2/3体积;B、加入预浸剂DS-133 220g/L(或DS-133 220g/L,AR盐酸5%,适合DS-133体系);C、加入DI水至液位,搅溶后开启过滤泵。
5.1.2.5活化缸:A、加入DI水至2/3体积;B、加入预浸盐DS-133 220g/L,AR盐酸5%。
C、加入DI水至液位,搅溶后开启过滤泵;D、加入活化剂DS-140 2%;E、打开加热器循环。
5.1.2.6加速缸:A、加入DI水至2/3体积;B、加DS-155 10%;C、加入DI水至液位;D、打开过滤泵。
5.1.2.7沉铜缸:A、加入DI水至2/3体积;B、开启打气,加入沉铜液DS-166M 5%;C、缓慢加入DS-166A 7%;D、缓慢加入DS-166B 7%;E、补充DI水至液位,开启过滤。
工艺控制5.2.1整孔除油A、工艺参数a、温度 60-70℃b、时间 5-8minc、过滤连续过滤d、摇摆连续B、控制a、碱度控制在;b、每生产100m2板补加1-1.5L DS-122;c、每班分析一次,依化验结果调整维护。
C、更换a、每升工作液处理30-35m2板或铜含量大于1g/L时换缸;b、每次全部排净旧液,洗净缸体后,重新开缸。
5.2.2微蚀A、工艺参数a、温度 25-35℃b、时间 1-2minc、浓度 Na2S2O860-100g/L H2SO43-5%d、过滤连续过滤f、打气过硫酸钠体系开打气,双氧水体系无须打气。
B、控制a、每生产100m2添加Na2S2O85KG,硫酸2L;b、每班分析一次,微蚀速率控制在;C、更换a、铜含量大于25g/L时更换;b、更换时保管1/6左右旧槽液,再加入1/2体积纯水,然后加入4%硫酸及80g/L Na2S2O8,用纯水补充至液位。
5.2.3酸浸缸A、工艺参数a、温度室温(20-30℃)b、时间 1-3minc、摇摆连续B、控制a、H2SO4浓度控制在1-3%;b、每班分析一次,按分析结果补加。
C、更换与微蚀缸同时更换。
5.2.4预浸A、工艺参数a、温度室温(18-30℃)b、时间c、过滤连续过滤d、摇摆连续。
B、控制a、比重控制在每添加165g/L DS-133可升高比重(或补加165g/L DS-133可升高比重,L盐酸可提高酸度,此适合DS-133体系);b、每生产100m2板补加2.5KG DS-133、0.5L盐酸。
C、更换a、每升槽液生产30m2时更换;b、或溶液转变成蓝色或绿色时更换。
5.2.5活化A、工艺参数a、温度 35-44℃b、时间 5-8minc、搅拌摇摆或过滤循环d、加热器石英或铁氟龙e、过滤定期过滤B、控制a、每生产100m2补加DS-140 0.6L;b、比重控制在,比色控制在60-90%。
C、更换a、每升槽液生产600m2时换缸;b、铁含量高于150ppm时更换;c、换时排除全部旧液,再用稀盐酸泡洗槽壁,以清水洗净后用纯水清洗,重新开缸。
5.2.6加速A、工艺参数a、温度酸性室温(20-30℃)b、时间 2-4minc、搅拌摇摆或过滤循环d、过滤连续过滤B、控制a、酸性控制到;b、每生产1000ft相对补加DS-155 1.5L。
C、更换a、每升槽液生产20-30m2时更换;b、当溶液变混浊时;c、更换时全部排除旧液,洗净槽液重新更换。
5.2.7化学铜A、工艺参数a、温度 25-30℃b、时间 12-18minc、沉积速率微英寸/分钟d、过滤连续过滤e、搅拌空气及机械搅拌f、操作容量(负载) -0.25ft2LB、控制a、浓度控制Cu2+ -2.5gLNaOH 11-13g/LHCHO 6-8g/Lb、浓度控制在正常范围之内补加量计算方法:(CU2+标准值-分析值)×V 槽体30(NaOH标准值-分析值)×V 槽体180液碱(L)=(甲醛标准值-分析值-补加166B升高值)×V 槽体200甲醛(L)=(甲醛标准值-分析值-补加166A升高值)×V 槽体370DS-166A(L)=DS-166B(L)=1.每生产6-8m2板添加DS-166A、B各1L;2.每星期更换一次过滤棉芯,更换时用稀硫酸浸洗新滤芯,用DI水洗净,放入滤槽中使用;3.每周倒一次槽,并将槽内壁沉积铜消除,方法:抽入废微蚀液或加入一定量H2SO4、Na2S2O8并加水至液位并开启打气;4.每班分析3次,即4小时分析一次。
C、更换a、每升槽液生产30-40m2或药水添加量达50MTO时换缸;b、更换时将槽液全部排放,消除缸内壁沉积铜,洗净后重新配。
生产控制与维护5.3.1新开缸药水须化验分析,确保浓度正常范围,检查各药水缸温度应达到正常范围;5.3.2 取三架裸基材板依沉铜线正常程序拖缸。
每架双面累积应达沉铜缸最佳负载,即0.2ft2/L;5.3.3 紧接拖缸板后做一架生产板,抽取生产板背光,要求:双面板级以上,多层板级以上(详见背光等级表)。
正常后批量生产,并连续生产,并连续跟进至少3缸板。
5.3.4 生产过程中须做好生产记录,药水补加尽可能少量多次,以保持各药水缸浓度平衡,前处理各缸药水每生产100 m2补加一次,化铜缸视生产板而定,每架板至少6 m2时,累积6m2补加166A、B液各1L,每架大于6m2时,生产一架添加一次。
添加量计算:添加量(L)=累积生产面积m2/6m2;5.3.5 每次开拉前须检查设备运行状况,待温度升到正常管控要求,化验分析调整各药水缸浓度后,拖缸做板,步骤同、;5.3.6 无化验室的厂家,每次开拉前,沉铜缸须补加DS-166A、B各15ml/L,停产12小时以上,还须补加至少5ml/L甲醛(37%)。
PTH线停产处理方法:5.4.1 停产前沉铜少添加一次药水;5.4.2 关掉所有药水缸中的加热器;5.4.3 关掉水洗缸的入水阀及打气阀;5.4.4 保持沉铜缸有打气及过滤;5.4.5 保持活化缸有循环;5.4.6 长时间停产或放假,须将药水缸盖好,尤其是活化槽。
PTH线停电及机械故障处理方法:5.5.1 当遇停电或机械故障时把正浸在药水槽中的板取出水洗待重做;5.5.2 当遇停电机械故障不超过10分钟,浸在水洗缸中的板可正常往后生产如若不然须取出重做;5.5.3 在沉铜缸内板可继续沉铜至足够时间,然后取出至板电;5.5.4 停电时间超过4小时,须用纯水酸制,用AR级硫酸中和沉铜缸中的NaOH,用量约为7ml/L(AR级硫酸);5.5.5 返工板程序:微蚀→水洗→磨板→PTH工序沉铜效果检测:5.6.1 背光检测:每生产四小时检测一次,具体见背光对照表;5.6.2 孔铜附着力检测:沉铜板做到成品后,进行热冲击实验,孔铜不脱离为OK。
六、PTH线常见问题及处理七、背光级数表。