AWWA C 213A-2002
SMC VX2 直动式2通电磁阀 中文说明书

H
N
SUS/Ag
蒸气
S Q
无记号
PTFE
C37/Cu SUS/Ag
H
高耐腐蚀规格 ·禁油
L注 2)
无记号
FKM
SUS/Ag
B
铜系、禁油对应品
R
00
FKM
Al/Ag
B
注1) 可选项 V、M 的泄漏量(10-6Pa·m3/s)是压力差为 0.1Mpa 时的值。
注2) 可选项 V、M 已作禁油处理。 注 3)请使用粘度为 50mm2/s 的流体。全波整流器由于可动铁心的特殊构造及 ON 时吸着面上间隙的设置,可以提高 OFF 响应性。
密封材质 NBR FKM
NBR
阀体/短路环材质注6) 线圈绝缘种类注
备注
Al/—
B
AC规格请选用全波整流器内藏型
Al/—
B
AC规格请选用全波整流器内藏型
C37/Cu
B
SUS/Ag
温水
E P
无记号
EPDM
C37/Cu SUS/Ag
H
A
C37/Cu
B
油注 3 )
H D
无记号
FKM
SUS/Ag C37/Cu
表①系列-孔口直径-接管口径
S.Z的选项。
通电时通型(N.C.)
电磁阀系列(接管口径)
孔口记号(直径)
系列 VX21
VX22
VX23
1(2mm 2(3mm 3(4.5 4(5mm 5(8mm 6(10m φ) φ) mmφ) φ) φ) mφ)
01(1/8) -
- ● ●●- --
口径记 02(1/4) -
mmoorree::nn
3M Scotchkote熔结环氧涂层134产品使用指南 说明书

3M™ Scotchkote™ Fusion-Bonded Epoxy Coating 134Handling and Safety Precautions: Read all Health Hazard, Precautionary and First Aid, Material Safety Data Sheet, and product label prior to handling or use.Product Description 3M Scotchkote Fusion-Bonded Epoxy Coating 134 is a one-part, heat curable, thermosetting epoxy coating designed for corrosion protection of metal. The epoxy is applied to preheated steel as a dry powder which melts and cures to a uniform coating thickness when properly applied. This bonding process provides excellent adhesion and coverage on applications such as valves, pumps, pipe drains, hydrants, pipes, tanks and porous castings. Scotchkote coating 134 is NSF/ANSI 61 certified for potable water applications and is also resistant to wastewater, corrosive soils, hydrocarbons, harsh chemicals, and sea water. Powder properties allow easy manual or automatic application by electrostatic or air-spray equipment.Product Features • No primer required for most applications.• For electrostatic or air-spray application on preheated metal articles.• Can be electrostatically applied to unheated metal parts and subsequently cured by baking. • Long gel time allows application on large or complex articles, minimizing fear of runs, sags,laminations, or unsightly overspray.• Especially useful for coating the inside of pipe or other fabrications where a smooth, corrosion resistant coating is required.• Can be machined by grinding or cutting to meet close tolerance requirements.• Allows easy visual inspection of coated articles.• Can be painted with alkyd paint, acrylic lacquer, polyurethane, or acrylic enamel for colorcoding.• Applied coating will not sag cold flow.• Lightweight for lower shipping costs.• Protects over wide temperature range.• Resists direct burial soil stress.• Resists cavitation and cathodic disbondment.• Can be used for elevated temperature service in presence of H2S, CO2, CH4, crude oil and brine when applied over phenolic primer such as 3M Scotchkote Liquid Phenolic Primer 345. • Long-term performance history in water, sewage, and other service environments.• Scotchkote coating 134 has been tested and certified to NSF /ANSI Standard 61, Drinking Water System Components. For NSF certified applications, the max approved thickness is 60 mil (1.5 mm) and the maximum approved operating temperature is 140°F/60°C. Primers may not be used for potable water applications.• Scotchkote coating 134 meets the requirements of AWWA Standard C213 and C550.Temperature Operating Range For non-potable water applications Scotchkote coating 134, when properly applied to a nominal thickness of 15 mils, should perform on pipelines operating between -100°F/-73°C to 203°F/95°C. For temperatures reaching 230°F/110°C thicker coatings, greater than 30 mils, may improve the service capability. However, it is difficult to accurately predict field performance from the laboratory data due to the wide variations in actual field conditions. Soil types, moisture content, temperatures, coating thickness, and other factors specific to the area all influence the coating performance and upper temperature operating limits.General Application Information 1. Remove oil, grease and loosely adhering deposits.2. Abrasive blast clean the surface to NACE No. 2/SSPC-SP10 ISO 8501:1,Grade SA 2 ½ near-white metal.3. Apply mechanical masks or mask with materials such as 3M Scotch® Glass Cloth Tape 361 or 3M Aluminum Foil Tape 425 as required.4. Preheat article to the desired application temperature per cure specifications.5. Deposit Scotchkote coating 134 by powder spray to the specified thickness.6. Cure according to cure specifications.7. Visually and electrically inspect for coating flaws after the coating has cooled.8. Repair all defects.Cure Specifications Scotchkote coating 134 may be applied to metal articles which have been preheated to a temperature of 300°F/149°C to 475°F/246°C. After application, Scotchkote coating 134 must be cured according to the cure guide to achieve maximum performance properties.If Scotchkote coating 134 is electrostatically applied to unheated parts, the cure time should be measured from the time the coated part reaches the cure temperature. After cure, the coating may be force cooled using air or water to facilitate inspection and handling.Product - Physical and Chemical PropertiesContinued Product - Physical and Chemical Properties3M and Scotchkote are trademarks of the 3M Company.3StorageIn a cool dry location less than 80°F (27°C)Shelf-Life18 months from date of manufactureAvailabilityFor ordering, technical, product information, or the Safety Data Sheet, call: Phone: 800-722-6721 Fax: 877-601-1305Important NoticeAll statements, technical information, and recommendations related to 3M’s products are based on information believed to be reliable, but the accuracy or completeness is not guaranteed. Before using this product, you must evaluate it and determine if it is suitable for your intended application. You assume all risks and liability associated with such use. Any statements related to the product, which are not contained in 3M’s current publications, or any contrary statements contained on your purchase order, shall have no force or effect unless expressly agreed upon, in writing, by an authorized officer of 3M.Warranty; Limited Remedy; Limited LiabilityBecause conditions of product use are outside of our control and vary widely, the following is made in lieu of all express or implied warranties: This product will conform to 3M’s published product specifications and be free from defects in material and manufacture on the date of your purchase. 3M MAKES NO OTHER WARRANTIES INCLUDING, BUT NOT LIMITED TO, ANY IMPLIED WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE. If this product is defective upon your receipt, your exclusive remedy shall be, at 3M’s option, to replace the 3M product or refund the purchase price of the 3M product . Except where prohibited by law, 3M will not be liable for any direct, indirect, special, incidental or consequential loss or damage arising from this 3M product, regardless of the legal theory asserted.Electrical Markets Division6801 River Place Blvd. Austin, TX 78726-9000 800.722.6721/corrosionPlease recycle© 3M 2016 All rights reserved 78-8141-8528-2 Rev A。
ASTM-美国涂层标准

20
ANSI/AWWA C116/A 21.162003
供水设备用球墨铸铁和灰铁配件的内外表面的 防护熔融胶合环氧涂层 给水钢管煤焦油保护涂层和内衬.热用搪瓷和 胶带 钢制供水管道的煤焦油保护涂层和内衬标准. 搪瓷和胶带.热水 商用4英寸和4英寸以上钢水管的水泥灰浆保护 衬和涂层 钢水管用特殊部件、连接件和配件的外部用低 温磁带涂层 钢制水管的内外层用液体环氧树脂涂层系统 给水钢管的内、外层熔化粘结环氧涂层 钢制水管内外的熔融胶合环氧树脂涂层 钢制水管的外层用挤压聚烯烃涂层 给水钢管用专用部件、连接件和配件外部可热 收缩交联的聚烯烃涂层 钢水管和配件聚氨基甲酸乙酯内或外涂层 钢水管、连接件、配件和特殊部件的内部和外 部用尼龙11基聚酰胺涂层系统 阀门和给水栓用防护性内部涂层 涂层的钢制储水箱 光纤涂层几何尺寸的测量方法 测量电器连接器件的金属涂层厚度的试验程序
10 ANSI/ASTM D2534-1988 11 ANSI/ASTM D3214-1997 12 ANSI/ASTM D3236-1988 13 ANSI/ASTM D3521-1986 14 ANSI/ASTM D3708-1988 15 ANSI/ASTM D4917-1997 16 ANSI/ASTM D4918-1997 17 ANSI/ASTM F1916-1998 18 ANSI/ASTM F2016-2000 19 ANSI/AWS A4.4M-2001
用光截面显微镜测量铝阳极镀层厚度及不透明 表面的其它透明涂层厚度的试验方法 金属表面自催化(无电)镍磷涂层标准规范 用硝酸蒸汽测试金属基体上金涂层孔隙率的标 准试验方法 用扫描电子显微镜测量横截面测定金属涂层厚 度的方法 热浸涂层用锭铁模型中GALFAN(锌-5%铝-含铈 稀土)合金的标准规范 金属涂层和无机物涂层的不同抽样 镉电沉积涂层标准规范 用重量分析法和其它化学分析法测定电沉积涂 层及相关涂层单位面积的质量 用凝胶体电谱法测定金属基物上金或钯涂层孔 隙度的标准试验方法 用湿硫黄蒸气("硫黄华")作金属涂层中孔隙率 测试的标准试验方法 用聚硫化物浸入法测试金属涂层中总疵点和机 械损坏的标准试验方法 镁和镁合金上非电解质转换涂层的标准规范 工程应用硬涂层阳极氧化规范 在锌和镉表面非铬酸涂层试验的标准实施规程 热处理平板玻璃的标准规范.HS和FT类涂层和 无涂层玻璃 建筑物内部辐射控制涂层系统(IRCCS)的安装 和使用的标准实施规程 建筑物外部防太阳辐射涂层的标准规范 用定量单点划痕试验测定陶瓷涂层粘结强度和 机械损坏类型的标准试验方法 涂层砖(由粘土或页岩制造的实心砌块)的标准 规范
AWWA_C213-2001_给水钢管的内、外层熔化粘结环氧涂层
美国水行业协会AWWAC213-2001标准:供水钢管内外壁熔粘结环氧涂层第一节:概述1.1范围地下安装或水下安装的钢制供水管、特殊管段、焊接头、联接处、管件,其熔粘结环氧涂层所采用的材料和施工要求。
熔粘结环氧涂层粉为热熔材料,采用化学固化涂层工艺。
1.1.1最小管径内壁施用防腐涂层的,最小管径为24英寸(600毫米)。
低于24英寸(600毫米)管径的管子,可采用电学方法检查的,也可包括在内,但一定要保证符合本标准的要求。
1.1.2最高温度 AWWA管涂层的标准仅适用于饮用水管。
最高温度取决于所供水的最高温度。
管子采购商在订购时要咨询厂家。
1.2制定该标准的目的包括材料、使用方法和检测,为供水钢管的内外壁熔粘结环氧涂层提供最低要求。
1.3适用范围本标准仅适用于钢制供水管的内外壁熔粘结环氧涂层。
第二节参考资料主要是ASTM标准、ANSI/AWWA标准、NACE标准和SSPC(防腐涂层)标准。
第三节定义1.采用人指采用熔粘结环氧涂层的个人、公司或组织。
2.抛丸清理指抛钢丸、抛砂。
3.建造人指提供工程和材料的人。
4.生产商5.采购商第四节要求第4.1条生产设备抛丸打光设备和涂层设备第4.2条材料和生产工艺所提供的材料需要本标准的要求。
施用涂层的工人,要受过该特种工艺的培训。
第4.3条材料性质和实验室检测方法,仅用于检测涂层质量4.3.1 材料环氧漆粉中含有熔粘结材料、固化剂、催化剂、填料、色素、控流剂和防紫外线剂。
这种材料,用到预热面上后,能均匀地粘合在一起并固化,均匀的形成一层防护膜,达到本标准的要求。
4.3.1.1 保质期在80℉(27℃)及以下,若密封在原容器内,本环氧漆粉的保质期为12个月。
若储存条件超过此要求,请咨询生产商。
4.3.1.2 施用方法采用静电喷涂、流化床喷涂或气喷涂,将环氧漆粉喷到预热面上后固化,均能形成均匀的防护涂层,涂层厚度见第4.4.3.3条之规定。
4.3.2 环氧漆粉和实验室施用涂层的材料性质环氧漆粉属性限度和要求的检测方法,见下表1。
卡洛·加 Ва茨自动化设备 Midi 电磁开关器型号说明书
Table of Specifications
C3C- Ptyoplee PPoowwer Conttaaccttoorrss
CARLO GAVAZZI
Automation Components
Terminal type
CC130
CC150
Screw or Lug
CC185
CC225
Screw Only
CC130 ~ CC150 2NO2NC aux
CC185 ~ CC225 2NO2NC aux
CC265 ~ CC400 2NO2NC aux
CC500 ~ CC800 2NO2NC aux
To instantly view a data sheet and specify products, visit 90
CC185 ~ CC225 AC coil
reversing combination shown with GT225 and aux contacts
CC265 ~ CC400 AC coil
reversing combination shown with GT400 and aux contacts
To instantly view a data sheet and specify products, visit 100
Table of Specifications
CARLO GAVAZZI
Automation Components
CC50
CC65
Screw or Lug
CC75
CC85 Screw or Lug
CC100
GUA-1 GUA-2, GUA-4
GT63
GUA-1 GUA-2, GUA-4
AWWA C210-2003 中文版 液态无溶剂环氧树脂涂层
AWWA C210 Liquid-Epoxy Coating Systems for the Interi or and Exterior of SteelAWWA Standard AWWA标准This document is an American Water Works Association (AWWA) standard. It is not a specification. AWWA standards describe minimum requirements and do not contain all of the engineering and administrative information normally contained in specifications. The AWWA standards usually contain options that must be evaluated by the user of the standard. Until each optional feature is specified by the user, the product or service is not fully defined. AWWA publication of a standard does not constitute endorsement of any product or product type, nor does AWWA test, certify, or approve any product. The use of AWWA standards is entirely voluntary. AWWA standards are intended to represent a consensus of the water supply industry that the product described will provide satisfactory service. When AWWA revises or withdraws this standard, an official notice of action will be placed on the first page of the classified advertising section of Journal AWWA. The action becomes effective on the first day of the month following the month of Journal AWWA publication of the official notice.此文件是美国自来水厂(AWWA)标准,不是规范。
AWWA美国自来水厂协会

储水用碳素钢焊接箱
Welded Carbon Steel Tanks for Water Storage
--------------------------------------------------------------------------------
3. ANSI/AWWA G100-2005 发布日期:2005.06.29 ,实施日期:2005.12.01 现行
球墨铸铁管路系统用聚乙烯包装物
Polyethylene Encasement for Ductile-Iron Pipe Systems
--------------------------------------------------------------------------------
Wire-Wound, Circular Prestressed Concrete Water Tanks
--------------------------------------------------------------------------------
23. ANSI/AWWA C110-2008 发布日期:2008.01.01 ,实施日期: 现行
6. ANSI/ASME-ITI/AWWA J-100-2010 发布日期:2010.01.01 ,实施日期: 现行
水和废水系统风险和弹性管理用联合ASME-ITI/AWWA RAMCAP标准
Joint ASME-ITI/AWWA RAMCAP Standard for Risk and Resilience Management of Water and Wastewater Systems
伊玛产品类别

18~36 VDC
PNP NO/NC,NPN NO/NC
4~20 mA,0~10 V
可
PA1108
智慧型
7 LED
内螺纹
G 1/4
400 bar
四线
18~36 VDC
PNP NO/NC,NPN NO/NC
4~20 mA,0~10 V
可
PA1109
智慧型
7 LED
内螺纹
G 1/4
2 bar
四线
18~36 VDC
200
60
M12
接插件
N
Y
N
IP67
否
IA0031
齐平
brass
10~36VDC
1
两线
NO
DC PNP/NPN
200
60
M12
接插件
N
Y
N
IP67
否
IA0032
齐平
brass
10~36VDC
1
两线
NC
DC PNP/NPN
200
60
M12
接插件
N
Y
N
IP67
否
IA0033
非齐平
brass
10~36VDC
可
TA1099
智慧型
7 LED
内螺纹
M18 X 1.5
-40~150°C
四线
20~30 VDC
PNP NO/NC,NPN NO/NC
4~20 mA,0~10 V
可
产品类别
压力变送器(模拟量输出)
压力变送器(开关量输出)
订货号
功能
显示
牙口形式
萨澳90系列柱塞泵马达型号代码

P= 外接压力过滤器—卡口式过滤器(短的)○○○○○○○○L = 外接压力过滤器—卡口式过滤器(长的)-○○○○○○○
F
●= 标准Array○= 选用
- = 无货
* = 19-95年供货
250的泵
型号--90R250MA2CD80T3C05NNN262624
1—R-右旋
2—250-排量
3—MA-手控变量
4—2-只有高压溢流阀
5—CD-SAE C 14齿,带密封盖
6—T-远程液控,无滤清器
7—3-无排量限制器
8—C-14毫升补油泵
9—05-1.37毫米的节流孔
10—NNN-无特殊要求
11—26-26-“A”“B”腔的压力设定
12—24-补油压力
100的泵
型号-90R100MA1AC60L3S1E03GBA323224
90R-右旋
100—排量
MA—手控变量
13—带压力限制器
AC—SAE A 9齿 辅助安装
60—两侧油口
L—自带长压力滤清器
3—无排量限制器
S—14齿主轴
E—20毫升补油泵
03—0。
81毫米节流孔
GBA—低噪音配油盘
32—32—“A”“B”口压力设定
24—补油压力
100的马达
90M100NC0N8N0CTW00N0N000024
90M—定量马达
N(7)--轴向油口
C6—主轴21齿,C8—27齿W—带回路清洗
24—补油压力
定量马达型号名称与订贷代码
○ = 可供选用
- = 不供应 ** = 不应用
● = 标准的
○ = 可供选用 - = 不供应 ** = 不应用。
管道防腐环氧粉末涂料国内外标准综述
管道防腐环氧粉末涂料国内外标准综述崔志刚(廊坊市新立粉末涂料有限公司)摘要:对于环氧粉末涂料在管道上的应用,国内外有许多相关的标准,本文针对ISO、加拿大、中国等标准进行了综合比较和说明,便于业内人员对这些标准的使用和理解。
Summary of domestic and international standards of pipeline anti-corrosion epoxy powder coatings管道运输与铁路运输、公路运输、水路运输和航空运输是当今运输的主要五大方式,管道运输与其它运输方式相比,具有成本低、效率高、建设周期短、安全无污染、可穿过各种区域等优点。
随着现代工业的发展.管道已成为理想的运输工具,是比较经济、安全、有效的运输手段。
管道的安装要经过各种各样复杂的地形,管道所处环境千变万化,输送介质中含有腐蚀性的气体和水。
管道的腐蚀始终是困扰管道运输的一大难题。
目前一般采取的措施是阴极保护和涂层保护并用。
目前环氧粉末涂料防腐涂层无论是作为单层环氧使用、还是双层、三层等多层环氧粉末涂层、还是三层聚乙烯防腐层或三层聚丙烯防腐层,环氧粉末涂料在管道的涂层保护中都扮演了重要的角色。
环氧粉末涂料如何能够更好地满足管道防腐的要求,国内外出台了许多相关的标准,在这里进行一个总结,以方便大家了解和使用。
钢质管道涂敷国内外标准汇总上面汇总的这些标准中,加拿大标准是影响力非常大的国外标准,许多其它的标准在不同程度上都参考和引用了该标准,该标准发布于1992年,经历了1998、2002、2006、2010版本的更新,随着版本的更新,标准的内容不断丰富,对环氧粉末涂料的要求的一些指标也进行了调整。
ISO标准是后起之秀,但以ISO的影响力会迟早取代加拿大标准成为影响力最大的国际标准,从而被国内外管道防腐行业所采用。
我们这里对这些标准中对环氧粉末涂料关注和要求的一些指标进行比较,看一下这些标准中对环氧粉末要求的差别和共同之处。
AWWA标准目录中英对照
Pipe, Encasement Ductile-Iron Pipe & Fittings Pipe, Fittings Ductile-Iron Pipe & Fittings Pipe, Joints Pipe, Flanges Pipe, Coatings, Epoxy Pipe, Ductile-Iron Pipe, Ductile-Iron Pipe, Fittings Pipe, Steel Ductile-Iron Pipe & Fittings Ductile-Iron Pipe & Fittings
Scale & Corrosion Control Chemicals Scale & Corrosion Control Chemicals
B510 B511 B512 B550 B600 B601 B602 B603 B604 B605 B701 B702 B703 C104 C105 C110 C111 C115 C116
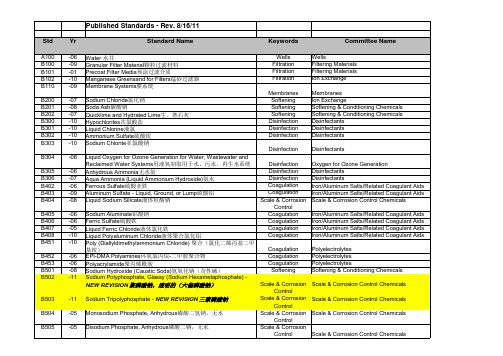
Published Standards - Rev. 8/16/11
Std
A100 B100 B101 B102 B110 B200 B201 B202 B300 B301 B302 B303 B304 B305 B306 B402 B403 B404 B405 B406 B407 B408 B451 B452 B453 B501 B502 B503 B504 B505 B506
-06 -10 -08 -10 -10 -05 -08 -10 -05 -07 -06 -06 -06 -08 -10 -08 -07 -05 -09
Carbon Dioxide二氧化碳 Potassium Hydroxide氢氧化钾 Sulfur Dioxide 二氧化硫 Calcium Chloride氯化钙 Powdered Activated Carbon活性炭粉 Sodium Metabisulfite焦亚硫酸钠 Copper Sulfate硫酸铜 Permanganates高锰酸盐 Granular Activated Carbon活性炭颗粒 Reactivation of Granular Activated Carbon活化的活性炭颗粒 Sodium Fluoride氟化钠 Sodium Fluorosilicate氟硅酸钠 Fluorosilicic Acid氟硅酸 Cement-Mortar Lining for Ductile-Iron Pipe and Fittings球墨铸铁水 管和配件用水泥砂浆衬 Polyethylene Encasement for Ductile-Iron Pipe Systems 球墨铸铁 管路系统用聚乙烯包装物 Ductile Iron & Gray-Iron Fittings柔性铸铁和灰铸铁配件 Rubber-Gasket Joints for Ductile-Iron Pressure Pipe and Fittings球 墨铸铁压力管和配件用橡胶垫接头 Flanged Ductile-Iron Pipe with Ductile-Iron or Gray-Iron Threaded Flanges带球墨铸铁或灰口铸铁螺纹法兰的法兰球墨铸铁管 Protective Fusion-Bonded Epoxy Coatings for the Interior and Exterior Surfaces of Ductile-Iron and Gray-Iron Fittings供水设备用 球墨铸铁和灰铁配件的内外表面的防护熔融胶合环氧涂层 Thickness Design of Ductile-Iron Pipe球墨铸铁管的厚度设计 Ductile-Iron Pipe, Centrifugally Cast离心铸造的延性铁水管 Ductile-Iron Compact Fittings for Water Service给水用延性铁压实 配件 Steel Water Pipe--6 In. (150 mm) and Larger钢制水管.尺寸:大于 和等于6英寸(150mm) Coal-Tar Protective Coatings and Linings for Steel Water Pipelines--Enamel and Tape--Hot-Applied给水钢管煤焦油保护涂层 和内衬.热用搪瓷和胶带 Cement-Mortar Protective Lining and Coating for Steel Water Pipe-4 In. (100 mm) and Larger--Shop Applied钢制水管用水泥砂浆保护 衬和覆层.大于等于4英寸(100mm) Field Welding of Steel Water Pipe - NEW REVISION钢制水管的现 钢制水管的现 场焊接
VW、NASM、DVS等国外标准译文

其它国外标准译文ENG-STND-0005 液体涂料涂装件外观规范ENG-STND-0007 高压压铸铝件及机加工件标准ENG-STND-0011 管材和平轧材标准ENG-STND-0018 粉末涂料涂装件外观规范ENG-STND-0067 电泳涂装件外观标准PRCI IM-2-1 设施完整性管理程序指南NEMA ICS 8-2011 工业控制和系统起重机控制器NEMA SM 23-1991(R2002) 机械驱动用汽轮机SAA HB 59-1994 人体工程学—人为因素工作系统设计实用方法WRC BUL 275-1982 淬火加回火2 1/4Cr-1Mo钢在炼油工艺中厚壁反应器容器上的使用:25年研究和应用的解释性评论WRC BUL 305-1985 公报305AAR:2017 标准与推荐做法手册AD 2000-MERKBLATT W0-2016 压力容器用材料材料的通用原则AD 2000-MERKBLATT A4-2015 压力容器的设备、安装和标记附件外壳AD 2000-Merkblatt W5-2009 压力容器用材料铸钢AD 2000-MERKBLATTW10-2016 压力容器用材料低温黑色金属材料ASABE EP369.1-1987(R2014)农业排水泵站的设计CCH 70-4-2014 水利机械用钢铸件技术规范CSA 3.16-2015 杠杆操纵的非润滑型燃气切断阀ETS-0967 金属涂层技术ETS-1083_R01 紧固件—T1螺栓连接副F69A4_S1 锌和铝基无机防腐蚀涂层美国3D打印标准化路线图增材制造标准化路线图AAR M-214-2009 已用过和翻修侧架和摇枕—分类和维修程序AAR M-300-2004 翻修制动梁AAR M-1002-R-2014 罐车罐体的维修、改良和改装AAR S-2044-2016 货车的安全器械要求ASCE 管道复原系统设计的新兴概念US EPA 8270D-2014 气质联用仪测试半挥发性有机化合物AC 20-107B-2009 飞机复合材料结构cyber vision2025-afd-130327-306 美国空军赛博空间科学与技术愿景 2012-2025 ANSI/EIA-364-01B-2000(R2012) 电连接器的加速度试验程序ANSI/EIA-364-02D-2012 电连接器的空气泄漏试验程序ANSI/EIA-364-03C-2009 电连接器的低气压浸渍试验程序ANSI/EIA-364-05B-1998(R2009) 电连接器的接触件插入力、松开力和拔出力试验程序ANSI/EIA-364-06C-2006(R2012) 电连接器的接触电阻试验程序ANSI/EIA-364-07C-2007(R2012) 电连接器的接触件同轴度试验程序ANSI/EIA-364-09C-1999(R2012) 电连接器和插座的耐久性试验程序ANSI/EIA-364-11C-2014 电连接器和插座的耐溶剂性试验程序ANSI/EIA-364-14B-1999(R2012) 电连接器的臭氧暴露试验程序ANSI/EIA-364-22B-2000(R2012) 模拟条件下的电连接器使用寿命试验程序ANSI/EIA-364-24B-1998(R2009) 电连接器的维修老化试验程序ANSI/EIA-364-25D-2010 电连接器的探针损伤试验程序ANSI/EIA-364-27C-2011 电连接器和插座的机械冲击(规定脉冲)试验程序ANSI/EIA-364-29C-2006(R2013) 电连接器的接触件固定性试验程序ANSI/EIA-364-32G-2014 电连接器和插座的热冲击(温度循环)试验程序ANSI/EIA-364-35C-2012 电连接器的绝缘安装板固定性试验程序ANSI/EIA-364-38D-2014 电连接器的电缆拉脱试验程序ANSI/EIA-364-39B-1999(R2013) 电气连接器、触点和插座的静水压测试程序ANSI/EIA-364-40B-1998(R2009) 电气连接器的挤压测试程序ANSI/EIA-364-41E-2010 电气连接器的电缆挠性测试程序ANSI/EIA-364-42C-2012 电气连接器的冲击测试程序ANSI/EIA-364-45C-2012 电气连接器的防火墙火焰测试程序ANSI/EIA-364-46C-2012 电子连接器、电接触元件及插座的微秒间断试验规程ANSI/EIA-364-53B-2000(R2016) 电气连接器和插座的硝酸蒸汽测试、镀金制品测试程序ANSI/EIA-364-54A-1999(R2012) 电气连接器、触点和插座的磁导率测试程序ANSI/EIA-364-56E-2011 电气连接器和插座的焊锡耐热性测试程序ANSI/EIA-364-66A-2000(R2013) 电气连接器EMI屏蔽效能测试程序ANSI/EIA-364-71C-2008(R2014) 电气连接器和插座的焊料芯吸(波峰焊接技术)测试程序ANSI/EIA-364-88-1995(R2009) 电子连接器的剩磁ANSI/EIA-364-104A-2000(R2008) 电气连接器的易燃性测试程序ANSI/EIA-364-105-B-2015 电气连接器和插座的高压低温测试程序ANSI/EIA-364-106-2000(R2013) 电气连接器的驻波比 (SWR) 测试程序ANSI/EIA-364-110-2006(R2013) 电子连接器和插座的热循环试验规程EIA-364-1000-2008 评估受控环境应用中电连接器和插座性能的环境测试方法IATF 16949-2016 汽车生产件及相关服务件组织的质量管理体系要求NAS 4003-2012 A286高温合金外螺纹紧固件,极限抗拉强度为160 KSI,极限抗剪强度为95KSI,1000℉NASM 1312-1-2010(R2014) 紧固件试验方法方法1—盐雾NASM 1312-4-2011 紧固件试验方法方法4—搭接接头的抗剪NASM 1312-7-2012 紧固件试验方法方法7—振动NASM 1312-11-2013 紧固件试验方法方法11—抗拉疲劳NASM 1312-13-2013 紧固件试验方法方法13—双剪试验NASM 1312-15-2012 紧固件试验方法方法15—力矩-拉力NASM 1312-18-2012 紧固件试验方法方法18—高温抗拉强度NASM 1312-19-2012 紧固件试验方法方法19—紧固件的密封NASM 1312-24-2012 紧固件试验方法方法24—托板紧固件的壳体拧脱NASM 1312-25-2012 紧固件试验方法方法25—扳拧槽力矩质量一致性试验NASM 1312-30-1997 紧固件试验方法方法30—抽芯铆钉的板拔出NASM 1312-31-2011 紧固件试验方法方法31—力矩DVS 1608-2011 铁路应用中铝合金焊接结构的设计及强度评价VDA 239-200-2013 铝薄板材料TSI 2014-32-EU-2015 关于各成员国市场上销售的计量器具的协调法律(改写)FM 1042-2016 叶片式水流报警指示器认证标准FM 1626-2011 立管管汇总成认证标准FM 3132-1970 压力致动水流开关认证标准AATCC 100-2012 纺织材料抗菌整理剂的评价AIA-NAS NAS 578-2012 浮动桶形螺母用支架驾驶舱内移动设备集成:优势、挑战和建议RTCA-DO-355-2014 持续适航信息安全指南TL 203-2015 金属部件上装饰性镀铬层(Ni–Cr镀层)表面防护要求航空赛博安全——寻找升力,减少阻力CAN/ULC-S548-15 水式灭火系统用装置和附件标准VW 01054: 2016 图纸尺寸标注和公差标注—包容要求和独立性原则VW 01088-2004 工件边缘—定义,图纸技术规范VW 13750-2016 金属零件的表面防护—表面防护类型,代码VW 50180-2015 车辆内部部件—散发性能VW 50185-2016 车辆零件—耐露天气候老化性QQ:416711838。
施耐德选型资料

2(停产无替代?)Masterpact MW 空气断路器选型表框架电流06:630A 20:2000A 08:800A 25:2500A 10:1000A 32:3200A 12:1250A 40:4000A 16:1600A 2:Micrologic2.0MW二段保护5:Micrologic5.0MW三段保护A:Micrologic5.0A MW三段保护+电流表MW 06 3 F 2 33:3极4:4极F:固定式D:抽屉式控制回器电压2:AC220V3:AC380V1:DC110V4:DC220VCompact NS塑壳断路器选型表(合用于配电保护)脱扣器类型TM:热磁脱扣器(用于NS100,160,250)STR22SE电子脱扣器(用于NS100,160,250)STR23SE电子脱扣器(用于NS400,630)STR53UE电子脱扣器(用于NS400,630)NS 100 N STR22SE 100 3P F FC 附件壳架电流规格100 160 250 400 630 分断能力可选N:25-50KAH:70KAL:150KANS80惟独H型脱扣器额定电流(参见脱扣器选择表)极数可选3P4P安装方式F:固定式P:插入式W:抽出式联接方式FC:板前方式RC:板后方式多种联接附件可选取详见样本1、分励/失压线圈2、多功能辅助开关3、电动操作机构4、漏电保护模块5、电流表模块6、电流互感器模块7、延伸旋转手柄Compact NS塑壳断路器选型表(合用于电动机保护)脱扣器类型MA:电磁脱扣器(用于NS80-630)STR22ME:电子脱扣器(用于NS100,160,250)STR43ME:电子脱扣器(用于NS400,630)NS 100 H MA 50 3P F FC 附件壳架电流规格80 100 160 250 400 630 分断能力可选N:25-45KAH:70KAL:150KANS80惟独H型脱扣器额定电流(参见脱扣器选择表)极数可选3P4P安装方式F:固定式P:插入式W:抽出式联接方式FC:板前方式RC:板后方式多种联接附件可选取详见样本1、分励/失压线圈2、多功能辅助开关3、电动操作机构4、漏电保护模块5、电流表模块6、电流互感器模块7、延伸旋转手柄NS 400一下停产用NSX替代IC65 断路器选型表IC65 N - C 20A / 2P + VE + SD分断能力N:6000A H:10000A L: 15000A 脱扣曲线C型曲线(配电保护)D型曲线(动力保护)额定电流1A2A4A6A10A16A20A25A32A40A50A63A极数1P2P3P4P可配漏电保护附件VE:vigi IC65 ELEVEG:vigi IC65 G ELEVM:vigi IC65 ELM可配电气附件MX:分励脱扣单元MN欠压脱扣单元(瞬动型)MN(s):欠压脱扣单元(延时型)SD:报警接点OF:辅助接点OF+SD/OF:双重切换接点IC65N 2P C(D)1OA NC100H/125H 断路器选型表NC 100H - C 63A / 2P + VM + SD类型NC 100H NC125H 脱扣曲线C型曲线(照明保护)D型曲线(动力保护)额定电流63A80A100A125A极数1P2P3P4P可配漏电保护附件Vigi NC100可配电气附件MX:分励脱扣单元MN:欠压脱扣单元MN(s):欠压脱扣单元(延时型)SD:报警接点OF:辅助接点说明:1、NC 125H的额定电流为125A。
沃伦森电气系列产品型号
沃伦森电气(WARENSEN)多年来一直专注于输配电系统无功补偿、滤波及电力电子设备的研发、生产和工程实施。
公司引入德国先进制造工艺和技术,坚持“积木式设计理念模块化成套产品”的产品战略,全心全意打造行业最具价值品牌!公司所生产的:WUAPF、WRS-APF、WMPF-12系列有源滤波装置主要应用于谐波污染严重的工况下;WRS-IC(R)、WRS-CRT(S)、WMT(S)C、WMXC-12、WMC-12、WMC-35系列无功补偿装置主要应用于电网等无功负荷波动较小的工况下;WRS-SVG、WDSVG、WIDSVG、WMSVC、WTSVC主要应用于无功负荷波动剧烈、电压闪变严重的工况下。
以上系列产品均可针对单独工程具体设计并提供项目策划书。
公司坚持“产品如人品质量是生命”的质量理念,保证产品卓越品质,并把“完美的产品是艺术品”作为产品制造工艺的唯一准则。
沃伦森电气(WARENSEN)在引入德国技术发展的同时,更注重人才与自主技术的储备,坚持与科研院所合作,定向培训、学术交流,联合建立研发基地,不断进行技术创新,提高产品先进性,保持行业领先水平。
一流的团队,一流的质量,一流的服务是我们的动力和源泉。
沃伦森电气(WARENSEN)不仅要做一个制造高品质产品的生产商,还要做一个用户满意,高效反应机制,不断创新的服务提供商。
互惠互利,与用户共赢,是我们永远的追求和目标。
电容器+电抗器WRS-CR7-10/400V WRS-MKP10/400-3 WRS-CK-10/400-3WRS-CR7-15/400V WRS-MKP15/400-3 WRS-CK-15/400-3WRS-CR7-20/400V WRS-MKP20/400-3 WRS-CK-20/400-3WRS-CR7-25/400V WRS-MKP25/400-3 WRS-CK-25/400-3WRS-CR7-30/400V WRS-MKP30/400-3 WRS-CK-30/400-3 WRS-CR7-40/400V WRS-MKP40/400-3 WRS-CK-40/400-3 WRS-CR14-10/400V WRS-MKP10/400-3 WRS-CK-10/400-3 WRS-CR14-15/400V WRS-MKP15/400-3 WRS-CK-15/400-3 WRS-CR14-20/400V WRS-MKP20/400-3 WRS-CK-20/400-3 WRS-CR14-25/400V WRS-MKP25/400-3 WRS-CK-25/400-3 WRS-CR14-30/400V WRS-MKP30/400-3 WRS-CK-30/400-3 WRS-CR14-40/400V WRS-MKP40/400-3 WRS-CK-40/400-3 电容电抗模块产品(晶闸管)WRS-CRT7-30/2-400VWRS-CRT7-30/2-400VWRS-CRT7-30/1-400VWRS-CRT7-30/2-400VWRS-CRT7-60/2-400VWRS-CRT7-60/2-400VWRS-CRT7-60/1-400VWRS-CRT7-60/2-400VWRS-CRT7-60/1-400V WRS-CRT7-60/2-400V WRS-CRT7-90/1-400V WRS-CRT7-60/1-400V WRS-CRT7-90/1-400V WRS-CRT7-60/2-400V WRS-CRT7-60/1-400V WRS-CRT7-90/1-400V WRS-CRT7-60/1-400V WRS-CRT7-90/1-400V WRS-CRT7-60/1-400V WRS-CRT7-90/1-400V WRS-CRT7-90/1-400V WRS-CRT14-30/2-400V WRS-CRT14-30/2-400V WRS-CRT14-30/1-400V WRS-CRT14-30/2-400VWRS-CRT14-60/2-400V WRS-CRT14-60/2-400V WRS-CRT14-60/1-400V WRS-CRT14-60/2-400V WRS-CRT14-60/1-400V WRS-CRT14-60/2-400V WRS-CRT14-90/1-400V WRS-CRT14-60/2-400V WRS-CRT14-60/1-400V WRS-CRT14-90/1-400V WRS-CRT14-60/2-400V WRS-CRT14-60/1-400V WRS-CRT14-90/1-400V WRS-CRT14-60/1-400V WRS-CRT14-90/1-400V WRS-CRT14-60/1-400V WRS-CRT14-90/1-400VWRS-CRT14-90/1-400V电容电抗模块产品(接触器) WRS-CRS7-30/2-400VWRS-CRS7-30/2-400VWRS-CRS7-30/1-400VWRS-CRS7-30/2-400VWRS-CRS7-60/2-400VWRS-CRS7-60/2-400VWRS-CRS7-60/1-400VWRS-CRS7-60/2-400VWRS-CRS7-60/1-400VWRS-CRS7-60/2-400VWRS-CRS7-60/2-400V WRS-CRS7-60/1-400V WRS-CRS7-90/1-400V WRS-CRS7-60/2-400V WRS-CRS7-60/1-400V WRS-CRS7-90/1-400V WRS-CRS7-60/1-400V WRS-CRS7-90/1-400V WRS-CRS7-60/1-400V WRS-CRS7-90/1-400V WRS-CRS7-90/1-400V WRS-CRS7-400V WRS-CRS14-30/2-400V WRS-CRS14-30/2-400V WRS-CRS14-30/1-400V WRS-CRS14-30/2-400V WRS-CRS14-60/2-400V WRS-CRS14-60/2-400V WRS-CRS14-60/1-400V WRS-CRS14-60/2-400V WRS-CRS14-60/1-400V WRS-CRS14-60/2-400V WRS-CRS14-90/1-400V WRS-CRS14-60/2-400V WRS-CRS14-60/1-400V WRS-CRS14-90/1-400V WRS-CRS14-60/2-400V WRS-CRS14-60/1-400V WRS-CRS14-90/1-400V WRS-CRS14-60/1-400V WRS-CRS14-90/1-400V WRS-CRS14-60/1-400V WRS-CRS14-90/1-400V WRS-CRS14-90/1-400V 智能电容器WRS-IC-450/10WRS-IC-450/15WRS-IC-450/20WRS-IC-450/25WRS-IC-450/30WRS-IC-450/40WRS-IC-450/50WRS-IC-450/60WRS-IC-450/70智能电容器(电抗器) WRS-ICR7-480/10 WRS-ICR7-480/15WRS-ICR7-480/20WRS-ICR7-480/24WRS-ICR7-480/30WRS-ICR7-480/35WRS-ICR7-480/40WRS-ICR7-480/45WRS-APF模块产品WRS-APF25/400VWRS-APF35/400VWRS-APF50/400VWRS-APF60/400VWRS-APF75/400VWRS-APF100/400VWRS-SVG模块产品WRS-SVG50/400VWRS-SVG100/400V静止无功发生器WRS-SVG WDSVG-12/1000-N WDSVG-12/2000-N磁控式动态补偿滤波装置WMSVC-12/600-600-N WMSVC-12/1000-1000-N WMSVC-12/1200-1200-N WMSVC-12/600-600-W WMSVC-12/1000-1000-W WMSVC-12/1200-1200-W 高压无功补偿装置WMC-12/1000-3NWMC-12/1200-4NWMC-12/1600-4NWMC-12/2000-5NWMC-12/1000-3WWMC-12/1200-4WWMC-12/1600-4WWMC-12/2000-5W高压线路装置WMXC-6/50+100JWMXC-6/100+100J WMXC-6/200+100J WMXC-6/100+200JWMXC-6/100+100 WMXC-12/50+100J WMXC-12/100+100J WMXC-12/200+100J WMXC-12/100+200J WMXC-12/100+100低压有源滤波装置WUAPF-480/50-2N WUAPF-480/75-2N WUAPF-480/100-3N WUAPF-480/125-3N WUAPF-480/150-3N WUAPF-480/200-4N低压无功补偿装置WMTC-400/90-4N WMTC-400/120-3N WMTC-400/180-4N WMTC-400/240-4N WMTC-400/300-5N WMTC-400/360-6N WMTC-400/480-6N低压无源滤波装置WTSF400-100/3-N WTSF400-200/4-N WTSF400-300/5-N低压控制器WRS-DK-12TWRS-DK-21TWRS-DK-12SWRS-DK-21S高压控制器WRS-HK-700智能电容器控制器WRS-IK-200电容器综合保护单元WRS-HB-1000电能质量在线监测装置WRS-600S动态补偿调节开关WRS-TD1永磁式电容投切真空开关WRS-ZNT12/630-Y。
AWWA-C200-97
American Water Works AssociationANSI/AWWA C200-97(Revision of ANSI/AWWA C200-91)RA WWA STANDARDFORSTEEL W ATER PIPE—6 IN. (150 mm)AND LARGEREffective date: Oct. 1, 1997.First edition approved by AWWA Board of Directors Jan. 26, 1975.This edition approved Feb. 2, 1997.This edition approved by American National Standards Institute July 3, 1997.AMERICAN WATER WORKS ASSOCIATION6666 West Quincy Avenue,Denver,Colorado80235A WW A StandardThis document is an American Water Works Association (AWWA) standard. It is not a specification. AWWA standards describe minimum requirements and do not contain all of the engineering and administrative information normally contained in specifications. The AWWA standards usually contain options that must be evaluated by the user of the standard. Until each optional feature is specified by the user, the product or service is not fully defined. AWWA publication of a standard does not constitute endorsement of any product or product type, nor does AWWA test, certify, or approve any product. The use of AWWA standards is entirely voluntary. AWWA standards are intended to represent a consensus of the water supply industry that the product described will provide satisfactory service. When AWWA revises or withdraws this standard, an official notice of action will be placed on the first page of the classified advertising section of Journal AWWA. The action becomes effective on the first day of the month following the month of Journal AWWA publication of the official notice.American National StandardAn American National Standard implies a consensus of those substantially concerned with its scope and provisions. An American National Standard is intended as a guide to aid the manufacturer, the consumer, and the general public. The existence of an American National Standard does not in any respect preclude anyone, whether that person has approved the standard or not, from manufactur-ing, marketing, purchasing, or using products, processes, or procedures not conforming to the standard. American National Standards are subject to periodic review, and users are cautioned to obtain the latest editions. Producers of goods made in conformity with an American National Standard are encouraged to state on their own responsibility in advertising and promotional materials or on tags or labels that the goods are produced in conformity with particular American National Standards.C AUTION N OTICE:The American National Standards Institute (ANSI) approval date on the front cover of this standard indicates completion of the ANSI approval process. This American National Standard may be revised or withdrawn at any time. ANSI procedures require that action be taken to reaffirm, revise, or withdraw this standard no later than five years from the date of publication. Purchasers of American National Standards may receive current information on all standards by calling or writing the American National Standards Institute, 11W.42nd St., New York,NY10036; (212)642-4900.Copyright © 1997 by American Water Works AssociationPrinted in USACommittee PersonnelThe AWWA Standards Committee on Steel Pipe, which reviewed and approved this standard, had the following personnel at the time of approval:George J. Tupac, ChairJohn H. Bambei Jr., Vice-ChairDennis A. Dechant, SecretaryConsumer MembersG.A. Andersen, New York City Bureau of Water Supply, Corona, N.Y.(AWWA) Ergun Bakall, San Diego County Water Authority, San Diego, Calif.(AWWA) J.H. Bambei Jr., Denver Water Department, Denver, Colo.(AWWA) J.L. Doane, Portland Water Bureau, Portland, Ore.(AWWA) R.V. Frisz, US Bureau of Reclamation, Denver, Colo.(USBR) T.J. Jordan, Metropolitan Water District of Southern California,LaVerne, Calif.(AWWA) W.M. Kremkau, Washington Suburban Sanitary Commission, Laurel, Md.(AWWA) T.A. Larson, Tacoma Water Division, Tacoma, Wash.(AWWA) P.W. Reynolds, Los Angeles Department of Water and Power,Los Angeles, Calif.(AWWA) G.M. Snyder, Metropolitan Water District of Southern California,Los Angeles, Calif.(AWWA) M.L. Young, East Bay Municipal Utility District, Stockton, Calif.(AWWA)General Interest MembersG.E. Block Jr., Rizzo Associates Inc., Natick, Mass.(NEWWA) W.R. Brunzell, Brunzell Associates Ltd., Skokie, Ill.(AWWA) B.R. Bullert,* Council Liaison, City of St. Paul Water Utility,St. Paul, Minn.(AWWA) R.L. Coffey, R.W. Beck Inc., Seattle, Wash.(AWWA) B.R. Elms,* Standards Engineer Liaison, AWWA, Denver, Colo.(AWWA) L.J. Farr, CH2M Hill Inc., Redding, Calif.(AWWA) K.G. Ferguson, Montgomery Watson, Las Vegas, Nev.(AWWA) S.N. Foellmi,† Black & Veatch Engineers, Irvine, Calif.(AWWA) J.W. Green, Alvord Burdick & Howson, Chicago, Ill.(AWWA) K.D. Henrichsen, HDR Engineering Inc., Denver, Colo.(AWWA) G.K. Hickox, Engineering Consultant, Houston, Texas(AWS) M.B. Horsley, Black & Veatch, Kansas City, Mo.(AWWA) J.K. Jeyapalan, American Ventures Inc., Bellevue, Wash.(AWWA) R.Y. Konyalian, Boyle Engineering Corporation, Newport Beach, Calif.(AWWA) H.R. Stoner, Henry R. Stoner Associates Inc., North Plainfield, N.J.(AWWA) Chris Sundberg† CH2M Hill Inc., Bellevue, Wash.(AWWA) *Liaison, nonvoting†AlternateG.J. Tupac, G.J. Tupac & Associates, Pittsburgh, Pa.(AWWA) L.W. Warren, KCM Inc., Seattle, Wash.(AWWA) W.R. Whidden, Post Buckley Schuh & Jernigan, Winter Park, Fla.(AWWA) R.E. Young, Robert E. Young Engineers, Sacramento, Calif.(AWWA)Producer MembersH.H. Bardakjian, Ameron Concrete & Steel Pipe, RanchoCucamonga, Calif.(AWWA) T.R. Brown, Smith-Blair Inc., Uniontown, Pa.(AWWA) J.H. Burton, Baker Coupling Company Inc., Los Angeles, Calif.(AWWA) R.J. Card, Brico Industries Inc., Atlanta, Ga.(AWWA) J.R. Davenport, California Steel Pressure Pipe, Riverside, Calif.(AWWA) Dennis Dechant, Northwest Pipe & Casing Company, Portland, Ore.(AWWA) G.M. Harris, Harris Corrosion Specialist, Longboat Key, Fla.(AWWA) J.R. Pegues, American Cast Iron Pipe Company, Birmingham, Ala.(MSS) Bruce Vanderploeg,* Northwest Pipe & Casing Company, Portland, Ore.(AWWA) J.A. Wise, Canus Industries Inc., Burnaby, B.C.(AWWA) *AlternateContentsAll AWWA standards follow the general format indicated subsequently. Some variations from this format may be found in a particular standard.SEC.PAGE SEC.PAGEForewordI Introduction (vii)I.A Background (vii)I.B History (vii)I.C Acceptance (viii)II Special Issues (ix)II.A Advisory Information on ProductApplication (ix)III Use of This Standard (x)III.A Purchaser Options and Alternatives (x)III.B Modification to Standard (xi)IV Major Revisions (xi)V Comments (xi)Standard1General1.1Scope (1)1.2Purpose (1)1.3Application (1)2References (1)3Definitions (3)4Requirements4.1Permeation (5)4.2Materials and Workmanship (5)4.3Drawings (6)4.4Calculations (6)4.5Protective Coating (6)4.6Pipe Made to ASTM Requirements (6)4.7Fabricated Pipe (6)4.8Selection of Materials (7)4.9General Requirements forFabrication of Pipe............................74.10Fabrication of Pipe. (7)4.11Requirements for WeldingOperations (8)4.12Permissible Variations in Weightsand Dimensions (10)4.13Preparation of Ends (13)4.14Special Ends (16)4.15Specials and Fittings (16)4.16Fabrication of Specials (16)5Verification5.1Inspection (16)5.2Test Procedures (17)5.3Calibration of Equipment (18)6Delivery6.1Marking (18)6.2Handling and Loading (19)6.3Affidavit of Compliance (19)Figures1Reduced-Section Tension TestSpecimen (9)2Guided-Bend Test Specimen (10)3Jig for Guided-Bend Test (11)4Alternative Guided-Bend Wrap-Around Jig (12)5Alternative Guided-Bend RollerJig (13)Tables1Steel Plate, Sheet, or Coils forFabricated Pipe (7)2Guided-Bend Test Jig Dimensions....12This page intentionally blank.ForewordThis foreword is for information only and is not a part of AWWA C200.I.Introduction.I.A.Background.This standard covers butt-welded, straight seam or spiral seam steel pipe, 6in. (150mm) and larger, for transmission and distribution of water, including fabrication of pipe, requirements of welding operations, permissible variations of weight and dimensions, preparation of ends, fabrication of specials, inspection, and test procedures.I.B.History.The first AWWA steel pipe standards issued were 7A.3 and 7A.4, published in 1940. Standard 7A.4 pertained to steel pipe smaller than 30in. (750mm) in diameter, and 7A.3 pertained to steel pipe 30in. (750mm) in diameter and larger. Subsequently, in recognition that some pipe used in water utility service was manufactured in steel mills rather than in a fabricator’s shop, two new AWWA standards were issued in 1960. AWWA C201 replaced 7A.3 and pertained to all pipe, regardless of diameter, manufactured in a fabricator’s shop from steel sheet or plate. The physical and chemical properties are properties of the sheet or plate from which the pipe is made. The properties are a function of the steel mill practice and are not affected significantly by fabricating procedures. AWWA C202 replaced 7A.4 and pertained to mill pipe, which is normally produced in a production pipe mill. The specified physical and chemical properties are those of the completed pipe. Physical testing is performed on the pipe rather than on the steel from which it originates. In many cases, the physical properties are significantly affected by the pipe-manufactur-ing procedure. AWWA C201 was revised in 1966, and AWWA C202 was revised in 1964. Both AWWA C201 and AWWA C202 were superseded by AWWA C200-75, approved by the AWWA Board of Directors on Jan.26, 1975.AWWA C200 includes all types and classes of steel pipe, 6in. (150mm) in diameter and larger, used in water utility service, regardless of the pipe manufactur-ing source. With adequate quality assurance, pipe manufactured in a fabricator’s shop or in a steel pipe mill is suitable for water utility service. Pipe produced in a pipe mill according to one of the ASTM* standards cited in AWWA C200 will be subjected to specific quality-control procedures so that no further testing is required by AWWA C200. Shop-fabricated pipe made from materials and in accordance with the quality-control measures stipulated in AWWA C200 will be of high quality.By reference, AWWA C202 (which pertained to mill-type steel water pipe) included API† 5L and API 5LX pipe grades manufactured to API standards for high-pressure applications. With the inclusion of ASTM A570/A570M and ASTM A572/ A572M high-strength steels in AWWA C200, API high-pressure pipe was omitted from AWWA C200 as being redundant. However, API 5L and API 5LX pipe grades fully meet all requirements of AWWA C200 and can be used for water utility applications if dictated by availability or other economic considerations.*American Society for Testing and Materials, 100 Barr Harbor Dr., West Conshohocken, PA 19428-2959.†American Petroleum Institute, 1220 L St. N.W., Washington, DC 20005.AWWA C200-75 introduced design criteria for determination of wall thickness to meet internal pressure conditions. This facilitated the selection of the optimum combination of thickness and material for steel pipe.Revisions in ANSI/AWWA C200-86 included clarification of forming for lap joint ends and gasketed ends and testing of O-ring gaskets. ANSI/AWWA C200-91 was approved by the AWWA Board of Directors on June23, 1991. This edition was approved by the AWWA Board of Directors on Feb.2, 1997.I.C.Acceptance.In May 1985, the US Environmental Protection Agency (USEPA) entered into a cooperative agreement with a consortium led by NSF International (NSF) to develop voluntary third-party consensus standards and a certification program for all direct and indirect drinking water additives. Other members of the original consortium included the American Water Works Association Research Foundation (AWWARF) and the Conference of State Health and Environ-mental Managers (COSHEM). The American Water Works Association (AWWA) and the Association of State Drinking Water Administrators (ASDWA) joined later.In the United States, authority to regulate products for use in, or in contact with, drinking water rests with individual states.* Local agencies may choose to impose requirements more stringent than those required by the state. To evaluate the health effects of products and drinking water additives from such products, state and local agencies may use various references, including1.An advisory program formerly administered by USEPA, Office of Drinking Water, discontinued on Apr.7, 1990.2.Specific policies of the state or local agency.3.Two standards developed under the direction of NSF, ANSI†/NSF‡60, Drinking Water Treatment Chemicals—Health Effects, and ANSI/NSF61, Drinking Water System Components—Health Effects.4.Other references, including AWWA standards, Food Chemicals Codex, Water Chemicals Codex,§ and other standards considered appropriate by the state or local agency.Various certification organizations may be involved in certifying products in accordance with ANSI/NSF61. Individual states or local agencies have authority to accept or accredit certification organizations within their jurisdiction. Accreditation of certification organizations may vary from jurisdiction to jurisdiction.Appendix A, “Toxicology Review and Evaluation Procedures,” to ANSI/NSF61 does not stipulate a maximum allowable level (MAL) of a contaminant for substances not regulated by a USEPA final maximum contaminant level (MCL). The MALs of an unspecified list of “unregulated contaminants” are based on toxicity testing guidelines (noncarcinogens) and risk characterization methodology (carcinogens). Use of Appendix A procedures may not always be identical, depending on the certifier.*Persons in Canada, Mexico, and non-North American countries should contact the appropriate authority having jurisdiction.†American National Standards Institute, 11 W. 42nd St., New York, NY 10036.‡NSF International, 3475 Plymouth Rd., Ann Arbor, MI 48106.§Both publications available from National Academy of Sciences, 2102 Constitution Ave.N.W., Washington, DC 20418.AWWA C200-97 does not address additives requirements. Thus, users of this standard should consult the appropriate state or local agency having jurisdiction in order to1.Determine additives requirements, including applicable standards.2.Determine the status of certifications by all parties offering to certify products for contact with, or treatment of, drinking water.3.Determine current information on product certification.II.Special Issues.II.A.Advisory Information on Product Application.Basis of design.ANSI/AWWA C200-97 pertains to the manufacture and testing of the steel-pipe cylinder. Overall design of steel pipelines is described in AWWA Manual M11, Steel Pipe—A Guide for Design and Installation. Coatings that protect against corrosion are referenced in Sec.4.5 of ANSI/AWWA C200-97.The determination of the wall thickness of steel pipe is affected by (1)internal pressure, including operating static and transient pressures; (2)external loads,including trench loading and earth fill; (3)special physical loading, such as continuous-beam loading with saddle supports or ring girders, vacuum conditions,type of joint used, and variations in operating temperature; and (4)practical considerations for handling, shipping, lining and coating, or similar operations.The design techniques described in AWWA Manual M11 are used to determine minimum wall thicknesses of steel pipe. The purchaser may establish and specify the wall thickness determined to be satisfactory for all conditions, including internal pressure. Selection of design stresses and deflection limits should be made with regard to the properties of the lining and coating materials used. Alternatively , the purchaser may establish and specify the minimum wall thickness that will satisfy all conditions of external pressure and trench loadings and special physical loadings.The manufacturer is allowed to select materials and manufacturing processes within the limitations of this standard in order to produce pipe to the wall thickness required to additionally satisfy specified internal pressure. The purchaser should specify the internal design pressure and show the depth of cover over the pipe together with installation conditions. The manufacturer should select and furnish pipe having a wall thickness that meets the requirements of the internal design pressure and external load design. This thickness should govern if it is greater than the minimum thickness specified by the purchaser. To meet the requirements of internal design pressure, the pipe wall thickness is determined by using the following formula:(Eq F .1)Where:t =design nominal wall thickness for the specified internal design pressures.Thickness and weight tolerances for pipe shall be governed by therequirements of the specification to which the plates or sheets are ordered(in. [mm])P =internal design pressure (psi [kPa])—specified by the purchaserD =outside diameter of the steel pipe cylinder (in. [mm])t PD 2S-------=S=design stress (psi [kPa]), not to exceed the purchaser-specified percentage of the minimum yield point of thesteel selected by the manufacturerApplication.This standard covers the requirements for steel water pipe for use in water transmission and distribution under normal circumstances. It is the responsibility of the purchaser for each project to determine if any unusual circumstances related to the project require additional provisions that are not included in the standard. Such special conditions might affect design, manufacture, quality control, corrosion protection, or handling requirements.Brittle fracture precautions.Under certain conditions where a restrained pipeline with welded lap joints has a pipe wall thickness in excess of 1⁄2in. (12.7mm) and the pipeline is to be operated at high stress levels at temperatures below 40°F(5°C), the purchaser should take precautions to prevent brittle fracture, which can result from a combination of notches and high stress concentrations at the joints. Precautions may include specifying a steel with adequate notch toughness and transition temperature; and fabrication techniques that would reduce the possibility of brittle fracture.N OTE: For more information on brittle fracture, refer to AWWA Manual M11, Steel Pipe—A Guide for Design and Installation; and R.V. Phillips et al., “Pipeline Problems—Brittle Fracture, Joint Stresses, and Welding,” Journal AWWA, 64:7:421 (July 1972).Rubber-gasketed joints. A gasket manufactured from natural rubber or 100percent synthetic polyisoprene, if improperly installed, may revert to its uncured state through hysteresis. This condition may occur if a fish-mouthed gasket (that is, where a portion of the gasket is not contained within the gasket groove) is subjected to heat generated by excessive vibration caused by leakage past the gasket when the pipeline is pressurized.Testing of special sections.Section5.2.2.1 provides for nondestructive testing of the seams of specials. This testing should be adequate for normal conditions previously discussed under Application. Section5.2.2.2 describes test methods that may be necessary if, in the opinion of the purchaser, unusually severe conditions exist, such as surge or transient pressures that cause stresses exceeding 75 percent of yield. This special testing must be specified by the purchaser.Roundness of pipe.The roundness of pipe during handling, shipping, joint makeup, and backfilling should be covered in the purchaser’s specifications. Pipe may have to be stulled so it will remain round during transportation, installation, and backfilling.e of This Standard.AWWA has no responsibility for the suitability or compatibility of the provisions of this standard to any intended application by any user. Accordingly, each user of this standard is responsible for determining that the standard’s provisions are suitable for and compatible with that user’s intended application.III.A.Purchaser Options and Alternatives.The following items should be included in the purchaser’s specifications.1.Standard used—that is, AWWA C200, Standard for Steel Water Pipe—6In. (150mm) and Larger, of latest revision.2. A description or drawings indicating the diameter and total quantity of pipe required for each diameter.3.Internal design pressure.4.Design stress in pipe wall at specified internal design pressure as apercentage of minimum yield point of the steel.5.Minimum wall thickness required by considerations other than internaldesign pressure, such as allowable deflection; depth of cover; and if aboveground,distance between supports.6.Instructions regarding inspection at place of manufacture (Sec.5.1).7.The drawings and calculations to be furnished by the manufacturer ifrequired (Sec.4.3 and 4.4).8.Protective coating (Sec.4.5).9.Requirements for marking, line diagrams, or laying schedules (Sec.6.1).10.Special handling requirements for coated or lined pipe (Sec.6.2).11.Affidavit of compliance if required (Sec.6.3).12.Specification of pipe or steel if there is a preference (Sec.4.6), or desiredphysical properties for “ordering to chemistry only” (Sec.3(19) and 4.7.2).13.Manual welding (Sec.4.11.3).14.Qualification code for manual welders if different from Sec.4.11.3.1.15.Minimum hydrostatic test pressure if different from Sec.5.2.1.16.Length of pipe sections, random or specified lengths (Sec.4.12.4).17.Type of pipe ends (description or drawings) (Sec.4.13).18.Drawings of butt straps and instructions as to whether butt straps are to besupplied separately or attached to the pipe (Sec.4.13.5).19.Requirements for reports of tests of rubber-gasket materials (Sec.4.13.6.3).20.All special sections, indicating for each component part the dimensions orstandard designation (Sec.4.15) and the grade of material required (Sec.4.16).21.Method of nondestructive testing to be used for special sections (Sec.5.2.2.1)or, in the case of severe service conditions, the requirements for hydrostatic testing ofspecial sections (Sec.5.2.2.2).22.Toughness requirements (Table1).III.B.Modification to Standard.Any modification to the provisions, defini-tions, or terminology in this standard must be provided in the purchaser’sspecifications.IV.Major Revisions.Major revisions made to the standard in this editioninclude the following:1.The format has been changed to AWWA standard style.2.The acceptance clause (Sec.I.C) has been revised to approved wording.3.Table1 was revised to add ASTM A607/607M, grades45 and 50; ASTMA907/907M, grades30, 33, 36, and 40; ASTM A935/935M, grades45 and 50; andASTM A936/936M, grade50. Also, a requirement for a minimum average Charpy V-Notch value of 25lbf·ft (33.9N·m) at 30°F (–1°C) for steel plate under certain conditions was added.4.ASTM A635/A635M was added to Sec.4.7.3.5.Sec.4.11.2.1 was revised to include qualification of welding procedures.6.The definition of P in Eq1 was revised.ments.If you have any comments or questions about this standard,please call the AWWA Standards and Materials Development Department, (303) 794-7711 ext.6283, FAX (303) 795-1440, or write to the department at 6666 W. QuincyAve., Denver, CO 80235.xiThis page intentionally blank.1RAmerican Water Works AssociationANSI/AWWA C200-97(Revision of ANSI/AWWA C200-91)A WWA STANDARD FORSTEEL W ATER PIPE—6 IN. (150 mm)AND LARGERSECTION 1:GENERALSec. 1.1ScopeThis standard covers electrically butt-welded straight-seam or spiral-seam pipeand seamless pipe, 6in. (150mm)* in nominal diameter and larger, for the transmissionand distribution of water or for use in other water system facilities.Sec. 1.2PurposeThe purpose of this standard is to provide the minimum requirements for steelwater pipe, 6in. (150mm) and larger, including materials and workmanship,fabrication of pipe, specials, and fittings.Sec. 1.3ApplicationThis standard can be referenced in specifications for steel water pipe, 6in.(150mm) and larger. The stipulations of this standard apply when this document hasbeen referenced and then only to steel water pipe, 6in. (150mm) and larger.SECTION 2:REFERENCESThis standard references the following documents. In their latest editions, theyform a part of this standard to the extent specified within the standard. In any case of conflict, the requirements of this standard shall prevail.*Metric conversions given in this standard are direct conversions of US customary units andare not those specified in the International Organization for Standardization (ISO) standards.2AWWA C200-97ANSI*/ASME†—Boiler and Pressure Vessel Code, Sec. IX.ANSI/ASTM A36/A36M—Standard Specification for Carbon Structural Steel.ANSI/ASTM A53—Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless.ANSI/ASTM A134—Standard Specification for Pipe, Steel, Electric-Fusion (Arc)-Welded (Sizes NPS 16 and over).ANSI/ASTM A135—Standard Specification for Electric-Resistance-Welded Steel Pipe.ANSI/ASTM A139/A139M—Standard Specification for Electric-Fusion (Arc)-Welded Steel Pipe (NPS 4 and over).ASTM A283/A283M—Standard Specification for Low and Intermediate Tensile Strength Carbon Steel Plates.ANSI/ASTM A370—Standard Test Methods and Definitions for Mechanical Testing of Steel Products.ASTM A568/A568M—Standard Specification for Steel, Sheet, Carbon and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements for.ASTM A570/A570M—Standard Specification for Steel, Sheet and Strip, Carbon, Hot-Rolled, Structural Quality.ANSI/ASTM A572/A572M—Standard Specification for High-Strength Low-Alloy Columbium-Vanadium Structural Steel.ANSI/ASTM A607—Standard Specification for Steel, Sheet and Strip, High-Strength, Low-Alloy, Columbium or Vanadium, or Both, Hot-Rolled and Cold-Rolled.ASTM A635/A635M—Standard Specification for Steel, Sheet and Strip, Heavy-Thickness Coils, Carbon, Hot-Rolled.ASTM A907/A907M—Standard Specification for Steel, Sheet and Strip, Heavy Thickness Coils, Carbon, Hot-Rolled, Structural Quality.ASTM A935/A935M—Standard Specification for Steel, Sheet and Strip, Heavy Thickness Coils, High Strength, Low-Alloy, Columbium or Vanadium, or Both, Hot-Rolled.ASTM A936/A936M—Standard Specification for Steel, Sheet and Strip, Heavy Thickness Coils, High Strength, Low-Alloy, Hot-Rolled, with Improved Formability.ASTM D297—Standard Test Methods for Rubber Products—Chemical Analysis.ASTM D395—Standard Test Methods for Rubber Property—Compression Set.ASTM D412—Standard Test Methods for Vulcanized Rubber and Thermoplastic Rubbers and Thermoplastic Elastomers—Tension.ASTM D573—Standard Test Method for Rubber-Deterioration in an Air Oven.ASTM D2240—Standard Test Method for Rubber Property—Durometer Hardness.ASTM E340—Standard Test Method of Macroetching Metals and Alloys.ANSI/AWS‡ A3.0—Standard Welding Terms and Definitions Including Terms for Brazing, Soldering, Thermal Spraying and Thermal Cutting.AWS B2.1—Standard for Welding Procedure and Performance Qualification.AWS QC 1—Standard for AWS Certification of Welding Inspectors.*American National Standards Institute, 11 W. 42nd St., New York, NY 10036.†American Society of Mechanical Engineers, 345 E. 47th St., New York, NY 10017.‡American Welding Society, 550 N.W. LeJeune Rd., Miami, FL 33135.。
AWWAC
钢制水管用水泥砂浆保护衬和覆层-大于等于 4 英寸〔100mm〕-车间用第一章概述1.1范围该标准描述了钢制水管和管件用水泥砂浆保护衬和覆层的材料,涂装及固化1.1.1管线管的涂装方法。
全部钢管内部都应用离心旋转的方式进展水泥砂浆保护衬的涂装,假设使用其他方法能得到同样效果,也可用其他方法进展。
1.1.2管件的涂装方法。
弯管等其他管件的水泥砂浆保护衬的涂装不能旋转进展,应通过机械或气动涂装方法来完成,完成后,外表应光滑致密。
1.1.3外涂层。
假设买方有规定,钢管和管件的外涂层应通过机械或气动方法对水泥砂浆涂层进展加固,假设其他方法可获得同样效果,也可用其他方法。
1.1.4现场涂装。
对水泥砂浆涂层的现场涂装,请参照ANSI/AWWA C602 水管用管线管水泥砂浆涂层-大于等于4 英寸〔100mm〕1.1.5焊接钢管。
对于焊接钢管的制造标准,请参考ANSI.AWWA C200,钢制水管-大于等于6 英寸〔150mm〕1.1.6设计依据。
焊接钢管和水泥砂浆保护衬和覆层的设计依据请参考AWWA 手册M11,钢管-设计和安装指南1.2目的该标准的目的是给买方,生产商和建设方供给车间适用的钢制水管水泥砂浆保护衬和覆层所用的材料,涂装,检验,吊装和现场连接等的最低要求。
1.3涂装该标准可被参考用于购置有水泥砂浆保护衬和覆层的钢制水管。
还可用于指导钢制水管或管件水泥砂浆保护衬和覆层的材料要求,测试,水泥砂浆的涂装,检验,吊装以及现场连接。
当该文件被参考用作买方的标准时,该标准的规定可适用。
其次章参考标准该标准参考以下文件。
假设有争议,以该标准的要求为准。
以下标准假设无日期,均以最版本为准。
第三章定义术语1.加速固化- 在肯定高的温度下,通过加湿空气保持外表持续潮湿的过程。
2.自然修补:碳酸钙融入水分把砂浆或混凝土的裂缝自然修补的过程。
3.建设方:负责安装或布局的一方。
4.自由水分:水泥砂浆混合物中超出混合物所吸取的水分的水的总含量。
整理1 AWWA 网站中的标准文件 集结
1AWWA C671-21 ONLINE TURBIDIMETER OPERATION ANDMAINTENANCEAWWA C671-21 在线浊度计操作和维护2AWWA C670-20 ONLINE CHLORINE ANALYZER OPERATIONAND MAINTENANCEAWWA C670-20在线氯分析仪操作和维护3AWWA D102-21 COATING STEEL WATER-STORAGE TANKS AWWA D102-21 涂层钢储水罐4AWWA B453-19 POLYACRYLAMIDE AWWA B453-19 聚丙烯酰胺5AWWA B201-18 Soda Ash AWWA B201-18 苏打粉6AWWA B703-19 Fluorosilicic Acid AWWA B703-19 氟硅酸7AWWA A100-20 WATER Wells AWWA A100-20 水井8AWWA B406-20 Ferric Sulfate AWWA B406-20 硫酸铁9AWWA B202-19 Quicklime and Hydrated lime AWWA B202-19 生石灰和熟石灰10AWWA C751-19 Magnetic Inductive Flowmeters AWWA C751-19 磁感应流量计11AWWA B452-20 EPI-DMA Polyamines AWWA B452-20 EPI-DMA 多胺12AWWA C950-20 Fiberglass Pressure Pipe AWWA C950-20 玻璃纤维压力管13AWWA C515-20 Reduced-Wall, Resilient-Seated Gate valves forwater supply serviceAWWA C515-20 用于供水服务的减壁式弹性阀座闸阀14AWWA B304-21 LIQUID OXYGEN FOR OZONE GENERATIONFOR WATER, WASTEWATER, AND RECLAIMED WATERSYSTEMSAWWA B304-21 用于水、废水和再生水系统产生臭氧的液氧15AWWA B112-19 Microfiltration and Ultrafiltration MembraneSystemsAWWA B112-19 微滤和超滤膜系统16AWWA C153-19 Ductile-iron Compact Fittings AWWA C153-19 球墨铸铁紧凑型管件17AWWA B501-19 Sodium Hydroxide(Caustic Soda)AWWA B501-19 氢氧化钠(烧碱)18AWWA C652-19 Disinfection of Water Storage Facilities AWWA C652-19 蓄水设施消毒19AWWA B102-15(R20) Manganese Greensand for Filters AWWA B102-15(R20) 过滤器用锰绿砂20AWWA C653-20 Disinfection of Water Treatment Plants AWWA C653-20 水处理厂的消毒21AWWA C516-21 Large-Diameter Rubber-seated butterfly valves,Sizes 78in.(2000MM) and largerAWWA C516-21 大口径橡胶密封蝶阀,尺寸78in.(2000MM) 及更大22AWWA B116-19 Electrodialysis and ion-Exchange MembraneSystemsAWWA B116-19 电渗析和离子交换膜系统23AWWA D120-19 Thermosetting Fiberglass-Reinforced PlasticTanksAWWA D120-19 热固性玻璃纤维增强塑料罐24AWWA C702-19 Cold Water Meters-Compound Type AWWA C702-19 冷水表-复合型25AWWA C704-19 Properller-Type Meters for WaterworksApplicationsAWWA C704-19 用于水厂应用的螺旋桨式仪表26AWWA C708-19 Cold-Water Meters-Multijet Type AWWA C708-19 冷水表-Multijet 型27AWWA C712-19 Cold-Water Meters-Singlejet Type AWWA C712-19 冷水表-单喷式28AWWA D115-20 Tendon-Prestressed Concrete Water Tanks AWWA D115-20 预应力混凝土水箱29AWWA G430-14(R20) Security Practices for Operation andManagementAWWA G430-14(R20) 运营管理安全实践30AWWA G485-20 Potable Reuse Program Operation andManagementAWWA G485-20 饮用水再利用计划运营和管理31AWWA C223-19 Fabricated Steel and Stainless Steel TappingSleevesAWWA C223-19 加工钢和不锈钢攻丝套筒32AWWA D108-19 Aluminum Dome Roofs for water storageFacilitiesAWWA D108-19 储水设施用铝制圆顶33AWWA C209-19 Tape Coating for steel water Pipe and Fittings AWWA C209-19 钢制水管及管件的胶带涂层34AWWA C750-19 Transit-Time Flowmeters in Full ClosedConduitsAWWA C750-19全封闭管道中的时差流量计35AWWA C304-14(R19) Design of Prestressed Concrete CylinderPipeAWWA C304-14(R19)预应力混凝土圆筒管的设计36AWWA D130-11(R19) Geomembrane Materials for PotableWater ApplicationsAWWA D130-11(R19)用于饮用水应用的土工膜材料37AWWA C703-19 Cold-Water Meters-Fire-Service Type AWWA C703-19冷水表-消防型38AWWA C713-19 Cold-Water Meters-Fluidic Oscillator Type AWWA C713-19冷水表-流体振荡器型39AWWA C225-20 Fused Polyolefin Coatings for Steel Water Pipe AWWA C225-20 钢制水管用熔融聚烯烃涂层40AWWA 702-19 Cold-Water Meters-Compound Type AWWA 702-19 冷水表-复合型41AWWA G480-20 Water Conservation and Efficiency ProgramOperation and ManagementAWWA G480-20 节水增效项目运行管理42AWWA G481-14(R20) Reclaimed Water Program Operation andManagementAWWA G481-14(R20) 再生水项目运营与管理43AWWA C605-21 Underground Installation of PolyvinylChloride(PVC) and Molecularly Oriented PolyvinylChloride(PVCO) Pressure Pipe and FittingsAWWA C605-21 聚氯乙烯(PVC)和分子取向聚氯乙烯(PVCO)压力管道和管件的地下安装44AWWA C500-19 Metal-Seated Gate valves for water supplyserviceAWWA C500-19 金属密封闸阀,用于供水服务45AWWA C701-19 Cold-Water Meters-Turbine Type, for CustomerServiceAWWA C701-19 冷水表-涡轮型,用于客户服务46M72 Knife Gate valves M72刀闸阀47AWWA D103-19 Factory-Coated Bolted Carbon Steel Tanks forWater StorageAWWA D103-19 工厂涂层螺栓碳钢储水罐48AWWA C301-14(R19) Prestressed Concrete Pressure Pipes,Steel-Cylinder TypeAWWA C301-14(R19) 预应力混凝土压力管,钢筒型49AWWA C229-20 Fusion-Bonded Polyethylene Coatings for SteelWater Pipe and FittingsAWWA C229-20 用于钢制水管和配件的熔结聚乙烯涂层50AWWA C710-20 Cold-Water Meters-Displacement Type, PlasticMain CaseAWWA C710-20 冷水表 - 排量型,塑料主壳51AWWA C203-20 Coal-Tar Protective Coatings and Linings forSteel Water PipesAWWA C203-20 用于钢制水管的煤焦油保护涂层和内衬52AWWA C214-20 Machine-Applied Polyolefin Tape Coatings forSteel Water PipeAWWA C214-20 用于钢制水管的机器应用聚烯烃胶带涂层53AWWA B300-18 Hypochlorites AWWA B300-18 次氯酸盐54AWWA F101-19 Contact-Molded, Fiberglass-Reinforced PlasticWash-Water Troughs and LaundersAWWA F101-19 接触成型、玻璃纤维增强塑料洗涤水槽和流槽55AWWA C700-20 Cold-Water Meters-Displacement Type, MetalAlloy Main CaseAWWA C700-20 冷水表 - 排量型,金属合金主壳56AWWA C520-19 Knife Gate Valves, Sizes 2in.(50mm) Through96in(2400mm).AWWA C520-19 刀闸阀,尺寸 2 英寸(50 毫米)到 96英寸(2400 毫米)。
涂塑施工方案
新密电厂二期2 X 1000MV机组扩建工程厂外中水补给水系统工程管道内涂塑及焊接接头补涂塑施工方案编制:审核:审批:中铁十八局集团有限公司新密电厂二期工程项目部2010 年03 月03 日新密电厂二期2X 1000MV机组扩建工程厂外中水补给水系统工程管道内涂塑及焊接接头补涂塑施工方案一、编制依据(一)编制依据1、新密电厂2X 1000MW机组扩建工程厂外中水补给水系统工程施工文件。
2、国家电力公司《电力建设工程施工技术管理导则》、原电力部《火力发电工程施工组织设计导则》、《电力建设安全施工规定》及相关《补充规定》。
3、国家现行的施工质量验收规范、强制性标准和施工操作技术规程。
4、国家现行的有关机具设备和材料的施工要求和标准。
5、本公司关于质量管理体系的有关文件。
(二)编制范围《新密电厂2X 1000MW 机组扩建厂外中水补给水系统工程施工文件》所规定的涂塑范围。
(三)遵循的规范和标准1、《给水涂塑复合钢管》(CJ/T120-2008)2、《美国国家标准:钢制给水管线内外壁涂塑》(ANSI/AWWA C213-96 )。
3、《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923-19884、《电力建设安全工作规程》DL 5009.1--2002二、工程概况本标段工程整个压力管道全部采用内壁涂塑螺旋焊缝钢管,穿越七里河段和南水北调干渠段采用内外壁涂塑螺旋焊缝钢管,全长22.51 公里。
三、施工工艺内涂熔结环氧粉末外热熔聚乙烯粉末涂层复合钢管生产工艺流程图工序检验工序检验(特殊工序)、施工方法)钢管的内喷砂和外抛丸1使用材料:喷砂和抛丸所用磨料是北京首钢新凌科工贸有限公司生产的质量符合GB6486-85标准规定的钢砂和钢丸。
该公司生产的钢砂和钢丸经过我公司多年的使用实践证明,该钢砂喷砂除锈效果好、对钢管的磨损程度低,完全能达到GB8923-88标准的要求。
2、喷砂或抛丸处理前仔细清除钢管上的焊渣、飞溅附着物,磨平焊疤、毛刺等,并清洗金属基体表面可见的油脂及其他污物。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Not for Resale
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
Not for Resale
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
--`,,```,,,,````-`-`,,`,,`,`,,`---
Not for Resale
Copyright American Water Works Association Provided by IHS under license with AWWA No reput license from IHS
Not for Resale
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
--`,,```,,,,````-`-`,,`,,`,`,,`---
Not for Resale
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
Not for Resale
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
Not for Resale
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
--`,,```,,,,````-`-`,,`,,`,`,,`---
Not for Resale
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
Not for Resale
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
--`,,```,,,,````-`-`,,`,,`,`,,`---
Not for Resale
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
--`,,```,,,,````-`-`,,`,,`,`,,`---
Not for Resale
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
--`,,```,,,,````-`-`,,`,,`,`,,`---
Not for Resale
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
Not for Resale
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
Not for Resale
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
Not for Resale
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
--`,,```,,,,````-`-`,,`,,`,`,,`---
Not for Resale
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
--`,,```,,,,````-`-`,,`,,`,`,,`---
Not for Resale
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
Not for Resale
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
Not for Resale
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
--`,,```,,,,````-`-`,,`,,`,`,,`---
Not for Resale
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS
--`,,```,,,,````-`-`,,`,,`,`,,`---
Not for Resale
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright American Water Works Association Provided by IHS under license with AWWA No reproduction or networking permitted without license from IHS