压合PI补强的手指位皱折问题的改善研究资料
BOPP薄膜中皱纹、条纹的产生原因及解决办法

BOPP薄膜中皱纹、条纹的产生原因及解决办法BOPP薄膜中皱纹、条纹的产生原因及解决办法双向拉伸后的BOPP薄膜经过切边、测厚、电晕处理(或不用),然后进入收卷。
为了适应宽幅高速生产和自动换卷的要求,BOPP收卷设备采用双工位收卷机,收卷方式采用中心主动收卷,并设有张力、压力自动控制系统。
收卷质量好坏直接影响薄膜的成品率、二等品率以及最终的利润。
在大多BOPP生产线上;皱纹、条纹缺陷是经常遇见并很难解决的,为此本文着重分析皱纹、条纹缺陷的产生原因以及介绍控制办法。
收卷张力对皱纹、条纹的影响及解决办法收卷张力实质是收卷速度增量引起的薄膜弹性伸长,只有保持适当的张力,薄膜才能平展地进行卷曲。
张力控制不当是皱纹、条纹产生的―个主要原因,反之控制好张力也是解决皱纹、条纹缺陷的主要办法。
在张力控制参数中,涉及到大小、斜度等因素,不但要控制好每一个因素,而且还要注意相互之间的协同效果。
1.1 张力大小的影响及解决办法张力大小的设定直接影响膜卷收卷质量的好坏,张力设定越大其横向的分配越不均匀,薄膜平整度越差,膜卷某部卷入的空气越不易排出,产生皱纹、条纹缺陷机会越大;张力设定值太小,膜卷在收卷时辊芯易压皱,膜卷硬度偏松,大分切时膜卷辊芯易脱芯,难以收卷。
而BOPP薄膜卷曲后仍有继续结晶而收缩趋势,随膜卷直径增加每圈长度增加纵向收缩量增大,如果生产中以恒定的张力收卷将会造成膜卷外紧内松,膜卷辊芯处大量膜产生皱纹、条纹缺陷(尤其O-4000m 最重)。
表1、表2是实际生产中22μm收缩膜张力(辊芯0―4000m张力)大小--皱纹、条纹产生米数(同温下)。
表1 张力大小对薄膜厚度皱纹和条纹的影响张力设定值(N/m) 70-80 100-110 120-130 140-150 160-170 1号薄膜皱纹和条纹长度,m 1500 1200 800 200 12002号薄膜皱纹和条纹长度,m 1500 700 200 1000 1500 表1(薄膜型号不同)说明生产同种型号膜时应采用某一特定范围内的张力;生产不同型号薄膜时应采用不同范围内的张力;表2说明在生产中不能使用恒定的张力,随着膜卷直径增大张力值要逐渐递减,以便保证膜卷有收缩空间,硬度达到内紧外松。
冲压件起皱原因和控制方法的浅析
的过快 造成 的 。 在 制定 实 际解决 方案 时 ,
材料 流 动阻 力沿 凹模 口的分 布 于拉 应 从 以 上 方 面 考 虑 调 整 模 具 的 相 应 机 坯变 形 部分 紧 紧压 在 ,并 对其 作 用压 料 伸深 度 有直 接 的 关系 。在 内凹和 外 凸 的 构 ,会 取得 不错 的效 果 。 力 , 以防止 凸缘 部 分 拱起 而造 成 起 皱 。 曲线 位 嚣 上 ,拉伸 深 度过 大 能 引起 变形 参考 文献
压料 力 的 大小 要合 适 。压 料装 置 分 为 弹 阻 力 的不 均匀 分 布 ,形成 起 皱 ,应 尽量 f 1 】 李硕 本 . 冲压 工艺 学 【 M】北 京 :机 性 压 料 和 刚性 压料 两 类 。弹性 装 置适 用 避免 。 械 工 业 出版 社 , 1 9 8 2 于浅 拉深 ,刚性装 置适 用 于深拉 伸 。 ( 2) 调 整压 边力 的大 小 『 2 1 王孝培 . 冲压设 计资料 【 M1 . 北京: ( 2 )合理 采用 拉延 筋 9 8 3 . 当皱 纹 在制 件 四周 均 匀产 生时 ,应 机 械 工业 出版社 ,1 在压 料面 上 设置 托延 筋 是调 节控 制 判定 为 料 力 不 足 ,逐渐 加 大压 料 力 即 I 3 l 王孝 培 . 冲压设 计手册 l M】 . 北京: 变 形 阻力 的一 种有 效 和使 用 的方 法 。拉 可 消除 皱纹 。当拉 伸 锥形 件 和半 球形 件 机 械 工业 出版社 ,2 0 { ) 4 延 筋 能够 很 好 的调 节 材料 的 流动 情 况 , 时 ,拉 伸开 始 时 大部 分材 料 处于 悬 空状
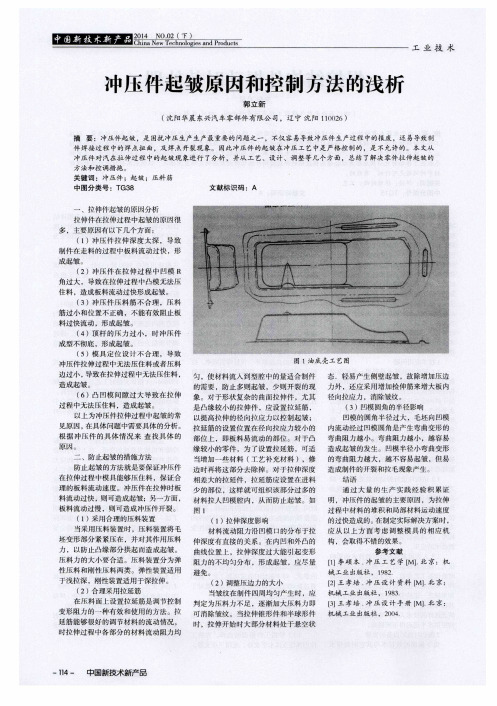
摘 要 :冲压件 起 皱 ,是 困扰 冲压 生产 生产 最 重要 的 问题 之 一 ,不仅容 易导致 冲压 件 生产过 程 中的报 废 ,还 易导致 制
压合PI补强的手指位皱折问题的改善研究资料

压合PI补强的手指位皱折问题的改善研究软板事业部QA客服组摘要:挠性板生产过程中,在板上的手指位部位压合补强以加强对挠性基板的支撑和方便插接是关键流程之一。
本文主要对压合了PI补强的手指位皱折问题作出改善分析,在保证产品品质的前提下使用低成本材料并给出了可行的改善方法。
关键词:挠性板;压合PI补强;手指位;低成本材料;皱折;改善;Research on the shrink issue of FPC’s fingerwith the stiffenerAbstract:In FPC producing process, stiffener lamination of FPC’s finger to strengthen support flexible substrate and insert and joint conveniently is always one of the vital steps. This paper mainly conduct solutionanalysis on the shrink issue of the finger with the PI stiffener. On the premise of guaranteeing theproduct quality to use the inexpensive material and give the out the feasible improving way.Key words:FPC; laminate PI stiffener; finger; inexpensive material ;shrink; improve目录摘要 (1)关键词 (1)1、前言 (2)2、手指位皱折的不良描述 (2)3、皱折原因分析 (3)3.1鱼骨图分析 (3)3.2 不同客户PI的压合流程分析 (4)3.3不良原因分析结果 (4)4、试验设计及结果分析 (5)4.1 因子与水平设置及试验结果分析 (5)4.1.1因子水平试验设计 (5)4.1.2实验结果 (6)4.1.3结果分析 (6)4.2 背胶参数的调整对手指位皱折的影响 (8)4.2.1 试验背景 (8)4.2.2实验方案及不良结果 (8)4.2.3试验结果分析 (9)4.2.4 批量验证 (9)4.2.5实验结论 (10)4.3 不同PI厚度的背胶参数优化 (10)5、总结 (10)致谢........................................................... 错误!未定义书签。
FPC工艺规范(新)
作业指导书C)-04版本号 A 生效日期2、其他目前暂不做补偿六、TFT产品(或有类似于TFT压玻璃的细手指产品,材料为1/2OZ或1/3OZRA铜):1、细手指顺压延方向;基材钻孔:压延方向+10/10000非压延-4/10000;线路菲林:压延方向+5/10000 非压延-8/10000;字符菲林:压延不拉伸非压延-10/10000;覆盖膜钻孔和模具:压延方向不拉伸非压延-12/10000(原则上必须顺压延方向否则要评审)2.细手指顺非压延方向:基材钻孔:压延方向-2/10000非压延+8/10000;线路菲林:压延方向-7/10000 非压延+4/10000;字符菲林:非压延不拉伸压延-12/10000;覆盖膜钻孔和模具:非压延方向不拉伸压延-12/10000(TFT细手指PIN宽在30mm 以下在客户要求提升排版利用率的前提下可顺压延方向排版)2.1所有长手指设计有PI补强的板不能将PI补强设计为靠近细手指端,需参考以下排版方式(避免PI补强收缩影响细手指变形)----见图1和图2作业指导书C)-04版本号 A 生效日期3、针对PIN宽大于30mm需按以下要求设计:铜箔钻带:在1:1的基础上压延方向整体拉伸10%%,非压延方向整体拉伸0%%线路菲林:在1:1的基础上压延方向整体拉伸5%%,非压延方向整体拉伸-2%%覆盖膜和字符全部按照1:1制作11.11 我司对于线宽公差如下表:1、当线宽0.06m m≤W≤0.08mm时,其公差为+0.01/-0.03。
2、当线宽0.08m m<W≤0.1mm时,其公差为+0.02/-0.02。
3、当线宽0.1m m<W≤0.2mm时,其公差为+0.03/-0.03;4、当线宽W>0.2m m时,其公差为+20%注:如果出现客户要求的线宽/线距低于我公司标准,依客户要求控制,如果高于我公司标准需要提出评审,客户没有要求则按公司要求控制。
11.12 所有双面镂空板在制作背面菲林时镂空位由之前的大铜皮更改为手指形状,每根手指的宽度比正面单边大0.075mm;长度比冲掉的纯铜箔和热固胶单边小0.20mm 12.0 测试(所有装测试针的PAD宽度至少为0.25mm高度为1.10mm,相邻两个PAD中心距至少为0.70mm)12.1 所有软硬结合板或多层软板不论是样品还是生产都需测试(包括内层),对于其他类型生产板新单必须开测试架(返改是否开测试架由市场通知)---从2008-04-04开始执行12.2 表面处理为OSP、镀锡、沉锡须放在测试后面(OSP会导致导电不良,沉锡和镀锡会导致金手指有针印)12.3所有需要测试内阻的板,安排在电测工序进行。
PCB层压铜箔褶皱产生原理与改善

影 响 ,少 量 的 树脂 难 以 充 分 填 充 到 大 量 的 空 白 区 ,而 空 白 区 的 空 气 由 于 热 胀 冷 缩 在 层 压 过 程 中 已 经 排 出 , 冷 却 后 必
然 会 出 现 部 分 真 空 状 态 ,造 成 表 面 的 铜 箔 下 陷 出 现 铜 箔 褶 皱。 2) 层 压 压 力 不 均 匀 在 层 压 填 胶 过 程 中 , 由 于 整 个 压 机 内 的 板 件 基 本 为
蕊 论选 文 编
技 师 论 文
蕾 Pa 1路与4 1 毫 I蓑 毫 ;
P B C 层压铜箔褶皱产生原理与改善
超 远精 密 电子 科 技有 限公 司,祝 小 勇 【 】 , 文
一
、
前 言
‰
l
层 压 加 工 作 为P 加 工 过 程 的 重 要 一 环 , 关 系 到 板 件 CB 的 阻 抗 , 线 条 的 完 整 性 , 树 脂 的 固 化 程 度 并 影 响 到 后 续 钻
一
■
芯 …… 板铜 H 箔
~ 芯 板
二 、 铜 箔 褶 皱 的 表 状
铜 箔 褶 皱 从 表 面 看 , 层 压 后 的 铜 箔 表 面 会 有 条 状 的
沟 状 条 纹 ,深 度 大 约 05 mm, 长 度 均 比 较 大 , 肉 眼 可 见 ,
一
。;
x
… … … 一 、
颜 色 比 较 深 ,影 响 产 品 外 观 。 外 层 铜 箔 褶 皱 出 现 后 , 需 要 使 用 外 层 底 片 进 行 核 对 , 是 否 出 现 在 边 框 区 还 是 客 户 图 形 区 ,对 于 出 现 在 客 户
图形 区 ,则需报 废 处理 。
压 合 常 见 不 良原因分析
压合常见不良压合工站生产过程中产生的不良主要有以下七个方面压伤、皱折、气泡、溢胶、转印、异物不良、偏位等,具体原因如下:A.压伤产生的原因1. 副资材在压合过程中受损耐弗龙破损、皱折,锡铝箔破损,烧附铁板破裂,玻纤布破损及皱折.2. 材料因素cvl贴合时皱折, pi 皱折,加强片脱落及3.作业时台面未清洁干净,落尘及脏物导致产生压伤B.皱折产生的原因1.机台原因上下模板不平整,热盘温度均匀性差,压合压力太大2. 副资材原因副资材老化使机台平整性变差,锡铝箔破损,.烧附铁板破裂,玻纤布破损.3. 人为原因取放产品方式不正确,如单手拿板,折板,一次性取放板太多.烘烤时取放板方式不正确造成,拖拉软板导致烤箱架割伤拿软板时与有边角的物体接触C.气泡产生的原因1. 机台原因上下模板不平整,模板温度均匀性差,压合时间异常,压合预热时间异常,压合压力异常2. 副资材及材料原因副资材老化导致压合时弹性欠佳,cvl存放时间超期及存放时温度异常导致材料变质3. 镀铜太厚,镀铜膜厚不均导致CVL无法将线路完全填充D.溢胶产生的原因1. 机台原因压合时间异常,压合时间太长,压合预热时间异常,压合压力异常2. 材料原因CVL材料自身质量有异常,cvl过期或存放条件有异常E.转印产生的原因产生转印的原因是由于cvl与铜箔交界处及孔形边缘在压合时会有胶溢出,溢出之残胶转印至耐弗龙表面,在重复压合时会复印在产品手指及铜面上.F:异物不良产生的原因1.cvl在生产中没有做好清洁工作而导致异物产生2.作业人员在生产时头发及毛屑掉到材料上所致3.压合时副资材表面未做好清洁工作导致异物粘于产品表面.G:偏位L/CVL胀缩导致偏位.2.模板平整性不良导致压力不均匀产生错位.3.压力太大造成的偏位,主要针对补强片。
压合工艺及改善方向的探讨论文
压合工艺及改善方向的探讨论文————————————————————————————————作者:————————————————————————————————日期:1 引言随着电子产品制造技术的迅速高水平化、电子产品的小型化、轻量化、高功能化、以及表面贴装技术的猛速发展,要求印刷电路板本身的弯曲翘曲度、PCB 焊接时连接热盘和焊接的共面性与平坦度也非常严格;因此在电子产品中起重要角色的PCB 也必须随着向高精度、高密度、高层次、小型化方向发展。
压合工艺在电路板向多层化中发展起着至关重要的作用。
压合的本质便是实现芯板与芯板、芯板与铜箔之间的有效粘结并保证其绝缘性能和整板的电气性能。
为了提高结合力,在压板之前先要对内层芯板进行表面处理;层压工序是多层印制电路板制造中比较重要的一环,通常情况下压合参数的设定是关系到压合品质好坏的关键一步。
本论文主要介绍了内层芯板表面棕化机理和层压参数的匹配性,并对铜皱产生的原因和解决方法进行了探讨,文章结尾还对压合的优化方向提出了一些我的想法。
2 压合流程图2.1压合流程图 叠板 蚀后冲孔 层压 冲孔机 芯板棕化 半固化片 铜箔 油压机 电压机 拆板 打靶 锣边打靶机 锣边机其中蚀后冲孔是在板子边缘冲出铆钉孔,供叠板时打铆钉,防止内层板层压时发生层间错位;叠板是预先将待内层芯板、PP、铜箔等按一定顺序叠放,为层压做准备;拆板、打靶、锣边是压合的后处理工作,主要用来钻出定位孔,方便后续工序定位,并对板边进行处理。
这些工序原理简单,在此不作多介绍。
3 层压材料在层压的过程中用主要到的原料有内层芯板、PP、铜箔。
除此之外,层压时还会用到分隔钢板和牛皮纸作为辅料。
其中铜箔是层压时主要的加工对象之一,用于制作外层线路;分隔钢板在层压时平衡板面压力,使整个板面受力均匀。
鉴于此,分隔钢板要有足够的硬度来保证他的功能;而层压过程中在压盆上下加垫的牛皮纸,是为了缓冲压力分布,使层压机的压力能够均匀的分布在整个板面。
压合变形分析及整改措施

冲
模 技
术
・
F ( 预弯时 的纵 向推力 )
( 上段弧线 区, 预 弯 推 力的 横 向 分 力
针 对 预 弯 阶段 的外 板 变形 区域 的受 力情 1 ) 外板 件 整体 或 局部 刚性 强 度较 差 , 受 力 易
图1 上端压合变形 ( 深坑)
・
变形 。
1 0・
《 模 具 制造 } 2 0 1 4 年第1 0 期
・
案后再 进行 整改 。这样减 小整改 工作量 , 也 可 提 高
整 改效 率 。
深坑
首 先 需 要 对 外 板 变 形 区域 预 弯 阶 段 的受 力 情 况
作 整 体 分析 , 如图2 所示 , 变 形 区域 受 到 来 自 B柱 区 预
弯刀预弯板件时所施加的横向推力 、 上模压紧块压 紧B 柱内外板所产生 的对 的反作用力 、 上段预弯 刀 预弯板件时所施加的纵 向推力 、 上模压紧块压紧 内外板所产 生的对 F . 的反作用 力 及上段弧线 区域 预弯推力 的横 向分力 。
向、 大小不 断变 化 , 影 响因素较多 , 不易分 析确定 变 压 合刀块 等压合包 死 阶段可 能造成 变形 的因素 , 只
形的根本原 因。所 以需要 对外板受力进行整体分 析 需 针 对 性 的分 析 预 弯 阶 段 可 能 造 成 板 件 变 形 的 后, 对可能造成变形 的因素进行先验证 , 明确有 效方 因 素 。
关键 词 : 扭 曲 变形 ; 刚性 强 度 ; 受 力 集 中; 平衡 受 力
中图分 类 号 : T G3 8 5 . 2 文 献标 识 码 : B
Ana l ys i s a nd Re c t i ic f a t i o n Me a s ur e s o f He m mi ng De f o r ma t i o n
印制板压合铜皱的分析及预防

印制电路信息 2020 No.02印制板压合铜皱的分析及预防武航杰(奥士康精密电路(惠州)有限公司,广东 惠州 516223)摘 要 印制电路板层数越来越高,在压合生产过程中出现铜皱的现象越来越频繁。
本文主要从铜皱的表现形式入手,通过现象铆钉位铜皱、熔点位铜皱、组合夹具引起铜皱、板面中心铜皱四个方面来研究探讨压合铜皱是如何产生的,制定什么方法来预防,进而提高品质。
关键词 多层板;压合;死胶;铜皱中图分类号:TN41 文献标识码:A 文章编号:1009-0096(2020)02-0025-03Analysis and prevention for pressed copper wrinkles of PCBWu HangjieAbstract With the increasing miniaturization of electronic products, the number of compaction layers is getting higher and higher, and copper wrinkles appear more and more frequently in the production process. This paper mainly starts from the expression form of copper wrinkle, through the phenomenon of rivet copper wrinkle, melting point copper wrinkle, combination fixture abnormal type positioning copper wrinkle, panel central copper wrinkle, four aspects, studies and discusses how the copper wrinkle appeared, what methods can be developed to prevent it and to improve quality.Key wordsMultilayer PCB; Pressing; Dead Glue; Copper Knit1 引言压合工序是多层印制电路板(PCB )制作流程中重要环节之一,而铜皱是压合主要外观不良之一,直接会产生品质问题。
防皱整理学习.pptx

第54页/共58页
第三章 防皱整理
第二节 常用的防皱整理剂
焙烘时树脂初缩体渗入织物内部生成树脂,生成的树脂有两种作用 。
NHCH2OH nO C
NHCH2OH
N CO N CO
N CH2 N CO N
CH2
CH2
N CH2 N CO N
CH2
CH2
N CO CH2 N CO N
(自身缩聚)
NHCH2OH
酸催化
CH2O + HA(酸) NH + CH2OH NHCH2OH + A
CH2OH + A NHCH2OH NCH2OH + HA
碱催化
NH + B(碱) N + CH2O
N + BH NCH2O
NCH2O + BH
第165页/共58页
NCH2OH + B
第三章 防皱整理
第三节 树脂整理的化学基础
第三章 防皱整理
第二节 常用的防皱整理剂
5.低甲醛的醚化2D树脂(M2D) 为了获得低甲醛整理剂常将2D树脂改性,与醇反应后得到醚化DMDHEU, 简称M2D。2D醚化如下所示:
OH OH HC CH
HOH2C N N CH2OH C
O
+ 2R OH H+
OH OH
HC CH
+ 2H2O
ROH2C N N CH2OR
O C NCH2
R
O C N CH2 + Cell OH
R
O C N CH2 + H2O
R
O C NCH2OH + H
R
O C N CH2OH
挠性板压合补强缺陷改善

u d r li g awa se iti helm i ai n p o e s a h sv lig f lo o ie t fe tt r d c eib l y n ef ln l y x s n t a n to r c s , d e i ef l ul rn td r cl a c i i n y hep o u t la ii r t a d d r bi t. t d i g t er sn fl n i c lisi if r n ic i lyo t a sm p er lto s i a e n a n u a l y By su y n h e i l g d f u te n d fe e tcr ut a u , i l eai n hp b s d o i i i i s re fl p cn nd rd fe e t o p rt ik e swa i e r u hr sn fl n e u r m e t ndCV L b n i g e iso nes a i g u e i r n p e h c n s sg v nt o g e i l gr q ie n i c h i i a e dn d p h h ee to i cp e o e t ik e so e sifne d e ie Alo dfe e tc nf r i g t e wa r e t ,t e s lc in prn i l ft h c n s ft tfe ra h sv . s ifr n o o m n yp y we e h h c n r s, li o d nd p d d p e so a e t n lsst m p o e heb t ri p o a a i e y n t o ta t f l i ng v i sa a e r s i n m d o a ay i o i r v ,t et m r vew y w sg v n b o e
压 合 常 见 不 良原因分析
压合常见不良压合工站生产过程中产生的不良主要有以下七个方面压伤、皱折、气泡、溢胶、转印、异物不良、偏位等,具体原因如下:A.压伤产生的原因1. 副资材在压合过程中受损耐弗龙破损、皱折,锡铝箔破损,烧附铁板破裂,玻纤布破损及皱折.2. 材料因素cvl贴合时皱折, pi 皱折,加强片脱落及3.作业时台面未清洁干净,落尘及脏物导致产生压伤B.皱折产生的原因1.机台原因上下模板不平整,热盘温度均匀性差,压合压力太大2. 副资材原因副资材老化使机台平整性变差,锡铝箔破损,.烧附铁板破裂,玻纤布破损.3. 人为原因取放产品方式不正确,如单手拿板,折板,一次性取放板太多.烘烤时取放板方式不正确造成,拖拉软板导致烤箱架割伤拿软板时与有边角的物体接触C.气泡产生的原因1. 机台原因上下模板不平整,模板温度均匀性差,压合时间异常,压合预热时间异常,压合压力异常2. 副资材及材料原因副资材老化导致压合时弹性欠佳,cvl存放时间超期及存放时温度异常导致材料变质3. 镀铜太厚,镀铜膜厚不均导致CVL无法将线路完全填充D.溢胶产生的原因1. 机台原因压合时间异常,压合时间太长,压合预热时间异常,压合压力异常2. 材料原因CVL材料自身质量有异常,cvl过期或存放条件有异常E.转印产生的原因产生转印的原因是由于cvl与铜箔交界处及孔形边缘在压合时会有胶溢出,溢出之残胶转印至耐弗龙表面,在重复压合时会复印在产品手指及铜面上.F:异物不良产生的原因1.cvl在生产中没有做好清洁工作而导致异物产生2.作业人员在生产时头发及毛屑掉到材料上所致3.压合时副资材表面未做好清洁工作导致异物粘于产品表面.G:偏位L/CVL胀缩导致偏位.2.模板平整性不良导致压力不均匀产生错位.3.压力太大造成的偏位,主要针对补强片。
织纹显露的改善报告 2

负责执行 人
监督人
300T压机压板 程序的规定
4、6-8层板压合程序,热压时间150min,(普通6-8层板,TG150、内层铜厚3张PP的六、八层板)。 5、TG170压合程序,热压时间190min,(TG170四、六、八层板) 6、AL-VT-4A2压合程序,热压时间150min(VT-4A1、VT-4A2PP的单面及多层铝基板) 7、AL-1080压合程序,热压时间150min(1080RC68%PP的单面及多层铝基板)。 8、无卤素材料的压合程序,热压时间190min(压无卤素材料的多层板) 1、每周对热压机的热压仓内清洁一次,确保热压仓内无油污和垃圾。
汪普 刘礼彬
吴干风 黄邦忠
预排
汪普 刘礼彬
吴干风 黄邦忠
11
返回目录
改善工序
织纹显露改善控制方案
1、单边一张7628或两张7628四层板压合程序,热压时间120min(TG130-140内层铜厚1OZ的四层板) 2、单边2116+1080四层板压合程序,热压时间120min.(TG130-140,内层铜厚1-2OZ的四层板) 3、单边7628*3或内铜3OZ四层板压合程序,热压时间130imn(TG130-140内层铜厚1-3OZ的四层板)
3
返回目录
二、现象描述
5-10月份织纹显露报废面积统计
月份 报废面积(㎡) 5月 2.03 6月 12.58 7月 5.26 8月 7.39 9月 8.44 10月 47.01
Page4
返回目录
•
月份 报废率(%)
5-10月份织纹显露报废率统计
5月 0.02 6月 0.14 7月 0.05 8月 0.073 9月 0.08 10月 0.4
铜箔皱原因分析及改善措施

铜箔皱原因分析及改善措施陈于春;李子扬【摘要】压合工序是线路板工厂中最重要的工序之一,铜皱问题是行业内推广薄铜箔最大的阻碍。
文章通过自行设计简易试验装置,设计对比试验,分析了压合铜箔皱的机理,阐述了温度均匀性对铜皱的影响,完善了行业内对该问题的理论认识;提出了一种针对铜皱问题全新的解决思路和方法即通过参考树脂融化点调整压合程序的方式解决压合铜箔皱问题。
%Lamination is one of the most important processes in multilayer PCB manufacture. The copper wrinkles is the most difficulty to promote thin copper application. The article analyses the theory of wrinkle throughout design facility tester and DOE, expounds the impact of temperature equality to wrinkle, consummates the theory to the crush. Besides these, a kind of brand-new idea and method is proposed through regulating lamination procedure reference to resin melt.【期刊名称】《印制电路信息》【年(卷),期】2014(000)007【总页数】3页(P27-29)【关键词】温度均匀性;树脂融化点;压合程序【作者】陈于春;李子扬【作者单位】深南电路有限公司二厂技术部,广东深圳 518117;深南电路有限公司二厂技术部,广东深圳 518117【正文语种】中文【中图分类】TN411 前言压合工序是线路板工厂中最重要的工序之一。
高多层板压合起皱的原理与解决办法

高多层板压合起皱的原理与解决办法
刘东;高团芬;余华;姜雪飞;叶应才;翟青霞;吴丰顺;邓丹
【期刊名称】《印制电路信息》
【年(卷),期】2010(000)0z1
【摘要】压合工序是高多层板线路板工厂最重要的工序之一,压合起皱问题困扰多数高多层线路板工厂的一大难题.文章分析了压合起皱问题的机理;介绍了解决压合起皱传统的方法:增加假铜点、升温速率与压力的调整,压合结构的调整、增加牛皮纸提高缓冲度、工具边图形设计优化等方法,提出了一种全新的解决思路和方法即通过钢板与线路板的铜箔之间的膨胀匹配性的解决压合起皱问题.
【总页数】6页(P360-365)
【作者】刘东;高团芬;余华;姜雪飞;叶应才;翟青霞;吴丰顺;邓丹
【作者单位】深圳崇达多层线路板有限公司;深圳崇达多层线路板有限公司;深圳崇达多层线路板有限公司;深圳崇达多层线路板有限公司;深圳崇达多层线路板有限公司;深圳崇达多层线路板有限公司;华中科技大学;华中科技大学
【正文语种】中文
【中图分类】TN41
【相关文献】
1.高起皱水分下保持高附着力的起皱技术 [J], 李德品
2.高频高速用混压多层板的压合技术 [J], 袁欢欣
3.超厚内层铜(≥0.4mm)多层板的压合方法探讨 [J], 高团芬;刘东;季辉;陈聪;何森;
彭卫红
4.多层板压合起皱改善分析探讨 [J], 谢忠文
5.多层板压合制程 [J], 李斌
因版权原因,仅展示原文概要,查看原文内容请购买。
PCB压合铜箔起皱工艺改善方法探讨
一般板件平均单位面积上受压23kgf就不会起皱,但压力分布极端的特殊类型平均单位面积受压甚至需要30kgf才能避免起皱。
这是因为板件图形分布不均匀、压机均匀性、钢板均匀性、压力传递散失等等因素影响,板面上不可能各处压强力分布均匀。当局部压强力过小,不足以使树脂塑型,板件就会产生白斑空洞或者铜皮起皱。
内层无铜空白区受到的压力f﹤内层有铜区受到的压力F,无铜区与有铜区压力分布不均匀,在空白区位置容易出现起皱。
3.2.1.1.2外层PP片为106*2
在热压时,树脂经历“固态-高弹态-粘流态-高弹态-固态”变化过程,在料温约80-140的粘流态,树脂流动填充内层间隙。这个过程,树脂越少填充能力越弱;软化的PP片本身作为最好的缓冲材料,厚度越薄缓冲能力越弱。所以,106*2的PP结构没有很好的缓冲能力和填充能力,对改善无铜区压力分布不均引起的起皱现象没有很多帮助。
3.2.4铆钉附近起皱
铆合时选用的铆钉偏高或铆合品质不良,层压时铆钉会顶起钢板,导致靠近铆钉附件区域因为压力不足而出现白斑、起皱。
3.2.5其他违规操作起皱
操作员排板时铜箔没有抚平,或选用了严重皱褶的铜箔,或钢板表面有水,或牛皮纸过多导致料温升温过慢等等违规操作都会导致起皱。
4铜箔起皱的应对措施
因为板件在热压时“局部欠压”是起皱主要原因,应对措施也主要是从消除“局部欠压”方向制定。方法有减少压力散失、提升欠压区分配到的压力、合理打压提高压力有效率、使用强度更强的厚铜箔等等。
提前上压和加压压合对起皱的控制效果最好,但必须注意提前上压导致的流胶过度,板厚不均等等其他不良隐患,也要注意压力与温度(上压时机和升温速率)的匹配,对于不同的材料、设备和不同的产品设计,需要经过多次实验才可以确认最佳组合。
降低压合层偏不良 ppt课件

壓力
1.87~2.0℃/min
450pis
1.48~1.61℃/min
400psi
料號
生產數
改善前數據 不良數
不良率
生產數
改善后數據 不良數
不良率
報廢板
21844
161
0.74%
2249
16
0.71%
0.80%
不良率趨勢圖
不良率
0.75% 0.70%
0.74%
0.71%
0.65% 不良率
改善前數據 0.74%
44
Innovation, Teamwork, Excellence, Quality
一.專案選定及活動計划
1.壓合缺點柏拉圖,下圖資料來源:品保2011年04月01日~30日壓合報廢報表.(六層含以上板數據)
生產數 總不良數 層偏
76102
1154
不良率 1.52%
累計貢獻度
472 0.62% 40.90%
19周
20周
21周
压边圈对应制件位置起皱预判与解决方法

压边圈对应制件位置起皱预判与解决方法
林春海
【期刊名称】《模具工业》
【年(卷),期】2024(50)2
【摘要】拉深工艺中压边圈对应制件局部位置会起皱,该缺陷会影响压边圈与模具的使用寿命,采用理论压边力无法使压边圈和上模稳定闭合,导致材料流入量与理论值相差较大,以CAE软件分析的结果为依据,预判成形制件起皱区域,在模具加工前解决其起皱问题。
【总页数】6页(P19-24)
【作者】林春海
【作者单位】柳州福臻车体实业有限公司
【正文语种】中文
【中图分类】TG386.1
【相关文献】
1.三片法鼻腔填塞预判鼻后部出血位置89例
2.超声检查在胎盘位置判定与剖宫产瘢痕妊娠预判及诊治中的临床应用价值
3.方盒形件分块变压边力成形过程中的法兰起皱临界压边力计算——方盒形件分块变压边力成形研究之三
4.基于六轴惯导的电网带电运维机器人作业位置预判
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压合PI补强的手指位皱折问题的改善研究软板事业部QA客服组摘要:挠性板生产过程中,在板上的手指位部位压合补强以加强对挠性基板的支撑和方便插接是关键流程之一。
本文主要对压合了PI补强的手指位皱折问题作出改善分析,在保证产品品质的前提下使用低成本材料并给出了可行的改善方法。
关键词:挠性板;压合PI补强;手指位;低成本材料;皱折;改善;Research on the shrink issue of FPC’s fingerwith the stiffenerAbstract:In FPC producing process, stiffener lamination of FPC’s finger to strengthen support flexible substrate and insert and joint conveniently is always one of the vital steps. This paper mainly conduct solutionanalysis on the shrink issue of the finger with the PI stiffener. On the premise of guaranteeing theproduct quality to use the inexpensive material and give the out the feasible improving way.Key words:FPC; laminate PI stiffener; finger; inexpensive material ;shrink; improve目录摘要 (1)关键词 (1)1、前言 (2)2、手指位皱折的不良描述 (2)3、皱折原因分析 (3)3.1鱼骨图分析 (3)3.2 不同客户PI的压合流程分析 (4)3.3不良原因分析结果 (4)4、试验设计及结果分析 (5)4.1 因子与水平设置及试验结果分析 (5)4.1.1因子水平试验设计 (5)4.1.2实验结果 (6)4.1.3结果分析 (6)4.2 背胶参数的调整对手指位皱折的影响 (8)4.2.1 试验背景 (8)4.2.2实验方案及不良结果 (8)4.2.3试验结果分析 (9)4.2.4 批量验证 (9)4.2.5实验结论 (10)4.3 不同PI厚度的背胶参数优化 (10)5、总结 (10)致谢........................................................... 错误!未定义书签。
个人简介....................................................... 错误!未定义书签。
1、前言具有柔性是FPC最大的特点,然而FPC上作为插装元件要求有一定的强度,从而在生产过程中需要在手指位上压合补强来增加其机械强度。
通常挠性板补强由FR-4和PI材料制成,通过冷压或热压的形式压合到挠性板上。
我司FPC产品手指位所用的补强材料绝大部分是PI,且所用的压合方式为热压。
但是今年的1月到7月份遭到客户多次投诉压合PI补强的手指位皱折问题,接二连三的投诉影响到了客户对我们产品品质的满意度。
而本文主要就是展开了对于压合了PI补强的手指位产品皱折问题的产生原因及控制方法的研究。
2、手指位皱折的不良描述今年1月份至7月份,由于新客户艾礼富对产品的品质接收标准特别严格,手指位皱折问题遭到该客户多次投诉,投诉不良率达 4.8%。
该客户产品在线数量也较多,内部在线部分产品不良率高达10%。
为了改善该问题,内部进行了一系列的改善试验,问题得到有效控制。
手指位皱折不良情况见图1:3、皱折原因分析3.1鱼骨图分析机料 图13.2 不同客户PI 的压合流程分析艾礼富客户和共达客户的产品类型较相似,但共达客户的产品手指位皱折不良率较小,它们之间有什么区别?我司目前所使用的两种PI 压合的整体流程如下:其中艾礼富产品使用的是云达的PI ,而共达产品使用的是雅森的PI 。
云达PI 其本身不带胶,需要另外贴合一层胶上去,因此多了背胶过程,而雅森PI 是带胶的;另外云达PI 压合使用的的是快压,而雅森PI 使用的是传压。
3.3不良原因分析结果根据以上不良分析排查,影响手指位皱折的主要因素为: PI 种类、压合方式、预贴合、硅胶和背胶参数。
由于客户材料不能随意变更及雅森PI成本较高,所以暂不考虑PI 种类做为改善试验因素。
具体分析如下表: 表1 不良原因判定云达PI +东溢胶纸(一般产品) 整卷压膜机背胶 雅森PI (共达客户产品)裁切啤板对照MI 要求测量PI 加强片厚度 烤板4、试验设计及结果分析由于F1G1269产品在线不良率较高,生产线数量较多,且被客户反复投诉了两次,本实验将以该产品进行研究改善试验。
4.1 因子与水平设置及试验结果分析4.1.1因子水平试验设计根据上述影响因素分析得出,手指位皱折有压合方式、硅胶、预贴合、背胶参数4个主要潜在因子,各因子确定2水平,于是采用DOE进行试验设计,选择L8(2)4正交表进行试验,试验指标为手指位皱折不良率,望小。
关于试验的具体信息如下文所描述。
表2 因子及水平设置表4 实验设计4.1.2实验结果表5 实验结果4.1.3结果分析针对以上得出的数据进行分析,其结果图形化为:图3 主效应图根据Minitab DOE 分析显示,主效应图(图3)中压合方式由快压改为传压和调整背胶参数皱折不良率明显降低,。
正态图(图4)、Pareto 图(图5)两图也都表明压合方式及背胶参数为显著影响因素,而其他两个因子影响相对较小,且两个水平的不良率也无较大差异。
再从整体流程响应优化分析图(图6)中得出,传压 +不垫硅胶+不预贴合+背胶参数二为最佳方案.而由于硅胶及预贴合这两个因子两个水平差异不大,但是不垫硅胶会导致产品压不实和分层,而不预贴合产品压合时较容易偏移,因此还是选择垫硅胶及预贴合方式较佳。
同时发现快压后的产品铜面形成了如下图的凹坑皱折,怀疑可能为气体残留在PI 下,而快压抽真空抽不出来,压合时气泡受挤压排不出导致,见图7。
图5 效应的pareto 图图4 效应的正态图 图6 整体流程响应优化分析图图另外,传压的产品电金后金面出现麻点,用放大镜看后确认为有铜面受污染,有异物阻镀,不良率为 2.7%,可能由于传压工艺温度和压力都较高以及时间长,所用辅料易挥发出异物等原因导致,见图8。
4.2 背胶参数的调整对手指位皱折的影响 4.2.1 试验背景前面的试验得出了改善皱折的较佳方案为传压 +垫硅胶+预贴合+背胶参数二,但是传压虽对皱折有较明显的改善,却同时产生了阻镀不良,且不良率较高,而根据前面DOE 试验分析,调整背胶参数也对产品皱折有显著的影响。
且对背胶进行分析后也发现云达PI 背胶后,撕开离型纸后从表面看可看到很多白点,而雅森PI 本身带胶没有这种情况。
且根据DOE 试验快压后的产品的不良现象,也分析怀疑为背胶不实导致,于是继续进行如下试验。
4.2.2实验方案及不良结果图7 云达PI 快压后的产品快压产品金面传压产品金面图8根据之前已调整的参数经验再进行如如表6的调整:注:上表及后续表格中“—”表示该项与原正常生产工艺一致。
参数背胶后效果图片:4.2.3试验结果分析从以上试验得出,参数二和参数三背胶效果都较好,且皱折不良率降低效果无较大差异。
因此结合生产效率手指位背胶参数更改成参数二:6 kg/cm2 、1.5m/min、100 ℃为方案最佳。
4.2.4 批量验证实验设计如表8:表6原参数背胶不实参数三背胶良好参数一轻微背胶不实图9参数二背胶良好4.2.5实验结论结合以上试验分析,手指位皱折的最主要原因为PI背胶不实,若过塑机背胶时间较快,辊轮压力不够等很容易使背胶时气泡残留,导致在快压作业时胶层中小气泡受高温高压外排而流动不均膨胀蒸发以致出现手指位皱折的现象。
而通过调整参数可以较好的控制该不良。
4.3 不同PI厚度的背胶参数优化前面试验的产品F1G1269所用的PI厚度为5mil,背胶参数为 6 kg/cm2 、1.5m/min、100 ℃。
但在后面的生产中发现,采用该参数压厚度为3 mil及以下的PI时还是有轻微的背胶不实,根据前面试验经验,可以通过调整参数进行改善,而压力6kg已快达到极限,所以考虑在调整速度,通过把速度调低到1.0m/min,背胶不良情况也得到了控制。
5、总结根据改善试验,通过调整背胶参数为最佳改善方案,手指位皱折的不良率得到了控制。
因此得以继续使用材料成本较低的云达PI,客户也未在投诉过该问题,稳定了产品订单。
从1月到9月该客户的手指位皱折过程报废率如图10:综合以上,手指位皱折问题的最终改善方案为:调整背压参数。
同时对于背胶也制作了相应的作业指导书,规定参数具体调整如下:(1)当PI厚度≤3 mil时采用:温度:100±5℃,速度:1.0±0.2m/min,压力:6-7kg/cm2(2)当PI厚度>3 mil时采用:温度:100±5℃,速度:1.5±0.2m/min,压力:6-7kg/cm211。