注塑成型技术培训教材(演示版)
《注塑成型培训教材》课件

翘曲
总结词
翘曲是指塑料制品在冷却过程中,由于各部 位冷却速率不均或收缩率差异,导致产品发 生弯曲或扭曲的现象。
详细描述
翘曲会影响塑料制品的外观质量和尺寸精度 ,甚至导致装配困难。翘曲的原因可能包括 模具温度分布不均、塑料收缩率不一致或注 射工艺参数设置不当。解决方案包括优化模 具温度分布、选择收缩率相近的塑料材料或 调整注射工艺参数。
模具温度
控制模具的温度,影响塑 料的冷却和固化过程,对 产品质量和生产效率有重 要影响。
加热和冷却系统
设计和维护加热和冷却系 统,确保温度控制的准确 性和稳定性。
压力控制
注射压力
在注射过程中,控制塑料 进入模具时的压力,确保 塑料能够均匀地填充模具 。
保压压力
在塑料填充模具后,通过 施加保压压力,减少塑料 收缩和内部应力,提高产 品质量。
总结词
欠注是指塑料熔体在模具型腔内流动不充分,导致产品局部出现未被塑料填充的区域。
详细描述
欠注通常发生在模具浇口处或模具型腔的深腔处,导致产品出现缺料、不完整或明显的凹陷。可能的原因包括注 射量不足、注射压力低、注射速度慢或模具温度过高。解决方案包括增加注射量、提高注射压力、加快注射速度 和降低模具温度。
同时,注塑成型也存在一些缺点,如模具 成本高、生产周期长、废料处理困难等。
在实际生产中,需要根据制品的具体要求 和生产条件选择合适的成型工艺。
02
注塑成型设备
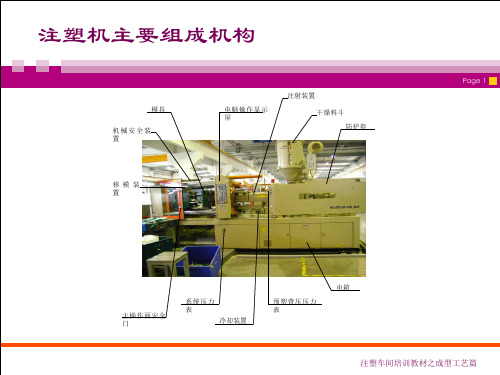
注塑机简介
注塑机定义
注塑机是一种塑料加工成 型设备,通过高温熔融塑 料,注入模具并冷却固化 ,形成所需形状的塑料制
品。
注塑机发展历程
简述注塑机从最早的手动 压塑机到现在的自动化、 智能化注塑机的发展过程
注塑成型工艺知识培训教材(PPT78页)

注塑成型工艺知识培训教材(PPT78页)培训课件培训 讲义培 训ppt教程管 理课件 教程ppt
一个上壶盖由五根斜顶顶出。通常结构有 扣位的都会考虑到用斜顶出模。
顶出复位系统 注塑成型工艺知识培训教材(PPT78页)培训课件培训讲义培训ppt教程管理课件教程ppt
推板顶出
推板
推板是在型腔根部安装一块与之密切配合的顶板将产品顶出 型芯,主要用于薄壁容器及表面不允许带有顶出痕迹的制品. 特点:推出力均匀,力量大,运动平衡稳定.
模具及注塑工艺培训
撑砣 顶针压板
顶针板 回针柱
板 后模仁 前模仁
前模固定板 定位圈
后模固定板 两板模具的基本结构及名称
方铁
(12S03E下壶盖)
斜顶座 斜顶
导柱 产品 板
单分型面的注塑模具就叫两板模
优点:
1模具结构简单。 2适应大浇口的模具 3.维修率低 4应用的比较广泛的模具
缺点:
1.产品外观要求不是很高 2.产品需要加工水口
优点:在产品上几乎看不出浇口留下的痕迹
开模时水口与产品自动分离.
缺点:对注塑较难走胶的产品,水口易粘水口
板
浇注系统 潜伏式浇口(潜水口)
优点:
1.分型面处不会留下胶口痕迹 2.水口自动切断,不需要后加工 3.可以改善注塑时产生的喷纹和气纹. 4.如果产品没有合适的骨位,柱位,筋位设置胶 口,可以利用顶针,镶针设置胶口,简便有效.
注塑材料 注塑成型工艺知识培训教材(PPT78页)培训课件培训讲义培训ppt教程管理课件教程ppt
树脂 填充剂 增塑剂 稳定剂 润滑剂 着色剂
第三部分 设备的介绍
1、注塑机得简介 2、配套设备的简介
模具及注塑工艺培训
注塑培训资料(共 52张PPT)

度所需多少。
◆ 充填不足时能否脱模。
可以判断注塑速度、注塑压力、树脂量所需多少。
◆模具的温度调整方法。
要确认用水温调、油温调还是加热棒温调。
八、锁模力调整
锁模力调到最低而又使注塑件不产生毛边,使模具、设备因使用较低 锁
模而延长使用寿命。 举例:接插件:PA46材料。
长度:6cm
宽度:1.5cm 浇道投影面积:8cm2 单位锁模力:6kn/cm2 模腔数:8腔 锁模力=6kn/cm2*(1.5cm*6cm*8腔+8cm2浇道投影面积)=480千牛=48 吨锁模力并不是越大越好, 要设置足够的、合理的锁模力。这样才能够 延长模具、设备的使用寿命。节约能源.
四、注塑米
塑料主要是从石油、煤为基础原料中提炼生产出来,是高分子 材料。 通常对酸、碱、盐有机溶剂等有良好的抗腐蚀性能:比重小、 重量轻; 具有良好的机械性能,通过填料和助剂加入,机械性能 超过普通金属材料,有些材料还具有耐磨性;易成型复杂形状 的制 品,制品表面光洁,可切削和抛光等加工,加工费比金属材料 低。 塑料可区分为热固性和热塑性二类,前者无法重新塑造使用, 后者可再重复生产。
五、注塑成型工艺设定基本原则
◆满足品质要求。 ◆降低不良率。 ◆降低原材料消耗。
◆缩短成型周期。
◆防止模具损坏。
◆延长设备使用寿命。
◆减少能源成本。
◆节省劳动力成本。
六、注塑成型条件的 5个要素
◆温度。 ◆时间。 ◆位置。
◆速度。
◆压力。
六、注塑成型条件的 5个要素
七、工艺调式前必须知道
用什么材料
十五、射退
射退是在预塑结束后将螺杆向后退,使螺杆头前端到喷 嘴一段储料容积放大一点。也就将储料背压释放掉。这时 料筒内熔融塑料不会在开模时从喷嘴口流出,否则熔融塑
注塑技术培训教材(PPT 38张)
弯曲变形
• • • • • • • 1,射出压力高. 2,胶料料温高. 3,冷却时间短. 4,顶针不适当. 5,浇口太大. 6,模温太高. 7,冷却不均匀. 8,产品胶厚不均. 9,浇口位置不当.
产品脱模不良
• • • • • • • 1,射出压力高. 2,射出时间太长. 3,进料量太多. 4冷却时间不够. 5产品脱模斜度不够. 6,原料粘度大. 7,模具温度太高.
注塑技术培训
注塑机的分类
1:从结构上分: 立式,卧式 2,从传动方式上分: 油压机械,电动机械.
注塑机构造
• • • • 1,锁模机构 2,注射机构 3,电气控制机构 4,油压控制机构.
锁模方式
1,直压式 2,机械曲肘
直压式.
机械液压曲肘式
Fd Fl F
曲轴伸直
1,吊入模具
2,伸开曲肘
46.凡事不要说"我不会"或"不可能",因为你根本还没有去做! 47.成功不是靠梦想和希望,而是靠努力和实践. 48.只有在天空最暗的时候,才可以看到天上的星星. 49.上帝说:你要什么便取什么,但是要付出相当的代价. 50.现在站在什么地方不重要,重要的是你往什么方向移动。 51.宁可辛苦一阵子,不要苦一辈子. 52.为成功找方法,不为失败找借口. 53.不断反思自己的弱点,是让自己获得更好成功的优良习惯。 54.垃圾桶哲学:别人不要做的事,我拣来做! 55.不一定要做最大的,但要做最好的. 56.死的方式由上帝决定,活的方式由自己决定! 57.成功是动词,不是名词! 28、年轻是我们拼搏的筹码,不是供我们挥霍的资本。 59、世界上最不能等待的事情就是孝敬父母。 60、身体发肤,受之父母,不敢毁伤,孝之始也; 立身行道,扬名於后世,以显父母,孝之终也。——《孝经》 61、不积跬步,无以致千里;不积小流,无以成江海。——荀子《劝学篇》 62、孩子:请高看自己一眼,你是最棒的! 63、路虽远行则将至,事虽难做则必成! 64、活鱼会逆水而上,死鱼才会随波逐流。 65、怕苦的人苦一辈子,不怕苦的人苦一阵子。 66、有价值的人不是看你能摆平多少人,而是看你能帮助多少人。 67、不可能的事是想出来的,可能的事是做出来的。 68、找不到路不是没有路,路在脚下。 69、幸福源自积德,福报来自行善。 70、盲目的恋爱以微笑开始,以泪滴告终。 71、真正值钱的是分文不用的甜甜的微笑。 72、前面是堵墙,用微笑面对,就变成一座桥。 73、自尊,伟大的人格力量;自爱,维护名誉的金盾。 74、今天学习不努力,明天努力找工作。 75、懂得回报爱,是迈向成熟的第一步。 76、读懂责任,读懂使命,读懂感恩方为懂事。 77、不要只会吃奶,要学会吃干粮,尤其是粗茶淡饭。 78、技艺创造价值,本领改变命运。 79、凭本领潇洒就业,靠技艺稳拿高薪。 80、为寻找出路走进校门,为创造生活奔向社会。 81、我不是来龙飞享福的,但,我是为幸福而来龙飞的! 82、校兴我荣,校衰我耻。 83、今天我以学校为荣,明天学校以我为荣。 84、不想当老板的学生不是好学生。 85、志存高远虽励志,脚踏实地才是金。 86、时刻牢记父母的血汗钱来自不易,永远不忘父母的养育之恩需要报答。 87、讲孝道读经典培养好人,传知识授技艺打造能人。 88、知技并重,德行为先。 89、生活的理想,就是为了理想的生活。 —— 张闻天 90、贫不足羞,可羞是贫而无志。 —— 吕坤
注塑成型注塑成型工艺培训课件
( Mpa )
最
成型區間
大
射
出
壓
力
注塑機 最大注塑壓力
最佳注塑速度區間 Fill time( sec )
Ⅲ. 注塑成型條件
■ 流動 理論
4 -1. 最佳注塑速度
最佳的注塑速度是,在給出的條件下使注塑壓力最小化. 根據型腔的厚度注塑速度也應不同.薄的比厚的有效流動 斷面較小,所以要增加注塑速度 提高全段變形率,增加摩擦變形力,才能使流動溫度穩定,使注塑壓力減小.
流動前端
Injection Pressure
壓力加強量 (30~50%)
料把
流道
GATE
Flow Length
成型內壓
CAVITY
Ⅲ. 注塑成型條件
■ 流動 理論
4. 注塑速度 (Fill time)
對於 注塑速度的 注塑壓力 呈現U弧度. 注塑速度慢的話,比起發生熱 熱損失更大, 流動溫度下降,粘度增加, 固 化層 厚度增大,所以流動阻力大,注塑壓力增大.
⑤ Ejector - 注塑後,從模具突出成型品的裝置
⑥ 安全門 - 考慮作業者的安全和防止受傷,和注塑機的動作進行設定Inter Lock : 後門一般是作業者的死角,通常和Power連接進行Open時Power Off
Ⅱ. 注塑成型機
<形體(鎖模)裝置的種類>
- 一般直壓式和Toggle式最為代表, 也有移送用Toggle,最終形體力用 直壓式的複合式,還有最近開發的2Plate工法的DIMA式。
樹脂種類
成型法
熱加塑性 (Thermo Plastics)
- 壓出成型 (Extrusion) - 壓縮成型 (Compression Molding) - 真空成型 (Vacuum/Thermo Foaming) - 中空成型 (Blow Molding) - 注塑發泡 (Injection Thermo Foaming) - Gas注塑 (Gas Assist Injection) - ICM (Injection Compression Molding)
注塑成形培训课件(共 37张PPT)

例:干燥机滤网的清扫周期的确定
联络材料商调查原因的同时对滤网的清扫 周期进行检讨及再确定: 滤网由原设备保全规定的每两周清扫一次 改为每周清扫一次
一周后视滤网的堵塞情况、产品的生产情 况决定是否再缩短清扫周期或酌情延长周 期
STJ生产课室是如何维护和保养设备的?
2、射出成形机
①射出成形机的一般分类 按驱动方式分为:电动式、液压式、电动液压混 合式
按成形机外形构造分为:立式机、卧式机
按成形机锁模力或注射量细分各种规格
2、射出成形机
②成形机的一般构造
A.注射成形系统 :包括塑化装置、螺杆传动装置、 射座及传动装置 B.闭合模系统:开锁模装置、调模装置、顶出装置 C.液压与电气控制系统:包括液压控制系统及电气 控制系统
6、常见射出成形缺陷
常见的成形缺陷:欠肉、飞边、收缩、射纹(或银 纹)、 溶接纹、料花、异物、变 形、烧焦等 常见缺陷的产生原因: ①欠肉:材料流动性差、成形条件控制不当、浇注 系统设计或产品结构设计不合理、型腔排 气不畅等 ②收缩:产品肉厚过厚或肉厚不均匀、产品结构设 计不合理 ③银纹:基本有水器、降解、空气三种原因 ④溶接纹:注射过程中两股料流汇集处形成一种线 状痕迹
1、射出成形材料
②、按塑料的使用分类 Ⅰ.通用塑料
一般指产量大、用途广、成型性好、价廉的 塑料 。如:PE(聚乙烯)、PP(聚丙烯)、 PVC(聚氯乙烯 )、 公司常用材料:PP、
1、射出成形材料
Ⅱ.工程塑料:具有更优异的机械性能、电性能、 耐化学性、耐热性、耐磨性、尺寸 稳定性、耐候性等优点,可以作为 工程结构件的塑料,比金属材料轻 常用的有:PA(聚酰胺 )、PC(聚碳酸脂) POM(聚甲醛)、PBT(聚对苯 二酸丁二酯 )、PET(聚对苯二甲 酸乙二酯 )、ASA(丙烯腈-丙烯 酸酯-苯乙烯)等 公司常用材料:PC、PMMA、PET+PB T、ASA Ⅲ.其它如特种工程塑料及所谓的功能塑料等
注塑成型技术培训
PPT文档演模板
注塑成型技术培训
㈡、塑料类别
• 塑胶料分为:
– 1、热塑性塑料; – 2、热固性塑料。
PPT文档演模板
注塑成型技术培训
1、热塑性塑料。 – 塑胶受热达一定的温度时软化变成流体,冷却成型,
变成固件,一般可循环使用。 – 热塑性塑料又分为
• ①通用塑料, • ②工程塑料, • ③热塑性弹性体。
PPT文档演模板
注塑成型技术培训
1.1通用塑料
• ABS(丙烯腈一丁二烯一苯乙稀) – 比重: 1.04—1.07 – 加工温度180℃~250℃,分解温度250℃ – 固有特性: • A、材质硬挺,带光泽,保留了好的电性能及热流动性。 • B、易加工成型及染色,无化学腐蚀性,耐热(110-115度) • C、耐冲击,不易脆折。 • D、带浅象牙色,不透明,无毒无味。 • E、耐低温达零下40℃,耐酸、碱、油、水、盐、不易燃烧。 • F、可用涂漆、印刷进行表面装饰,能实现电镀,使制成的器件金属化。 • G、不耐有机溶剂,会被溶胀,耐侯性差。 – ABS可于多种塑料混合改进加工及使用性能: • ①ABS+PVC 提高韧性,耐燃性、抗寒、并改善加工性能。 • ②ABS+PC 提高冲击强度和耐热性。 • ③ABS+PSV(聚砜)提高韧性。
PPT文档演模板
注塑成型技术培训
1.3 热塑性弹性体
– 聚氨脂橡胶(PUR) 比重:1.2 – 环氧树脂(EP) 比重:1.8 – 聚苯乙烯(BMC) 比重:1.9 – 不饱和聚脂(UP) 比重:2.0 – 二甲酸二烯丙脂(PDA) 比重:1.9
PPT文档演模板
注塑成型技术培训
2、热固性塑料
• 酚醛树脂(PF)也叫电木,又称电木粉原为无色或 黄褐色透明物,市场销售往往加着色剂而呈红、 黄、黑、绿、棕、蓝等颜色,有颗粒、粉末状。 耐弱酸和弱碱,遇强酸发生分解,遇强碱发生腐 蚀。不溶于水,溶于丙酮、酒精等有机溶剂中。 苯酚与甲醛缩聚而得。它包括:线型酚醛树脂、 热固性酚醛树脂和油溶性酚醛树脂。主要用于生 产压塑粉、层压塑料;制造清漆或绝缘、耐腐蚀 涂料;制造日用品、装饰品;制造隔音、隔热材 料等。 常见的高压电插座、家具塑料把手等等.
注塑成型工艺培训教材课件
注射压力、速度位置和时间的调节原则:
一般按制品成型几何形状进行分段调节,末段注射速度不宜过快, 否则易产生飞边。 当模具型腔射满料后,这时浇口和制品厚壁处的熔融塑料还没有完 全冻结,如不保压,模具型腔失压,没冻结的塑料从模具型腔通过 浇口反流回喷嘴,造成制品缩水。
常用塑料成型温度
塑料性能
单位
塑料名称
PP
ABS
PA66
PA6
PC
POM
成型温度
℃
190~230
170~220
230~260
220~250
250~285
170~190
模具温度
℃
70---90
50---80
40~60
40~60
100~120
90~110
高速注射优点:
①缩短注射时间; ②增大流动距离; ③提高制品表面光洁度; ④提高熔接痕的强度; ⑤防止产生冷却变形。
模温参数的设定方向:
在工艺和品质允许的条件下,模温尽量选用低模温,因为模温低 可以缩短冷却时间、可以维护顶针、滑块的正常润滑减少顶针、 滑块的损坏机率,顶针、滑块内的润滑油不会融解,从而可以减 少产品油污出现的机率。
模温参数的设定方向:
具体的设定技巧: 模具温度设定一般都不能高于树脂的热变形温 度,使用模温机的目的主要是确保模具恒温,对模具温度敏感的产 品,如果利用常温冷却水,白天、晚上和不同的季节都会导致产品 品质的变异,如玻纤树脂等;模具冷却水的连接最好使并联,这样 可以提高冷却效果;需要高模温的树脂,我们可以将树脂的温度设 定到上限,同时顶针、滑块的润滑脂必须是耐高温的;有的产品需 要用冰水冷却模具,在设定温度时要考虑室温,不能相差太远,模 温过低会导致模具表面凝聚水珠;由于动模有很多顶针、滑块,一 般我们会将定模温设定高些,而动模温设定低些,以便保护模具。
注塑成型--培训教材
目录第一章成型材料第一节注塑成型的进展概述第二节常用塑料第二章注塑材料的有关性能第一节塑料的物理性能第二节聚合物表面性能与相容性第三节聚合物的力学性能第四节聚合物的流变性能第三章制品成型机理第一节结晶效应第二节取向效应第三节内应力第四章成型故障及其解决方法第一节常见故障的产生原因及排除方法第二节聚烯烃类塑料故障的产生原因及排除方法第三节聚丙烯故障的产生原因及排除方法第四节聚氯乙烯故障的产生原因及排除方法第五节苯乙烯类阻燃塑料故障的产生原因及排除方法第六节聚甲醛故障的产生原因及排除方法第七节聚酰胺故障的产生原因及排除方法第八节聚碳酸酯故障的产生原因及排除方法第九节聚苯醚故障的产生原因及排除方法第十节透明塑料故障的产生原因及排除方法第一章成型材料第一节注射成型的进展近年来无论注塑理论和实践方面,还是在注塑工艺和成型设备方面都有较深的研究和进展。
注塑时,首先遇到的是注塑的可成型性,这是衡量塑料能否快速和容易地成型出合乎质量要求的产品。
并希望能在满足质量要求的前提下,以最短注塑周期进行高效率生产。
不同的高分子材料对其加工的工艺条件及设备的性能区别很大,材料性能和工艺条件将最终影响塑料制品的物理机械性能,因此全面了解注塑周期内的工作程序,搞清可成型性和成型工艺条件及各种因素的相互作用和影响,对注塑加工有重要意义。
在对充模压力的影响实验表明:高聚物的非牛顿特性越强,则需要的压越低;结晶型比非结晶型高聚特制品有更大的收缩,在相变中比容变化较大。
在对注塑过程中大分子取向的机理研究证明聚合物熔体受剪切变形时,大分子由无规卷曲状态解开,并向流动方向延伸和有规则的排列,如果熔体很快冷却到相变温度以下,则大分子没有足够的时间松和恢复到它原来的无规则卷曲的构象程度,这时的聚合物就要处于冻结取向状态,这种冻结取向使注塑制品在双折射热传导以及力学性质方面显示出各向导性.由于流变学和聚合物凝固过程的形变原因,制品取向可能在一个方向占优势形成单轴取向,也可能在两个方向上占优势,形成双轴取向。