精梳竹_棉混纺斜纹面料的试制
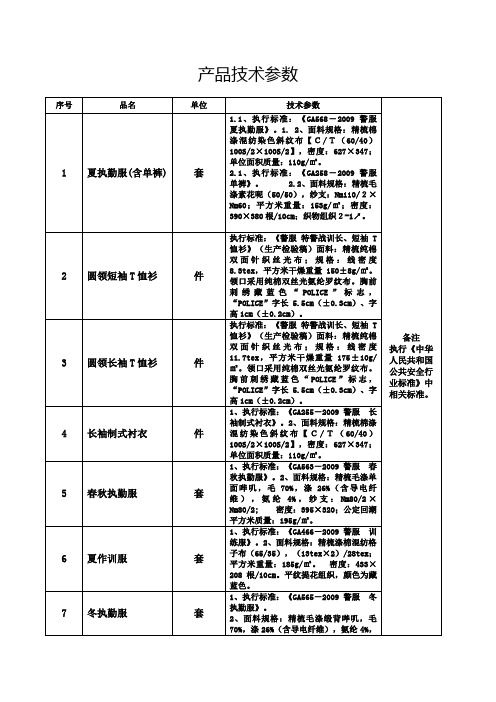
产品技术参数
2
圆领短袖T恤衫
件
执行标准:《警服 特警战训长、短袖T恤衫》(生产检验稿)面料:精梳纯棉双面针织丝光布;规格:线密度8.3tex,平方米干燥重量150±8g/㎡。领口采用纯棉双丝光氨纶罗纹布。胸前刺绣藏蓝色“POLICE”标志,“POLICE”字长5.5cm(±0.3cm)、字高1cm(±0.2cm)。
15
绒手套
付
执行标准:《QB/T1617-92氨纶手套》。
16
雨衣
150套
执行标准:《GA392-2009警服雨衣》面料:聚氨酯湿法涂层雨衣布;规格:83dtex/36f×89dtex/72f,密度:610×380/10cm,二上一下右斜纹;聚氨酯涂层;单位面积质量≤165g/m2,幅宽≥144cm.
3
圆领长袖T恤衫
件
执行标准:《警服 特警战训长、短袖T恤衫》(生产检验稿)面料:精梳纯棉双面针织丝光布;规格:线密度11.7tex,平方米干燥重量175±10g/㎡。领口采用纯棉双丝光氨纶罗纹布。胸前刺绣藏蓝色“POLICE”标志,“POLICE”字长5.5cm(±0.3cm)、字高1cm(±0.2cm)。
13
棉皮鞋
双
341.00
420
143220.00
14
特警战训靴
双
422.00
420
177240.00
15
绒手套
双
19.00
1059
20121.00
6
夏作训服
精梳棉竹大豆蛋白羊绒混纺针织纱生产实践
关键词 : 大豆蛋白纤维; 竹纤维; 山羊绒 ; 织纱 ; 针 工艺 中图分类号 :S 22 1 T1 . 1 文献标识码 : 0 B 文章编号 : 0. 1( 0 ) - 4- 1 1 452 6 1 0 1 2 0 7 0 20 0 P o u t n P a tc fCo b d Co t n Ba r d ci r c ie o m e to mb o S y e n o o o b a Pr t i s me e Bl n e it g Ya n o en Ca h r e d d Kn ti r n
Ke o d yW r s S y e n P o en F b r a o ie ,C s me e o b a rt i i e ,B mb o F b r a h r ,Kn t n a ,P o e sn iig Y r t n rc sig
为满足市场需求 , 我们将棉与竹纤 维 、 大豆蛋 白纤维 、 羊绒按 7/0 55比例混和 , 02 // 以赛络纺技 术纺制了 1. x 4 5t 针织纱 , e 既体现出竹纤维 的优 良特性 , 又提高了纱线的强力和条干水平, 并且使
Ho neg K n uzi L ajn uWefn a gR i i ou h Y
( e i ru ehuH nf gT xl o ,t.S ad n ) D ma G opD zo eg n eteC . Ld ,hn og n e i
Ab t a t T e eo o e ot n b mb o f e o b a r ti i e a h r ln e n t n a n r t a - s r c o d v lp c mb d c t a o i r y e n p o en fb rc s mee be d d k i i g y r ,p er t o b s t e me t s d n ( s y e n p oe n f e .fu a maei l r l e i g s p r t l ,a d be d d i rwi g p o e s n o e t o b a r ti b r o rrw t r e si rn e a aey n l n e n d a n rc s .1 wa ) i a we v
棉涤混纺斜纹布
边的压差保持一定,测量空气的流量大小或在单位时间内通过织物的流量体积。 测试参数由控制按钮输入CPU数据处理中心,当仪器工作时由CPU通过反馈调节装置
调节吸风机控制吸风量,前室压差P1、后室压差P2随吸风量变化而变化。其中(P1-P2) 为两室压差△P,P0-P1为织物两面压差△P0(亦即定压值),测试时,△P0、△P由传 感器将其转化为数字信号输入CPU,通过反馈调节装置改变吸风量,使织物两面压差达到 规定值(一般为50Pa;100Pa;200Pa;500Pa),而两室压差△P读入CPU后,由内置程序自 动换算成织物的透气率(mm/s),并在透气率显示屏上显示出。
• 五、实验数据 • (1)、径向
指标 编号
1 2 3 4 5 最大值 最小值 平均值 均方差 CV值%
断裂强力(cN)
2287.6 2406.3 2376 2286.7 2277.1 2406.3 2277.1 2326.7 59.905 29.88 30.68 29.27 30.68 29.25 29.82 0.59 1.97
传热系数:U2=U0*U1/(U0-U1), 式中:U0——无试样试验板传热系数(w/㎡.℃) U1——由试样试验板传热系数(w/㎡.℃)
克罗值:CLO=(1/0.155)U2 克罗值:一个安静坐着或从事轻度脑力劳动的人(代谢产热量为209.2 KJ/ ㎡·h),在室温21℃,相对湿度小于50%,风速不超过0.l米秒的环境中·感 觉舒适并维持其体表平均温度为33℃时,此时所穿衣物的保温值为1克罗值 (1CLO=0.155℃*㎡/w)。
• (2)、纬向
指标 编号
1 2 3 4 5 最大值 最小值 平均值 均方差 CV值%
开发竹纤维精梳棉混纺织物的实践

竹 纤维 纱线 在外 力 作用 下 易产 生 塑性 变形 ,
纱线 弹性 强力 下 降 , 断头 增加 , 子 易发 生脱 圈 , 筒
因此 各道 工序 张力 宜 小 , 在整 经工 序 中我 们 要做 到 张力 、 卷绕 、 排列 三均 匀 , 外经 轴 边盘 须 保持 另
浆 率不 宜 过 高 , 须 注 意 上浆 的均 匀 性 , 浆 率 但 上 比纯 棉 同类产 品低 1 个百 分 点 。 ~2
工艺 原则 。
产 了竹 纤维 / 梳棉 6/097e与竹 纤维 / 梳 棉 精 04 . x t 精
6 /01 .t 交织 的贡缎 产品 。 04 4 e 5x
1 产 品 规格
织物 门幅 : 1e 织 物 组织 : 3 0 m; 五枚 三 飞缎 纹 ; 经纱 密度 :8 ] /O m; 6 1 ̄ l c 纬纱密 度 :3 根/0 m; f 4 3 1 e 机 型规格 : 多尼 尔3 0 8 型喷气织机 。
产过 程 q, 制伸 长 、 理 上浆 , 高织 造开 口清晰度 , 少断 纬和 纬停做 了大量探 索。 -控 合 提 减
【 关键 词】 竹纤 维 ; 精梳 棉 ; 经 ; 纱 ; 整 浆 织造
【 中图分类 号】 S 0 . T 165
随着人 们生 活 水平 的不 断 提高 , 们 对生 活 人
易于渗 透 , 故宜 采用 轻 加压 重 被覆 的措 施 。加 之 又是 高 支 高密 品种 , 应 以增 加 被覆 , 高 强力 更 提 为 主 。过 高 的压 浆 力 往 往 是重 渗 透 而 削 弱 了被
覆 , 高支 纱 线 上浆 不 太 理 想 , 以我 们 最终 选 对 所
221 浆纱配 方 的选择 .. 竹 纤维 分子 结构 与 淀粉 十分 相 似 , 因此 浆料
竹/棉混纺弹力针织物染整工艺

书山有路勤为径;学海无涯苦作舟
竹/棉混纺弹力针织物染整工艺
前言
竹纤维是以天然竹子为原料,经特殊化学处理,提取竹子中的纤维素,
使之成为糊胶状竹浆粕;再经制胶、纺丝等工序制造成的再生纤维素纤维。
这是近年来问世的继莫代尔、大豆蛋白纤维和甲壳素纤维等产品之后又一种新型天然纺织原料。
竹纤维与其它纤维素纤维或化学纤维的混纺织物用于各种服装面料,可制作衬衫、西服、休闲服、针织内衣、T恤衫等,还可制成床上用品,使面料的功能更趋健康、时尚,而且绿色环保。
竹纤维内部中空结构和表面微孔的特殊形态,赋予其良好的吸湿性和透
气性,比其它纤维更适合制作运动衣、夏季服装及贴身衣物。
竹纤维本身具有很好的天然抑菌性,能有效控制有害细菌的滋生繁殖。
竹纤维还具有很好的紫外线屏蔽作用,保护人体不受紫外线伤害。
但竹纤维面料存在易折皱、保形性差、易擦伤起毛、强力不佳等缺陷,与棉纤维混纺存在上色不同步,呈暗横条现象。
因此,在设计染整工艺路线时,必须充分考虑竹纤维的优缺点,扬长避短。
1 生产实践
1.1 原料
l9.7 tex+3.3 tex(32s +30D)竹/棉(70/30)全衬弹力布(70%竹纤
维与3O%棉纤维混纺成32s 纱,加7%30D氨纶丝)
1.2 设备
希腊SCLAVOS全自动高温高压双溢流染色机;瑞士桑泰克斯(Santex)轧水松式烘干机;德国BTM巴布科克开幅定形机
1.3 染化料
专注下一代成长,为了孩子。
9.7tex竹原纤维棉纤维混纺纱的试纺
收 稿 日期 : 0 0 0 .2 2 1 -5 1
断 裂 强 度
/c . tx 3. 9 N de ~ 4
1. ~ 3. 2. 9 1 1 7 ~1 0
2 4
伸 长率/ 5 1 % .
摘 要 : 探讨 竹原 纤维棉混 纺纱生产 工艺。分 析 了竹原纤 维的特性 , 针对 纤维粗硬 、 纺性 差的特 点, 可 通
过 竹 原 纤 维 的 预 处 理 , 高其 可纺 性 。采 用 原 料 混 和 的 方 式 , 工序 采 用 重 定 量 、 加 压 、 速 度 的 工 艺路 线 , 提 各 重 低 合 理 配 置 工 艺 参 数 , 决 了梳 棉 成 网 困难 , 条静 电 缠 绕 等 问 题 , 注 意 保 持 各 工 序 较 高的 相 对 湿 度 , 生 产 正 常 解 并 并 使
0 2 . 3mm, 尘 刀 为 平 刀 、0 。 除 9 。
2 纺 纱 工 艺 流 程
( 维 预 处 理 )— 0 2 型 抓 棉 机 一 纤 — A 0D
A 0 B型混 棉 机一 06 机一 机一
筒 机
3 4 并 条 工 序 .
并 条宜 采用 “ 速度 , 定 量 , 加 压 ” 低 重 重 的工 艺原 则 。在保 证 通 道光 滑 的前 提 下 , 用 小 口径 采 喇 叭 口喂入 , 以提 高条干 的均 匀度 和光 洁度 , 条 使 子成 形 良好 。采 用 三道并 条 , 8根 并 合工 艺 , 提 为 高条 干水 平 宜 采 用 顺 牵 伸 。头 道 并 条 定 量 1. 80 g5 m, 牵 伸 7 9 / 总 . 5倍 ; 道 并 条 定 量 1 . / 二 7 5 g5 1, T 牵伸 为 8 1 I . 4倍 ; 三道 并条 定 量 1. / 总 7 3 g5m, 牵伸 为 8 1 . 8倍 。 头 道 后 区 牵 伸 在 I8倍 一2 0 . . 倍 之 间偏 大 掌握 , 二道 并 条后 区牵 伸在 1 5倍 ~ . 18倍 之 间适 中掌握 , . 末道 并条在 13倍 ~1 5倍 . .
竹纤维/大豆蛋白纤维/棉混纺斜纹产品的开发
品种 2 竹/ 豆 蛋 白/ : 大 棉
2 8rx。 7. e
22 工艺流程 . 竹纤维 : 清花 A 0D型圆盘抓棉机- A 0 B型混 02 - 06  ̄ 棉机- A 3C型开 棉机 一 A 9 - 06  ̄ 02型 双棉 箱 给棉机 一
A 7 型单打手成卷机一A 8D型梳棉机一 () 06 16 1 大豆蛋白纤维 : 清花 A 0 型 圆盘抓棉机- A 0B 02 - 06 - 型混棉机 A 3C型开棉机一 A 9 型双棉箱给棉机 06 02 一A 7 型单打手成卷机- A 8D型梳棉机 () 06 - 16 -  ̄ 2 棉纤维 : 清花 A 0 D型 圆盘抓棉机- A0 B型混 02 - 06 -  ̄ 棉机 一 A 3 04型六 辊 筒 开棉 机 - A 3B型 开棉 机一 - 06  ̄
和棉结 , 采用短流程工艺 , 减小尘棒间隔距 , 当增大 适 打手 尘 棒 问 的 隔距 , 量多 松 少 打 , 尽 减少 短 绒 的 产 生 。由于纤 维抱合 力小 , 电现象严重 , 静 成卷时 易粘
混纺纱开发的斜纹类产品为例, 阐述其产品的生产实 践, 为进一步开发新产品提供参考依据 。
维普资讯
26 O・ ( 0 4 总第7期) 2
《 西纺织》 陕
3 5
针对纤维长度长, 与金属 间摩擦系数大 , 牵伸力大等特 点, 通过重加压和适当偏大的罗拉隔距 , 能保证足够的 握持力和牵伸力 , 确保纤维在牵伸 中运动稳定 , 改善熟 条条干水平 。 粗纱工序采用“ 轻定量 、 重加压 、 当的捻系数 , 适 低 车速、 小卷装 、 小钳 口” 的工艺原则 , 降低牵伸过程 中的
1 原 料选配及 性能
表1
项目 细度 de t x
混纺竹节破斜纹织物的生产体会
第 3 8卷
第 7期
棉瞌 技 术
C ot xte Techn ogy ton Te i l ol
பைடு நூலகம்
2 0年 7月 01
混 纺 竹 节破 斜 纹 织物 的 生产体 会
南树 伦
( 东基德生态科技有限公 司) 山
摘 要 : 探讨 生产混纺竹节纱织 物的技 术要 点。针 对 经纱 为 Tn e 棉 混纺 竹节纱 和 T ne 涤 混纺 竹节 ecl ecl
我 公 司 根 据 用 户 要 求 , 产 了 多 个 功 能 纤 维 生
c ~3 I, 节 呈 现 无 规 律 状 态 。 由 于 T ne m 0 C1 竹 I e cl
混 纺 竹 节 织 物 。 下 面 介 绍 经 纱 为 T n e T5 / 5 e cl 5 4 / 1 . e 纺 竹 节 纱 和 T ne/ J5 / 5 1 . e 4 5t x混 e clC 5 4 4 5 t x 混 纺 竹 节 纱 、 纱 为 C 8 t 纬 J1 e x和 C/ 丝 8 / 0 J绢 02 1 e 8t x混 纺 纱 、 密 为 6 9 5 根 / 0 c 纬 密 为 经 4. 1 m、
Pr duc i n Ex r e c s o e o to pe i n e f Bl nde u r o e d Sl b Ya n Br k n Twi br c l Fa i l
纯棉斜纹布标准
纯棉斜纹布标准全文共四篇示例,供读者参考第一篇示例:一、纯棉斜纹布的定义纯棉斜纹布是一种由纯棉纤维经过纬纱和纬纱的交叉编织而成的面料,具有斜纹纹路,表面平整,手感柔软,透气性好,吸湿性强,易清洗等特点。
纯棉斜纹布常用于制作衬衫、裤子、床品、围巾等产品。
二、纯棉斜纹布的制作工艺纯棉斜纹布的制作工艺主要包括选料、纺纱、织造、整理等环节。
首先需要选择优质的棉纤维作为原料,经过纱线的纺制,再通过织造工艺将纱线编织成布匹,最后进行整理加工,使布料更加柔软光滑。
三、纯棉斜纹布的质量标准1. 厚度纯棉斜纹布的厚薄度应均匀稳定,不得出现太厚或太薄的情况。
通常通过测量单位面积的克重来评估布料的厚度。
2. 斜纹纹路纯棉斜纹布的纹理应清晰明显,线条精细,不得出现断线或错位等情况。
斜纹纹路的角度应符合标准要求,以保证面料的美观度。
3. 色彩纯棉斜纹布的色彩应均匀一致,无色差,无杂色,并且色牢度好,不易褪色。
色彩的选择应符合客户需求或市场潮流。
4. 强力纯棉斜纹布的强力指标包括纬纱强力和经纱强力两个方面,通常用牛顿/厘米或克拉/吨等单位来表示。
强力指标的合格标准可以根据产品用途和规格来设定。
5. 吸湿性纯棉斜纹布具有良好的吸湿性,即能够吸收周围环境的湿气,保持干燥舒适。
吸湿性的测试可以通过测量布料表面的湿润面积和重量差来评估。
6. 透气性纯棉斜纹布的透气性直接影响着穿着舒适度,通常通过测量面料的透气度来评估。
透气性好的纯棉斜纹布可以有效排汗散热,保持肌肤干爽。
7. 整洁度纯棉斜纹布的表面应平整光滑,无杂质、疵点等缺陷。
布料的断裂、洁净度、整洁度等指标均应符合相关标准。
8. 化学指标纯棉斜纹布的化学指标包括甲醛含量、pH值、重金属含量等,应符合国家强制性标准要求,以确保产品对人体无害。
四、纯棉斜纹布的应用纯棉斜纹布在服装、家居用品等领域具有广泛的应用。
在服装领域,纯棉斜纹布常用于制作衬衫、裤子、裙子、上衣等单品,深受消费者喜爱。
竹/棉混纺弹力针织物染整工艺
0 前 言
弹力布 ( 0%竹纤 维 与 3 7 O% 棉纤 维 混 纺成 3 纱 , 2 加
0 竹纤 维是 以天然竹 子 为原料 , 经特 殊 化学 处 理 , 提 7%3 D氨纶 丝 ) . 取 竹 子 中 的纤 维 素 , 之 成 为 糊 胶 状 竹 浆 粕 ; 经 制 1 2 设 备 使 再
Ke r s:d e n n i ih n y wo d y i g a d f s i g;k i o d 。b m b o f e ;c to ie ;p y r t a e f e n nt o s a g o i r o t n fb r olu e h n i r b b
维普资讯
f i 棉混纺弹力针织物染整I艺 - /
印 染( e o ) 2 6 . e N 9
竹/ 棉混纺弹力
(. 1 福建凤竹纺 织科技 股份有限公 司, 建 晋 江 32 0 2 湖北通城 沙之秀绣品有限公 司, 福 6 20; . 湖北 通城 4 70 ) 3 40 摘 要: 竹纤维 面料存在 易折皱 、 保形性差 、 易擦伤起毛 、 力差等 问题 , 强 针对竹纤维 的特点 , 阐述 了竹/ 棉混
胶、 纺丝 等工 序 制 造 成 的再 生 纤 维 素 纤 维 。这 是 近 年 来 问世 的继莫 代 尔 、 豆蛋 白纤 维 和 甲壳 素纤 维 等 产 大
希腊 S L V S全 自动 高温 高压双 溢 流染 色 机 ; CA O 瑞 士桑泰 克斯 ( at ) 水 松 式烘 干机 ; 国 B M 巴布 Sne 轧 x 德 T
M( 运动衣 、 夏季服装及贴身衣物。竹纤维本 身具有很好 排汗 剂 F 汽 巴精化 ) . 的天然 抑菌性 , 有 效控 制 有 害细 菌 的滋 生 繁 殖 。竹 1 4 生产 工 艺及注 意事 项 能 1 4 1 竹/ 混 纺全衬 弹 力 白织物 生产 工艺 . . 棉 纤 维还 具有很 好 的紫 外 线屏 蔽作 用 , 护 人 体 不 受 紫 保
棉/竹混纺色织面料的生产要点
处 理
可直接 采用纯棉 的工艺加 工 。
2 浆纱 生产
白 度 毛效 ( mm
38 5 . 1 23
5 0 51
6. 65
98
1 8 3. 50
1 5
由于竹 浆 纤维 良好 的 伸长 率 , 竹 纱易伸 长 , 回复 棉/ 但 性 能低 , 棉/ 混 纺纱 浆 纱路 线基 本采用 低张 力、 伸长 故 竹 少 的原 则 , 浆纱 过程 各区张 力都 比正 常工 艺降低 , 主要工艺参 数 见表 4 。
踪 , 产过 程 比较 顺利 , 中有 3 生 其 7缸一次 通过 , 6缸 需加
车速 ( mi) n n d
3 织造 生产
织 造 工艺应 采 取合 适的 温湿 度 、 小 的开 口和上 机张 较 力。 上机工艺 为: 力 10k , 张 6 g 环境 温度 2. 65℃, 环境 湿度
30 0
1 0 71 29 0 0
20 2
1 5 0 3 20 0 0
K K
V L
1
l
02 .2 7
压纱辊压力 ( N)
2 0 0 9 7 0
1 0 0 8 5 0
根据 上 述试 验 , 后共 安排 生 产 4 前 4缸 大 货并 进行 跟
工艺 对棉/ 竹纱 强力基 本没有损伤 ; 白度方面 , 色前处理 所 浅
浅色V ( L 4 ) 0
10 C ×3 0 0mi n
中色K (0 ) K 4
9 C X6 5。 0mi n
得 白度最 高 , 到浅 色白度要求 ; / 纱毛 效结 果 比纯 棉 达 棉 竹
纱 略低 , 但基 本达到要求 ; 大货表现 出较 好的重复性 以及 较 好 的内外层差 。 综合 以上 , 可以认 为对于棉/ 混纺 纱, 纱 竹 染
竹纤维精梳棉混纺纱的生产
P o u to fBa b o Fi e mb d Co t n Bln e r r d c in o m o b r Co e to e d d Ya n
Z a g Be me g h n n n M e g Xin h n n a ca g L iin iJqa g
( na T x l C . Ld ,hn og Wa t ete o ,t. Sad n ) i i
Ab t a t T ic s h r d c in p o e sn fb mb o f e/ o e ot n6 / . e ln e an,p e sr c o d s u s t e p o u t r c si g o a o b r c mb d c t 0 4 9 8 tx b e d d y r o i o 0 i・
摘要 : 探讨竹纤维/ 精梳棉 6/0 . x 04 8t 混纺纱的生产工艺。针对竹纤维特性 , 9 e 对竹纤维进行人工开松
预 处理 , 并加 3 的抗静 电剂。提 出了各工序选择 工艺参数 的原则 , % 清棉 工序 应 多梳 少打 , 充分 混和 , 降低 各单
机的速度 ; 梳棉 工序抬 高给棉板位 置, 降低刺辊速度 ; 精梳 工序 采用轻小卷定量 , 大落棉 率; 增 细纱 工序放 大后 区
罗拉隔距 , 配置 小的后 区牵伸倍数 , 小钳 口隔距。经过不 断的试验 , 高了成纱质量 , 提 确保 了满足 喷 气织机 的织
造要求。
关键 词 : 竹 浆纤 维 ; 长绒 棉 ; 细绒 棉 ; 细 号纱 ; 特 混纺 纱 ; 工艺 中图分类 号 :S0.1 T125 I 文献 标识 码 : B 文章 编号 :01 4520 )7 09 3 10- 1(060-4- 7 0 0
面料美标四分制检验标准
面料美标<四分制>检验标准布匹的检验方法常见的是"四分制评分法"。
在这个"四分制评分法"中,对于任何单一疵点的最高评分为四分。
无论布匹存在多少疵点,对其进行的每直线码数(Linear yard)疵点评分都不得超过四分。
对于经纬和其他方向的疵点将按以下标准评定疵点分数:一分: 疵点长度为3寸或低于3 寸两分: 疵点长度大于3寸小于6 寸三分: 疵点长度大于6寸小于9 寸四分: 疵点长度大于9寸对于严重的疵点,每码疵点将被评为四分。
例如: 无论直径大小,所有的洞眼都将被评为四分。
对于连续出现的疵点,如: 横档、边至边色差、窄封或不规则布宽、折痕、染色不均匀等的布匹,每码疵点应被评为四分。
每码疵点的评分不得超过四分。
美国四分制标准美国四分制标准是出口坯布或者印染布的外观质量的检验标准,具体规定如下:一、织物疵点评分标准:织物疵点按“四分制”(FOUR POINT SYSIEM)评分1、评分方法疵点在3寸或以下评一分疵点超过3英寸而到6英寸评二分疵点超过6英寸到9英寸评三分疵点超过9英寸评四分2、连续性疵点,每1码计四分:3、较大的疵点(有破洞等)不计大小,每1码计四分;4、横档、中边色、不对色、幅不足、幅不同、有皱、整理不良等,连续发生时,每1码计四分。
二、以平方码为单位的计算方法1、每匹布:(常用)总评分数×36×100 评分=码数×有效幅度(寸)100平方码2、每单货:(整批布)每码总分数×36×100 评分=总码数×有效幅度100平方码三、验收标准(以100平方码为基准)适用欧洲、美国、日本等国家。
每匹布1组15分/100平方码2组20分/100平方码3组25分/100平方码4组40分/100平方码5组60分/100平方码现通用标准是选用2组、3组、4-5组不用四、全面疵点的评分标准☆连续性疵点1、连续有规律性疵点,1码计四分2、连续性3码以上,作不合格品对待。
混纺竹节破斜纹织物的生产体会
混纺竹节破斜纹织物的生产体会
南树伦
【期刊名称】《棉纺织技术》
【年(卷),期】2010(038)007
【摘要】探讨生产混纺竹节纱织物的技术要点.针对经纱为Tencel棉混纺竹节纱和Tencel涤混纺竹节纱、纬纱为纯棉精梳纱和棉绢丝混纺纱的破斜纹织物在生产中出现的问题,浆纱生产中两种成分的经纱需要分层,并用较明显的易退色的颜色加以区分;合理选用筘号及每筘穿入数,织造时要仔细检查穿错混层疵点,合理选择主喷嘴压力和辅喷嘴压力.通过采取以上措施,使得织机效率高达88%以上,坯布下机一等品率这95%以上.
【总页数】2页(P59-60)
【作者】南树伦
【作者单位】山东基德生态科技有限公司,无棣,251900
【正文语种】中文
【中图分类】TS106.5
【相关文献】
1.棉/丽赛混纺组合斜纹织物的生产实践 [J], 朱世全
2.开发竹/天丝混纺斜纹织物的点滴体会 [J], 王统杰;赵宗泽;王素娟
3.涤粘混纺色织斜纹织物的生产 [J], 李贵云;胡志刚;徐弦;张燕;王钊
4.Modal涤混纺竹节纱的纺制体会 [J], 张梅;臧凤杰;石清梅;姜作华
5.有色涤纶/莱麻/圣麻/棉纤维混纺段彩弹力彩点竹节纱产品的开发与生产实践[J], 赵博;石陶然
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精梳竹/棉混纺斜纹面料的试制
钱明春 朱 模 熊 森 邢维恕
(天津四棉纺织有限公司,天津 300220)
近年来使用再生竹纤维生产的内衣、服饰等新产品颇受国际市场的青睐,国内大型高档纺织品商场也偶见含有该纤维的混纺、纯纺面料和服饰,且售价不菲,其潜在市场十分可观。
据资料介绍,国产再生竹纤维是以南方盛产的竹子为原料,将竹纤维人工催化提纯,制成竹浆粕,再经类似于粘胶等人造纤维的生产方法精制而成的一种新型纺织材料。
再生竹纤维取材于天然可再生资源,其终制品使用后可生物降解,生产过程全部实现绿色,在环境保护日益深入人心的时代无疑具有广阔的开发前景。
再生竹纤维强力适中,可纺性优良。
其韧性、耐磨性、吸湿性、悬垂性俱佳,其面料染色亮丽柔软光滑,富有丝质感觉,穿着凉爽舒适,透气性能良好,并且具有天然抗菌功能,是高档内衣、外套、床上用品的理想面料。
近期我公司开发试制了精梳竹/棉混纺斜纹服装面料,其规格为竹65/JC3518/18 511.5/275.5119.5cm。
通过试制,我们觉得纺纱工艺的制定必须充分考虑再生竹纤维成分的特点;浆料与上浆过程也要重点适应该纤维的特性,以满足织造要求。
1 精梳竹/棉混纺纱的工艺流程与措施
1.1 工艺流程图
再生竹纤维A002C→A035A→A036B→A092A→A076C→A186F→A272F竹预并条竹预并条
精梳棉条
A272F→A272F→A454→FAS04 1.2 清钢主要工艺参数与措施
我公司采用了竹棉纤维分别开清梳理,条子合花的工艺流程。
再生竹纤维杂质少,长度整齐,比较蓬松。
清花应以开松梳理为主,多松少打、少除杂,适当减慢打手速度,以减少对再生竹纤维的损伤。
保持棉流输送的顺利,减少棉箱的积存和拥堵。
梳棉应采用“低速度、中隔距、轻定量”的工艺原则。
由于再生竹纤维的主要物理指标接近于粘胶纤维,其纤维纵向光滑均一,表面呈多条较浅的沟槽,具有一定的摩擦系数。
采用稍密型号针布进行梳理更适合该纤维的特性,并且应将梳棉车间温湿度增大。
为确保棉网质量,适当加大刺辊与给棉板隔距,降低刺辊、锡林、道夫的速度,使纤维转移顺利。
较低的盖板速度和适当的锡林-盖板隔距更适合再生竹纤维的梳理,能减少棉结的产生,得到清晰的棉网,促进生条质量的提高。
表1为梳棉主要工艺参数。
棉纤维的开清和梳理为常规品种,这里不再赘述。
表1 梳棉主要工艺参数
生条定量g/5m22.0刺辊转速r/min800刺辊-给棉板隔距mm0.25锡林转速r/min360刺辊-锡林隔距m m0.20道夫转速r/min19
锡林-道夫隔距m m0.18盖板速度mm140锡林-盖板隔距m m0.25 0.20 0.20 0.25
18
1.3 并条主要工艺参数与措施
5根竹预并条与3根精梳棉条经混并牵伸,其半熟条7根再经混并为竹棉熟条。
前后经过三道并条牵伸,基本能够解决纤维的平行伸直度和条干的匀整度。
并条采用“大隔距、中定量、重加压、低速度”的工艺原则,提高后区牵伸倍数,加大胶辊压力,控制牵伸区中纤维的运动,对改善混并条的结构,减少棉结,降低重不匀,均有重要作用。
表2为并条主要工艺参数。
表2 并条主要工艺参教
后区牵伸倍数定量g/5m罗拉隔距mm加 压竹纤维预并 1.617.516×20806595混并一 1.517.512×18806295混并二 1.517.112×20806395
1.4 租纱主要工艺参数与措施
粗纱采用“大隔距、轻定量、低速度、小张力”工艺路线。
适当加大捻系数,以防止退绕时的脱断和意外伸长。
后区罗拉隔距适当放大,后区牵伸偏小掌握,以适应再生竹纤维的特性。
表3为粗纱主要工艺参数。
表3 粗纱主要工艺参数
罗拉隔距mm27×40定量 g/10m 4.5
捻 系 数76加 压22 12 24后区牵伸倍数 1.3总牵伸倍数7.6
1.5 细纱主要工艺与措施
细纱采用较大的罗拉隔距,较高的捻系数,小钳口小张力,稍低的速度和较轻的钢丝圈。
竹棉纤维混合后抱合力及可纺性均优良,较高的回潮率使纺纱过程中静电效应不大,故该品种混纺纱的条干、毛羽、粗细节等指标均较优良。
表4为细纱主要工艺参数和成纱质量。
表4 细纱主要工艺参数和成纱质量。
前罗拉转速r/min190单纱强力N/tex10.0捻系数365强力CV%11.74
后区牵伸倍数 1.2条干CV%14.0钢丝圈G26228#结杂(粒数)13
2 精梳竹棉斜纹面料的试制
2.1 络整工序主要工艺与措施
络筒采用电子清纱和空气捻接,张力应偏小掌握。
络纱速度应在580m/min以下,为保持原纱的物理机械性能,尽可能减少伸长。
整经的重点也应控制经纱伸长,减少断头。
宜采用小张力、低车速工艺。
整经线速度应控制在300m/min以下,后伸缩筘采用大花穿,边纱张力略增加,注意保持经纱排列和卷绕张力的均衡。
2.2 浆纱及调浆主要工艺与措施
再生竹纤维在标准状态下回潮率可达12%,与普通粘胶纤维接近。
其吸湿速率很快,且在湿态下伸长较大。
浆纱工艺要充分考虑该纤维这一特性,需适当增加整机的张力,与普通纯棉品种比较,浆纱开车时前拖引辊的蓝布应比常规多缠一块,借以改善再生竹纤维湿态伸长偏大的问题。
由于我们试制的精梳竹/棉斜纹面料经纱密度适中,不用湿分绞也可满足上浆烘干后的分绞要求,且能减少片纱进入烘房运行的阻力,降低片纱伸长的趋势,减少断头的机率。
该品种的调浆与使用比照纯棉品种稍加改动即可。
固体量可下调2%,浆锅粘度(N 氏)偏低掌握为宜。
表5为浆科配方和浆纱主要工艺参数。
表5 浆纱主要工艺参数
浆料配方比例线速度m/min20~25
变性淀粉%100固体量%9.8
PV A%20浆锅粘度(N氏)14.0±1"
991%3上浆率%10.0±1
S52D%2后上蜡%0.3
2.3 织造主要工艺参数与措施
该斜纹面料总紧度为89%,厚度适中,
19
我公司采用2/1反织法。
该品种原纱、浆纱强力均偏低,只是同号数纯棉品种的70%左右。
故织造工艺的设定围绕降低断经,提高效率而采取了半清晰梭口,停经架后移,减小后梭口满开角度的工艺,适当调整了经纱张力,保证了下机一等品率的稳定。
表6为织造主要工艺参数。
表6 织造主要工艺参数
布机转速r/min160张力调节机外送经开口时间mm200±3投梭力开关侧mm248+13投梭时间mm216±3 投梭侧mm361+13
3 小结
崇尚自然反璞归真的理念不断深入人心,再生竹纤维取材于天然可再生竹资源,生产、使用过程无污染,符合人们对环保的追求。
再生竹纤维抱合力强可纺性好,与精梳棉混纺后更能体现出滑爽、吸湿、透气等性能,其固有的天然抗菌功能使其身价倍增,是新型高档内衣、时装面料。
再生竹纤维纺纱、织布只要合理选择工艺参数,严格操作管理,控制半制品质量,达到投产指标要求是可行的。
目前唯一原料成本偏高,限制了成品的普及和销售,期待原料成本下降后会有广阔的发展。
(上接第3页)先水平。
在2002年全国棉纺织、色织、印染产品开发年会上,樱花集团有7个产品获大奖,名列全国42家选送单位入选的93个产品中的榜首。
以上事例有力地说明:只有疲软的产品,没有疲软的市场。
选择开发适销对路的、高质量、高附加值的新产品这一有效切入点,可以使企业增添活力,不仅易于见效,而且能够长远立于不败之地。
因为,它可以从以下几个方面增添企业的活力:
一是选择什么新产品进行开发,必须要广泛深入地收集国内外产品信息,进行科学分析,寻找适销对路有发展前景,同时符合投入产出有利原则的产品,要经过反复分析探讨才能确定。
这就会不断增强企业领导的市场意识,同时会相应地建立起必要的信息渠道,并加强了与客户的联系。
二是促进技术改造。
重庆市第三棉纺织厂的设备条件并不优越,布机主要是国产宽幅有梭织机,进口喷气织机仅108台,但该厂职工千方百计在现有机台上做文章,厂领导在十分紧张的资金中,硬是拿出300多万元用来为开发新品种创造必要的条件,进行局部的技术改造,使只能由喷气织机生产的新品种顺利地转移到有梭织机上,让喷气织机再上更高档次的新品种。
对于企业技术改造来讲,300多万元可以说是很少,但由于选择的切入点选对了,投入的资金虽少却能用在刀刃上,加上职工们的拼搏精神,起到了立竿见影的大作用。
三是锻炼培养了许多包括信息、产品设计、技术改造、工艺革新、运转操作方方面面的人才。
山东樱花集团的“三百工程”,培养出100名工程技术人员、100名操作能手、100名能工巧匠。
重庆市第三棉纺织厂的工程师、技师、工人师傅们都在开发新品种中有了大展身手的机会,发挥了空前的创造性,提高了研制新品种的才能。
用这种方法培养出来的人才,对企业有深厚感情,一般是不会跳槽流失的。
四是企业产品品种提高了档次,经济效益大为提高,迎战市场挑战的实力增强了。
因之,棉纺织企业就能旧貌换新颜,不再是产品老化的老厂了,与印染、色织、针织、复制、服装企业结盟的机会就大大增加了。
展望我国棉纺织行业,在2002年取得的大好业绩基础上,由于众多企业的市场意识、品种意识进一步增强,企业活力进一步提高,全行业的面貌将日新月异,更好地为繁荣国内市场和增加出口做出更大的奉献。
20。