PLC在自动剥线机中的应用
PLC技术在机械电气控制装置中的应用

PLC技术在机械电气控制装置中的应用摘要:PLC技术在机械电气设备中的作用是显而易见的,它已逐步替代了常规的控制方式,成为了机械电气设备自动化和智能化控制的重要方法。
有关的科研人员和技术人员应该对 PLC技术的应用特点和类型进行精确把握,并与现实状况相结合,将 PLC技术适合应用在机械电气控制装置中。
通过 PLC技术对机械设备进行监控,降低故障的发生,从而提高控制的灵活性和效率,为工业生产提供科学的指导。
关键词:PLC技术;机械电气;控制装置;应用1PLC技术特点分析1.1提高工作效率PLC技术结合了计算机技术和自动化技术的优势,可以对机械、电器系统的施工过程进行高效地优化,从而使施工变得更加容易和快速。
通过 PLC技术,通过软件编程来控制和执行相应的指令,极大地减轻了工作强度,在解放了操作工人的同时,还改善了机械电气设备运行效果,极大地提高了工作效率。
1.2兼容性较好可编程控制器技术兼容性好,可以很好地与其他技术相结合。
人们对机械电气系统进行了优化,通过 PLC技术具有很好的兼容性能,可以将系统自身的机械电气设备作为辅助继电器使用,从而可以降低系统的电线连接,从而可以对控制系统进行有效的提升,从而保证了控制系统的响应速度和效率。
除此之外,该系统还具有生产过程控制、数据处理和预算的能力,并且还可以利用外部模块来完成其它的工作,所以该系统具有非常高的柔性和可延展性,被广泛地用于工业生产中。
1.3抗干扰能力较强常规的机电一体化控制方法具有较大的局限性,对外部环境的影响较大。
在具体的工程实践中,通常采用独立的模块化结构,并将可编程控制器和综合技术相结合。
该一体化控制系统能够接受大量的数据和信息,对整体的机电工作过程进行了优化,并提高了系统的抗干扰性。
1.4具备故障检测功能在实际工作中,机电控制系统的失效是无法避免的。
PLC控制系统拥有自我检测的能力,当它在发现了机械设备出现了问题的时候,它可以在最快的速度之内,找到问题的所在,并向用户提出报警。
基于plc的剥线机控制系统设计报告
****届毕业生毕业设计基于plc的剥线机控制系统设计系部名称(小3号黑体)专业名称(小3号黑体)学生姓名(小3号黑体)学号(Times New Roman小3)指导教师(姓名职称小3号黑体)二〇一六年五月目录摘要 (3)一、研究意义和背景 (4)二、plc系统设计的一般方法 (5)(一)Plc控制系统的组成 (5)1、硬件部分 (5)2、软件部分 (5)(二)Plc系统设计步骤 (5)(三)Plc系统设计方法 (6)1、经验设计法 (6)2、顺序功能图设计法 (6)3、逻辑流程图设计法 (6)三、剥线机系统控制设计 (7)(一)剥线机总体设计要求 (7)(二)剥线机硬件系统设计 (8)(三)剥线机软件系统设计 (9)参考文献 (13)摘要在本文中,笔者主要把基于PLC剥线机的控制系统作为最主要的项目背景来研究,其中对应的重点工作如下:(1)综述了有关的基于PLC剥线机的控制系统上存在的研究背景和意义。
(2)认真探讨了基于PLC控制系统的设计方法。
然后从PLC的控制系统中的组成成分、设计的原则以及相应的分析入手,接着重点研究分析了有关的PLC 控制系统,最后通过硬件和软件的不同设计之法以及步骤。
(4)顺利的完成了PLC剥线机的控制系统设计,其中包括总体、硬件、软件等系统化设计。
关键词:控制性剥线机设计一、研究意义和背景就目前而言的话,我国现如今研制此种产品的企业一般还都集中沿海地区,并且逐步的呈现出两种不同的发展趋势:一种是,面向精度和要求都不是很高的中低端的用户,这部分主要是以单片机作为最主要的控制核心,然后配和机械刀具制作而成剥线机,尽可能不去损坏铜芯,剥线机速度很快,废品率低下的特点,不过其整体的开发成本很高,设备也很昂贵。
尤其是在国外,一些亚洲区厂家他们主要以生产现实中低档的产品作为主要业务,但是相对来说欧美的企业对剥线机研制还是以高端的产品作为最主要对手的,因此对剥线机整体的性能、精度的整体要求会更高,所以说机器就会变得更加的智能化、灵活化。
PLC的应用场合

PLC的应用场合PLC(可编程逻辑控制器)是一种常见的工业自动化控制设备,广泛应用于各种生产制造、物流仓储等领域。
本文将从以下几个方面探讨PLC的应用场合。
一、生产制造领域1.流水线控制PLC可以实现产品在流水线上的自动控制,包括产品的输送、分拣、加工、装配等。
PLC可通过传感器、电磁阀等设备感知物料和产品的位置、状态等信息,并实现对各个工位的控制。
这可以提高生产效率,减少人力成本,确保产品质量。
2.机器人控制在各种制造行业中,机器人正在逐步代替人力。
PLC在机器人的智能控制方面发挥了重要作用。
例如,向机器人传输指令,可让其自主完成动作;PLC实时监测机器人的运行状态、设备温度、设备故障等信息,确保机器人可靠、稳定地工作。
3.成套设备控制在制造各种设备过程中,常常需要联合多个设备进行生产,PLC可以用于控制这些设备的协同工作。
例如,在一条制造生产线上,PLC可以实现原材料输送到设备处,被加工加工后,自动输送到下一个工位,从而形成一条成套生产线。
这些设备的操作都可以通过简单的PLC程序完成。
二、物流仓储领域1.自动化货架控制在大型超市和仓库中,为提高仓库运转效率,减少仓库管理成本,常采用自动化货架来管理货物。
这些货架由很多运动部件组成,需要具备良好的精度和可靠性。
PLC可以实现自动化货架运行的各种控制,例如传送带的运动、汇流线的控制,防撞保护等。
2.智能分拣系统物流仓库中的物品通常需要分拣处理。
PLC可以通过传感器、电机等设备实现对运输带、分支装置等的控制,确保各种物品能够自动进行分拣和包装。
这种方便快捷的分拣系统可以提高物理仓库的运转效率,减少了人工劳动力。
三、公共设施领域1. 智慧城市控制随着智慧城市的建设,各种智能系统日益普及。
PLC可以实现这些系统的各种控制,例如:路灯、交通信号灯、公共广播设备等。
通过PLC程序,这些设备能够实现各种应急措施,甚至可以通过传感器实现实时监测,及时采取措施,确保市民生命财产的安全。
PLC技术在机械电气控制装置中的应用

PLC技术在机械电气控制装置中的应用
PLC(可编程逻辑控制器)技术是一种在机械电气控制装置中广泛应用的先进技术,它能够通过编程方式灵活控制电气设备并实现自动化控制。
在工业领域中, PLC技术已经成
为主要的控制方式之一,下面将从几个方面介绍PLC技术在机械电气控制装置中的应用。
PLC技术能够实现多种方式的控制。
PLC控制装置可以通过输入和输出模块与各种传感器和执行器进行连接,以实现对电气设备的控制。
通过编程,我们可以选择不同的控制方式,例如开关控制、计时控制、计数控制等等。
这种灵活性使得PLC技术可以适用于各种
控制需求,满足不同的工业应用。
PLC技术能够提高自动化水平。
在机械电气控制装置中,PLC技术可以实现自动化控制,提高生产效率和质量。
通过编写程序,我们可以设置各种控制逻辑,实现对电气设备的自
动化控制。
在一个生产线上,我们可以通过PLC控制装置以预设的程序自动控制机械设备
的开关和运行,从而实现产品的自动化生产。
PLC技术具有可靠性和稳定性。
PLC控制装置通常由专用的硬件和操作系统组成,具有较高的可靠性和稳定性。
与传统的机械电控制方式相比,PLC技术可以提供更稳定的控制
信号和更高的可靠性,从而降低故障发生的可能性,减少维护和修理的成本,并提高设备
的使用寿命。
PLC技术在机械电气控制装置中的应用是十分广泛的。
它通过编程方式实现电气设备
的灵活控制,提高生产自动化水平,提高控制系统的可靠性和稳定性,并具备良好的灵活
性和拓展性。
随着工业自动化的不断发展,PLC技术将继续在机械电气控制装置中发挥重
要作用。
基于PLC控制的多芯电缆全自动剥线设备设计及研究
doi:10.11832/j.Wsn.1000-4858.2019.08.019基于PLC控制的多芯电缆全自动剥线设备设计及研究单根立,董沛森(河北科技大学机械工程学院,河北石家庄050018)摘要:为了提高剥除多芯电缆外层、内层绝缘皮工作的自动化程度,通过分析剥线钳剥除绝缘皮的工作原理,采用模仿人工剥线的方法,设计出一种基于PLC控制的多芯线电缆全自动剥线设备的机械结构。
在分析该设备的工作原理和控制要求的基础上,设计了对应的气压传动系统。
介绍了台达DVP32ES200TC PLC与外部各执行元器件的连接,对PLC电气控制系统程序进行设计;并在FluidSIM-P虚拟仿真实验平台上进行了电气控制下的气压回路仿真实验,验证了该设备可以按照预动作来实现多芯电缆全自动剥除内、夕卜层绝缘皮,并在实验过程中确定了气压回路的关键参数。
关键词:多芯电缆;剥除绝缘皮;FluidSIM-P;PLC中图分类号:TH138文献标志码:B文章编号:1000-4858(2019)08-0116-05Design and Research of Multi-coo Cable Automatic Stripping EquipmentBased on PLC ContolSHAN Gen--j,DONG Pei-sen(School of Mechanical Engineering,Hebei University of Science and Technology,Shpiazhuang,Hebei050018)Abstract:In order to impovo the automation of stopping of outer and inner insulation of multi-core cable.This paper designs a kind of automatic wire stopping equipment for multi-core cable based on PLC control,by analyzing the working pOncipU of manual wire stopping pliers and adopting tUe method of imitating manual operation.Based on tUe anlysis of tUe working pvnciple and control requirements of multi-core cable peeling equipment,the corresponding emctrical transmission system is designed;This paper introduces tUe connection bet—n delta DVP32ES200TC PLC and exteoal executing components,and designs the program sequence of PLC emctmca-contol system.The simulation expeomeni of air pressure loop under eUctVcyl control was carfed out on Fluidsim-P vidua-simulation expeomental pUtfoo,which veofied that the multi-core cable automatic stopping equipmeni coulU automatical-a stop tUe outer and inner insulation skin of multi-core cable according to the predetevnined aciion.And ihekeypaaameieasooihepae s uaeloop aaedeieamined.Key woddt:mulii-coaecable,Peelo o iheinsulaiion,FluidSIM-P,PLC引言随着市场对多芯电缆的需求迅速增长,对电缆剥线自动化的要求也越来越高。
PLC在自动激光剥套机中的应用

PLC在自动激光剥套机中的应用摘要】:本文阐述了作者为解决铝电解电容器制造行业中手工剥套管的效率及安全问题,以及使用有害物质溶解套管的环境污染问题,而自主研制出了一台全自动激光剥套机,其中采用了PLC、步进电机及激光的自动控制技术,成功实现了剥套管自动化作业,有效解决了铝电解电容器制造行业中剥套管效率及环境污染问题。
【关键词】:PLC 步进电机激光剥套电容器前言铝电解电容器制造行业中,套管工序是其中一道工序,生产线由于生产管理或订单变化等的原因的影响,通常有套管不良产品需要将电容外表的套管剥除,传统下来的作业方式主要有以下2种。
1、手工刀片剥除:效率低下,难以满足生产需求,且存在安全隐患。
2、利用丙酮配环已铜、三氯乙稀混合液体浸泡脱除套管:但均为有毒化学药品,采购程序复杂,使用后排放会造成环境严重污染,无法通过公司的环境管理体系认证;且药水有严重的腐蚀性,存在安全隐患,并对产品胶塞造成腐蚀,降低了产品寿命。
为了解决电容器手工剥套管难题,作者自主研制了一台全自动激光剥套机,运用PLC、步进电机、激光技术实现对剥除套管自动化作业,为电解电容剥套工艺创造一种安全环保高效的生产方式。
论文具体内容如下:一、新研制激光剥套机的详细技术1.1. 结构示意图1.3 设备控制原理1.3.1主要控制部件功能I0.0启动:按下启动按钮,机器开始运行。
I0.1停止:按下停止按钮,机器停止运行,如果在激光动作状态,则自动在激光动作完后停止。
I0.2寸动:按下则动,放开则停。
I0.3第一检测:信号经过转换放大输入PLC中,如有信号,则移一位,激光根据时间光电信号,到时便动作,同时激光头及该产品上的吹气动作执行。
再移一位,在剪刀夹方位的产品上端再次吹气冷缩。
I0.4第二检测:基本同上,但无再次移位动作。
I0.5第三检测:检测有无剥掉套管,通过小继电器(保护作用)转换信号,再输入到PLC中,移一位进行动作执行。
Q1.3缺料指示灯:当第一检测光电连续无检测到10个产品时,机器停止运行,指示灯亮。
PLC在工业自动化中的应用:自动化生产线控制之案例分享

PLC在工业自动化中的应用:自动化生产线控制之
案例分享
PLC在工业自动化中的应用有很多具体实例。
以下是一些常见的应用案例:1.自动化生产线控制:在生产线中,PLC可以控制各种机械和电子设备,如
机器人、传送带、电动机和传感器等,处理输入信号,进行逻辑运算,并产生输出信号来控制设备的运行顺序、速度和位置等。
2.工厂设备控制:PLC可以用于控制和监控工厂中的各种设备,如压力机、
注塑机、起重机、气体处理设备等,确保它们按照预定的程序和参数进行操作,从而提高生产效率和质量。
3.自动化仓储系统:PLC可以控制自动化仓储系统中的输送设备、堆垛机、
拣选机器人等,管理货物的存储、检索和分拣过程,实现高效的仓储管理。
4.汽车制造:在汽车制造过程中,PLC被广泛应用于控制汽车组装线上的各
个工作站和机器,协调不同工序的顺序和时间,确保零部件的正确安装和车辆的顺利生产。
5.电力系统控制:在电力系统中,PLC可以用于监控和控制发电厂、输电线
路和配电系统等。
此外,PLC在矿业、食品、物流、医疗等多个行业都有广泛的应用,能够实现各种生产设备和机器的自动化控制、监测和安全保障。
基于plc的剥线机控制系统设计
摘要 (2)一、研究的意义和背景: (3)二、plc系统设计的一般方法 (4)(一)Plc控制系统的组成 (4)1、硬件部分 (4)2、软件部分 (4)(二)Plc系统设计步骤 (4)(三)Plc系统设计方法 (5)1、经验设计法 (6)2、顺序功能图设计法 (6)3、逻辑流程图设计法 (7)三、剥线机系统控制设计 (7)(三)剥线机软件系统设计 (12)五、参考文献 (16)摘要本论文以作者基于PLC的剥线机控制系统项目为背景,从PLC控制系统设计的角度,探讨PLC控制技术的应用,完成了如下几项工作:(1)综述了基于PLC的剥线机控制系统的研究背景、意义。
(2)探讨了广泛适用的基于PLC的控制系统设计的一般方法。
从PLC控制系统的组成、设计原则分析入手,重点分析了PLC控制系统硬件设计和软件设计的方法和步骤。
(4)完成了基于PLC的剥线机控制系统的设计,包括系统的总体设计、硬件设计和软件设计。
一、研究的意义和背景:目前,国内研制这种产品的厂家都集中在沿海和广东等地,以两种发展趋势为主:一种是面向精度要求不高的低端用户,以单片机为控制核心,配以机械刀具的剥线机,这种系统设计成本较低,一般精度不高,如东莞荣富电子机械设备厂生产的RF-200全自动电脑裁线剥皮机,浙江君权自动化设备总厂生产的ZDBX-2通用型电脑剥线机等;另一种是面向精度要求高的高端用户,一般采用PLC或单片机为控制核心,加上比较先进的激光技术,具有可精确控制剥线长度、不损坏铜芯、剥线速度快、废品率低等特点,但开发成本高,设备贵,如深圳市光大激光技术有限公司生产的GD-C02-B30/55型激光剥线机,广东省三工激光应用科技有限公司生产的SCB系列激光剥线机等。
在国外,亚洲地区的厂家以生产中低档产品为主,如印度的Machine makers r. s.公司生产的CTSS 32型裁线剥皮机,马来西亚的Kawa公司生产的KM-702N型数字剥线机等。
PLC技术在机械电气控制装置中的应用

PLC技术在机械电气控制装置中的应用PLC(Programmable Logic Controller)即可编程逻辑控制器,是一种专门用于控制机械电气设备的数字计算机。
它具有强大的逻辑运算和数据处理能力,可以根据特定的控制程序对设备进行精确的控制。
PLC技术广泛应用于工业自动化领域,为设备的控制和运作提供了可靠性和稳定性。
以下将详细介绍PLC技术在机械电气控制装置中的应用。
PLC技术可以用于机械电气设备的运动控制。
通过使用PLC系统,可以实现对设备运动的精确控制。
在运输设备中可以通过PLC控制设备的加速、减速和停止,实现对货物的准确位置定位和精确运输。
PLC系统还可以根据输入的信号实时调整设备的运行速度和方向,保证设备的稳定运行。
PLC技术也可以应用于机械电气设备的自动化生产线控制。
在自动化生产线中,通过PLC系统可以实现对生产线各个环节的协调控制。
通过PLC控制生产线上的传送带、机械臂和装配机器的运行,实现自动化装配和生产。
通过编写相应的控制程序,PLC系统可以实现自动检测、自动分拣和自动装配等操作,提高生产效率和产品质量。
PLC技术还可以应用于机械电气设备的故障诊断和报警控制。
在设备出现故障或异常情况时,PLC系统可以通过监测传感器的信号和设备的状态,判断故障原因并及时报警。
在故障发生后,PLC系统可以通过自动切换控制逻辑和调整设备参数,实现快速切换和修复,保证设备在最短时间内恢复正常运行。
PLC技术还可用于机械电气设备的节能控制。
通过PLC系统可以对设备的能量消耗进行监测和控制,实现能源的合理利用和节约。
在通风设备中,可以通过PLC控制风机的启动和停止、风速的调节和气体供应的控制,实现对能量的有效利用和节约。
PLC技术还可用于机械电气设备的远程监控和远程操作。
通过与远程服务器或上位机的通信,PLC系统可以将设备的运行数据和状态信息发送到远程控制室或管理中心,实现对设备的远程监控和远程操作。
基于PLC的磨线机和剥线机控制系统的设计与实现

基于PLC的磨线机和剥线机控制系统的设计与实现一、概述随着现代工业自动化程度的不断提升,越来越多的企业开始关注如何提高生产效率和产品质量。
在电线电缆行业中,磨线机和剥线机作为重要的生产设备,其自动化和智能化水平的提升尤为重要。
传统的磨线机和剥线机控制系统多采用硬线逻辑控制器或简单的继电器控制系统,这些系统存在接线复杂、维护困难、功能单一等问题,已无法满足现代工业生产的需求。
基于可编程逻辑控制器(PLC)的磨线机和剥线机控制系统,以其高度的灵活性、可靠性和扩展性,成为当前工业自动化领域的热门选择。
PLC控制系统通过编程实现对磨线机和剥线机的精确控制,不仅提高了生产效率,还降低了设备故障率和维护成本。
PLC控制系统还具备强大的通信功能,可以实现与上位机、触摸屏等设备的无缝连接,为企业的智能化升级提供了有力支持。
本文旨在探讨基于PLC的磨线机和剥线机控制系统的设计与实现。
我们将介绍PLC控制系统的基本原理和特点,然后详细阐述控制系统的硬件和软件设计,包括PLC的选型、输入输出模块的配置、控制程序的编写等。
接着,我们将通过实际案例,分析PLC控制系统在磨线机和剥线机中的应用效果,并探讨其在实际生产中的优势和局限性。
我们将对基于PLC的磨线机和剥线机控制系统的未来发展趋势进行展望,以期为企业的智能化升级提供有益的参考。
1. 磨线机和剥线机在工业生产中的重要性在工业生产中,电线电缆的加工处理是非常重要的一环。
作为电线电缆加工过程中的关键设备,磨线机和剥线机的作用不可小觑。
这两种机器设备能够高效、准确地完成电线的外皮剥离和线芯磨削工作,为后续的电线连接、焊接等工艺提供了高质量的原材料准备。
磨线机主要用于去除电线线芯表面的绝缘层或氧化层,使线芯露出纯净的金属部分,以确保电线连接时的导电性能。
在电气、电子、通讯、汽车制造等众多行业中,磨线机的应用广泛,对于保证产品质量和生产效率起着至关重要的作用。
剥线机则负责将电线外皮按照预设长度剥离,暴露出内部的线芯,以供后续的接线操作。
PLC的采摘机械手电气自动化技术分析
PLC的采摘机械手电气自动化技术分析摘要:随着科学技术的飞速发展,通信技术正在发生翻天覆地的变化,特别是计算机技术的日臻成熟,越来越多的全新技术形态不断涌现,PLC技术就是其中的一种。
PLC是一个微型计算处理器,不仅包含了先进的通信技术,同时也包括了互联网技术、人工智能等众多技术形态。
而随着PLC技术的不断发展,它在多个领域被普遍应用。
实践证明,PLC技术对于全面提高生产质量和农业采摘效率都会带来巨大的帮助。
不少专家认为,PLC技术是未来电气工程自动化技术中的重要形态。
基于此,本文章对PLC的采摘机械手电气自动化技术分析进行探讨,以供相关从业人员参考。
关键词:PLC技术;采摘机械手;电气自动化技术引言PLC技术在现代社会信息技术迅速发展的支持下,已成为能够与信息技术紧密集成的可编程控制器,在应用于电气工程及其自动化控制系统时,可在提高效率和质量方面发挥重要作用现阶段PLC技术在电气工程及其自动化控制系统中的应用研究主要集中在闭环控制、顺序控制和切换控制上。
在符合科学设计形式、安全应用原则以及成本效益和效率基本原则的前提下,PLC技术在现代工业生产领域的应用效益很大,特别是在提高工业生产领域的生产力和产品质量方面。
一、PLC技术概述PLC属于一种可编程的逻辑控制器,PLC内部具有很多的控制指令,如运算控制指令、计数控制指令、定时控制指令以及逻辑运算控制指令等。
在具体应用中,借助于模拟或数字形式的输入、输出,PLC便可对机械设备进行自动化运行控制。
目前,PLC的基本组成结构包括输入单元、输出单元、储存器以及中央处理单元等,且不同机型的PLC所包含的外部设备也不同,借助于这些设备,PLC具备了良好的网络通信、检测和辅助翻译等附加功能。
在PLC的具体应用中,其主要工作过程是通过PLC程序对外部输入点中的输入值进行逻辑运算,再通过输出控制程序对其进行信号变化处理,然后以此为依据,对外部需要控制的量加以控制,从而达到自动化的机械控制效果。
基于PLC的磨线机和剥线机控制系统的设计与实现

基于PLC的磨线机和剥线机控制系统的设计与实现基于PLC的磨线机和剥线机控制系统的设计与实现一、引言随着现代工业的发展,自动化技术在各个领域中得到了广泛应用。
磨线机和剥线机作为电线电缆制造中重要的工艺设备,其自动化控制系统的设计与实现显得尤为重要。
本文将基于PLC技术,对磨线机和剥线机的控制系统进行设计与实现。
二、PLC技术的选择PLC(Programmable Logic Controller)可编程逻辑控制器是一种在工业控制领域中常用的自动化控制设备。
与传统的中央处理器相比,PLC具有稳定性强、可靠性高、抗干扰能力强等优势,因此被广泛应用于各个工业领域。
三、磨线机控制系统设计与实现1. 控制要求磨线机是用于将金属导线表面的氧化层和杂质进行去除的设备。
磨线机的控制系统需要能够实现自动启停、磨线速度调节、磨线深度调节等功能。
2. 控制流程磨线机的控制流程可以分为如下几个步骤:传感器检测到待加工导线进入工作台面-PLC接收到传感器信号-PLC控制磨线机启动-PLC控制磨线机工作速度和磨线深度-传感器检测到待加工导线离开工作台面-PLC控制磨线机停止。
3. 控制逻辑(1)传感器信号的获取与处理传感器用于检测待加工导线的进入和离开工作台面的信号。
PLC通过相应的输入模块获取传感器信号,并进行辅助处理,提供给控制程序使用。
(2)磨线机的启停控制PLC通过输出模块控制磨线机的电源开关,以实现磨线机的启停控制。
(3)磨线速度控制PLC根据工艺要求,通过输出模块控制磨线机电机的转速,从而实现磨线速度的调节。
(4)磨线深度控制PLC通过输出模块控制磨线机刀具的下降深度,从而实现磨线深度的调节。
4. 编程实现通过PLC编程软件,按照控制逻辑进行程序设计,将传感器输入信号与控制输出信号进行逻辑连接。
根据具体控制要求,设置相应的变量,控制磨线机的启停、速度和深度。
四、剥线机控制系统设计与实现1. 控制要求剥线机是用于将电线电缆的绝缘层剥离的设备。
基于PLC剥线机控制系统设计

摘要随着PLC技术和控制自控理论的迅速发展,具有通用性强、控制程序可变、编程简单、扩展能力强、体积小、重量轻、功耗低、维护方便等很多优势的PLC控制技术,得到了愈来愈广泛应用。
本文一个新的角度来看待PLC控制系统,探索PLC控制系统在实际方面的应用,完成如下三项工作:(1)阐述PLC控制技术是如何经历漫长的过程产生、如何能迅速发展起来、国内外对PLC控制技术的应用现状以及和其他控制技术的对比有哪些方面比较突出优势,介绍了剥线机控制系统背景、国内外研究现状、研究意义。
(2)探讨了PLC控制系统设计相对一般方法。
从PLC控制系统的组成、工作原理分析入手,重点分析PLC控制系统硬件设计和软件设计的步骤和方法。
(3)完成基于PLC剥线机控制系统设计,包括系统总体设计、硬件设计和软件设计。
在本系统的总体设计中包含计算步进电机的脉冲方面的内容、利用阶梯型曲线对步进电机进行加速与减速控制以及剥线机工作方式;硬件方面设计分析PLC输入编码(为节省PLC输入端子)PLC设备如何选择、I/O的如何分配、绘制PLC接线图等内容;软件的设计内容主要包括以下几个方面首先是对于PLC程序方面的设计,其中包括主程序、功能按键模块、三段剥皮功能模块、二段剥皮功能模块、、数字按键输入模块等。
关键词: PLC;剥线机;步进电机;控制系统AbstractWith he development of automatic control theory and PLC technology, PLC technology, which has the advantages of commonality, changeable control program, programmed easily, strong expansion capacity, small capacity, light weight, power saving and maintenance friendly ,has been used widely.This article, which is set in the strip machine control system of PLC, will discuss the usage of this technology from the angle of its control system.Finish the following tasks:(1)Generally describe the produce, its development ,the use between domestic and abroad and the advantages compared with other control system.. Introduce the origin of strip machine control system technology, the background, the situation of study both in domestic and abroad. and the study significance.(2)Do research the method of control system of PLC technology. Analyze the method and the process of hard ware system and soft ware design in PLC control system through the analysis of the composition and operating principle of PLC control system.(3)Finish the design of the strip machine control system on base of PLC control system ,including the overall system design hardware design and software design. The overall system design include the counting principle of stepping motor pulse, the control method of using Stepped-weir speed curve to control the accelerated and decelerated motion of stepping motor. It also include the manners of working of the strip machine. The hardware design analyze PLC input coding(to save PLC input terminal ), PLC equipment selection, I/O distribution, PLC wiring diagram, stepping motor and so on.The design of software is the main part ,including main program, two-sectioned strip module second strip module, function key module, digital key input module, and so on.Key words: PLC the strip machine. stepping motor control system目录摘要 (I)Abstract (III)第一章绪论 ..................................................................... - 2 -1.1 PLC的产生和发展........................................................... 错误!未定义书签。
PLC控制自动裁线,剥线,上锡机
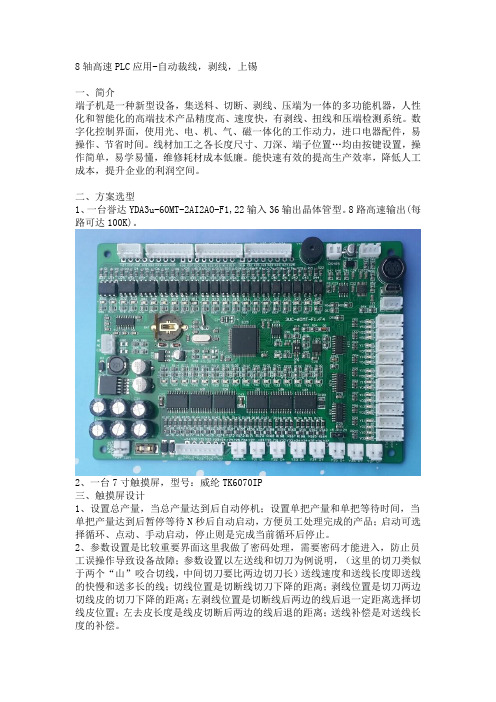
8轴高速PLC应用-自动裁线,剥线,上锡一、简介端子机是一种新型设备,集送料、切断、剥线、压端为一体的多功能机器,人性化和智能化的高端技术产品精度高、速度快,有剥线、扭线和压端检测系统。
数字化控制界面,使用光、电、机、气、磁一体化的工作动力,进口电器配件,易操作、节省时间。
线材加工之各长度尺寸、刀深、端子位置…均由按键设置,操作简单,易学易懂,维修耗材成本低廉。
能快速有效的提高生产效率,降低人工成本,提升企业的利润空间。
二、方案选型1、一台誉达YDA3u-60MT-2AI2AO-F1,22输入36输出晶体管型。
8路高速输出(每路可达100K)。
2、一台7寸触摸屏,型号:威纶TK6070IP三、触摸屏设计1、设置总产量,当总产量达到后自动停机;设置单把产量和单把等待时间,当单把产量达到后暂停等待N秒后自动启动,方便员工处理完成的产品;启动可选择循环、点动、手动启动,停止则是完成当前循环后停止。
2、参数设置是比较重要界面这里我做了密码处理,需要密码才能进入,防止员工误操作导致设备故障;参数设置以左送线和切刀为例说明,(这里的切刀类似于两个“山”咬合切线,中间切刀要比两边切刀长)送线速度和送线长度即送线的快慢和送多长的线;切线位置是切断线切刀下降的距离;剥线位置是切刀两边切线皮的切刀下降的距离;左剥线位置是切断线后两边的线后退一定距离选择切线皮位置;左去皮长度是线皮切断后两边的线后退的距离;送线补偿是对送线长度的补偿。
3、手动操作方便调试测试。
4、测试界面切刀测试开启后,切刀会上下来回动作,来回动作的距离可通过下面的寄出去设置,其它剥线送线平移也是一样,这个界面的好处就是方便装机的时候磨合机械部件。
5、这里可以选择是否启用下面这些功能,比如送比较硬的线或者送线长度较短的时候就不需要线管动作,这时可以关闭线管功能。
四、PLC部分程序载图五、结束语誉达PLC功能齐全、可靠耐用、编程简洁,与其他PLC产品相比,本体具有8轴或12轴高速脉冲输出功能,模拟量输入输出功能。
简要分析PLC技术在自动化生产线中的应用

简要分析 PLC技术在自动化生产线中的应用摘要:随着社会的不断进步以及科学技术的不断发展,在当今时代所有的加工型、制造型企业,现在的生产模式相比较之前的生产模式有了很大的进步,企业和单位为了效益,就会加大这些信息化产品的配置,其中PLC的应用就尤为重要。
同时企业要知道现在的电气控制主要是一种集成化的控制模式,所以本文就将结合自动化生产线实际当中的应用,来探讨一下PLC在电气自动化控制中的应用与分析。
关键词:现代化;集成化;自动化;PLC的应用1PLC的电气控制应用技术特点自动化生产线当中的PLC技术的技术总称为可编辑逻辑控制器,在自动化生产线中利用PLC的集成化编程就可以从总体上有效地提高电气控制的可靠性和安全性。
由于PLC的编程技术相对于其他的编程技术例如C语言、C++等比较灵活与简单,所以一般经过一些简单地技术培训,就可以进行操作。
所以在电气中PLC技术在具体的应用过程中反映出了一种简单性与灵活性。
在一般的电气控制系统当中由于PLC技术具有灵活性与简单性,就可以进行一些与电气控制设备之间的相互搭配,从而产生不同的实际效果。
PLC技术都展现出了一种适应性强,可靠程度高的特点,让现场自动化生产线以一种最完美的运行状态工作。
PLC可编程技术最为突出的一点技术优势就是在工业生产和流水线上,可以将单独或者是独立的设备进行高度的集成化操作,这样企业和生产单位就可以节省一大笔的员工工资的开支,有利于企业的发展,同时也更有利于企业提高自己的生产效率,创造更多的经济效益与经济利益。
2在自动化生产线当中应用PLC技术的必要性现在的制造型企业和单位在提升自己的生产效率与能力的时候,就需要在控制设备上不断加强PLC技术的应用同时也要对自身的自动化系统进行有效的完善,同时也要做好相应的管理与规划设计自动化生产线。
在自动化生产线的实际应用过程当中,不管是现场人员或者是设计人员,都需要对自动化系统分层结构和编程的实际情况有所了解和认识。
PLC技术在农业机械电气控制装置中的应用
PLC技术在农业机械电气控制装置中的应用摘要:PLC在农业机械电气领域有着广泛的应用,主要是通过PLC控制系统实现对农业机械的自动化控制和智能化管理,提高生产效率和质量,降低成本,同时也可以减轻人工劳动力的压力。
PLC在农业机械电气应用中,可以实现农业机械的自动化控制、数据采集和分析,帮助农民实现精准农业,提高农业生产效率和质量,实现可持续发展。
关键词:PLC技术;农业机械;自动化控制;应用引言电气系统和电气控制装置的智能化、自动化已成为电气行业未来发展的重要方向。
在电气系统中应用PLC等技术,可以实现系统整体的智能化。
与传统的电气系统和电气控制装置相比,以PLC技术为基础的控制装置在结构和形式方面存在较大差别。
针对PLC技术在电气系统中应用的优势和该技术在使用过程中需要关注的重点、应用形式等,本文进行了系统性分析,旨在明确如何有效地应用PLC技术于电气控制装置中。
1PLC在机械电气控制装置中的应用优势1.1提高运行效率在PLC技术的辅助下,设备中的部分装置可以采用较为简单的安装流程,并被纳入系统中以实现基本功能。
在电气系统中,往往需要通过增加或减少设备等形式调整原始系统,以满足使用需求。
使用机械设备时,需要通过机械端口的完整连接才能满足设备的使用需球。
但在PLC装置的辅助下,可以通过相关端口进行更简单直接的连接,将设备纳入电气体系,使设备具备相应的使用价值,并且设备的删除等操作能以更简单的形式实现。
1.2优化生产过程传统机械设备兼容性较差,这是技术发展的基本需求所致。
电气系统中存在各种不同技术基础的设备,如果没有辅助措施,这些设备难以真正有效地与电气系统兼容,并且在长期使用过程中发生故障的概率相对较高。
而PLC装置具有拥有极高的兼容性,在电气系统中,该装置与绝大部分设备装置均能够有效兼容,甚至可以根据系统需要自动处理系统中存在的部分问题。
因此,PLC装置的应用能够极大程度地提高电气系统的整体稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC在自动剥线机中的应用
作者:刘建罗晓曙陈赤梁俊英
来源:《现代电子技术》2008年第03期
摘要:为了提高剥线机的可靠性和控制精度,介绍了以Panasonic FP0—T32型PLC为控制核心设计的一种自动剥线机。
从PLC控制系统设计的角度,首先介绍了自动剥线机的工作原理和设计要求,然后阐述了系统硬件设计、PLC程序设计和程序调试,其中包括输入/输出点数计算、PLC选型、输入/输出接线设计以及模块化程序设计思路。
测试结果表明,系统完全符合设计要求,具有较高实用价值。
关键词:剥线机;PLC;步进电机;高速计数器
中图分类号:TP273 文献标识码:B
文章编号:1004373X(2008)0312803
Application of PLC in Automatic Wire—Stripping Machine
LIU Jian,LUO Xiaoshu,CHEN Chi,LIANG Junying
(College of Physics and Electronic Engineering,Guangxi Normal
University,Guilin,541004,China)
Abstract:In order to improve the reliability and precision of the wire—stripping machine,this paper introduces an automatic wire—stripping machine designed on core controller FP0—T32 PLC of Panasonic.According to the design mode of PLC control system,the work principle and requirements of design are introduced first.Then the design of system′s hardware and software and program debugging are given,which include the count of I/O quantity,selecting a mode of PLC,the design of
I/O circuit and the method of modularization program design.Test results show that the system meets the requirements of design and it has higher practical values.
Keywords:wire—stripping machine;PLC;stepping—motor;high speed counter
对线束使用需求大的电子行业,手工剥线往往既费时又不能满足需求,剥线机械化是必然的趋势。
目前许多国内机械式剥线机是以单片机为核心的控制系统,其成本较低,但精度较差,抗干扰能力不强。
本文介绍一种以PLC(Programmable Logic Controller,可编程逻辑控制器)为核心控制系统运行的机械式自动剥线机,开发周期短而且抗干扰能力强,能方便地实现系统功能扩充和修改,这些优势是单片机系统难以做到的。
1 自动剥线机工作原理与设计要求
1.1 剥线机工作原理
自动剥线机工作原理如图1所示,右滚轮步进电机带动上、下右滚轮将夹持的被加工线左右移动;裁刀步进电机带动上、下两裁刀向相反方向运动,通过控制上、下裁刀之间的位移,实现剥皮和裁线的功能;左滚轮步进电机带动上、下左滚轮将夹持的被加工线左右移动;扭线轮步进电机带动上、下左滚轮(扭线轮与左滚轮在物理上是指同一滚轮)向相反方向前后运动,实现扭线功能。
图1 自动剥线机原理图
1.2 剥线机具体设计要求
(1) 按键设置各控制参数:根据初始设置值的不同,本系统共有9种不同的工作方式,即能加工9种不同要求的线束;可以增、减对已被加工成裸线部分线束的扭线功能,包括4种扭线方式。
(2) 启停控制:如无故障检测报错,按下启动按钮启动剥线机自动工作;按下停止按钮时剥线机剥完当前一条线束才停止工作;按下紧急停止按钮时,剥线机立即停止所有工作。
(3) 连续剥线:要求剥线机能连续剥线,直到设定的工作数量。
(4) 自动计数:每剥完一条线,剥线机根据设定可以按加1或者加2计数;自动计数又分本次加工计数和累计总计数。
(5) 实时显示:要求液晶显示屏能实时显示各个设定的数据、故障报错、工作计数等。
(6) 故障报错:故障报错包括设定数据时超出剥线机参数范围,扭线轮、裁刀未归位,缺线等情况。
(7) 其他:适用线径为AWG#16~AWG#32;剥线精度为1 μm;系统性能稳定、可靠。
2 系统硬件设计
2.1 PLC输入/输出点数计算
选择PLC机型时一般应考虑到系统需要满足的功能、输入/输出点数、内存容量及成本等因素[1]。
本系统共有36个输入按键,按常规PLC输入接入将需要36点PLC输入,小型PLC 一般只有8点或者16点输入,扩展输入模块将大大增加成本。
为了减少PLC本身的成本,本系统输入部分设计成6×6阵列编码方式,实现将36路按键转化成6路PLC输入,再加上三个传感器(分别是裁刀归位、扭线轮归位和有无线材检测传感器)共9点输入。
PLC输出部分控制四台步进电机,每台需2路输出控制(脉冲和方向),再加上蜂鸣器、磁铁式导管和5路错误信息编码共15路输出。
2.2 PLC选型
基于设计要求和输入/输出点数计算以及控制成本等角度考虑,本系统选用性价比优的Panasonic FP0—T32型PLC作为系统控制核心。
FP0—T32型PLC具有以下特点[1]:超小型尺寸,长60 mm,宽25 mm,高90 mm;无需扩展I/O点数分别有16点,最大可以扩展到128点;价格相对便宜;程序容量达到10 k步。
2.3 PLC输入/输出接线设计
在此主要介绍本系统设计的36路按键编码减少PLC输入点数原理和两路脉冲输出驱动4个步进电机接线原理。
36路按键编码原理:36路按键按6×6矩阵排列,经单片机编码后成6路输出,再经电平转换后变成PLC能识别的6路输入。
当36路按键中任意一个按键按下,都将有6路信号分别传送到PLC的X1~X6口,PLC通过软件编程解码来识别特定按键。
PLC两路脉冲输出驱动4个步进电机原理:Panasonic FP0—T32型PLC最多只可以输出两路高速脉冲,系统设计时使用1路脉冲信号加1路片选信号来切换控制不需要同时驱动的两个步进电机(本系统中只有当扭线时需要同时驱动左滚轮步进电机和扭线轮步进电机),实现两路脉冲驱动4个步进电机。
3 PLC程序设计
本系统PLC程序设计采用模块化程序设计思想,包括主程序设计和各功能模块子程序设计。
具体设计方案如下:
(1) 主程序:实现步进动作之前的数据初始化工作、三段剥皮动作流程和两段剥皮动作流程。
如图2所示为系统主程序流程图。
图2 主程序流程图
(2) 按键解码子程序:从X1~X6接收的输入信息中解码36个按键。
(3) 数字接收并保存子程序:在某功能设定按键按下后调用此子程序,能将接下来输入的正确数字信息保存到相应的掉电保存寄存器。
(4) 4个步进电机控制子程序:通过高速计数器指令分别驱动4个步进电机按要求动作。
(5) 故障报警子程序:系统预设28种错误信息报警,该子程序实时检测错误信息并通过YA至YE输出到液晶显示屏显示。
图3 部分PLC程序梯形图
本系统PLC程序编程采用梯形图方式实现。
主程序部分使用步进指令将各个动作按照特定的执行顺序连接起来进行控制[1]。
子程序中对步进电机的控制,使用PLC高速计数器指令精确控制步进电机的转动位移。
为使剥线精度达到1 μm,程序中所有运算均采用μm为单位。
该程序完成了所有剥线机设计要求,程序共有9千多步,在这里就不详细列出。
如图3所示为部分PLC程序梯形图。
4 程序调试
初始调试时采用模拟开关输入,分模块单独调试,然后整合主程序和所有模块子程序整体调试,最后是软、硬件一起联机调试。
在调试过程中遇到许多问题,都一一解决了,如每个步进过程中的数据初始化程序放置在步进过程内不能初始化的问题,经反复调试,发现需要放置在主程序之前(即步进过程之外)才能正常初始化。
5 结语
本系统以Panasonic FP0—T32型PLC为核心控制系统运行,现场调试表明,系统完全符合设计要求,工作性能稳定,可精确地实现线束加工,具有较高的实用价值。
本文所述以PLC 为控制核心的自动剥线机设计方式也可推广到其他自动控制系统的设计。
参考文献
[1]郭纯生.可编程序控制器编程实战与提高[M].北京:电子工业出版社,2006.
[2]宋伯生.PLC编程理论、算法及技巧[M].北京:机械工业出版社,2005.
作者简介
刘建男,1979年出生,湖南南县人,硕士研究生。
主要研究方向为电路与系统、电气自动化控制。
罗晓曙男,1961年出生,湖北应城人,教授。
主要研究方向非线性系统的稳定控制与同步、电气自动化控制。
陈赤男,1957年出生,广西陆川人,高级工程师。
主要研究方向为电气自动化控制。
梁俊英男,1981年出生,广西武鸣人,硕士研究生。
主要研究方向为电路与系统。
注:本文中所涉及到的图表、注解、公式等内容请以PDF格式阅读原文。