冲压成品报验单
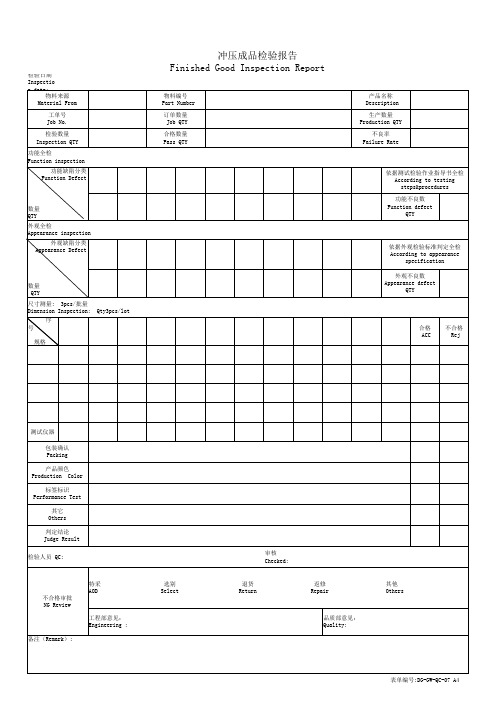
冲压成品检验报告
数量 QTY
尺寸测量: 3pcs/批量 Dimension Inspection:
序 号
Qty3pcs/lot
规格
冲压成品检验报告 Finished Good Inspection Report
物料编号 Part Number 订单数量
Job QTY 合格数量 Pass QTY
产品名称 Description
检验日期 Inspectio n date:
物料来源 Material From
工单号 Job No.
检验数量 Inspection QTY
功能全检 Function inspection
功能缺陷分类 Function Defect
数量 QTY 外观全检 Appearance inspection
外观缺陷分类 Appearance Defect
生产数量 Production QTY
不良率 Failure Rate
依据测试检验作业指导书全检 According to testing steps&procedures 功能不良数
Function defect QTY
依据外观检验标准判定全检 According to appearance
specification
特采 AOD
工程部意见: Engineering :
选别 Select
审核 Checked:
退货 Return
返修 Repair
品质部意见: Quality:
其他 Others
表单编号:DG-GW-QC-07 A4
外观不良数 Appearance defect
QTY
合格 ACC
不合格 Rej
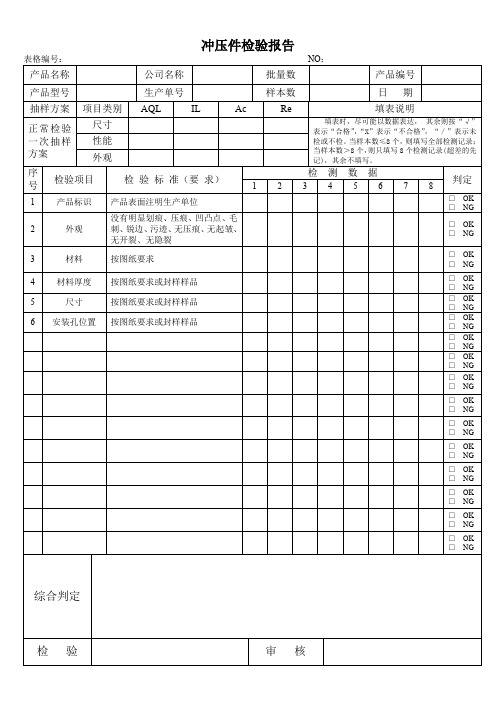
冲压件检验报告
外观
序号
检验项目
检验标准(要求)
检测数据
判定
1
2
3
4
5
6
7
8
1
产品标识
产品表面注明生产单位
□OK
□NG
2
外观
没有明显划痕、压痕、凹凸点、毛刺、锐边、污迹、无压痕、无起皱、无开裂、无隐裂
□OK
□NG
3
材料
按图纸要求
□OK
□NG
4
材料厚度
按图纸要求或封样样品
□OK
□NG
5
尺寸
按图纸要求或封样样品
□OK
冲压件检验报告
表格编号:NO:
产品名称
公司名称
批量数
产品编号
产品型号
生产单号
样本数
日期
抽样方案
项目类别
AQL
IL
Ac
Re
填表说明
正常检验一次抽样方案
尺寸
填表时,尽可能以数据表达,其余则按“√”表示“合格”,“X”表示“不合格”,“/”表示未检或不检。当样本数≤8个,则填写全部检测记录;当样本数>8个,则只填写8个检测记录(超差的先记),其余不填写。
样样品
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
综合判定
检验
审核
2报验单(冲压)

冲压成品报验单 津田规格 首件 □ 产品批次 生产设备 检验判定
冲压成品报验单 津田规格 首件 □ 产品批次 生产设备 检验判定
冲压成品报验单 津田规格 首件 □ 产品批次 生产设备 检验判定
产品名称 末件 □ 报验人员
报验日期 报验数量 检验人员
首件 □ 产品批次 生产设备 检验判定
末件 □
冲压成品报验单
津田规格 首件 □ 产品批次 生产设备 检验判定
末件 □
冲压成品报验单
津田规格 首件 □ 产品批次 生产设备 检验判定
末件 □
冲压成品报验单
津田规格 首件 □ 产品批次 生产设备 检验判定
末件 □
产品名称 报验人员 报验日期 报验数量 检验人员
备注
产品名称 报验人员 报验日期 报验数量 检验人员
备注
产品名称 报验人员 报验日期 报验数量 检验人员
备注
产品名称 报验人员 报验日期 报验数量 检验人员
备注
产品名称 报验人员 报验日期 报验数量 检验人员
备注
冲压成品报验单 津田规格 首件 □ 产品批次 生产设备 检验判定
备注
产品名称 末件 □ 报验人员
报验日期 报验数量 检验人员
备注
产品名称 末件 □ 报验人员
报验日期 报验数量 检验人员
备注
末件 □
产品名称 报验人员 报验日期 报验数量 检验人员
备注
产品名称 末件 □ 报验人员
报验日期 报验数量 检验人员
备注
冲压成品报验单
津田规格 首件 □ 产品批次 生产设备 检验判定
(整理)成品报检单
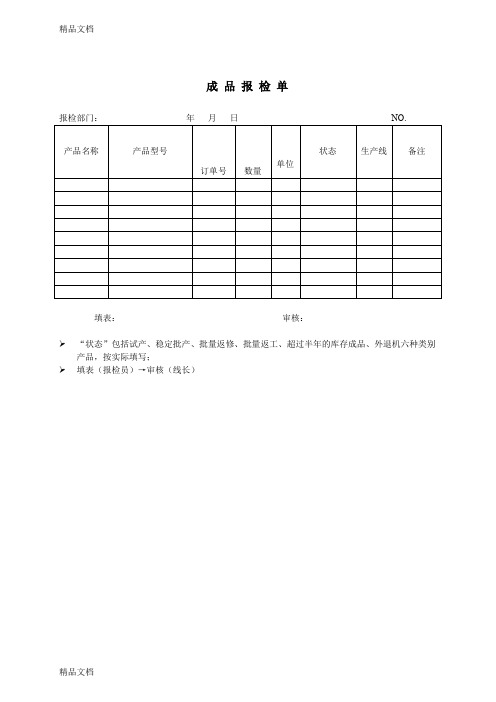
状态
生产线
备注
填表:审核:
“状态”包括试产、稳定批产、批量返修、批量返工、超过半年的库存成品、外退机六种类别产品,按实际填写;
填表(报检员)→审核(线长)
3.完整性原则;成品报检单
(1)是否符合环境保护相关法律法规。报检部门:年月日NO.
产品பைடு நூலகம்称
产品型号
1.法律
通过安全预评价形成的安全预评价报告,作为项目前期报批或备案的文件之一,在向政府安全管理部门提供的同时,也提供给建设单位、设计单位、业主,作为项目最终设计的重要依据文件之一。3.意愿调查评估法订单号
建设项目所处环境的敏感性质和敏感程度是确定建设项目环境影响评价类别的重要依据,环境影响评价文件应当就该项目对环境的影响做重点分析。
(3)环境影响技术评估。(6)生态保护措施能否有效预防和控制生态破坏。数量
(3)介绍评价对象的选址、总图布置、水文情况、地质条件、工业园区规划、生产规模、工艺流程、功能分布、主要设施、设备、装置、主要原材料、产品(中间产品)、经济技术指标、公用工程及辅助设施、人流、物流等概况。
冲压模具验收动静态检查表

59 淬火区域
60 弹簧安装
07废料区 检查
08翻边整 形部分
61 氮气缸安装 62 废料滑料板角度 63 废料滑板要求 64 废料通道 65 翻边整形刃口面 66 翻边整形块安装 67 翻边顶出器顶杆
无裂纹 砂眼 无烧死
A
定位销固定到位,定位可靠,定位长度>弹簧长度 1/3
A
压板装配到位,规范,平行,紧固
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
OP40 Y1 Y2
√
√ √ √ √ √ √ √ √ √ √ √ √
√
√ √
OP50 Y1 Y2
第 4 页,共 6 页
项目 零件号
xxxx汽车股份有限公司
CN200 23869213
零件名称 模具线名称
冲压模具静态验收检查表 螺母片
序号
检查项
要求及检查要领
xxxx汽车股份有限公司
冲压模具静态验收检查表
项目 零件号
CN200 23869213
零件名称 模具线名称
螺母片
备注:符合要求填写“√”,不符合要求填写“×”,不适用填 写“/”具体问题填入“模具问题记录表”
序号
检查项
要求及检查要领
风险 类型
OP05 Y1 Y2
OP10 Y1 Y2
工序数量 OP20 OP30 Y1 Y2 Y1 Y2
114 模具名牌、重量及气垫顶杆分布图标识 正确、齐全 清晰
表中Y1—表示第一次验收;Y2—表示第二次验收。
冲压模具验收单
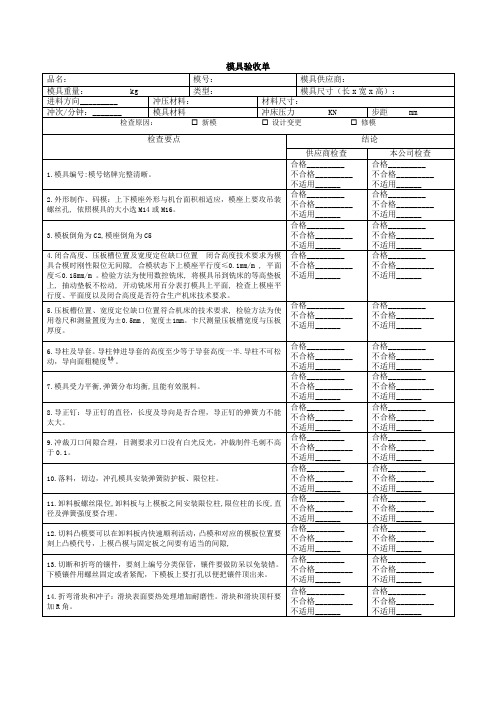
模具验收单品名:模号:模具供应商:模具重量: kg类型:模具尺寸(长x宽x高):进料方向_________冲压材料:材料尺寸:冲次/分钟:_______ 模具材料冲床压力 KN步距 mm 检查原因:☐新模☐设计变更☐修模检查要点结论供应商检查本公司检查1.模具编号:模号铭牌完整清晰。
合格_________不合格_________不适用______合格_________不合格_________不适用______2.外形制作、码模:上下模座外形与机台面积相适应,模座上要攻吊装螺丝孔, 依照模具的大小选M14或M16。
合格_________不合格_________不适用______合格_________不合格_________不适用______3.模板倒角为C2,模座倒角为C5合格_________不合格_________不适用______合格_________不合格_________不适用______4.闭合高度、压板槽位置及宽度定位缺口位置闭合高度技术要求为模具合模时刚性限位无间隙, 合模状态下上模座平行度≤0.1mm/m , 平面度≤0.15mm/m 。
检验方法为使用数控铣床, 将模具吊到铣床的等高垫板上, 抽动垫板不松动, 开动铣床用百分表打模具上平面, 检查上模座平行度、平面度以及闭合高度是否符合生产机床技术要求。
合格_________不合格_________不适用______合格_________不合格_________不适用______5.压板槽位置、宽度定位缺口位置符合机床的技术要求, 检验方法为使用卷尺和测量置度为±0.5mm , 宽度±1mm。
卡尺测量压板槽宽度与压板厚度。
合格_________不合格_________不适用______合格_________不合格_________不适用______6.导柱及导套。
导柱伸进导套的高度至少等于导套高度一半.导柱不可松动,导向面粗糙度。
冲压各项表单填写

_
磷青铜Βιβλιοθήκη C5210__
120-150 100-160 150-170 140-205 170-190 _ 190-210 185-235 210-230 210-260 _
_
黃銅
C2680 R
_
_
_
75-125
_
85-145
_
95-165
_
105-175
_ 145-UP _
_
铍铜
C17200
_
90-160
_
_
_
洋白铜
C7521
_
70-UP
_
80-120
_
120-180
_
_
_
160-UP
_
_
_
_
SECC
_ 95-130(8D) _ 115-150(4D) _ 135-185(2D) _ 170(1D) _
_
_
_
_
_
SPCC-SD
_ 95-130(1/8H) _
115-150
_
135-185
_
_
_ 170-235 _
20
材料图片
21
22
16
533WD
17
科莱蒙特重负荷冲压油(S-805)
18
冲压切屑油(S-800)
19
常用金属与非金属材质表
金属材质硬度对照表-HV
质别/参照标准
O
1/4H
1/2H
3/4H
H
EH
FH
JIS材质/牌号
GB
JIS
GB
JIS
GB
JIS
冲压件首件检验记录(表格模板、doc格式)

时间
注:仅作3只记录。
冲压件首件检验记录
生产车间
产品名称
型号规格
合同/储备编号
生产批号
图号
模具号
操作者
每盘数
抽检数
生产日期
外观
主要尺寸
检验标准
检验结果
检验标准
检验结果
检验标准
检验结果
判定
插 拔 力
标准测试具
检验标准
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
检验结果
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
判定
判定
质检员意见
“不能哭泣,那么就微笑吧!”是否,这是你遭遇挫折时候的自勉?本学期,应该说你还算努力也算坚持,应该说发自内心自慰多了些。然而,或许老师看到的潜力你自己没有发觉——你可以更好!对自己要求高一些吧。合同/储备编号
你很善良,也很努力,你明白“人若志趣不远,心不在焉,虽学五成”,那么请你继续以努力为本,继续追求。学习的时候放下顾虑,聚精会神,提高学习效率,尽量做到最好。
冲压件首件检验记录
生产车间
产品名称
型号规格
们的权利和个性发展,在基本的式非标准基础上,允许他们在多元价值中做出不同的选择;我们要尊重学生的差异,关注“边缘儿童”,对学生进行开放性的、发展性的、鼓励性的评价,帮助他们感受成长的逾越!3、梳理与时俱进的教师观新课程理念下的教师,是学生自主学习和探究活动的
生产批号
图号
模具号
操作者
每盘数
抽检数
生产日期
外观
主要尺寸
检验标准
检验结果
检验标准
冲压模具验收单

模具正常量填表日机 种模具制造方检查日期品 名设计产能特性 外观件 功能件模具编号冲床吨位模具型式材料规格料带形式 夹式送料 自动化 滚轮送料 人工送料OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OKNG OK NG OKNGOKNGOK NG OK NGOK NG OK NG 关键尺寸设计实测关键尺寸设计实测172839410511612OK NG *是否有备品 无有支OKNG OK NG OK NG OKNGOK NG综合结论 工程模 连续模签名: 日期:签名: 日期:签名: 日期:进料方式外观部分安全性产品关键尺寸检查注意事项品管部意见开发部意见生产部意见凡注明"*"之项次出现NG二次以上时 , 则表示该次模具验收判定无效 , 制造方应于当日回复下次验收Approved 接受Conditionally Approved 有条件接受Rejected 拒收导柱是否上润滑油部门意见是否有制作检知装置是否有制作限位装置(Stop Bar)下模板的落料跟下垫板和模座落料是否顺畅,检验标准为:下垫板比下模板的落料孔单边要大1~1.5mm,下模座比下垫板落料单边要大共模的零件是否雕刻识别料号产品带料位置,是否过大,标准控制在正负0.03MM 模具是否经多次修改后呈现耗损其他__________若有滑块则滑动是否顺畅入块是否有防呆装置抽引是否产生变形,回压可否压平素材经折弯是否龟裂冲头会产生容易折断现象是否产生刀口黏模现象抽引或折弯刀口是否抛光字模雕刻是否正确材料导引是否顺畅素材经折弯是否龟裂是否容易放料取料是否会有跳屑产生各模板定位锁附是否牢固毛边是否过大是否产生锈蚀之情形折弯角度是否超差刀口是否磨损崩裂之情形入块是否有防呆装置模具工程是否完整毛边边方向是否正确苏州信汇圣五金科技有限公司五金冲压模具验收移交单改善对策应回函日Reply Date:改善对策回复负责人Reponsible Person:移交单位签单验收单位签章。
模具验收检查清单-冲压全工序
D11
Is the blank size finalized? Record Coil width and Progression: _______________X _______________
确定板料的大小。记录卷料宽度和步距: _______________ X _______________
在凸模和凹模上选择合理的位置打足够多的排气孔,并考虑防尘。所有外板需要使用J型排气管。[TDM Section 3]
D14
Maximum number of cushion pins are used and are equal every quardrant.
每个区域都要使用最大数量的气顶杆,以及气顶杆在每个象限上的均匀分布。
D23
The height of the blankholder is optimized for the best blank wrap. Record Blank holder height: _____mm.
优化压边圈顶出行程,合理考虑料片在压边圈上的初始状态。记录压边圈顶出高度: ______mm。
D17
Flange up punches (half moons) are 32 mm diameter, mounted on the lower shoe. Draw panel have consistant flange ups with no splits and have 5-8mm gauging height.(All outer panels)
Title /标题:
Die Buyoff Checklist /模具验收检查清单- Trim Die /修边模
冲压质量测试记录表

线别: 时间 机种名称 不良项目 自检人 (工号) 状况 顺检人 (工号) 状况 检验人 (工号) 状况 测试人 日期: IPQC确认 备注
备注:
1.领班作记录时,须填写员工姓名于相应之自检、顺检及检验员字段。 2.各自检、顺检及检验员有达成时,在状况栏内记录为OK,未达成则记录NG. 3.作业员自检、顺检检出之不良,给予该工站记蓝苹果一个。 4.作业员自检、顺检未检出之不良,给予该工站记红苹果一个并作书面检讨一份。 5.检验员未检出,在质量广告牌做相应记录,一周内每出现两次作书面检讨一份。 6.记录公平、公正,且记录须真实可靠。
核
冲压制成检报告
1
1
1
1
FAI 27
0.66-0.01/-0.04
1
1
1
1
FAI 29
0.90+0.05
1
1
1
1ቤተ መጻሕፍቲ ባይዱ
核准者
審查者
檢驗者
備註:
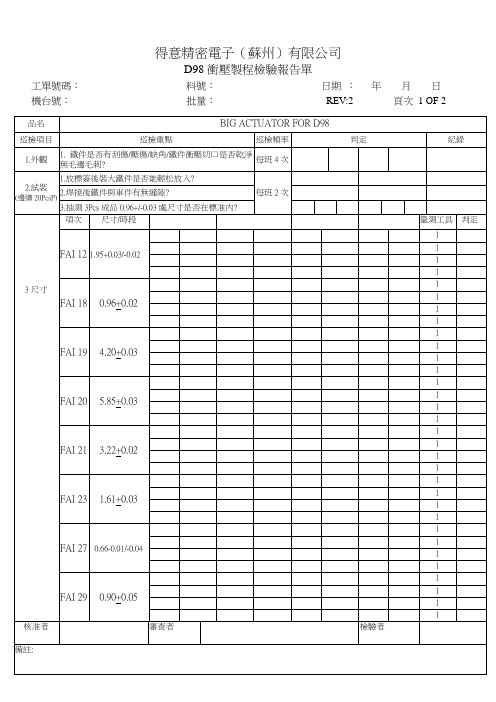
工單號碼:料號:日期:年月日
機台號:批量:REV:2頁次2 OF 2
備注:量測工具: 1.投影機; 2.游標卡尺; 3.卷尺; 4.分厘卡5.高度規
1.本表單用於上模后的首模確認,IPQC確認完成后交由負責該產品的QE複核;
3.抽測3Pcs成品0.96+/-0.03處尺寸是否在標准內?
3尺寸
項次
尺寸/時段
量測工具
判定
FAI 12
1.95+0.03/-0.02
1
1
1
1
FAI 18
0.96+0.02
1
1
1
1
FAI 19
4.20+0.03
1
1
1
1
FAI 20
5.85+0.03
1
1
1
1
FAI 21
3.22+0.02
1
1
1
1
FAI 23
工單號碼:料號:日期:年月日
機台號:批量:REV:2頁次1 OF 2
品名
BIG ACTUATOR FOR D98
巡檢項目
巡檢重點
巡檢頻率
判定
紀錄
1.外觀
1.鐵件是否有刮傷/壓傷/缺角/鐵件衝壓切口是否乾淨無毛邊毛刺?
每班4次
冲压模验收表
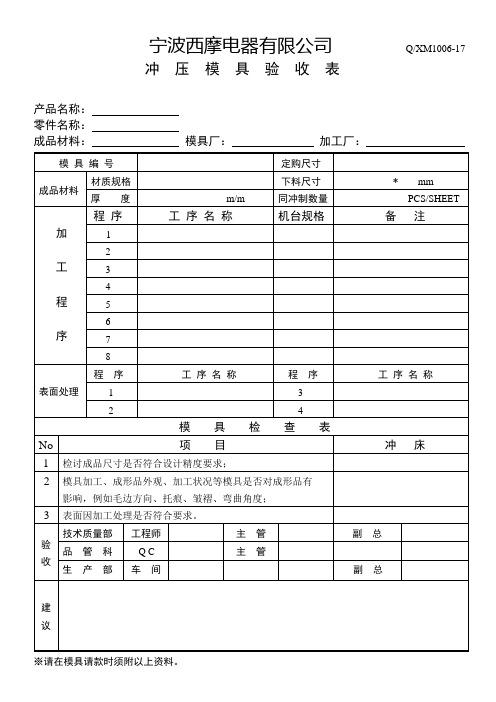
冲压模具验收表
产品名称:
零件名称:
成品材料:模具厂:加工厂:
模具编号
定购尺寸
成品材料
材质规格
下料尺寸
*mm
厚度
m/m
同冲制数量
PCS/SHEET
加
工
程
序
程序
工序名称
机台规格备注1Fra bibliotek23
4
5
6
7
8
表面处理
程序
工序名称
程序
工序名称
1
3
2
4
模具检查表
No
项目
冲床
1
检讨成品尺寸是否符合设计精度要求;
2
模具加工、成形品外观、加工状况等模具是否对成形品有
影响,例如毛边方向、托痕、皱褶、弯曲角度;
3
表面因加工处理是否符合要求。
验
收
技术质量部
工程师
主管
副总
品管科
Q C
主管
生产部
车间
副总
建
议
※请在模具请款时须附以上资料。
冲压模具入厂检验单
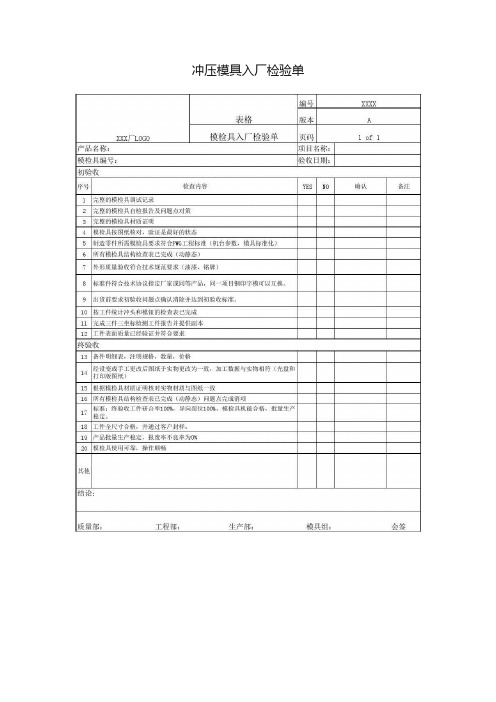
冲压模具入厂检验单
钣金冲压过程审核检查表
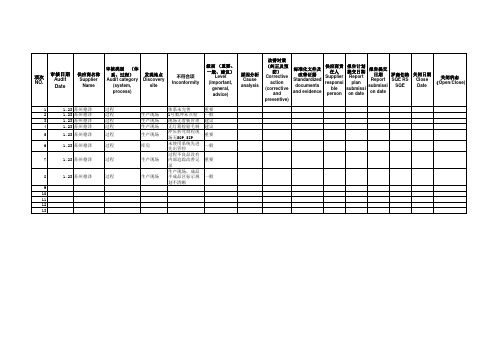
审核日期 Audit Date
供应商名称 Supplier Name
审核类别 (体 系、过程)
Audit categቤተ መጻሕፍቲ ባይዱry (system, process)
发现地点 Discovery
site
不符合项 Inconformity
级别 (重要、 一般、建议)
Level (important,
general, advice)
原因分析 Cause analysis
改善对策 (纠正及预
防) Corrective
action (corrective
and preventive)
标准化文件及 改善证据
Standardized documents and evidence
供应商责 任人
Supplier responsi
过程
4
1.23 苏州德泽
过程
5
1.23 苏州德泽
过程
6
1.23 苏州德泽
过程
7
1.23 苏州德泽
过程
8
1.23 苏州德泽
过程
9 10 11 12 13
生产现场 生产现场 生产现场 生产现场 库房
生产现场
生产现场
体系未完善 1号数冲未点检 现场无看板管理 无灯箱检验毛刺 冲压折弯制程现 场无SOP,SIP 未使用系统先进 先出管控 过程不良品没有 内部追踪改善记 录 生产现场,成品 半成品区标示规 划不清晰
重要 一般 建议 建议 重要
一般
重要
一般
ble person
报告计划 提交日期 Report
plan submissi on date
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产设备
检验判定
备注
冲压成品报验单
产品名称 报验人员 报验日期 报检数量 检验人员
津田规格 首件
产品批次 生产设备 检验判定
末件
备注
冲压成品报验单
产品名称 报验人员 报验日期 报检数量 末件
产品批次
生产设备
检验判定
备注
冲压成品报验单
产品名称 报验人员 报验日期 报检数量 检验人员
津田规格 首件
产品批次 生产设备 检验判定
末件
备注
冲压成品报验单
产品名称 报验人员 报验日期 报检数量 检验人员
津田规格
首件
末件
产品批次
生产设备
检验判定
备注
冲压成品报验单
产品名称 报验人员 报验日期 报检数量 检验人员
津田规格 首件
产品批次 生产设备 检验判定
末件
备注
冲压成品报验单
产品名称 报验人员 报验日期 报检数量 检验人员
津田规格
首件
末件
产品批次
生产设备
检验判定
备注
冲压成品报验单
产品名称 报验人员 报验日期 报检数量 检验人员
津田规格 首件
产品批次 生产设备 检验判定
末件
备注
冲压成品报验单
产品名称 报验人员 报验日期 报检数量 检验人员
津田规格
首件
末件
产品批次