ASME第IX卷的最新变化及其应用
ASME规范第XI卷IWL分卷轻水冷却核电厂CC级设备要求
IWL 分卷轻水冷却核电厂CC级混凝土设备的要求IWL-1000 范围和职责 (266)IWL-1100 范围 (266)IWL-1200 受检验的物项 (266)IWL-1210 检验要求 (266)IWL-1220 免检的物项 (266)IWL-2000 检验和检查 (267)IWL-2100 概要 (267)IWL-2200 役前检验 (267)IWL-2210 检验时间表 (267)IWL-2220 检验要求 (267)IWL-2220.1 混凝土 (267)IWL-2220.2 无粘结的后张拉系统 (267)IWL-2230 修理/更换的役前检验 (267)IWL-2300 目视检验,人员资格和责任工程师 (267)IWL-2310 目视检验和人员资格 (267)IWL-2320 责任工程师 (268)IWL-2400 在役检查计划 (268)IWL-2410 混凝土 (268)IWL-2420 无粘结的后张拉系统 (268)IWL-2421 多堆厂址 (269)IWL-2500 检验要求 (269)IWL-2510 表面检验 (269)IWL-2520 无粘结的后张拉系统的检验 (269)IWL-2521 钢束的选择 (269)IWL-2521.1 免检 (270)IWL-2522 钢束张力和伸长的测量 (270)IWL-2523 钢丝束和钢铰线束取样检验和试验 (272)IWL-2523.1 钢束解除张力和检验样品的去除 (272)IWL-2523.2 取样检验和试验 (272)IWL-2523.3 重新张拉 (272)IWL-2524 钢束锚固区的检验 (272)IWL-2524.1 目视检验 (272)IWL-2524.2 游离水的记录 (273)IWL-2525 防腐介质和游离水的检验 (273)IWL-2525.1 取样 (273)IWL-2525.2 取样分析 (273)IWL-2526 防腐介质的排空和更换 (273)IWL-3000 验收标准 (275)IWL-3100 役前检验 (275)IWL-3110 混凝土表面状况 (275)IWL-3111 通过检验进行验收 (275)IWL-3112 通过评定进行验收 (275)IWL-3113 通过修理/更换进行验收 (275)IWL-3120 无粘结的后张系统 (275)IWL-3200 在役检验 (275)IWL-3210 表面状况 (275)IWL-3211 通过检验进行验收 (275)IWL-3212 通过评定进行验收 (275)IWL-3213 通过修理/更换进行验收 (275)IWL-3220 无粘结的后张拉系统 (275)IWL-3221 通过检验进行验收 (275)IWL-3221.1 钢束张力和伸长 (275)IWL-3221.2 钢束的钢丝或钢铰线的取样 (276)IWL-3221.3 钢束锚固区 (276)IWL-3221.4 防腐介质 (276)IWL-3222 通过评定进行验收 (276)IWL-3223 通过修理/更换进行验收 (276)IWL-3300 评定 (276)IWL-3310 评定报告 (276)IWL-4000 修理/更换 (278)IWL-4100 概要 (278)IWL-4110 范围 (278)IWL-4120 修理/更换程序 (278)IWL-4200 修理/更换计划 (278)IWL-4210 责任工程师 (278)IWL-4220 混凝土 (278)IWL-4230 钢筋 (278)IWL-4240 后张拉系统 (279)IWL-4300 检验 (279)IWL-5000 系统压力试验 (280)IWL-5100 范围 (280)IWL-5200 系统试验要求 (280)IWL-5210 概要 (280)IWL-5220 试验压力 (280)IWL-5230 泄漏试验 (280)IWL-5250 试验程序和检验 (280)IWL-5260 纠正行动 (280)IWL-5300 报告 (280)范围和职责IWL-1100 范围(a)本分卷提供CC级部件的钢筋混凝土和后张力系统役前检验、在役检查和修理/更换的要求,其中包括由CC-1000规定的混凝土安全壳。
第二课 ASME 规范第VIII-1卷 基础介绍

第二课: 第VIII-1卷的应用范围
• U-4 计量单位:
在材料、设计、生产、检查、检验、试验等可采用美国通用计量单位 制(英制)、SI单位制(公制)或地区性通用单位制。 1)公式:采用公式本来的单位制,运算结果可转化为其他单位制。 2) 换算系数应至少精确至四位有效数字。 如:1kpsi=6.8948MPa ,(1kpsi=1000psi), 摄氏温度(℃)和华氏温度(F)之间的换算关系为: F=9/5℃+32, 或 ℃=5/9(F-32) 3)单位制换算所得的结果应至少具有三位有效数字。 4)数据报告、铭牌标志、生产图纸三方面单位保持一致。 详见附录G-G
第一课A: ASME锅炉压力容器规范的组成
• • • • • IV V VI VII VIII 热水锅炉建造规则 无损探伤 采暖锅炉的维护和运行推荐规范 动力锅炉的维护指导规范 压力容器建造规则
• • • • • • •
Division 1 –按规则设计和建造,也叫常规设计 。 Division 2 – 另一规则,应力分析。 Division 3 – 建造高压容器的另一规则 IX 焊接和钎焊评定 X 纤维增强塑料压力容器 XI 核电厂设备在役检验规范 XII 运输罐建造和延续使用规则
第三课 ASME材料
第三节 如何使用ASME Section II Part D
• 对于铸铁(UCI)、球墨铸铁(UCD)和低温材 料(ULT),许用应力在VIII-1卷中,而不是 Section II Part D。 • 在VIII-1卷中还做了如下规定: 1)UG-45(c):接管剪切许用应力 = 接管抗拉许用 应力的70% 2)UW-15(c):焊缝的许用应力是容器材料许用应 力的百分之几:
第一节 金属学基础
ASME第XI卷
规范编制论文之二:ASME 锅炉与压力容器规范第XI卷《核电厂部件在役检查规则》的论述L.J.Chockie*1. 前言第XI卷是规范中最新的一卷。
制订这一卷与美国最早使用的四座商用核电厂的运行有关。
在早期的核电厂规范中,采用的许多准则都吸取用矿物燃料电厂部件的运行经验。
由于从核电厂运行中积累了经验,从而使第XI卷更加适合于核部件。
由于ASME规范在美国是强制性实施的,因此规范起草委员会认识到在起草过程中必须要避免不切实际的和过高的要求,但又要注意所制订的规定必须确保部件的可靠性,这样经检查后的部件在运行时才不致危及人们的健康和安全。
2. 初期情况当美国还只有四座商用核电厂运行时,原子能委员会(AEC,后改称为核管理委员会,NRC)就已清楚地认识到应该制订一些部件投运后继续对其进行检测和检查的规程,其目的是用以发现部件建造时漏检的任何缺陷,并使部件在整个使用寿命期限内都保持安全运行状态。
为此,AEC的工作人员和美国国家标准学会(ANSI)的代表要求生产商与使用厂协作,共同制定一个对运行中的核电厂进行在役检查的导则。
1968年,在ANSI的主持下成立了在役检查规程起草委员会,而实际上是两个委员会:一个由工业界的代表组成;另一个由管理机构的代表组成。
成立两个委员会的目的是为了更全面的考虑问题:一方面从部件的设计和使用观点提出准则与规程建议;另一方面是从管理机构的观点提出一份指导性草案。
在6个月以后,这两个委员会再联合起来,共同提出一份核电厂在役检查规程的草案。
当草案完成并达到出版要求时,整个工作就转由美国机械工程师学会主管。
这时,该规程也就成了ASME规范的一部分,并作为规定性要求,由核电厂所在的州执行;同时也被美国联邦原子能委员会采用,并强制性实施。
第一稿于1969年出版,经过一年的试用与公开征求意见后,1970年出版了规定性规范的第一版。
2.1 综合政府和工业界的看法为了拟订规程草案,一开始成立了两个工作组,一组代表政府有关管理部门的意见;另*编者注:L.J.Chockie原为ASME委员会委员,现为ASME委员会名誉委员,核设备在役检查分委员会名誉委员。
ASME IX A09 Changes(Table)
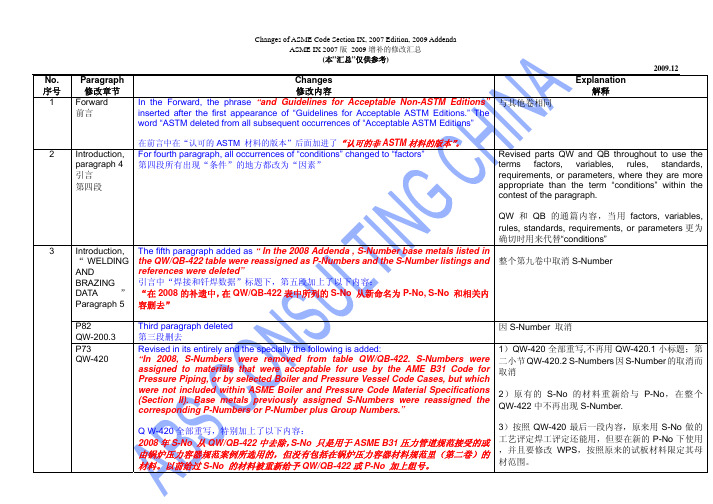
Changes of ASME Code Section IX, 2007 Edition, 2009 Addenda ASME IX 2007 版 2009 增补的修改汇总 (本”汇总”仅供参考) 2009.12No. 序号 1Paragraph 修改章节 Forward 前言Changes 修改内容 In the Forward, the phrase “and Guidelines for Acceptable Non-ASTM Editions” inserted after the first appearance of “Guidelines for Acceptable ASTM Editions.” The word “ASTM deleted from all subsequent occurrences of “Acceptable ASTM Editions”在前言中在“认可的 ASTM 材料的版本”后面加进了“认可的非 ASTM 材料的版本” 。
For fourth paragraph, all occurrences of “conditions” changed to “factors” 第四段所有出现“条件”的地方都改为“因素”Explanation 解释 与其他卷相同2Introduction, paragraph 4 引言 第四段Revised parts QW and QB throughout to use the terms factors, variables, rules, standards, requirements, or parameters, where they are more appropriate than the term “conditions” within the contest of the paragraph. QW 和 QB 的通篇内容,当用 factors, variables, rules, standards, requirements, or parameters 更为 确切时用来代替“conditions”3Introduction, “ WELDING AND BRAZING DATA ” Paragraph 5 P82 QW-200.3 P73 QW-420The fifth paragraph added as “ In the 2008 Addenda , S-Number base metals listed in the QW/QB-422 table were reassigned as P-Numbers and the S-Number listings and references were deleted” 引言中“焊接和钎焊数据”标题下,第五段加上了以下内容: “在 2008 的补遗中, QW/QB-422 表中所列的 S-No 从新命名为 P-No, S-No 和相关内 在 容删去” Third paragraph deleted 第三段删去 Revised in its entirely and the specially the following is added: “In 2008, S-Numbers were removed from table QW/QB-422. S-Numbers were assigned to materials that were acceptable for use by the AME B31 Code for Pressure Piping, or by selected Boiler and Pressure Vessel Code Cases, but which were not included within ASME Boiler and Pressure Code Material Specifications (Section II). Base metals previously assigned S-Numbers were reassigned the corresponding P-Numbers or P-Number plus Group Numbers.” Q W-420 全部重写,特别加上了以下内容: S-No 只是用于 ASME B31 压力管道规范接受的或 2008 年 S-No 从 QW/QB-422 中去除,整个第九卷中取消 S-Number因 S-Number 取消 1)QW-420 全部重写,不再用 QW-420.1 小标题;第 二小节 QW-420.2 S-Numbers 因 S-Number 的取消而 取消 2)原有的 S-No 的材料重新给与 P-No,在整个 QW-422 中不再出现 S-Number. 3)按照 QW-420 最后一段内容,原来用 S-No 做的 工艺评定焊工评定还能用,但要在新的 P-No 下使用 ,并且要修改 WPS,按照原来的试板材料限定其母 材范围。
ASME IX

焊接位置
焊 接 位 置
焊 接 评 定 范 围
Section VIII Division 1的焊接要求
焊缝坡口的清理 UW-32觃定,坡口表面应清洁,无锈皮、锈、油、油脂、 等其它有害物。 管接头与壳体的焊缝 UW-16(c & d)要求,安放式管接头(abutting type)必须采 用全焊透结构。当全焊透结构不能用目视检查是否焊透,必 须使用衬垫。插入式管接头可以采用角焊缝或未焊透结构, 但,必须从容器的内外进行焊接。
0
1
2 交流 或 直流 金红 石*
3 交流 或 直流 金红 石*
4
5
6
7 交流 或 直流 矿物 质
8
9 交流 或 直流 金红 石*
(a)
交流 或 直流 反接
有机 物
交流 或 直流
金红 石*
直流 反接 低氢
交流 或 直流 反接低氢源自交流 或 直流 反接低氢
(b)
熔透
药皮 中的 铁粉 含量
(C)
0% ~ 10%
-B3L
-B4L -B5 -B6 -B8 -C1 -C1L -C2
铬-钼钢
铬-钼钢 铬-钼钢
低碳(Wc≤0.05%),含铬:2.00%~2.50%,含钼:0.90%~1.20%
低碳(Wc≤0.05%),含铬:1.75%~2.25%,含钼:0.40%~0.65% 含铬:0.40%~0.60%,含钼:1.00%~1.25% 含铬:4.60%~6.00%,含钼:0.45%~0.65% 含铬:8.00%~10.5%,含钼:0.80%~1.20%
焊接变素
重要变素
影响焊件力学性能 材料要求做缺口韧性实验 不要对WPS进行重评的变素
附加重要变素 非重要变素
ASME培训教程ASME规范第VIII1卷压力容器

VIII-1卷的材料
UG-4到UG-8、UG-10、UG-12到UG-14:受压件的材料必须是ASME规范Section II中的材料,并限于那些在 UG-23提到的材料。
例外 :UG-4(b):非受压件材料仅须具有可焊性即可。 UG-9:焊接材料。 UG-11(a)&(c):允许使用的ASME/ANSI标准(见规范解释VIII-77-86)。 UG-13(b):垫片仅须是可锻纲(Wrought steels)即可。 UG-15: 同牌号的可锻材料(Wrought materials)已被批准作为可使用材料,但在“采
UG-4(b)还提到,未能按UG-93识别的材料,其许用应力不能超过Subsection C允许的 类似材料的许用应力的80%。换句话说,在进行载荷计算时,你只能使用该材料许用应力 值的80%。 UG-4(d)
如果材料既没有列入VIII-1卷,又不符合UG-10或15,要使用此种材料可按附录B向 ASME提交申请。ASME通常要求,此种申请是针对已向ASTM提交过申请的材料。按照 附录B,在一般情况下,可能会出版一份规范案例,允许采用这种材料。
钢的热处理 :
ASME规范产品制造中会使用到两个临界温度:
正火
下临界温度(A1)= 合金开始向奥氏体转变 上临界温度(A3)= 合金全部转变成奥氏体
将钢加热到A3以上大约100F,然后在静止空气中冷却。目的是使钢的组织均匀, 使硬度高于钢在退火状态的硬度。
退火 将钢加热到A3以上大约50F,然后随炉缓慢冷却。目的是细化晶粒,使材料软化。
解释
ASME对规范技术方面的询问作出书面的解释,并将规范解释作为规范更新服务 的一部分。规范解释不能作为规范或增补的一部分。
案例
锅炉压力容器委员会定期召开会议,对所建议的增订和修改进行讨论,并形成 案例以澄清现有规范的意图,或者,在紧急的情况下,对现有规范中没有提到 的材料或建造方法作出规定。已经采纳的规范案例刊登在相应的规范案例卷中 :1)锅炉压力容器;2)核设备。
核电技术中ASME规范第Ⅸ卷1998版至2010版的对比研究
2021年 第4期 热加工33核电技术中ASME 规范第IX 卷1998版至2010版的对比研究李哲,白林,王宇欣中国核电工程有限公司 北京 100840摘要:通过对ASME 规范第IX 卷1998版至2010版进行对比研究,分析不同版本内容的差异,尤其是常用核电焊接方法焊接变量的变化,对核电项目中焊接技术的应用具有实际指导意义。
关键词:核电项目;ASME 规范;焊接工艺评定;焊接变量1 序言A S M E 规范在我国核电项目上应用广泛,例如,在国内引进、消化的三代非能动核电项目AP1000中,其核岛设备的设计、制造采用的标准均为ASME 规范1998版至2000补遗(1998版+1999补遗+2000补遗)。
而目前ASME 规范公开发行的最新版为2015版,实施应用的为2010版。
另外,在我国自主研发设计的乏燃料运输和贮存容器设计中,设计标准也主要采用不同版本的ASME 规范。
在核电焊接技术中,焊接工艺评定是焊接质量控制中最复杂、最核心的工作。
因此,对于采用ASME 规范设计的项目及设备,亟需比较ASME 第IX 卷1998版[1]与2010版[2]在结构和内容上的差异,并对差异进行分析研究,以便后续相关项目的应用。
2 ASME 规范第IX 卷ASME 第IX 卷《焊接和钎焊评定标准》规范是对焊接和钎焊工艺、焊工、钎焊工,以及焊接和钎焊机械操作工的评定标准。
该规范分为两大部分:焊接评定篇(PART QW-WELDING )和钎焊评定篇(PART QB-BRAZING )。
其中,“PART QW-WELDING ”分为5个章节:焊接总要求、焊接工艺评定、焊接技能评定、焊接数据及标准焊接工艺规程。
在AP1000核电项目中,焊接工艺评定的制定主要参照焊接评定篇。
ASME 第IX 卷在焊接评定篇中,对所评价的每个焊接方法都列出了重要变量、附加重要变量和非重要变量。
通常,焊接工艺规程(WPS )为每个包含在特定工艺规程中的焊接方法列出了所有重要和非重要变量。
ASME规范第XI卷98版与83版对照
ASME第Ⅺ卷核电厂设备在役检查规则-1998版(上册)上海核工程研究设计院2003年2月ASME 第Ⅺ卷核电厂设备在役检查规则-1998版(上册)翻译:徐受律校核:林绍萱杨仁安贺寅彪审核:姚伟达沈培洁审定:蔡剑平上海核工程研究设计院2003年2月编制说明美国国家标准学会(ANSI)在1968年主持并成立了由美国NRC代表和核工业界代表组成的《核电厂在役检查规则起草委员会》,6个月后起草了《核电厂设备在役检查规则(草案)》。
该工作后转由美国机械工程师学会(ASME)主管。
为此在1970年相继成立了ASME锅炉与压力容器委员会(BPVC)管辖下的《核电厂设备在役检查分委员会(SCXI)》,同年正式出版了ASME规范第XI卷《核电厂设备在役检查规则》,该规则成为ASME规范一个重要的部分,并作为规定性要求,由核电厂所在的州来执行,同时被美国核管理委员会(NRC)采用,并强制性实施。
在以后三十年中,规范以每隔3年讨论、修改和出版一次。
第XI卷《核电厂设备在役检查规则》包括核电厂设备检验、检查、试验、评定、修理及更换等方面一套完整内容的规定性规则。
该规范制订了一整套对核电厂设备(包括安全1、2、3级设备及支承件、MC、CC级金属内衬与混凝土设施等)材料和焊缝进行无损检验的方法、周期、验收标准等。
如果检验结果缺陷显示超出规定的验收标准(缺陷尺寸、位置和走向等),规范还允许采用分析评定或工程评价等方法作进一步的评定与验收,并在非规定性附录A~L中采用线弹性断裂力学理论对承压容器和管道的缺陷显示如何进行分析与评定提出较完整的方法。
而每章中所规定的缺陷显示验收标准(缺陷尺寸、位置和走向等)也是根据该方法及经验综合后制订出来的。
总之,《核电厂设备在役检查分委员会》的宗旨是“确保核电厂设备安全可靠运行,并保持原有设计、建造时的结构完整性”。
分委员会下属目前已发展到共21个工作组,其规模与ASME第Ⅲ卷的《核动力分委员会》的规模相当。
ASME第IX卷的最新变化及其应用
ASME第IX卷的最新变化及其应用——2010版与2007版的比较赵孟显一、2010版(与2007版的比较)的主要修改部分1、将S-No.和组号转换为P-No.和组号1)从2009增补开始,列于QW/QB422表中母材的S-No.重新指定为P-No.,取消了表中所列参照的S-No.和组号。
原来“焊接”栏下的S-No.和组号转换成相当的P-No..和组号;而“钎接”栏下的S-No.转换成相当的P-No.。
在2007版的QW-420中规定:“对于P-No.和P-No.加组号材料的要求也同样适用于相应的S-No.或S-No.加组号的材料,但如工艺评定试验使用S-No.或S-No.加组号的材料,其评定范围限于有相同S-No.或S-No.加组号的材料(即:使用P-No.材料的评定也评定了相应的S-No.的材料;而使用S-No.材料的评定只评定了相应的S-No.的材料而没有评定相应的P-No.的材料)”。
而从2009增补开始,由于全部S-No.已经转换成相当的P-No.,则原来使用S-No..加组号的材料进行评定的单位(主要是使用管道规范规定的材料的单位,如B31.3),从2010年1月1日开始,这些评定在其它重要变素和有缺口韧性要求时,附加重要变素相同的情况下,可以使用于有相同P-No.加组号的材料。
这样就涉及原来使用S-No.加组号的材料进行评定的WPS如何处理的问题,因为原先的WPS只规定它适用于有相同的S-No.的材料,而现在已经没有S-No.的材料了,那么就要修改相应WPS的适用范围了。
这一修改涉及原来第IX卷中几乎所有提到S-No.的条款、表格和附录,包括QW-409.29、QW-420.1、QW-420.2、QW/QB422、QW-423.1、QW-424.1、QW-520、QB-402.1、QB-402.2、附录中的表格QW-484A、QW-484B、QW-485、QB-482、QB-483、QB-484等,上述条款、表格中的S-No.全部删去,只有附录E “许用的SWPS”例外,其中仍然有S-No.,因为SWPS是由AWS发布的,有一个滞后反应的问题,这在其他卷册中同样存在,如B31.3,在2010版中仍然存在S-No.。
ASME 第IX卷焊接篇内容介绍
ASME Section IX
ASME 第IX卷是关于焊工、焊机操作工、钎接工、钎机操作工 的评定,以及按照ASME锅炉及压力容器规范和ASME B31压力管 道规范所采用的焊接或钎接工艺评定及操作工的技能评定。
• ASME的焊工考试必须由制造商进行!
ASME Section IX
第IV章 焊接资料
➢ QW-400 变素 ➢ QW-420 材料的分组 ➢ QW-430 F-No. ➢ QW-440 焊缝金属化学成分 ➢ QW-450 试样 ➢ QW-460 插图
应先查阅第I章、第II章或第III章的要求,再引用到第IV章 的相关内容!
P- No.5A+ P- No.5A P- No. 5A + P- No.4、3 或1 相同的两个未被指定P- No.的母材相焊 一个未被指定P- No.的母材+另一个有P- No.的 母材 一个未被指定P- No.的母材+P- No.15E 两个不同的未被指定P- No.的母材相焊
评定的母材范围 相同的P- No 内的母材 P- No.15E 或5B+另一个P- No.15E或5B 与评定试件相同的两种P- No..组成的接头 P- No.15E 或5B+另一个P- No P- No.3+ P- No.3 或1 P- No4+ P- No.4、3 或1 P- No. 5A + P- No . 5A 、4、3 或1 P- No. 5A + P- No 4、3 或1 与评定相同的母材 与评定相同的未被指定P- No.母材+与评定相同的P- No. 的母材 与评定相同的未被指定P- No.母材+P- No.15E 或5B 与评定相同的两个母材
ASME培训教程ASME规范第VIII1卷压力容器
容器
2021/11/9
第一页,共162页。
课程(kèchéng)分类
VIII-1卷的构成(gòuchéng) 资料 设计 制造 无损检测 压力实验、打钢印和出数据报告
第二页,共162页。
VIII-1卷的构成(gòuchéng)
第四页,共162页。
Division 2 – 混凝土反响堆容器和平安壳规范
Division 3 – 核燃料废料、高辐射资料及废料的贮存和运输包装平安要求
IV
加热锅炉
V
无损探伤
VI
加热锅炉的维护和运转引荐规范
VII
动力锅炉的维护指点规范
VIII
压力容器
Division 1
Division 2 – 另一规那么
允许(yǔnxǔ)运用的资料和选用
在为VIII-1卷压力容器选用资料时,应查阅以下不同的资料:
Subsection A 资料的普通要求
I
Subsection B 制造方法和特殊工况影响资料的选择
Subsection C 针对特殊资料的要求
资料表 – 给出VIII-1卷允许运用的资料〔UCS-23、UHS-23、UNF-23等〕
合金末尾向奥氏体转变
上临界温度〔A3〕=
合金全部转变成奥氏体
正火 将钢加热到A3以上大约100 F,然后在运动空气中冷却。目的是使钢的组织平均,
使硬度高于钢在退火形状的硬度。
退火 将钢加热到A3以上大约50 F,然后随炉缓慢冷却。目的是细化晶粒,使资料硬化。
焊后热处置 加热到A1以上的温度,目的是降低制造和焊接应力,降低热影响区的硬度
Division 3 – 建造高压容器的另一规那么
ASME锅炉及压力容器规范第Ⅸ卷简介
ASME锅炉及压力容器规范第区卷简介—2007版与2004版对比及与国内标准的比较(节选)在本文中,简要介绍了ASME锅炉及压力容器规范第区卷,并将其20 07 版与2004 版和国内标准进行了对比。
一、差不多概念(1)ASME 锅炉及压力容器规范第IX 卷的内容ASME BPV 规范第IX 卷的内容:是关于焊工、焊机操作工、钎接工、钎机操作工的评定,以及按照ASME BPV规范和ASMEB31压力管道规范所采纳的焊接或钎接工艺评定及操作工的技能评定。
第IX 卷建立焊接和钎接的差不多准则,在编制焊接和钎接工艺评定及技能评定的要求时是应当遵守的。
焊接工艺规程(WPS)和工艺评定记录(PQR)的目的是决定结构中焊件具有要求的使用性能。
执行焊接工艺评定的焊工和焊机操作工应当是技术熟练的工人。
我们那个地点要紧介绍ASME BPV 规范第IX 卷焊接部分。
(2)第IX 卷的结构分为两篇:焊接篇和钎接篇。
每一篇再分章,焊接分成五章,钎接分成四章:a)一样要求章(焊接篇第I 章,钎接篇第XI 章):包括位置、各种试验的类型和目的以及合格标准等;b)工艺评定章(焊接篇第II 章,钎接篇第XII 章):要紧以表格形式列出指定焊接或钎接方法工艺评定的重要变素、附加重要变素和非重要变素的条款号,如果任一重要变素的变化超出了规定范畴,则要对工艺进行重新评定。
当有冲击韧性要求时,附加重要变素作为重要变素看待;而非重要变素的变化仅需修改工艺规程;c)技能评定章(焊接篇第III 章,钎接篇第XIII 章):列出指定焊接和钎接方法技能评定的重要变素,要紧以表格形式列出;d)资料章(焊接篇第IV章,钎接篇第XIV章)包括变素的具体内容描述,以分类的形式列出。
分类如接头、母材、填充金属、位置、预热、焊后热处理、气体、电特性和技巧(焊接)。
各种变素的应用只提供在焊接篇第II 章、钎接篇第XII 章(关于工艺评定)或焊接篇第III 章、钎接篇第XIII 章(关于技能评定)中有关焊接/钎接方法引用时才使用,否则就会被错用。
ASME BPV规范第IX卷在 SMAW、SAW、GMAW和GTAW工艺评定中的具体应用(节选)
ASME BPV规范第IX卷在SMAW、SAW、GMAW和GTAW工艺评定中的具体应用(节选) Application of ASME BPV Code Section IX for Procedure Qualification of SMAW、SAW、GMAW and GTAW赵孟显Zhao Mengxian前言:在看这些例子前,首先要说明对于某种焊接方法或工艺,这里介绍的分析方法的第一步是先要将第IX卷第II章中有关规定该焊接方法或工艺其各类变素的表格找出来,对于大多数焊接方法,有二张表,第一张表是用于常规焊接方法的,第二张表是用于该焊接方法的表面堆焊工艺的。
如对于SMAW,QW-253是用于常规焊接方法的,QW-253.1则是用于该焊接方法的表面堆焊工艺的,对于可以应用于表面堆焊工艺的有关焊接方法,都是如此。
这些表格请参见第IX卷原文,本文不再重复。
在这些表格中,规定了该焊接方法的各类变素,并有每个变素的简要叙述,由于最近几年已经连续讲过几次第IX卷的工艺评定,关于变素的详细内容,除非有必要,一般不再在这里重复。
如需要了解每个变素的详细内容,可以直接去查阅第IX卷原文。
这里介绍的分析方法的第二步是从有关WPS和PQR的编号、日期及修改号开始进行分析;方法的第三步是按变素的类别依次对每个所举例子从QW-402到QW-410对每个有关的WPS和PQR进行分析。
最后是对有关的PQR的试验结果进行分析。
还需要说明的是,我们分析依据的是2007版的第IX卷(包括07、08、09增补),但即使2010版有修改,按照QW-100.3的规定,这些文件仍然有效。
现在按此方法对所举例子分析如下:一、例1、2:SMAW这里举了两个例子,第一个例子是不要求冲击韧性的,见表1(WPS)和表2(PQR);第二个例子是要求冲击韧性的,见表3(WPS)和表4、5及6(PQR)。
先看例1-表1(WPS)和表2(PQR):1)表1的WPS的编号为W02,日期为2009.11.03,修改号为0,其引用的PQR编号为P04。
NBT47014与ASME第Ⅸ卷管板堆焊工艺评定标准对比

NB/T47014与ASME 第IX 卷管板堆焊工艺评定标准对比史建涛 王 钊 杨学锋摘 要 管板堆焊技术被广泛应用于压力容器制造行业, 并且堆焊隔离层可用于过渡金属焊接性以及热处理工艺要 求差异较大的不同母材, 但是该应用在国内并不常见。
本文针对管板堆焊的焊接工艺评定, 分别使用 NB/T47014-2011 以 及 ASME 第 IX 卷 2019 版时的不同要求, 详细阐述两个标准体系在堆焊类型、 堆焊方法、 堆焊焊接方法控制要素、 试件性 能试验等方面的异同, 并且尝试从适用范围、 使用方法以及控制要点等方面深入对比分析, 结果表明在表面耐蚀层堆焊评 定时, 两个标准并无本质区别, 各有侧重, 但是在表面加硬层堆焊评定方面, NB/T47014-2011 标准并不适用。
最后结合国 内电站锅炉行业的实际应用, 提出国标产品使用管板堆焊隔离层时在焊接工艺评定方面的建议, 为今后填补该领域标准 空白提供参考依据。
关键词 管板堆焊 NB/T47014 ASME 第 IX 卷 焊接工艺评定 隔离层高压加热器是发电厂回热系统非常重要的辅机之一, 由于其使用的介质高温高压, 因此对其制造过程有着更为 严格的要求。
如图1所示, 某容器制造厂为国内某知名锅 炉厂制造的高压加热器管板与U 型换热管的焊缝示意图, 其中部件A 为换热管, 材质20G , 规格 16X2.5mm , 部件B 为管板, 材质20MnMo , 板厚295mm , 部件C 为堆焊层。
按 照NB/T47014进行焊接工艺评定时发现, 对于堆焊层与换 热管的连接焊缝, 标准里无具体规定, 参考电站锅炉行业 的通行做法,制造厂对堆焊层的化学成分进行理化分析, 同时考虑堆焊层的焊材(埋弧焊焊丝和焊剂 H08A+ HJ431)的化学成分和力学性能,决定使用 20mm 厚的 Q245R 板材代替堆焊层进行焊接工艺评定。
尽管该评定 法为国内电站锅炉行业的通行做法,同时也参考了美国 ASME 第IX 卷的类似规定,但是对于这一做法的合理性 笔者认为值得商榷, 因为按照TSG21-2016中1.9规定, 采 用新工艺以及有特殊要求的压力容器,应进行技术评审, 经批准后方可投入生产、 使用 [1]。
ASME-BPV规范第IX卷在-SMAW、SAW、GMAW和GTAW工艺评定中的具体应用(节选)
ASME BPV规范第IX卷在SMAW、SAW、GMAW和GTAW工艺评定中的具体应用(节选) Application of ASME BPV Code Section IX for Procedure Qualification of SMAW、SAW、GMAW and GTAW赵孟显Zhao Mengxian前言:在看这些例子前,首先要说明对于某种焊接方法或工艺,这里介绍的分析方法的第一步是先要将第IX卷第II章中有关规定该焊接方法或工艺其各类变素的表格找出来,对于大多数焊接方法,有二张表,第一张表是用于常规焊接方法的,第二张表是用于该焊接方法的表面堆焊工艺的。
如对于SMAW,QW-253是用于常规焊接方法的,QW-253.1则是用于该焊接方法的表面堆焊工艺的,对于可以应用于表面堆焊工艺的有关焊接方法,都是如此。
这些表格请参见第IX卷原文,本文不再重复。
在这些表格中,规定了该焊接方法的各类变素,并有每个变素的简要叙述,由于最近几年已经连续讲过几次第IX卷的工艺评定,关于变素的详细内容,除非有必要,一般不再在这里重复。
如需要了解每个变素的详细内容,可以直接去查阅第IX卷原文。
这里介绍的分析方法的第二步是从有关WPS和PQR的编号、日期及修改号开始进行分析;方法的第三步是按变素的类别依次对每个所举例子从QW-402到QW-410对每个有关的WPS和PQR进行分析。
最后是对有关的PQR的试验结果进行分析。
还需要说明的是,我们分析依据的是2007版的第IX卷(包括07、08、09增补),但即使2010版有修改,按照QW-100.3的规定,这些文件仍然有效。
现在按此方法对所举例子分析如下:一、例1、2:SMAW这里举了两个例子,第一个例子是不要求冲击韧性的,见表1(WPS)和表2(PQR);第二个例子是要求冲击韧性的,见表3(WPS)和表4、5及6(PQR)。
先看例1-表1(WPS)和表2(PQR):1)表1的WPS的编号为W02,日期为2009.11.03,修改号为0,其引用的PQR编号为P04。
如何依据asme规范第ix卷进行焊工考试
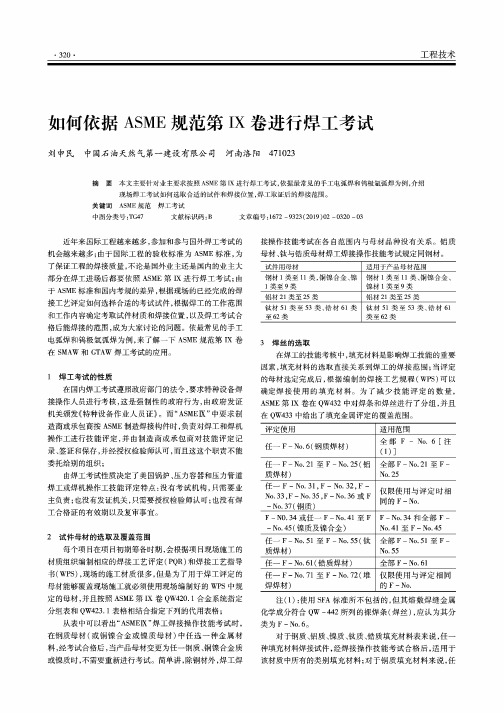
・320・工程技术如何依据ASME规范第IX卷进行焊工考试刘申民中国石油天然气第一建设有限公司河南洛阳471023摘要本文主要针对业主要求按照ASME第IX进行焊工考试,依据最常见的手工电弧焊和鹤极氫弧焊为例,介绍现场焊工考试如何选取合适的试件和焊接位置,焊工取证后的焊接范围。
关键词ASME规范焊工考试中图分类号:TG47文献标识码:B文章编号:1672-9323(2019)02-0320-03近年来国际工程越来越多,参加和参与国外焊工考试的机会越来越多;由于国际工程的验收标准为ASME标准,为了保证工程的焊接质量,不论是国外业主还是国内的业主大部分在焊工进场后都要依照ASME第IX进行焊工考试;由于ASME标准和国内考规的差异,根据现场的已经完成的焊接工艺评定如何选择合适的考试试件,根据焊工的工作范围和工作内容确定考取试件材质和焊接位置,以及焊工考试合格后能焊接的范围,成为大家讨论的问题。
依最常见的手工电弧焊和鹄极氟弧焊为例,来了解一下ASME规范第IX卷在SMAW和GTAW焊工考试的应用。
1焊工考试的性质在国内焊工考试遵照政府部门的法令,要求特种设备焊接操作人员进行考核,这是强制性的政府行为,由政府发证机关颁发《特种设备作业人员证》。
而“ASMEIX”中要求制造商或承包商按ASME制造焊接构件时,负责对焊工和焊机操作工进行技能评定,并由制造商或承包商对技能评定记录、签证和保存,并经授权检验师认可,而且这这个职责不能委托给别的组织;由焊工考试性质决定了美国锅炉、压力容器和压力管道焊工或焊机操作工技能评定特点:没有考试机构,只需要业主负责;也没有发证机关,只需要授权检验师认可;也没有焊工合格证的有效期以及复审事宜。
2试件母材的选取及覆盖范围每个项目在项目初期筹备时期,会根据项目现场施工的材质组织编制相应的焊接工艺评定(PQR)和焊接工艺指导书(WPS),现场的施工材质很多,但是为了用于焊工评定的母材能够覆盖现场施工就必须使用现场编制好的WPS中规定的母材,并且按照ASME第IX卷QW420.1合金系统指定分组表和QW423.1表格相结合指定下列的代用表格;从表中可以看出“ASME IX”焊工焊接操作技能考试时,在钢质母材(或铜镰合金或镰质母材)中任选一种金属材料,经考试合格后,当产品母材变更为任一钢质、铜镰合金质或镰质时,不需要重新进行考试。
ASME培训教程ASME规范第VIII-1卷--压力容器

VII
动力锅炉的维护指导规范
VIII
压力容器
Division 1
Division 2 – 另一规则
Division 3 – 建造高压容器的另一规则
IX
焊接和钎焊评定
X
玻璃钢压力容器
XI
核电厂设备在役检验规范
增补
彩色页增补包含对规范的增订和修改,每年出版一次(第一次增补与新版本同时 出版),并自动寄给相应的规范购买者。
钢的热处理 :
ASME规范产品制造中会使用到两个临界温度:
正火
下临界温度(A1)= 合金开始向奥氏体转变 上临界温度(A3)= 合金全部转变成奥氏体
将钢加热到A3以上大约100F,然后在静止空气中冷却。目的是使钢的组织均匀, 使硬度高于钢在退火状态的硬度。
退火 将钢加热到A3以上大约50F,然后随炉缓慢冷却。目的是细化晶粒,使材料软化。
ASME培训教程
ASME规范第VIII-1卷 -- 压力容器
课程分类
VIII-1卷的构成 材料 设计 制造 无损检测 压力试验、打钢印和出数据报告
VIII-1卷的构成
目标
通过本课程的学习,你将了解到ASME锅炉压力容器规范的组成、
以及第VIII-1卷的构成及其运用,基本掌握如何查阅第VIII-1卷的有 关条文。
VIII-1卷的材料
UG-4到UG-8、UG-10、UG-12到UG-14:受压件的材料必须是ASME规范Section II中的材料,并限于那些在 UG-23提到的材料。
例外 :UG-4(b):非受压件材料仅须具有可焊性即可。 UG-9:焊接材料。 UG-11(a)&(c):允许使用的ASME/ANSI标准(见规范解释VIII-77-86)。 UG-13(b):垫片仅须是可锻纲(Wrought steels)即可。 UG-15: 同牌号的可锻材料(Wrought materials)已被批准作为可使用材料,但在“采
如何在短时间内读懂ASME IX REV 1
如何在短时间内读懂ASME IXASME IX,对于每一个要按照它做焊接工艺评定和焊工考试的新焊接工程师来说,短时间内要读懂并准确无误的使用它,非常困难。
ASME IX的逻辑性非常强,相互嵌套引用特别多,刚开始看有点费劲。
但是一旦弄懂了,又觉得它是一个非常好的焊接标准,严谨、系统和好用。
ASME IX有焊接和钎焊评定两部分,QW 焊接评定篇,QB钎焊评定篇。
平时我们使用较多的是QW篇。
QW篇有五个部分,第一章焊接的一般要求,第二章焊接工艺评定,第三章焊接技能评定,第四章焊接资料和第五章标准的焊接工艺规程。
第一章、第四、五章是辅助章节。
关键是第二章焊接工艺评定和第三章焊接技能评定。
下面就每一章做一个介绍。
第一章焊接的一般要求 QW 100/ QW-110~190介绍了一下焊接的基本要求和要素,比如焊接位置、拉伸弯曲冲击试验等,大致了解即可,不过其中QW-142/143值得注意.说的是焊工或者焊接操作工考试时可以用RT或UT代替机械性能测试。
这样就可以省掉机械性能测试,可以为厂家节省不少成本。
最重要的当属第二章了,焊接工艺评定。
这一章最重要的是要搞懂重要变素(Essential Variables),附加重要变素(Supplementary Essential Variables)和非重要变素(Nonessential Variables)。
标准里针对每一种焊接方法,会有一张关于焊接变素的表格。
大家要注意的是,如果引起重要变素变化,工艺评定必须重评。
附加重要变素(当需要时)的变更,也需重评。
当一些非重要变素变更时,则无需重新评定。
第二章中比较重要而且有点难的地方有QW-200.3,QW-200.4.还有第四章QW-451也非常重要.QW-200.3是关于P.No和G.No,可以减少工艺评定的数量,要和QW-422/424组合使用。
QW-200.4比较晦涩难懂。
就是说组合工艺评定时,如果按(a)执行,那么母材和熔覆金属厚度都要覆盖。
asme锅炉与压力容器规范第viii卷--压力容器.
对于周向或环向应力:
t = PR SE − 0.6P
对于纵向或轴向应力:
t = PR 2SE + 0.4P
式中
t —— 所需的最小厚度(in) P —— 最高许用工作压力或设计压力(lbf/in2) R —— 圆筒的内半径(in) S —— 设计温度下的最大许用拉应力值(lbf/in2) E —— 系数,选取焊缝系数与孔桥系数的较低值,
如果压力容器是由认可的U2硬印许可证持有者按照第Ⅷ卷第2册 的规定制造与检验的,该容器就可以取得具有U2标志的合格证 书,并在产品上敲盖U2硬印标志。
两种授权证书是相互独立颁发的,一个制造厂可以持有上述一 种或两种证书。
颁发每一种证书都要分别进行审查,这两种审查可能同时进行
2
第Ⅷ卷的分组和专门工作组组织 —— 压力容器分委员会设: 换热设备专门工作组 高压容器专门工作组 应力系数专门工作组 设计小组 材料小组 总则小组 制造和检查小组
8
2.3.4 设计载荷 在第Ⅷ卷第1册UG-22节中列出了设计压力容器或压力容器部件 时需要考虑的各种载何: (1)内压或外压设计压力; (2)容器的重量及正常状态下内部储存物的重量,包括液体的静压头; (3)附属设备的重量,如电动机、其它容器、管道、保温层和衬里等; (4)由内部支撑、支耳、管道膨胀力与力矩以及安全阀等在壳体上引
对无缝壳体,E=1.0。
10
对于球壳所需最小厚度由下式确定: t = PR 2SE − 0.2P
2.3.7 受内压成型封头的厚度
下面给出成型封头凹面受压(通常是内压)时,计算所需最小厚度或 最高许用工作压力的基本公式,在第1册附录1中还给出了其它几何 形状的封头的通用公式。 2:1 椭圆封头(标准椭圆封头)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASME第IX卷的最新变化及其应用——2010版与2007版的比较赵孟显一、2010版(与2007版的比较)的主要修改部分1、将S-No.和组号转换为P-No.和组号1)从2009增补开始,列于QW/QB422表中母材的S-No.重新指定为P-No.,取消了表中所列参照的S-No.和组号。
原来“焊接”栏下的S-No.和组号转换成相当的P-No..和组号;而“钎接”栏下的S-No.转换成相当的P-No.。
在2007版的QW-420中规定:“对于P-No.和P-No.加组号材料的要求也同样适用于相应的S-No.或S-No.加组号的材料,但如工艺评定试验使用S-No.或S-No.加组号的材料,其评定范围限于有相同S-No.或S-No.加组号的材料(即:使用P-No.材料的评定也评定了相应的S-No.的材料;而使用S-No.材料的评定只评定了相应的S-No.的材料而没有评定相应的P-No.的材料)”。
而从2009增补开始,由于全部S-No.已经转换成相当的P-No.,则原来使用S-No..加组号的材料进行评定的单位(主要是使用管道规范规定的材料的单位,如B31.3),从2010年1月1日开始,这些评定在其它重要变素和有缺口韧性要求时,附加重要变素相同的情况下,可以使用于有相同P-No.加组号的材料。
这样就涉及原来使用S-No.加组号的材料进行评定的WPS如何处理的问题,因为原先的WPS只规定它适用于有相同的S-No.的材料,而现在已经没有S-No.的材料了,那么就要修改相应WPS的适用范围了。
这一修改涉及原来第IX卷中几乎所有提到S-No.的条款、表格和附录,包括QW-409.29、QW-420.1、QW-420.2、QW/QB422、QW-423.1、QW-424.1、QW-520、QB-402.1、QB-402.2、附录中的表格QW-484A、QW-484B、QW-485、QB-482、QB-483、QB-484等,上述条款、表格中的S-No.全部删去,只有附录E “许用的SWPS”例外,其中仍然有S-No.,因为SWPS是由AWS发布的,有一个滞后反应的问题,这在其他卷册中同样存在,如B31.3,在2010版中仍然存在S-No.。
但我们只要知道从2010年1月1日开始,凡是存在S-No.的,将其转换为相同的P-No.就可以了。
2)修改QW-420QW-420材料的分组对母材指定P-No.或S-No.是为了减少焊接和钎接工艺评定的数量。
P-No.是以文字数字的顺序指定的,因此,每个P-No.应认为是一个单独的P-No.(例如:母材指定为P-No.5A,应认为与P-No.5B或P-No.5C都是不同的P-No.)。
另外,对于WPS按其它产品卷或规范要求冲击试验评定的铁基金属材料,在P-No.下再指定组号。
这种分组主要是根据母材特性,例如成分、焊接性、钎接性和力学性能在逻辑上的类比来进行。
这种分组并不意味着对于评定试验中所采用的某一母材可以不加区别地用别的一些母材来代替,而不从冶金性能、焊后热处理、设计、力学性能和使用要求等观点来考虑其适配性。
下表表明了各种合金系统指定的分组:母材焊接钎接钢及钢合金P-No.1~P-No.15F P-.No.101~P-No.103铝及铝合金P-No..21~P-No.26P-No.104~P-No.105铜及铜合金P-No.31~P-No.35P-No.107~P-No.108镍及镍合金P-No.41~P-No.49P-No.110~P-No.112钛及钛合金P-No.51~P-No.53P-No.115镐及镐合金P-No.61~P-No.62P-No.117当一个带有UNS编号但是非表QW/QB422所列的母材与表中的母材具有相同的UNS编号,应被认为具有与该母材有相同的P-No.或P-No.加组号。
但是只有表QW/QB422中所列出带有材料最低抗拉强度值的母材才可用作评定试件。
在表QW/QB422中“规定最低抗拉强度”栏内给出的值,除了QW-153或QB-153所允许的情况外,是焊接和钎接工艺评定拉伸试验的合格值。
在表QW/QB422中没有规定最低抗拉强度值的材料,不应用于坡口焊缝工艺评定。
在2009增补中,S-No.从表QW/QB422中删去,S-No.是为ASME B31压力管道规范选用或锅炉及压力容器规范案例选用,但未列入ASME锅炉及压力容器规范材料标准(第II卷)的材料指定的。
原先被指定了S-No.的母材被重新指定了相应的P-No.或P-No.加组号。
举例:指定为某一P-或S-No.或组号的材料在随后的版本中被重新指定为与原先不同的P-或S-No.或组号,则按原先指定为某一P-或S-No.或组号的材料已完成的工艺评定可用于新指定的P-或S-No.或组号的材料,见QW-200.2(c),但要依据原先用于工艺评定试件所用材料的新指定的P-或S-No.或组号来修改相应WPS中材料的评定范围。
在修改后的WPS中的其他材料的P-或S-No.或组号必须重新指定为与已评定相同的P-或S-No.或组号。
【A08、A09】请注意:这里规定“P-或S-No.或组号的材料在随后的版本中被重新指定为与原先不同的P-或S-No.或组号”时,只要修改WPS,而没有规定PQR如何处理,但根据QW-200.2(c)的规定,这种情况可以对PQR进行“补充”。
2、ASME BPV规范接受16MnR为SA标准材料在2008增补中,QW/QB422中纳入了我国的压力容器用钢GB6654的16MnR,这是ASME BPV 规范第一次正式将我们国家的压力容器用钢标准GB6654列入SA标准,也就是说,16MnR已经从“规范案例”允许使用的材料升格为ASME BPV规范允许使用的材料。
板厚从6~120mm,并有了相应的P-No.和组号,其表述的标准号为SA/GB6654,型号为16MnR,指定的P-No.为“1”,对于6~≤16mm的,组号为“2”,对于>16~≤120mm的,组号为“1”。
但遗憾的是由于国内材料标准的修改,GB6654中的16MnR已经改为GB713中的Q345R,而GB713中的Q345R并未得到ASME的认可,因此,在ASME 正式认可Q345R前,国内压力容器制造企业要想使用Q345R于ASME打钢印的容器,本人建议比较简单的办法是与钢厂协商,在钢板的质量证明书和钢板上标识改为:“SA/GB6654,16MnR”,否则是打不了ASME钢印的。
如果不打钢印,则只要取得顾客的认可,在产品订货协议中写明就可以了。
对于工艺评定来说,由于将16MnR按厚度(实际是由于规定最低抗拉强度的差别)分为P-No.1,1组和2组,那么如果按第VIII卷第1册制造容器,按最低设计金属温度和公称厚度的组合(UCS-66)如要求冲击试验的话,对于同一P-No.材料,由于组别不同,其评定不能互相适用,因此板厚在>6~≤36mm的16MnR材料与板厚>36~≤60mm的16MnR材料的工艺评定试验就将要求单独进行。
只有当不要求冲击试验时,其工艺评定试验才可以通用。
【A08】3、焊接变素的修改1)QW-261,取消表内“QW-409.4”栏关于“附加重要变素”的规定。
这是关于螺柱焊WPS的变素,也就是说,从A08开始,不再将电流和极性的改变作为附加重要变素,如果有这样评定的WPS,现在可以扩大其评定范围。
2)QW-284、QW-304、QW-305、QW-384、QW-423.1和QW-420.1中的一处,将“P-No.25”修改为“P-No.26”。
这是关于铝及铝合金的技能评定范围的扩大,由于在A08以前没有P-No.26的材料,A08新增加了P-No.26的材料,这种修改是很及时的。
3)焊接篇的变素QW-403.3、QW-403.6、QW-404.5、QW-404.7、QW-404.12、QW-405.2、QW-406.3、QW-410.9和QW-410.10修改。
其中QW-403.3,增加:“(b)对于带衬垫单面焊全焊透焊缝和部分焊透焊缝,其评定的母材最小厚度应等于所依据的PQR试件的厚度,其评定的熔深应等于或大于从PQR试件上测定的熔深。
”的规定,由于它只涉及电子束焊(EBW)和激光焊(LBW)的评定,对大多数单位没有影响。
QW-404.5和QW-404.12,强调“有后缀“G”的除外”,由于这是大多数常用焊接方法的重要或附加重要变素,对于使用有后缀G的填充金属的评定范围将受到影响。
(如QW-404.12:在同一SFA标准中填充金属类别号的改变,或改变到SFA标准不包括的填充金属或改变到SFA标准中带有后缀“G”的填充金属或填充金属商品名称的改变。
……。
其余条款的修改,包括QW-403.6、QW-404.7、QW-405.2、QW-406.3、QW-410.9和QW-410.10,都是编辑性修改,不影响现有评定。
【A08】4、提出“蠕变强度增强的铁基合金”的概念并增加P-No.15E在2009增补中,提出了“蠕变强度增强的铁基合金”的概念,所谓“蠕变强度增强的铁基合金”(creep strength enhanced ferritic alloys)(CSEF)的定义为:“该合金是铁基合金钢家属的一员,它是用有精确的显微结构条件,特别是马氏体或贝氏体来增强其蠕变强度,是通过控制具有抗回火的碳化物或碳-氮化物或其他稳定相位在回火期间稳定化而形成的”。
随着新的蠕变强度增强的铁基合金进入规范,使用已经存在的P-No.分组指定的PWHT参数能导致这些合金在热处理后力学性能的重大变化。
在规范的2007版中,只有P-No.5B、2组母材满足该定义,并已被批准用于规范建造。
再往前,CSEF合金已经使用于规范案例,并接近于合并。
为便利说明它们的特殊要求,对于CSEF合金指定了P-No.15A~P-No.15F。
(直到2010版,只见到P-No.15E一种)在A09的QW/QB-422表中,只增加了P-No.15E一个分类号,将原来P-No.5B、2组中部分UNS No.为K90901,公称成分为9Cr-1Mo-V的制品,包括锻件(SA-182和SA-336的F91)、管道管件(SA-234,WP-91)、无缝公称管(SA-335,P91)、锻造公称管(SA-369,FP91)、熔焊管(A-691,9CR,2类)等重新指定为P-No.15E、1组;应该指出,还有无缝管(SA-213,T91)也应该重新指定为P-No.15E、1组,但目前在QW/QB-422表中没有修改,而在附录D中,该牌号已经重新指定为P-No.15E、1组,应该是前面产生了遗漏,也就是说,如果QW/QB-422表中没有遗漏修改,那么全部UNS No.为K90901,公称成分为9Cr-1Mo-V的制品从A09开始,重新指定为P-No.15E、1组。