乐泰242螺丝固定厌氧胶产品指南
厌氧胶螺纹锁固胶使用手册

解决方案:检查是否正确使用,确保被粘接表面清洁干燥
问题:使用厌氧胶时,出现不固化现象 解决方案:检查是否正确使用,确保被粘接表面清洁干燥
解决方案:调整涂胶量,确保胶层厚度适中
问题:固化后,出现胶层过厚或过薄现象 解决方案:调整涂胶量,确保胶层厚度适中
解决方案:检查被粘接部件是否紧固,确保装配正确
问题:厌氧胶固化后,出现松动现象 解决方案:检查被粘接部件是否紧固,确保装配正确
解决方案:确保胶水充分搅拌均匀后再使用
问题:胶水未完全浸入螺纹间隙 解决方案:确保胶水完全浸入螺纹间隙,并施加适当的压力
解决方案:确保胶水完全浸入螺纹间隙,并施加适当的压力
问题:使用环境温度过低 解决方案:在适宜的温度下使用胶水,避免低温环境
解决方案:在适宜的温度下使用胶水,避免低温环境
问题:胶水过期或存放不当 解决方案:确保使用前检查胶水是否过期,并存放在干燥、阴凉处
确保表面无油污、锈迹或其它杂质
用适当的溶剂或清洗剂清洁表面
干燥表面,确保无残留物
为获得最佳粘接效果,可对表面进行喷砂或打磨处理
涂胶时要均匀,避免产生气泡或堆积
涂胶后要及时组装,避免胶水干燥
将厌氧胶螺纹锁固胶涂在需要锁固的螺纹部分
涂胶量要适中,不要过多或过少
清洁螺纹
涂胶
装配
紧固
添加标题
添加标题
解决方案:了解厌氧胶适用范围,避免在不适用的材料上使用
问题:厌氧胶对某些材料不适用 解决方案:了解厌氧胶适用范围,避免在不适用的材料上使用
储存环境:干燥、阴凉、通风良好的地方
避免阳光直射和高温
远离火源和易燃物品
储存温度:-5℃~30℃
避免剧烈震动和碰撞
保持密封,防止泄露
乐泰螺纹胶应用指南Threadlocking_Solutions_Guide[200]
![乐泰螺纹胶应用指南Threadlocking_Solutions_Guide[200]](https://img.taocdn.com/s3/m/29c18a4269eae009581becd7.png)
Loctite® 290™ Threadlocker
#2 to 1⁄2" High 20 min./24 hr. 90/260 300°F (150°C) 10 ml bottle – 29021 50 ml bottle – 29031 250 ml bottle – 29041
Loctite® 222MS™ Threadlocker
Breakaway/Prevail Features Torque (lb./in.)
110/43 180/62 189/275 200/220 275/275 4/2 Fasteners ⁄4" to ⁄2"
1 3
Part #
24231 24078 26231 27240 27731 42540 97001 98414
Up to 1⁄4" Low 10 min./24 hr. 53/30 300°F (150°C) 10 ml bottle – 22221 50 ml bottle – 22231 250 ml bottle – 22241
Loctite® 2440™ Threadlocker
1⁄ " 4
Loctite® QuickStix™ 248™ Threadlocker – Medium Strength
ARE THE PARTS ALREADY ASSEMBLED?
Helpful Hints: • Clean parts with Loctite® ODC-Free Cleaner & Degreaser before applying the adhesive • If the threadlocker will be applied below 40°F, pre-treat with Loctite® 7649™ Primer N™ • If the parts were in contact with aqueous washing solutions or cutting fluids which leave a protective layer on the surface, wash with hot water before use
乐泰使用说明
用于粘度接多孔,酸性及吸收性的材料。
411增强型
抗冲击性能好,抗剥离强度高,能填充问题。
414塑胶粘接型
耐湿性,耐候性好。
用于粘接塑胶。
415金属粘接型
高粘度,抗冲击性好。用于粘接金属。
4210耐热型
橡胶增强型,中等粘度,耐冲击,耐高温(120度)
454表面不敏感型
通用型,高粘度。
用于粘接多孔、酸性及吸收性的材料。
使用乐泰Loctite及Hysol导热胶,则不再需要机械紧固件和夹子,在发热电子元件及其散热片之间提供有效的热传递.
BL-352:通用型光固化胶
单组分,高粘度的结构胶粘剂。固化后,变得坚韧易弯曲,使它具有极好的耐振动和抗冲击性能。
Applications
粘接电子设备,仪表和装饰元件。
Applications
496金属粘接型
中粘度,初固迅速。用于粘接金属。
498耐热循环
中粘度,耐高温产品,适用于所有金属,大部分的塑料和橡胶。
耐连续106度高温和121度间歇试同温。
15578O型圈维修盒
用来现场制作O形圈,方便,快捷。
配有1组胶圈,2瓶乐泰瞬干胶,1支O形切割尺和一把切割小刀。
正品乐泰515厌氧型平面密封剂
超强快干跳线胶。
高粘度,耐高温,用于跳线固定,大部件应力释放,IC粘接。
正品乐泰603容油性
一种具有容油性及其他污染物的通用型高强度固持胶。密封并固持圆柱形零件总成,其最大填充径向间隙为
0."13mm
在30分钟内初固化,它能防止微振磨损及金属配合件的腐蚀
乐泰620--耐高温
◎高粘度,高强度,不流淌。固持气门套管、注塑机芯套、阀套、缸套、槽等。
厌氧胶产品说明

厌氧胶产品说明
操作说明:
●安装前用棉布擦拭管牙油污,并干燥处理。
●在管螺纹上涂上足量胶液,然后装配,并用管钳打紧,管牙配
合严重过松可能因缺氧不充分而不固化造成渗漏。
●安装后3分钟内拧紧并调整角度,固化后不宜再调整。
●常温初固时间为5—30分钟,装配24小时后完全固化,可达
最高强度。
●用于钢,铁,铜管材,环境25℃以上,安装后16小时试压,
用于不锈钢,铝,合金钢时间延长一倍。
●管路拆卸难度大时,可用煤气枪加热拆卸。
注意事项:
●涂胶前应擦拭螺纹上的油污,否则影响固化效果。
●不适用纯氧,氯气及强氧化性介质。
DN50以上螺纹需内外双面涂胶,否则可能出现部分接头渗漏
现象。
●该产品无毒,工作完毕后应清洁洗手。
●安装时防止过度用力导致前面已安装好正在固化的接头跟随转动。
●可重复使用,拆卸后接头残胶需用钢丝刷清除,可重新涂胶。
●不适于150℃以上高温工况的管螺纹密封锁固。
乐泰胶水型号简介乐泰胶简介及使用
乐泰胶水型号简介乐泰胶简介及使用导读:就爱阅读网友为您分享以下“乐泰胶简介及使用”的资讯,希望对您有所帮助,感谢您对的支持!一、乐泰胶的性能二、工厂常用乐泰胶的应用范围三、常用乐泰胶的使用方法螺纹锁固用(554)A、用清洗剂755清洗螺柱及螺孔螺纹表面(必要时)B、滴几滴乐泰至螺孔中和螺柱螺纹处乐泰胶简介及使用C、旋入螺栓,上紧至规定力矩D、在螺栓头部滴几滴乐泰E、旋入螺母至规定力矩,拆卸时应对螺纹啮合处局部加热,趁热拆卸。
管螺纹密封用(554)A、用乐泰755清洗内、外密封件螺纹B、用乐泰N7649喷洒内、外密封件螺纹C、将乐泰涂在外螺纹处,管端空出1-2圈螺纹不要涂,防止乐泰进入管件内部和头部。
D、按通常方法旋入管件。
E、擦去多余乐泰。
管螺纹密封用(567)A、用乐泰755清洗螺纹B、将N7649喷在内、外螺纹处(必须使用),晾干(18℃下3~5分钟)(黄铜不需喷促进剂)C、沿外螺纹的第二、三及第四螺纹周围连续涂乐泰567,填满根部。
管端空出1-2圈不要涂。
防止乐泰进入管件内部和头部。
旋入管件,不要拧得过紧。
喇叭口密封用(242)A、用乐泰755清洗喇叭口B、用乐泰N7649喷洒内、外密封件螺纹C、将乐泰涂在管子喇叭口内外面上D、将乐泰涂在螺纹接头喇叭口凸面上和螺纹倒入口处E、旋入接头瞬干胶(495)A、用布擦干净密封垫的安装表面,如表面较脏,可用755清洁。
B、把乐泰胶涂于金属表面,注意:涂抹与粘结时间不能间隔太长(30秒干固),防止装配密封垫时乐泰胶已干或密封垫粘到别的位置。
C、把密封垫逐步正确粘到密封表面,压平。
D、用于粘接密封垫接头时,应把密封垫切成45度斜角,在切面上涂乐泰胶。
稍干后把接头压在一起。
五、乐泰胶使用注意事项注意按规则选用相应牌号的胶水和使用正确的方法,注意有效期(乐泰胶的有效期为:运输日后一年或制造日后两年)。
不要使用其它品牌/型号的胶水(会与密封材料/介质产生化学反应),不要过量使用乐泰,尤其要注意不要把管路堵死。
乐泰螺纹胶应用指南Threadlocking_Solutions_Guide[200]
Loctite® 222MS™ Threadlocker – Low Strength
Recommended for low-strength threadlocking of adjustment screws, countersunk head screws, and set screws; on collars, pulleys, tool holders, and controllers. Also for low strength metals such as aluminum or brass. Mil-Spec (S-46163A) Type II, Grade M. NSF P1.
ARE THE PARTS ALREADY ASSEMBLED?
Helpful Hints: • Clean parts with Loctite® ODC-Free Cleaner & Degreaser before applying the adhesive • If the threadlocker will be applied below 40°F, pre-treat with Loctite® 7649™ Primer N™ • If the parts were in contact with aqueous washing solutions or cutting fluids which leave a protective layer on the surface, wash with hot water before use
Loctite® 290™ Threadlocker – High Strength/ Wicking/Green
Recommended for locking pre-assembled fasteners, i.e. instrumentation screws, electrical connectors, and set screws. Also seals porosities in welds and metal parts. Mil Spec (S-46163A) Type III, Grade R. NSF/ANSI 61.
Loctite乐泰胶使用方法
Loctite乐泰胶使用方法Loctite乐泰胶乐泰丄业胶黏剂螺纹锁固乐泰螺纹锁固剂是螺纹锁固及密封的一次革命,从精巧的电子零件到重型的结构设备,乐泰液态螺纹锁固胶和乐泰厌氧密封胶的用途十分广泛。
乐泰预涂螺纹锁固剂是一种触摸干燥的胶膜,山紧固件生产厂涂到螺纹紧固件上。
特别适用于工业生产,因为它们省去了在生产线上涂胶过程,提高了装配的速度,并确保了质量。
Loctite 220螺纹锁固剂中强度,触变性粘度适合于防止震动而引起的松动和泄漏。
特别适合于应用于固定螺丝,小直径或长度紧固件,拆装方便,需要在不破坏螺丝。
符合军标Mil-S-46163Ao Loctite 221螺纹锁固剂低强度,触变性粘度适合于防止震动而引起的松动和泄漏。
特别适合于应用于固定螺丝,小直径或长度紧固件,拆装方便,需要在不破坏螺丝。
Loctite 222螺纹锁固剂低强度,触变性粘度适用于大多数金属表面,可用普通工具拆卸。
用于M2-M12螺纹的锁固与密封。
应用于紧固件直径为l/4quot(6mm)或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
Loctite 225螺纹锁固剂低强度,触变性粘度适用于大多数金属表面,可用普通工具拆卸。
用于M2-Ml 2螺纹的锁固与密封。
应用于紧固件直径为l/4quot (6mm) 或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
Loctite 241螺纹锁固剂中强度特别适合于应用程序不太活跃基体如不锈钢,镀面,其中手工工具拆卸,需要进行维修。
符合军标Mil-S-46163A。
Loctite 242螺纹锁固剂中强度通用型,触变性粘度。
用于M6-M20螺纹的锁固于密封。
是一种可用普通工具拆卸的螺纹锁固剂。
具有一定的润滑性以达到精确的夹持负荷Loctite 243螺纹锁固剂耐机油/中强度快速固化,可用于惰性表面,容油性好。
易拆卸,可在轻微油质污染的工作表面上使用。
用于乐泰预涂剂Dri-Loc螺栓拆装后重新时锁固。
LOCTITE 242 产品说明书

技术数据表LOCTITE ®242®8.2018产品描述:®®LOCTITE® 5970专门设计用于法兰面的密封,其特有的配方性能在产品未固化时可以承受在线的低压测试。
其典型应用包括冲压金属盖板的密封,产品具有良好的耐油性,可以用于粘接面有相对位移的场合。
军事标准Mil-S-Mil-S-46163A 46163A LOCTITE ®242®符合军事标准Mil-S-46163A 要求.注意:这是一个区域性认可。
如需更多资料和说明请与当地的技术服务中心联系。
ASTM D5363在北美生产的每个批次抽检产品均按照第5.1.1与5.1.2段落中的总体要求以及第5.2中的详细规定进行测试固化前的材料特性比重@ 25°C 1.1闪点 -见MSDS粘度, Brookfield -RVF, 25°C,mPa.s (cp):转子 3#, 转速2rpm ≥5,000LMS转子 3#, 转速20rpm,Helipath 800至1,600LMS 布氏粘度, -RVT, 25°C,mPa.s (cp):转子 3#, 转速20rpm*900至1,400LMS光滑Lubricity,ASTM D5648,K value,ASTM D 5648,%:3/8x 16磷酸盐和油螺母、螺栓和钢垫圈。
Phosphate &Oil Nuts,Bolts,Steel Washer -10至10LMS (对于关键应用作业,必须对K 因素进行独立确定。
乐泰对单个紧固件上的产品特定性能表现不承担任何担保责任。
)典型固化特性固化速度与基材的关系固化速度取决于所用的基材.下图显示在不同材质的M10的螺栓和螺母上,破坏扭矩与时间的关系。
测试标准为ISO 10964标准.钢材上的强度 %固化时间10075502501min5min 10min30min 1h3h 6h 24h钢黄铜镀锌不锈钢固化速度与温度的关系固化速度取决于温度.下图显示在M10的螺栓和螺母上,在不同温度下破坏扭矩与时间的关系。
泰扬24250中文

清理:
1. 在螺纹副外面残留的胶液不会固化,可以很容易的擦掉或者用泰扬牌强力零部件清洗剂 82606 清洗掉。
2. 已固化的产品可以用太阳牌垫片清除剂 80646 清除掉。或者使用机械方法,如钢丝刷。
拆卸:
1. 用手动工具就能拆卸下来。
2. 在很少的情况下,对于不便用手动工具操作的工况,可以对螺纹副采用局部加热的方法,加热到 232℃,
注:本文档中提到的所有“泰扬牌”产品,均指ITW集团Permatex公司生产的Permatex品牌产品。
Permatex 是 Permatex 有限公司的注册商标
耐化学介质和溶剂的性能
在给定条件下老化,在 22℃下测试:
测试时间后的强度占初始强度的百分比
温度
热空气
150℃
发动机润滑油(SL 级)
125℃
汽油
23℃
防冻液
87℃
乙醇
23℃
丙酮
23℃
500 小时 1000 小时
100% 60% 55% 65%
100%
注意事项
本产品不宜在纯氧与/或富氧环境中使用,不能用于氯气或其它强氧化性物质的密封材料使用。 有关本产品的安全注意事项,请参阅产品安全数据表。 本产品通常不适用于塑料,特别是容易应力开裂的热固性塑料。建议在使用之前确认基材与本产品的相容性。
黄铜
钛
锰
锌
青铜
纯铝
镍
不锈钢
铝合金
镉
下图所示的为在不同金属表面的固化时间/强度曲线,使用 3/8”-16 的 5 级钢制螺栓和 8 级螺母测试:
固化速度与温度 固化速度与环境温度关系很大,在常温下(22℃),24 小时可以达到完全固化,而在 93 度下,只需要 1 小时。
螺纹紧固胶222、242、243参数对比

平均拆卸力矩
3.4N.m
4.9N.m
7N.m
平均破坏力矩
6N.m
12.4N.m
20N.m
耐温-工作温度
常温固化速度 (固化/形成作用 力)
150℃ 10分钟/24小时
- 54℃至150℃ 10分钟/24小时
- 54℃至180℃ 10分钟/24小时
其他特点
便于拆卸
钢材质衬底上固化迅速
广受欢迎的产品 具有耐油性 适用于所有金属衬底 使用标准工具即可拆卸
用于 M6 ~ M20 螺纹的锁固与 快速固化,可用于惰性表面,
密封。
容油性好。易拆卸,可在轻微
是一种可拆卸螺纹锁固剂。具 油质的工作表面上使用。
有一定的润滑性以达到精确的 可以用于 M20 以下螺纹的锁
夹持负荷。
固与密封。
紫色
蓝色
蓝色
粘度(mPa.s)
1200/5000
1200/5000
1300/3000
螺纹紧固胶222、242、243参数对比
ห้องสมุดไป่ตู้
型号
乐泰222
乐泰242
乐泰243
强度
低强度,触变性粘度 中强度 通用型,触变性粘度
耐机油/中强度
最大螺纹尺寸 适用范围 颜色
< M6 (1/4")
M6 to M20 (1/4" TO 3/4") M6 to M20 (1/4" TO 3/4")
适用于大多数金属表面, 易拆卸。用于 M2至M12 螺 纹的锁固与密封。 应用于紧固件直径为 1/4" (6mm) 或更小比较理想, 具有一定的润滑性以达到 精确的夹持负荷。
3M 乐泰厌氧胶
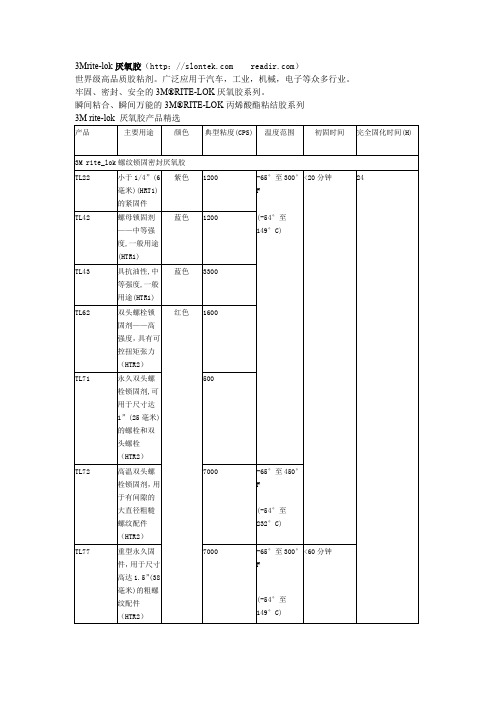
3Mrite-lok厌氧胶(http:// )世界级高品质胶粘剂。
广泛应用于汽车,工业,机械,电子等众多行业。
牢固、密封、安全的3M®RITE-LOK厌氧胶系列。
瞬间粘合、瞬间万能的3M®RITE-LOK丙烯酸酯粘结胶系列3M rite-lok厌氧胶产品精选产品主要用途颜色典型粘度(CPS)温度范围初固时间完全固化时间(H) 3M rite_lok螺纹锁固密封厌氧胶TL22小于1/4”(6毫米)(HRT1)的紧固件紫色1200-65°至300°F<20分钟24TL42螺母锁固剂——中等强度,一般用途(HTR1)蓝色1200(-54°至149°C)TL43具抗油性,中等强度,一般用途(HTR1)蓝色3300TL62双头螺栓锁固剂——高强度,具有可控扭矩张力(HTR2)红色1600TL71永久双头螺栓锁固剂,可用于尺寸达1”(25毫米)的螺栓和双头螺栓(HTR2)500TL72高温双头螺栓锁固剂,用于有间隙的大直径粗糙螺纹配件(HTR2)7000-65°至450°F(-54°至232°C)TL77重型永久固件,用于尺寸高达1.5”(38毫米)的粗螺纹配件(HTR2)7000-65°至300°F<60分钟(-54°至149°C)TL90渗透性粘合剂,用于预装配紧固件和焊接件的多孔密封(HTR2)绿色20-65°至300°F<20分钟(-54°至149°C)3M rite_lok管道密封厌氧胶HP42高压密封注剂,用语所有液压和气压装配;达到15mm直径棕色500-65°至300°F15分钟24PS65一般用语易于拆卸的装置白色300000(-54°至149°C)<120分钟PS77快速固化糊状密封剂,用于非活性表面,如:不锈钢黄色4800015分钟3M rite-lok圆柱型固持厌氧胶RT01用于轴承粘接过盈配合绿色125-65°至300°F15分钟24(-54°至149°C)RT20用与装配汽车/船舶汽缸衬垫和热交换管20000-65°至300°F15分钟(-54°至232°C)RT38高强度滑动安装2500-65°至300°F<15分钟RT381高强度,高粘稠度,可以密封25000(-54°至149°C)<10分钟RT48为过盈配合设计的高强度胶60010分钟RT41中等强度,用于拆装服务及轴丞再利用棕褐色500-65°至300°F15分钟RT80高强度高粘度,用与粘合迅速配件绿色1300—2000(-54°至149°C)<15分钟RT62开放时间长红色10000<25分钟产品主要用途颜色粘度(CPS)温度范围固化时间固化性状3M rite-lok平面密封厌氧胶GM74多用途澄色80000-65°至300°F >15mins/24hou rs(-54°至149°C)GM10在刚性装配中制作或修饰衬垫,可丝网印刷:耐高温红色425000-65°至400°F20mins/24hours硬性(-54°至204°C)GM18无须使用底胶即可瞬间密封配套铝制法兰红色500000-65°至300°F30mins/24hours柔性(-54°至149°C)3M rite-lok厌氧胶活化剂AC64丙酮基绿色活化剂,用于非活性或极低温度表面;在涂完后有板有30天开放时间(http:// )。
乐泰胶水-产品介绍
产品描述...乐泰胶水-产品介绍乐泰胶水200™直接还原铁锁定®高强度,preappliedthreadlocker乐泰胶水201™直接还原铁锁定®高强度,高温度,preappliedthreadlocker乐泰胶水2020™黄铜锁定®轻微至中等强度,preappliedthreadlocker设计为黄铜乐泰胶水202™直接还原铁锁定®中等强度,preappliedthreadlocker和密封剂乐泰胶水2033™threadlocker凝胶中等强度threadlocker凝胶,没有运行的公式乐泰胶水203™直接还原铁锁定®低强度,preappliedthreadlocker设计紧固件与磷酸盐和石油涂料乐泰胶水2045™直接还原铁锁定®高强度,高温度,preappliedthreadlocker设计的镀紧固件乐泰胶水204™直接还原铁锁定®高强度,preappliedthreadlocker紧固件设计与镀面乐泰胶水205™直接还原铁锁定®高强度,preappliedthreadlocker高润滑性乐泰胶水2060紫外线™直接还原铁锁定®中等至强度高,preappliedthreadlocker与自己的微型乐泰胶水220™threadlocker中等强度,芯吸级threadlocker小螺丝钉。
乐泰胶水222ms™threadlocker低强度threadlocker小螺丝与军事上的应用。
乐泰胶水222™threadlocker低强度threadlocker为小螺丝。
乐泰胶水232™保留复合介质强度保留复合重型干扰和高扭矩。
乐泰胶水242乐泰胶水threadlocker中等强度,一般用途threadlocker。
乐泰胶水2432™threadlo cker中等强度threadlocker为有效和无效的金属乐泰胶水243™threadlocker一般用途,中等强度,耐油threadlocker。
乐泰使用范围方法及规则(修订版)
特灵空调系统(江苏)有限公司方针 文件号 12P5006-CTV 核心 修订号 A操作文件 工作 日 期 2005-11-4编制: 王凤超审核: 批准:乐泰(Loctite )使用范围、使用方法以及规则1.0 目的本操作文件叙述了乐泰的特性以及使用范围、使用方法、使用规则等以及使用技巧等。
2.0 范围本操作文件适用于特灵空调系统(江苏)有限公司主机产品以及其他所有使用乐泰的地方。
本文件只是通用的规定,如果与工位的OMS 等工艺文件中规定有不同,按OMS 等文件的规定。
3.0 乐泰的种类以及其特性和使用范围3.1 液体螺纹锁固剂3.1.1 乐泰242 螺纹锁固剂 中强度通用型,触变性粘度。
用于M6-M20螺纹的锁固与密封。
是一种可用普通工具拆卸的螺纹锁固剂,具有一定的润滑性以达到精确的夹持负荷。
适用温度:-54℃ – 149℃ ,固化速度:10分钟-24小时。
3.1.2 乐泰243 螺纹锁固剂 耐机油/中强度快速固化,可用于惰性表面,油溶性好。
易拆卸,可在轻微油质污染的工作表面上使用。
用于乐泰预涂剂Dri-Loc 螺栓拆装后重装时锁固。
特灵空调系统(江苏)有限公司方针文件号12P05006-CTV核心修订号 A操作文件工作日期2005-11-4 可以用于M20以下螺纹的锁固与密封。
适用温度:-54℃– 149℃,固化速度:10分钟-24小时。
3.1.3 乐泰271 螺纹锁固剂高强度中低粘度;用于M36以下螺纹的永久锁固与密封。
适用温度:-54℃–149℃,固化速度:10分钟-24小时。
3.1.4 乐泰277 螺纹锁固剂高强度高粘度。
耐化学性优良。
用于M36以下螺纹的永久性锁固与密封。
可防止螺纹生锈及腐蚀,用加热及工具拆开。
3.1.5 乐泰290 螺纹锁固剂渗透级中强度,低粘度,快速固化。
用于已装配好的M2-M12螺纹的锁固与密封。
也可用于密封焊缝,铸件砂眼等(¢0.10mm以下)微孔。
防止螺纹生锈及腐蚀,拆开时需局部加热及工具。
螺纹锁固涂胶作业指导书

螺纹锁固通用作业指导书版本:0编制:审核:批准:2015年7月1日实施1. 范围本指导书适用于动车组,城轨、地铁等车型车体散件制造时的螺纹锁固通用作业。
适用胶种包括乐泰® 222、243、290、262、277。
2. 施工工艺总流程为:清洗—施胶—装配—固化2.1 使用乐泰® 清洗剂755清洗油污较重的螺栓、螺母(乐泰® 243用于无油或轻油螺纹时可免清洗)表面,清除螺孔内及螺栓上的油污及杂质,晾干。
2.2.1 对于通孔工况:将螺栓穿过螺孔,选择合适强度的螺纹锁固胶涂至啮合部螺纹上,装配螺母并上紧至规定力矩,见图1:图12.2.2 对于螺孔深大于螺栓长的通孔工况:选择合适强度的锁固胶涂到螺栓的螺纹上,装配并上紧至规定力矩,见图2:图22.2.3 对于盲孔工况:将锁固胶滴至盲孔底部,选择合适强度的锁固胶涂到螺栓的螺纹上,装配并上紧至规定力矩;如盲孔开口向下,则只需将锁固胶涂在螺栓的螺纹上即可,盲孔内不需涂胶,见图3:图32.2.4 对于双头螺栓工况:将乐泰® 262滴至螺孔中,再在螺栓上涂乐泰® 262,将螺柱装配并上紧至规定力矩;装配其它零件后将乐泰® 243涂在螺柱与螺母啮合部位,装配螺母并上紧至规定力矩;如盲孔开口向下,则孔内不需滴胶,见图4:图4螺栓涂胶螺栓涂胶2.2.5对于预装配型螺纹紧固件(如可调螺钉):装配并上紧至规定力矩后,将乐泰® 290滴入螺纹啮合处,注意不要让胶瓶的嘴碰到金属,以免污染瓶中胶液使胶液,使其自行渗入即可,见图5:图52.2.6装配后用棉签或棉布擦除多余胶液。
见图6:图62.3 施工注意:2.3.1. 施胶前摇晃胶瓶使胶液恢复均匀,使用中尽量避免胶嘴接触金属物质。
2.3.2. 每螺纹啮合部位涂胶应在3~5扣以上,胶液应充分填满螺纹间隙。
2.3.3. 为提高现场作业效率,可将胶液倒在塑料材质浅盒内,将螺栓蘸入,进行快速涂胶,但塑料盒内的胶液用毕不可再倒回原包装瓶内。
螺纹锁固防松密封涂厌氧胶作业指导书

注:a.铜管及铜接头参考迷宫式(喇叭口)扭矩值进行。 b.铁接头与铜螺帽连接时,铁接头与铝螺帽连接,铜接头与铝螺帽连接时, 扭矩值应按上表低性能等级的扭矩值选取。(铜-铝连接,按铝管扭矩值拧紧。)
操作工艺:
(1)、操作前,应检查所装的零部件、外购件的质量及紧固件的规格、 质量是否符合图纸 要求; (2)、凡有扭矩数值规定的紧固件,装配后应采用扭力扳手测试拧紧力距,且拧紧力矩必须符 合规定的数值; (3)、为防止遗漏,装配班组或小组应安排互检。互检合格后,点红色标记。检验员只实施 抽查,抽查合格即可封装出厂。 编制: 校对: 审核: 批准: 日期:
扭矩附表
接头螺纹规格(英、公 制) 7/16(M12)φ 6 9/16"(M14)φ 8 5/8"(M16)φ 9.52 3/4"(M19)φ 12.7 7/8"(M22)φ 16~φ 19 17/16"(M28)φ 22 迷宫式(喇叭 口) 14.9~17.6Nm 20.3~23Nm 24.4~27.1Nm 48.8~52.9Nm 48.8~52.9Nm 70.5~77.3Nm 端面O形圈式 铜管 14.9~17.6Nm 20.3~23Nm 24.4~27.1Nm 40.7~47.5Nm 40.7~47.5Nm 48.8~52.9Nm 铝管 6.8~9.5Nm 10.8~13.6Nm 14.9~17.6Nm 20.3~27.1Nm 28.5~36.6Nm 38.0~44.7Nm
第2页 共2页
螺纹锁固防松密封涂厌氧胶工艺规范 适用范围:本指导书适用于客车空调没有装防松螺母的关键零部件重点处为:迷宫 密封喇叭口螺纹、喇叭口90°斜面,端面密封接头螺纹等60~80%圆周涂胶均匀呈 膜状。 施工工艺流程: 清洗 施胶 装配
固化
(1)、清理擦干涂胶处的污物,确保清洁干净; (2)、使用螺纹密封防松可拆卸、{厌氧胶243(乐泰)3648(上海)适用螺纹M≤20mm,M≥20mm 应采用3577(上海)胶},厌氧胶243(乐泰)3648(上海)涂在迷宫密封喇叭口螺纹外牙和喇叭口 90°斜面上,或端面密封接头螺纹啮合处上;(见图1、图2)
螺纹厌氧胶说明书

Cure time, hours:
固化时间,小时
固化后材料典型性能
物理性能 热膨胀系数,ASTM D69 6, K-1 导热系数,ASTM C177,W.m-1K-1 比热, KJ.Kg-1K-1
80 ×10-6
0.1
0.3
固化后材料特性
(在 M10 钢制螺母和螺栓试样上,22°C 固化 24 小时后
热强度 在标明温度下测试
100
75
% RT Strength
50
25
00
50
100
150
Temperature, °C
% RT strength: 强度保有率%,室温测试 Temperature 0C: 温度,0C
热老化 在标明温度下老化,在 22°C 下测试
使用指南
为获得最好性能,零件表面要求清洁,无油脂.予 涂到螺纹上胶要求有足够的量以达到锁固螺纹。本产品 在小间隙配合中能达到最佳效果 (0.05mm). 大尺寸螺栓可能造成单间隙一致影响产品固化和固化后强度,
本产品设计为可控制摩擦力(扭矩/张力比) 。在 扭紧力矩要求严格的地方 ,可确定此比例。
技术参数
广粘® 243 2012 年 8 月
% of Full Strength on Steel
75
50
No Activator Act. T
25
Act N
0
5min 10min 30min 1hr 3hr 6hr
24hr 72hr
Cure Time, Hours
% of full strength on steel : 在钢件上全强度的%
注意事项
技术参数
广粘® 243 2012 年 8 月
Loctite 乐泰胶使用方法
Loctite 乐泰胶使用方法Loctite 乐泰胶乐泰工业胶黏剂螺纹锁固乐泰螺纹锁固剂是螺纹锁固及密封的一次革命,从精巧的电子零件到重型的结构设备,乐泰液态螺纹锁固胶和乐泰厌氧密封胶的用途十分广泛。
乐泰预涂螺纹锁固剂是一种触摸干燥的胶膜,由紧固件生产厂涂到螺纹紧固件上。
特别适用于工业生产,因为它们省去了在生产线上涂胶过程,提高了装配的速度,并确保了质量。
Loctite 220 螺纹锁固剂中强度,触变性粘度适合于防止震动而引起的松动和泄漏。
特别适合于应用于固定螺丝,小直径或长度紧固件,拆装方便,需要在不破坏螺丝。
符合军标Mil-S-46163A。
Loctite 221 螺纹锁固剂低强度,触变性粘度适合于防止震动而引起的松动和泄漏。
特别适合于应用于固定螺丝,小直径或长度紧固件,拆装方便,需要在不破坏螺丝。
Loctite 222 螺纹锁固剂低强度,触变性粘度适用于大多数金属表面,可用普通工具拆卸。
用于M2-M12 螺纹的锁固与密封。
应用于紧固件直径为1/4quot(6mm)或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
Loctite 225 螺纹锁固剂低强度,触变性粘度适用于大多数金属表面,可用普通工具拆卸。
用于M2-M12 螺纹的锁固与密封。
应用于紧固件直径为 1/4quot(6mm)或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
Loctite 241 螺纹锁固剂中强度特别适合于应用程序不太活跃基体如不锈钢,镀面,其中手工工具拆卸,需要进行维修。
符合军标 Mil-S-46163A。
Loctite 242 螺纹锁固剂中强度通用型,触变性粘度。
用于M6-M20 螺纹的锁固于密封。
是一种可用普通工具拆卸的螺纹锁固剂。
具有一定的润滑性以达到精确的夹持负荷Loctite 243 螺纹锁固剂耐机油/中强度快速固化,可用于惰性表面,容油性好。
易拆卸,可在轻微油质污染的工作表面上使用。
用于乐泰预涂剂Dri-Loc螺栓拆装后重新时锁固。
乐泰胶的选型及使用

螺纹锁固与密封通孔(螺栓,螺母)1.用乐泰清洗剂755清洗螺栓及螺母螺纹表面,晾干。
2.将乐泰促进剂7649喷到螺纹表面,晾干3.选择合适强度的乐泰锁固胶(见7-10)4.将零件组装,螺栓穿过螺孔。
5.将几滴琐固胶至螺栓与螺母齿合处。
6.拧上螺母,上紧至规定力矩。
盲孔(螺钉)1.用乐泰清洗剂755清洗螺钉及螺孔的螺纹,晾干。
2.将乐泰促进剂7469喷到螺纹表面,晾干30秒。
3.选择合适强度的乐泰胶(见7-10)4.滴几滴锁固胶到内螺纹孔底。
5.再滴几滴锁固胶到螺钉的螺纹上。
6.拧入,上紧至规定力矩。
注:锁固胶可避免铝或镁质零件的螺孔由于电化学腐蚀而产生的螺纹剥离问题。
盲孔(双头螺栓)1. 将乐泰清洗剂755清洗螺柱及螺孔螺纹表面,晾干2. 将乐泰促进剂7649喷到螺纹表面,晾干3. 滴几滴乐泰锁固胶262至螺孔中。
注:可以用乐泰271,M25以上用乐泰2774. 滴几滴乐泰锁固胶262至螺柱的螺纹处。
5. 将螺柱拧入,上紧至规定力矩6. 将上其他零件7. 滴几滴乐泰锁固胶243至螺纹处8. 拧上螺母,上紧规定力矩用胶后难以拆开的处理方法11一般情况下,用普通方法可拆开当选用胶的强度过高时,用普通方法(如扳手,螺丝刀)不能拆时,可采用局部加热,将螺纹齿合处局部加热,即局部加热螺母或螺钉至232摄氏度5分钟,趁热拆卸。
预先装配好的螺纹紧固件1. 用乐泰清洗剂755清洗螺栓及螺母,晾干2. 装配好零件3. 拧紧螺母至规定力矩4. 将乐泰锁固290滴入螺栓,螺母齿合处5. 不要让胶瓶的嘴碰到金属,以免污染瓶中胶液。
注:检修时,先复紧螺母,再将乐泰锁固胶290滴在螺栓——螺母赤合处可调螺钉1. 将可调螺钉调整到合适位置2. 滴几滴乐泰290螺纹琐固剂到螺钉----螺孔结合处3. 不要让胶瓶的嘴碰到金属,以免污染瓶中的胶液.注:涂胶后重新调整困难时用焊枪局部加热螺钉到232摄氏度.乐泰锁固胶222也可用于可调螺钉,它的强度比290要低些破损螺纹的修复A. 螺纹修理包上说明进行B. 如果要保证修复后螺纹孔中心线准确,可使用导向定位板(如上图示),在定位板与螺孔之间要铺上一层蜡纸之类薄膜以使其容易分离.C. 拧入螺纹时应轻轻振动,左右转动,以使胶液充满,充实,容易形成教好的螺纹.注:建议不要用这种方法来修复发动机缸头螺柱孔.小直径,西牙螺孔修复方案一:将螺孔加大一级,按标准螺纹修复方法进行修复方案二:将FORM-A-THREAD涂压螺钉上,直接拧入破损螺孔中螺栓永久性锁固法(轻负荷螺柱)A选用合适长度的螺柱B.不可在螺柱上涂模剂C.然后按标准螺纹修复方法修复D.固化30分钟E.按要求装配抗咬合剂7671. 润滑链条:具有渗透性和润滑性,润滑链条销子和销套,延长链条使用寿命2. 润滑细牙螺栓或螺柱:76759的粘度很低,适合润滑细牙螺纹;而较稠的膏状抗合剂则会被齿尖剂出齿合部.3. 润滑盲孔螺柱,螺钉A.喷入螺孔(盲孔)要少喷B.喷在螺栓的螺纹部位C.拧入上紧注:所有乐泰抗咬合剂都有金属充的,如果在盲孔中用量过多,螺栓拧入时将过分受压而引发一些潜在的问题抗咬合剂选用指南用途最高工作温度产品编号包装规格通用871度7673280Z高温1315度7712480Z链条润滑871度76759340GM螺栓润滑871度76759340GM螺纹锁固密封胶选用指南用途强度产品编号颜色小螺钉低222紫螺栓与螺母中243兰已预紧螺钉中290绿螺柱与螺母高262红螺柱(<M25)高262红螺柱(>M25)极高277红什么情况下要使用乐泰促进剂?一般情况下,在使用乐泰螺纹锁固胶前不必使用乐泰促进剂(尽管在前面每一节都使用促进剂作为一个操作步骤).但在下述条件下,则有必要使用:1. 加快固化速度:能较快地使设备重新投入运行2. 间隙大时:深和间隙教大的螺纹3. 温度低时:温度对胶的固化速度影响教大,一般在10度以下使用时必须使用促进剂4. 促进剂也兼有清洗之功能标准管螺纹接头(液压和气管路)1清洗螺纹,将乐泰促进剂7649喷在内,外螺纹处,晾干注:黄铜件不需喷促进剂2.沿外螺纹涂一圈乐泰565,管端空出1—2扣不要涂3.仔细装好管件,不要拧得过紧4.起始工作压力超过79BAR时,需固化30分钟.注:不锈钢管件577,精细过滤器零件污染系统,用569(545)不能用来密封纯氧或强氧化剂(氯气)管路不能用于PVC或ABS塑料管件如果要密封非石油基的其他化学品或强酸碱性介质应先查阅”密封介质相容性一览表”活接头1. 拆开管接头,用乐泰促进剂7649喷洒,晾干2. 将乐泰管路螺纹密封剂565涂在密封座面上,薄薄一层3. 将乐泰565涂在外螺纹上,形成一周4. 自己接好接头卡套式管接头1. 松开卡套螺母,将卡套后退20MM2. 用乐泰促进剂7649喷撒所有零件的赤合部,晾干注:黄铜件不用喷乐泰促进剂76493. 在管子装卡套的位置薄薄地涂一层乐泰5674. 将卡套滑移到安装位置,然后在卡套上涂一薄层乐泰5675. 在管接头外螺纹上涂一薄层乐泰5676. 装好,按常规上紧螺母注:不能用于塑料管接头和管件锥形密封管接头1. 拆开接头,用乐泰促进剂7649喷洒所有齿合面,晾干.2. 在密封座面上涂一薄层乐泰5773. 在外螺纹上涂一周乐泰5774. 自己装好,按常规上紧软管接头(气压,液压系统)1. 用乐泰促进剂7649喷洒管接头螺纹处,晾干2. 将管接头锥度端左右转动插入橡胶管内3. 用管夹卡紧胶管4. 将乐泰545涂到接头螺纹处,形成一周,自己上紧注:乐泰545可能对合成橡胶有腐蚀管路螺纹密封剂选用指南应用产品适用即时密封最大密最大密封工作编号促进剂压力封压力蒸汽压力温度不锈钢及PST567764934.5Bar690Bar9Bar-54-204其他金属固化24小时液压气动569764934.5Bar690Bar9Bar-54-149系统固化24小时液压力气动545747134.5Bar690Bar9Bar-54-149系统固化24小时除不锈钢管565764934.5Bar69N/MM^2-54-149件外的大多固化24小时数金属管件不锈钢及577764934.5Bar69N/MM^2-54-149其他金属1. 修补可燃液体罐时应采取适当安全措施,不要用来修补压缩气体容器2. 用乐泰清洗剂755洗修补区3. 用砂布打磨修补区,再清洗4. 准备一块比修补孔略大的金属片5. 按说明书调配乐泰环氧胶Fixmaxter快速固化环氧胶6. 在打磨区内涂一薄薄胶层7. 马上将金属薄片贴在胶层上盖住孔8. 再涂一层胶,盖住金属片和胶层19. 涂胶后的固化时间A. 储液罐-----1小时B. 低压(<10Bar)----1小时C. 超过10Bar的高压不适用10. 最后按需要做喷漆表面处理油罐,油箱裂缝1. 在裂缝两端钻孔以防裂缝扩展2. 然后按前述步骤进行油罐(箱)针孔按前述步骤进行,但不必加金属片铸件及焊缝1. 修补可燃性液体罐时应采取适当安全措施.不要来修补可压缩气体罐2. 用钢丝刷刷净微孔区油漆,铁锈等3. 用乐泰清洗剂755清洗微孔区4. 微孔区局部加热至121度左右5. 冷却至85度左右6. 将乐泰290刷涂在微孔区注:钢件85度铝件.不锈钢48度通气孔或砂眼不宜采用此法最大密封空隙0.125MM7. 一般情况固化时间为30分钟,密封压力最高可达10BAR,固化时间需1小时8. 用乐泰清洗剂755清洗修复区的多余胶液,但不可打磨9. 按需要涂漆注:铸件微孔渗漏也按此步骤进行新焊缝---预防性密封1. 趁热敲焊查2. 当焊缝温度降至121度左右涂胶3. 再按上述步骤进行铸件平面1. 用乐泰垫片清除剂清除残余衬垫和油污,如有必要可以机械清除,但不要打磨清除2. 用乐泰清洗剂755清洗配合表面,晾干3. 将乐泰促进剂7649喷在一个面上,晾干1-2分钟4.在另一个面上涂乐泰厌氧平面密封胶518形成一连续封闭胶线将需密封部位围起,螺钉孔周围也须围起5. 对准合拢,上紧螺钉,注意避免错移,涂胶后不必马上装配但最长不要超过45分钟6. 固化时间:根据密封压力确定A. 无密封压力----马上可工作B. 低压(<34.5BAR)-----30-45分钟C. 高压(34.5BAR—172.5BAR0-----4小时D. 超高压(172.5BAR—345BAR)----24小时厌氧型平面密封胶选用指南用途产平编号填充间隙工作温度高温5100.05MM-54-204度通用5150.125MM-54-149度铝表面5180.125MM-54-149度涂覆密封常规衬垫1. 用乐泰垫片清除剂790清除残余的原衬垫和油污,如有必要可以铲除,但不要打磨清除2. 用乐泰清洗剂755清洗配合表面3. 将乐泰促进剂7649喷到相结合的两个面上和预切式衬垫两面,晾干1-2分钟4. 用清洗的刮板将乐泰厌氧型平面密封胶510,518,或515涂在预切式衬垫两面5. 将衬垫对准放在一个平面上并马上将另一零件盖上,不要平行错移注:如果压紧螺栓是盲孔,要将乐泰锁固胶243滴在盲孔中和螺栓螺纹处,然后按常规上紧如果是通孔,只需将乐泰243涂在螺栓螺纹处即可6. 按规定上紧螺栓冲压件---大间隙1. 用乐泰垫片清除剂790清除残余的原衬垫和油污2. 用乐泰清洗剂755清洗配合面,晾干3. 将乐泰硅橡胶587涂在一个面上,形成一个连续的封闭胶圈将密封部位和螺孔围起,注:根据密封面宽度和密封间隙来决定胶条直径用胶量不宜多,尽量减少被挤出密封之外的胶量4. 十分钟之内拢装配,加压并上紧螺钉5. 擦去被挤到外面的胶液6. 固化时间取决于温度,湿度和间隙.一般完全固化需24小时乐泰硅橡胶选用指南用途产品编号密封间隙工作温度通用5876MM-59-260度内燃机用5986MM-59-329度汽车用56996MM-59-329度注:硅橡胶用于极高温度密封,许多性能会丧失硅橡胶不能用来密封高压,厌氧胶密封高压普通硅橡胶为什么不可用作机电产品的密封材料?1. 普通室温硫化橡胶(有醋酸味道)不能用来密封封闭系统如齿轮箱,电器箱等.因为乙酸固化会腐蚀内部机件如轴承,接触器等.乐泰硅橡胶则无此缺点2. 普通室温硫化硅橡胶(有醋酸味)不能用来密封工作温度较高的润滑油系统如油底壳等.它会被溶胀并失去密封能力.乐泰硅橡胶则无此缺点3. 普通室温硫化硅橡胶(有醋酸味)高挥发性不能用于传感器附近.因为它在固化时释放出的微粒会包住传感器而使传感器失灵.乐泰硅橡胶则无此缺点4. 普通室温硫化硅橡胶(有醋酸味)不能用来密封燃油系统.它会被溶胀并失去密封能力.乐泰硅橡胶或厌氧胶则无此缺点轻载常拆卸的键配合组件1. 用乐泰清洗剂755清洗所有零件,晾干2. 用乐泰促进剂7649喷涂涂胶的表面,晾干3. 将乐泰固持胶660涂在键槽内和键两侧4. 在与键槽相对的轴颈上涂一点660,或绕轴颈均匀地隔一段涂一点6605. 装配,擦去外溢胶液6. 在止动螺钉上涂一点乐泰6607. 上紧止动螺钉8. 5-10分钟即可工作注:径向间隙超过0.254MM则不宜用此法严重磨损键槽(滚键)的修复拆卸1. 用锤子敲击键和皮带轮2. 用常规方法拉出皮带轮重载荷配合的组件装配1. 用乐泰清洗剂755清洗配合件,晾干2. 将乐泰固持胶660涂在键盘槽,键和轴颈配合部3. 装机,擦去多余胶液4. 将乐泰固持660涂在止动螺钉上5. 上紧止动螺钉6. 30分钟即可工作注意:间隙超过0.125MM时应使用乐泰促进剂7649喷洒轴颈和键槽间隙超过0.254MM(轴颈后键槽)则不宜用乐泰660修复严重磨损键槽(滚键)的修复拆卸1. 用锤子敲击皮带轮和键2. 局部加热至232度5分钟3. 趁热拉出皮带轮修复严重滚坏的键槽1. 测定键的两两边间隙2. 按间隙选取合适的金属垫片并整平3. 用乐泰清洗剂755清洗配合件4. 用乐泰促进剂7649喷洒配合件,晾干5. 将乐泰固持胶660涂在键槽中6. 装入垫片7. 键和垫片内侧涂乐泰固持胶660,装配8. 固化30-60分钟后即可工作注:使用金属垫片是为了缩小间隙最大间隙超过0.254MM不宜用乐泰660不用促进剂7649,间隙小(0.05-0.10MM)并让其长时间固化(4-24小时)时)时强度很高此方法仅限于做应急性修理由于上述损坏的程度相当严重,这种方法仅作为更换新零件之前的一种应急手段严重磨损的轴1. 测定最小径向间隙2. 按间隙加工衬套,衬套外径与轴承内孔保持滑配合3. 用砂布打毛轴颈外颈4. 用乐泰清洗剂755清洗配件5. 将乐泰固持胶680(660)均匀涂在轴颈配合处6. 装入衬套7. 将乐泰固持胶660涂在衬套外圆8. 装入衬轴9. 固化30-60分钟注:使用衬套是为了缩小间隙最大间隙超过0.254MM不宜用乐泰660不用促进剂7649,间隙小(0.05—0.10MM)并长时间固化(4—24小时)时强度最高滑配合1. 加工轴,使轴颈与孔径向间隙为0.05MM滑配合表面粗糙度为Ra3.2-1.6(二次加工)2. 用乐泰清洗剂755清洗配合部位3. 用乐泰促进剂7649喷洒配合件内孔及外圈4. 用乐泰固持胶660涂在轴颈配合部5. 装配,不用转动6. 擦去多余胶液7. 固化十分钟后工作已磨损的轴除按上述步骤进行外1. 测定径向间隙2. 如果间隙超过0.125MM时必须使用促进剂76493. 大间隙时需要采取措施,来保持同轴度4. 间隙大需要固化时间也长(30-60分钟)5. 径向间隙超过0.254MM不宜用乐泰660修复6. 参考严重磨损的轴,注:使用乐泰促进剂7649后,乐泰660固化非常快滑配合—重载荷1. 加工轴,使轴颈与孔径向间隙为0.05MM滑配合.表面粗糙度为RA3.2-1.6(二次加工)2. 用乐泰清洗剂755清洗配合件3. 不使用乐泰促进剂76494. 将乐泰固持胶660涂在轴颈配合部5. 左右转动并徐徐装入轴承6. 擦去多余胶液7. 固化二小时后工作已磨损的轴1. 测定径向间隙2. 如果间隙超过0.125MM时必须使促进剂76493. 大间隙时需用垫片来找正中心4. 间隙大需要固化时间长(30-60分钟)5. 径向间隙超过0.254MM不宜用乐泰660修复6. 参考严重磨损的轴最高强度1. 按上述步骤进行,胶种为乐泰固持胶680配合促进剂7471或不用2. 固化24小时后工作最高工作温度(204度连续)1. 按上述步骤进行,胶种换为乐泰固持胶620,使用促进剂7471,持续工作温度可达204度拆卸1. 按常规方法拉出2. 如有必要,局部加热至232度5分钟,趁热拉出压入配合1. 用乐泰清洗剂755清洗内孔与轴颈2. 将乐泰固持胶603滴涂在轴颈导入口周围后导入区周围,形成完整一周.注:涂在轴上当压入时会被挤出.不能使用乐泰抗咬合剂或类似产品3. 按通常方法压入,擦净多余胶液4. 不需要固化时间,马上便可以工作注:乐泰固持胶603粘度低,具有浸润性台阶轴1. 将胶涂在内孔2. 按上述步骤装配新件装配1. 找出与轴相配合的轴承2. 扩大座孔或减少轴外径,径向间隙保证0.05—0.10MM滑配合3. 用乐泰清洗剂755清洗配合件,并喷乐泰促进剂76494. 轴承外圈涂几条乐泰固持胶6605. 装入座孔,不要转动6. 擦去多余胶液7. 固化5分钟后工作磨损件装配.除按上述步骤外1. 测定最大径向间隙2. 如果最大间隙超过0.125MM则必须使用乐泰促进剂76493. 大间隙时需用垫片找正中心4. 间隙大需要固化时间也长(30-60分钟)5. 间隙超过0.254MM时不宜用乐泰660修复6. 参考严重磨损座孔新件装配1. 找出与轴配合的轴承2. 扩大左孔或减少轴外径,径向间隙保证0.05-0.10MM滑配合3. 用乐泰清洗剂755清洗配合件4. 不用乐泰促进剂76495. 用乐泰固持660均匀涂在轴承外径上6. 边运转边将轴承装入座孔7. 擦去多余胶液8. 固体化二小时后工作磨损件装配除按上述步骤之外1. 测定最大径向间隙2. 最大径向间隙超过0.125MM时应使用乐泰促进剂76493. 大间隙时需用垫片来找中心4. 间隙大需要固化时间也长(30-60分钟)5. 间隙超过0.254MM时不宜用乐泰660修复6. 参考严重磨损座孔拆卸拆卸1. 按通用方法拉出2. 如有必要,局部加热232度5分钟3. 趁热拉出严重磨损座孔1. 用砂布磨毛座孔2. 用乐泰清洗剂755清洗座孔3. 用乐泰清洗剂755清洗轴承外圈,涂上乐泰螺纹修补脱模剂,晾干4. 按说明书调配好螺纹修补剂5. 涂到轴承外圈薄薄一层6. 放入座孔,保持同轴度7. 用螺纹修补剂填实座孔与轴承之间的空隙8. 擦去多余胶液9. 固化30分钟10. 拉出轴承11. 清洗干净轴承外径的脱模剂12. 用砂布磨毛修复过的座孔并清洗干净13. 如有必要在轴承外径涂乐泰固持胶660.装入座孔14. 此法用于轻负荷座装配部件此方法仅用于应急性修理由于上述的损坏程度已相当严重,此法只能作为更换新零件之前应急手段如何保证同轴度1. 将轴承放到座孔中2. 在周围上找三个等分支承点3. 测定这三个支点的径向间隙4. 根据间隙确定垫片厚度5. 作好垫片,宽度3MM,长度为孔深6. 用乐泰瞬干胶480将垫片粘接在座孔上确定的三点7. 参考滑配合----重载荷修复方法进行严重不均匀磨损1. 将轴承放到座孔中2. 在圆周上找三个等分支承点3. 测定这三个支点的径向间隙4. 按每个点的间隙制作三块垫片(由于不均匀磨损,三个点间隙不同垫片厚度也不同)5. 用乐泰瞬干胶480将三块垫片,粘接到座孔上确定的三点6. 参考严重磨损座孔修复方法进行此法只作为应急性修理!由于上述的损坏程度已经相当严重,此法只能作为更换零件之前的应急性临时修复手段金属密封件的密封和固持1. 用乐泰清洗剂座孔及密封件外圈,晾干2. 用乐泰促进剂7469喷洒座孔及外圈,晾干3. 将乐泰锁固胶243涂在金属密封件外圆上导入口处注:除243外其他乐泰胶种都可以用,但要选强度低的,因为正常的间隙和强度仅要求低强度胶种4. 按通常方法装配5. 擦去多余胶液6. 固化30分钟后工作.注:也用于严重磨损的密封座以防止渗漏和窜动一般不需刮去外圆上原来涂的密封剂乐泰固持胶选用指南应用产品编号使用的促进剂轴装配----压入配合603--------------------不用轴装配----滑配合小间隙(径向间隙<0.10MM)609--------------------7649大间隙(径向间隙<0.50MM)660--------------------7649最大强度(径向间隙<0.25MM)680--------------------7471最高温度204度(径向间隙<0.10MM)620---------------------7471 装孔装配------压入配合最大强度609------------------不用底强度243------------------不用座孔装配------滑配合最大强度680(660)---------------不用高强度660-----------------不用可控强度660-----------------7649底强度243-----------------7649注:在软金属(铝,青铜等)上,剪切强度比钢,铁件要低些间隙大,剪切强度低推荐加工表面粗糙为RA3.2—1.6粘接一般原则一.,5大条件A被粘接材料是哪一类橡胶,塑料?是多孔的还是光滑的或粗糙的?B.使用工况工作温度?是否受冲击载荷?是潮湿环境还是在水里工作?C.受力状况避免剥离力和劈裂力D.用胶量是用胶填充间隙还是桥接?用胶量有多大?E.固化速度粘接后多长时间可以使用?二.选择胶种(见乐泰粘接胶选择指南)三.粘接表面预处理A.表面必须净洁,无油,油脂或其他残余物B.粘接区无油漆以保证最大粘接强度C.难粘接材料选用适当表面处理剂聚氯乙烯用乐泰促进剂770聚四弗乙烯使用合适的蚀刻剂E. 用水基清洗剂清洗过的表面要用酒精擦四.应用技术A按胶粘剂包装盒上说明操作B.在一个被粘表面施尽量少的胶液.,如有必要在另一表面上施促进剂C.对准合拢,不要错移,并施一均匀的夹紧力D.尽量增加固化时间设计要点1. 受力状态:尽增大剪切力,减少剥离力和劈裂力,增大压缩力,减少拉伸力2. 增大接头宽度比增加搭接长度有利乐泰粘合指南应用产品编号产品特点通用,使用于橡胶495通用型,中低粘度塑料件粘接20—30秒固定通用,使用金属粘接496中粘度,30--0秒固定粘合难粘材料和多孔材料401中粘度,5—20秒固定粘合大间隙及难粘材料406低粘度,10—20秒固定如橡胶和塑料等耐冲击力强,代替环氧胶480中粘度,60—120秒固定多孔材料粘合454通用型,高粘度,瞬干胶不流淌,5—20秒固定适于电子器件粘合460低粘度,低气味,无白化现象,30—70秒固定适于工作温度高达4210中粘度,耐高温120度高达120度粘合热老化强度是普通的10倍聚四弗乙烯,聚丙烯770作为406或100系列促进弗橡胶,聚乙烯粘接剂,有较粘接难粘材料其他用途同326319粘底低,流动性好,固化速度快适于不同材质的粘接326通用型,固化速度快,耐温如:金属,玻璃,磁铁性,耐融性好不锈钢,铝等,配用促进剂7649适于受弯曲的金属薄片320通用型,柔性好,耐剥离粘接,也适于多孔材质力冲击力性能好现场自制O型圈现场维修时,总会遇到O形密封圈破损,一时又找不到合用的,往往会因一只O形圈延误工期,或外购或制模压制,既耽误时间,又浪费金钱.乐泰公司提供O形圈维修盒是一个O形圈仓库,可以利用其中的O形橡胶条,乐泰瞬干胶406和专用切割工具在现场一分钟之内制成合用的O形密封圈,既解决了燃眉之急,又减少O形密封圈的储存使用方法1. 切断所提供的切割用尺子上有与胶圈直径相符的孔洞,其旁边标有名义直径,尺子两侧有长度刻度,分为公制和英制两个系列,选好合用直径胶条并侧好所需长度将胶条插入相应孔中,用盒子中的锋利刀片切断,确保断面与轴线垂直,切口平整,紧接第二步,保证切口新鲜2. 施胶将乐泰瞬干胶滴到切开的一上断面.胶液尽量少,只要粘合后能覆盖住整个断面即可,不可接触皮肤,紧接作第三步,否则胶液会固化3. 粘合切割用尺子两端各有一V形槽,其作用是在粘合时保证轴重合,将胶条一端放在V 形槽中贴平,另一端沿V形槽滑动使两端面紧紧贴合,压紧15秒钟清洗零件乐泰公司零件清洗专用清洗液的注册商标为NaturalBule.它是一种高效清洗剂,一般可采用下述方法来提高清洗效果A,高浓度,用高浓度NaturalBule.清洗零件上的油秭B,长时间.使被清洗零件较长时间接触NaturalBule.C,提高水温,用65—82度的水来稀释D,冲洗,刷洗零件使用方法1. 用水稀释N.B浓缩液至适当浓度2. 采用喷洒,浸泡或用抹布将清洗液施于零件表面3. 浸泡或刷洗4. 用水冲洗污垢等5. N.B不含任何有害物质,符合美国联邦和地方法规,如果其中混入有害污垢则对排放要慎重洁手液乐泰提供的高质量环保型洁手液的注册商标为FASTORANGE能有效出污而不伤害皮肤,不用水洗就可轻而易举地除去油字,灰尘,油漆,油墨等,而且含有芦荟,羊毛脂,荷荷芭油等护肤素,可防止皮肤粗糙干裂包装规格及产品定货代号用途及品名包装规格定货代号螺纹锁固与密封低强度/触变性粘度22250ML装瓶23878中强度/可拆卸24250ML装瓶23398中强度/容油性好/可拆卸24350ML装瓶23962渗透级29050ML装瓶23406高强度26250ML装瓶23400高强度27150ML装瓶23402高强度耐高温27250ML装瓶27240高强度27750ML装瓶23404螺纹修理包4.8MLKIT28654抗咬合剂通用767227G刷涂罐76732高温771227G刷涂罐77124螺栓/链条润滑767340G喷射罐76759铜咬合剂C5-A454G刷涂罐51006高纯度N-5000454G(1/B)刷涂罐51269管路螺纹密封液压气动系统54550M管装23410冷冻剂密封554250ML瓶装55441中强度即时密封56550ML管56531耐高温/不锈钢及其他金属56750瓶装22648 液压气系统56950瓶装25230通用型/粗牙螺纹57750瓶装23411本体破裂,渗漏修补微孔焊缝渗补29050瓶装23406平面密封----厌氧胶高温用51050ML管装22649通用51550ML管装22645铝表面50ML管装22646冲压件平面密封----硅橡胶通用58785G管装25641RTV/脱醋酸固化59685G管装59630内燃烧机59885G管装25751汽车用569985G管装18718聚氨脂密封剂39916290G(10.2Z)筒39916 键,轴及座孔装配容油性60350ML瓶装18949低粘度60950ML瓶装23412压力配合件修复66050ML瓶装22647高强度68050ML瓶装23416耐高温62050ML瓶装25124高强度/快速固化64850ML瓶装23414粘接表面不敏感型瞬干胶40120GM瓶装25633表面不敏感型瞬干胶40620GM瓶装25634表面不敏感型瞬干胶4543GM瓶装45404塑料粘接型瞬干胶49520GM瓶装25639金属粘接型瞬干胶49620GM瓶装25640低气味/低白化型瞬干胶46020GM瓶装46017 增强型瞬干胶48020GM瓶装21800。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
242螺丝固定厌氧胶
1、产品特性:
1、242螺丝固定厌氧胶有一定的触变性,不易流动、易拆卸、用于M10以下的螺纹锁固于密封,典型应用于螺钉,螺母锁固与密
封丝等。
通用型,触变性粘度。
用于M6~M20螺纹的锁固与密封。
是一种可拆卸螺纹锁固剂。
具有一定的润滑性以达到精确的夹持负荷。
2、可承受大多数溶剂、化学品及恶劣环境,锁固螺母、螺栓和螺钉以避免因振动而引起松动,最大限制的保证产品可靠性,使
用方便、使用量少。
3、产品不含溶剂、不挥发、极快的粘着速度能快速接着表面酸性、密度轻松、多孔性的材质。
4、永久固定,用于直径达25mm的螺栓锁固。
锁固引擎螺栓,气缸体螺栓,水泵之螺栓等。
2、产品用途:
1、本产品广泛用于航天、军工、汽车、机械制造中。
2、例如:机械螺纹件的锁紧仿松和密封防漏,轴承、轴套、齿轮等的装配固持,法兰或平面接合面的密封,铸件、焊件的微孔
堵漏,气动、液压管路的密封锁紧等。
3、使用方法:
1、使用前将粘接面的油污用棉布擦试干净。
2、将本产品直接涂于粘接面即可,数分钟内即可粘接上。
4、技术参数:
颜色:蓝色
粘度(mPa.s):1200/5000
平均拆卸力矩:4.9N.m
平均破坏力矩:12.4N.m
乐泰242螺纹锁固剂的耐温:-54℃至150℃
5、注意事项:
1、本品对皮肤和眼睛有轻微刺激性,若不慎溅入眼睛,请立即用大量清水冲洗,如仍有不适须到医院检查。
2、皮肤接触后请立即用肥皂和大量清水冲洗。
3、在良好通风处使用,排除水汽、灰尘、杂物对粘接的影响。
4、贮存:阴凉干燥处保存。
6、包装规格:
1L/支250ml/支50ml/支
7、保质期:
1、三年(请保存在干燥的室温10-26℃环境下)
8、说明:
本文所含的各种数据仅供参考,并确信是可靠的。
对于任何人采用我们无法控制的方法得到的结果,我公司概不负责。
决定把本产品用在用户的哪一种生产方法上及采取哪一种措施可防止产品在贮存和使用过程中可能发生的损失和人身伤害都是用户自己的责任。