200KA电解系列延长槽寿命的对策
延长大型预焙槽使用寿命的生产实践

延长大型预焙槽使用寿命的生产实践【摘要】如何延长大型预焙槽的使用寿命从而降低生产运行成本是电解铝行业生产管理中的重要课题,本文就电解铝生产管理中电解槽大修、焙烧启动、后期管理、正常期管理等环节的生产实践进行了综合阐述,探讨了延长槽寿命的途径。
【关键词】电解槽;寿命;管理在铝行业成本竞争日趋激烈大环境下,如何通过管理尽可能降低各种生产运行成本、提高企业的竞争力,是众多电解铝企业面对的一个重要课题。
如何进一步细化管理,挖掘潜能、寻求效益最大化是我们今后需要努力的方向。
三门峡天元铝业股份有限公司拥有190KA系列和300KA系列两条电解铝生产线,自投产以来通过管理提升、技术创新等手段,不断加强工艺管控和优化,提升生产管理质量,各项技术经济指标稳居同行业前列,更为重要的是在延长电解槽使用寿命方面取得了显著效果。
1.大修槽管理1.1大修槽过程管理电解槽在大修过程中,机动车间安排技术员对大修过程进行全过程的质量监管,对不符合工艺要求的作业点及时制止并进行返工,确保电解槽大修质量,并认真填写电解槽砌筑报告,分厂安排人员对筑炉作业质量进行检查考核。
1.2大修槽验收电解槽完成大修后,由生产技术科联合设备科组织电解使用单位、施工单位等对电解槽进行验收,符合验收条件的电解槽方可投入使用;设备科负责电解槽验收记录的整理归档。
2.预热焙烧与启动管理新启槽严格按《天元铝业电解二厂电解槽启动标准》操作,细化电解槽内管理制度,建立健全电解槽焙烧启动日志,进一步规范新启动槽的管理。
2.1铺焦、挂极清扫电解槽内衬表面,焦粒铺设厚度20mm以下,焦粒颗粒在1-3mm,严格控制1mm以下颗粒。
铺焦、挂极采用连续铺挂法,从阳极的A、B末端极向首端极推进。
2.2装炉将氟化钙均匀铺在阳极与槽侧部之间,用大电解质块在出铝端砌好灌铝口。
用高分子比电解质砌筑宽250㎜的堰墙,最后用冰晶石粉填入阳极与碳块之间的缝隙,并将阳极整体覆盖,便于保温。
2.3安装分流器安装分流器之前,内钳确认分流器对应的位置,同时检查压接面是否平整,如不平可用锉刀挫平或更换。
如何延长铝电解槽槽寿命

筑炉 材料 质 量是 很客 观 的 因
,
它 直接 关 系着 电解 槽 的生 产 素 .使 用前 要进 行 严格 检查 .杜
效率 和 成本 .我 国国 内的槽 寿命 绝使 用 劣质 品 例 如 :湖北 某公
平 均仅 1 0 天 左右 .远 远低 于 美 0 7
筑炉 丁艺 的选 取 大体 相仿 .
寿命 。
高的 .而且 异 常槽 A I 在热槽 、 C
压槽 、滚 铝 , 含炭 槽 中 大 量 生
子 比炉 帮 。
焙烧启动制度
电压 的管理 :启动 后根 据铝 水平 和槽温 情 况 .有计 划有 步骤
新 建 或 大 修 电 解 槽 都 必 须 经过 焙烧 启 动 焙 烧 的 主要 F 的 、 j
总 之 .启动 前期 的管理 必须 要 围绕 建立 好 的炉 帮来 展开 ,保
) 块 表 面温 度 高 于9 0 C 减 轻Na 项T 作内容 :1 检查现 场槽盖板 5 可 o
的破坏 作用 。启 动 温度 过低 ,会 及母 线绝 缘情 况 ,监 督 出铝 口保 证正 常 的打 壳下 料 .防 止 出现 氧
周后 降 到40 .6V.随后 根 据 分
子 比和槽温及 A 系数适 当提高部 E 分 电压 .始 终保 持 电解 槽 的热稳
定性。
化.预热槽体使其接近电解温良
如果焙 烧启 动制 度 不合 理 ,会严
电解 槽 日常维 护措 施
电解 槽 日常 维 护 措 施 包 括 5
重 影响 槽 寿命 。启 动时 .槽 底 碳
成.会加重对内衬的侵蚀 。
适 当的分 子 比控制 。分子 比 地 对 电压进 行 调整 .前 期要 快 ,
200kA预焙铝电解槽焙烧启动方法实践
200kA预焙铝电解槽焙烧启动方法实践摘要:通过对异型阴极在200ka系列焙烧启动工业试验中出现的问题进行分析,找出了一种适合异型阴极在200ka系列的焦粒焙烧启动新方法,有效地解决了异型阴极电解槽在焦粒焙烧启动时出现的冲击电压过高、局部过热、阴极炸裂等问题。
关键词:异型阴极;焦粒焙烧;冲击电压;槽寿命the roasting practice of 200ka profiled cathode electrolyzer(lanzhou branch of chalco,lanzhou 730060,china)zhang zheng laiabstract: based on the200ka series cathode baking industry test in an analysis of the problems,to find a suitable cathode in 200ka series of coke particle baking and start-up of new methods, to effectively solve the cathode electrolytic tank adopts coke particle roasting starting method appears when the impact voltage too high, local overheating, cathode breakage a series of problems such as.key words:cathode; coke particle baking; impulse voltage; the service life of the cell中图分类号: tm714 文献标识码: a 文章编号:前言近年来,我国多家铝电解企业通过推广应用异型阴极铝电解槽降低平均工作电压来实现节能降耗,取得了显著的效果。
浅谈200KA铝电解槽的技术创新
浅谈200KA级大型预焙阳极铝电解的技术创新摘要:本文根据200KA级大型预焙阳极铝电解槽的测试和生产实践,指出该预焙阳极铝电解槽母线配置合理,铝液流速低,采用焦粒焙烧、干法无效应启动的技术,电解槽仅用一个月的时间便转入正常生产,氧化铝超浓相输送系统简单可靠,净化系统先进,污染物排放量达到国家规定的标准,智能多模式控制系统使阳极效应受控率达92%,经过6个月的连续生产考核,电流效率达95.12%,直流电耗达13144Kwh/t.Al,具有显著的经济效益和社会效益。
关键词:预焙阳极;铝电解槽;技术创新自冰晶石—氧化铝融盐电解法诞生以来,已有一百多年的历史了。
在此期间,随着铝电解生产技术水平的不断提高及相关工业的发展,铝工业已由生产初期的4000~8000安培小型铝电解槽,发展到目前的280~320KA大型预焙阳极铝电解槽。
铝电解的电流效率由初期的不到80%提高到目前的94%以上。
由沈阳铝镁设计研究院设计的我公司200KA级预焙阳极铝电解槽,于2000年11月14日一次焙烧启动成功。
所有的136台铝电解槽在启动后一个月内转入正常生产,在不到两个月内,各项经济指标均达产达标,有的甚至好于设计指标。
目前,所有电解槽运行良好,经济指标先进。
1.生产技术条件及主要经济指标1.1 正常生产的技术条件:系列电流强度:193-195KA 电解槽工作电压:4.15-4.18V电解温度:950-965℃电解质分子比: 2.5-2.6电解质水平:20-22cm 铝液水平:18-20cm效应系数:<0.4次/槽.日极距: 4.5cm1.2主要经济技术指标系列136台铝电解槽经6个月的连续生产考核,所取得的经济指标见表1。
2.200KA级预焙槽设计及生产的技术创新关铝200KA级预焙槽所取得的技术经济指标是与设计及焙烧启动中的技术创新分不开的。
2.1母线配置先进沈阳铝镁设计研究院在设计中使用先进的国际工程软件来优化并指导电解槽母线设计,采用大面四点等电流进电方式,阴极母线采用非对称配置,以补偿相邻列电解槽产生的不利磁场。
浅谈对大型电解槽破损原因及延长槽寿命问题研究

浅谈对大型电解槽破损原因及延长槽寿命问题研究摘要:众所周知,槽寿命是现代铝电解生产技术高低水平的关键,其对企业的经济效益和社会效益具有直接的影响。
通过调查研究,我们发现,国内的电解槽的使用寿命大多都在1200天左右,个别的铝厂电解槽的使用寿命甚至不足1000天,这在一定程度上,对企业的发展具有明显的阻碍作用。
因此,我们有必要对大型电解槽进行认真的研究和分析,识别电解槽的种类和特征,从而进一步延长电解槽的使用寿命。
鉴于此,本文主要针对大型电解槽破损原因及延长寿命问题进行相关浅析,仅供参考。
关键词:大型电解槽;破损原因;延长;槽寿命;问题研究1、电解槽的破损原因及特征分析1.1 电解槽的破损原因早期电解槽的破损因素包括:设计因素、内衬材料的质量因素、筑炉质量因素、焙烧启动与后期的管理质量因素。
依据电解槽遭到破坏因素实际比例可了解到,设计因素占比10%、内衬材料的质量因素与筑炉质量因素均各自占比20%、焙烧启动与后期的管理质量因素占比50%。
而若想确保槽的使用寿命得以提升,就应当从源头上着手,严控各个节点。
①设计因素注重设计的科学合理性,弹性槽壳对于内衬的材料膨胀所产生应力缓冲作用,对其膨胀予以有效地限制。
内衬材料,可吸收启动焙烧时阴极膨胀所产生部分应力,防止阴极扎固的碳缝出现断裂或起层等问题状况。
②内衬材料的质量因素阴极碳块的质量相对较差,启动焙烧时阴极碳块极易有隆起或折断情况出现。
糊料质量若不达标,则会导致剥落、起层情况出现,甚至会出现裂缝问题;保温砖的保温性能若不佳,则炉底部温度会相对较高,其电解质等相应温凝固线会逐渐上移到碳块上,促使碳块被破坏。
故而,保证内衬材料的质量,属于提升槽实际使用寿命关键点,需得到充分重视。
③筑炉质量因素若钢棒、糊料、碳块等温控不佳,并能严格依据筑炉工艺开展施工操作,则会导致碳块压的接压降差较大,电流会集中于向压降低阴极,促使阴极钢棒的温度过于高,加剧膨胀,极易导致阴极碳块被折断。
200kA新式阴极钢棒结构电解槽工艺特点及应用
作者简介院张铁山(1985-),男,本科,助理工程师,2008 年毕业于 兰州理工大学冶金工程专业,就职于中国铝业连城分 公司,从事电解铝生产管理。
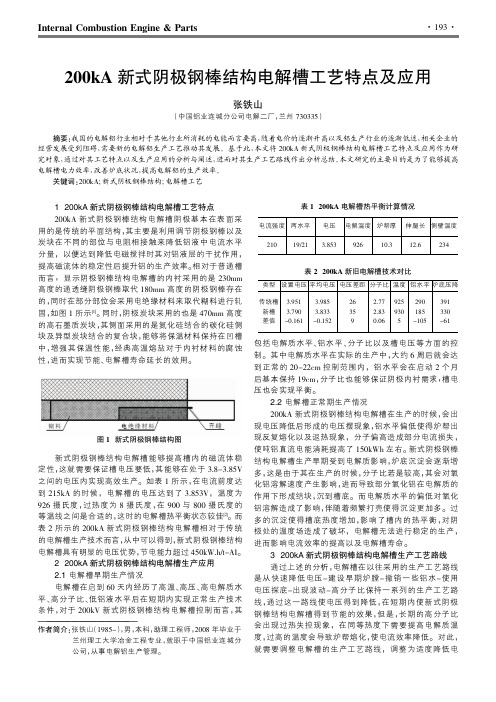
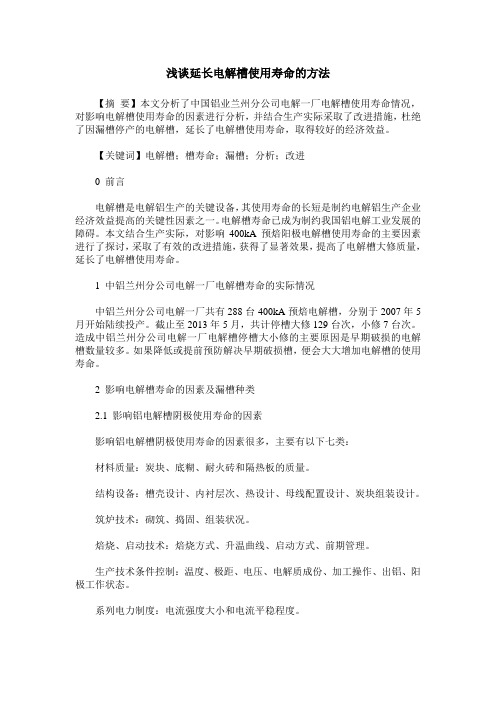
表 1 200kA 电解槽热平衡计算情况
电流强度 两水平 电压 电解温度 炉帮Fra bibliotek 伸腿长 侧壁温度
210 19/21 3.853 926
10.3
12.6
234
表 2 200kA 新旧电解槽技术对比 类型 设置电压 平均电压 电压差距 分子比 温度 铝水平 炉底压降
传统槽 3.951 3.985
26
2.77 925 290 391
图 1 新式阴极钢棒结构图
新式阴极钢棒结构电解槽能够提高槽内的磁流体稳 定性,这就需要保证槽电压要低,其能够在处于 3.8-3.85V 之间的电压内实现高效生产。如表 1 所示,在电流前度达 到 215kA 的时候,电解槽的电压达到了 3.853V,温度为 926 摄氏度,过热度为 8 摄氏度,在 900 与 800 摄氏度的 等温线之间是合适的,这时的电解槽热平衡状态较佳[2]。而 表 2 所示的 200kA 新式阴极钢棒结构电解槽相对于传统 的电解槽生产技术而言,从中可以得到,新式阴极钢棒结构 电解槽具有明显的电压优势,节电能力超过 450kW.h/t-AI。
新槽 3.790 3.833
35
2.83 930 185 330
差值 -0.161 -0.152
降低200 kA电解槽阳极毛耗的生产实践

降低200 kA电解槽阳极毛耗的生产实践摘要:本文阐述了降低阳极消耗的可能性,总结了200kA铝电解槽降低阳极毛耗的生产实践经验,对目前电解铝企业节能降耗和提高经济效益有一定的实践意义。
关键词:阳极消耗;降低;措施在铝市场竞争激烈的今天,降低铝成本是铝电解工作者探求的目标。
炭阳极消耗约占铝电解总成本11%,而且在铝电解过程中,炭阳极既承担着导电作用,又参与电化学反应,对技术经济指标和原铝质量都有着极为重要的影响,因此被称为铝电解槽的“心脏”。
针对该公司200kA系列影响炭耗的诸因素进行分析,结合生产实际,进行优化工艺技术条件,改进操作,进一步降低阳极消耗,由2008年547kg/t?Al降至目前490kg/t?Al。
1 降低阳极消耗的可能性1.1炭阳极反应原理的总方程为:Al203+YC=2Al+(3-Y)C02+(2Y-3)CO由此的炭消耗量的计算式:M=2/3(1+X)式中:M-炭消耗率,kg/kg?Al;X-气体中CO2摩尔量。
当X=1时,1000㎏?Al理论炭消耗量为333 kg,由于阴阳极副反应的存在,CO2所占摩尔量<1,炭耗肯定升高。
当CO2摩尔量为0.7时,理论炭消耗量为393kg。
电效可达η=1/2(CO2%+100%)+3.5%=88.5%。
2 200kA系列阳极毛耗较高的原因2.1 阳极长包200kA电解系列于2001年3月投产,自2004年6月开始逐步强化电流(最高强化到217kA),在强化电流的过程中(208kA之后)电解槽开始出现阳极长包现象。
随着电流强度的不断增加,阳极长包数量也在增加,阳极长包影响了电解槽运行的稳定性,不得不用新极进行替换,阳极长包现象是造成阳极毛耗增加的主要原因。
2.2 覆盖料结构不合理200kA系列覆盖料粒度为3cm,覆盖料粒度过大,为达到保温效果将覆盖料平均厚度增加到20cm,局部厚度差异较大,易致使阳极表面温度较高,加快阳极消耗。
200KA电解槽降负荷期间综合管理措施
200KA电解槽降负荷期间综合管理措施作者:董鹏任联生费征王云强宋明栋来源:《中国新技术新产品》2012年第08期摘要:铝电解行业是我国重点耗能行业,受制于电力供应缺口,为保障民生用电,铝电解行业周期性降负荷特征明显,本文讨论了在降负荷期间通过运用综合管理手段,力争将电解槽受到的干扰因素降至最低,并实现良好的经济指标。
关键词:200KA电解槽;降负荷;综合管理中图分类号:TF82 文献标识码:A稳定的电力供应是电解铝正常生产的基本条件之一,此条件一旦遭到破坏,对电解铝企业是致命的。
但随着我国经济的长足发展,电力供应紧张局面日趋显现,限电降负荷正演变成电解铝企业的“常规工作”。
限电前期我公司200kA系列电解槽电流已强化至211kA。
受电力紧张影响,2010年底我公司开始限电降负荷。
电流强度降幅最大时降至175kA,最大降幅达到17%,并持续一个多月,给生产系统的正常运行带来不利影响。
此次限电具有时间长、幅度大、周期性强的特点。
公司通过采取各项措施,在各单位的通力合作下,将限电损失对正常生产带来的不利因素降至最低。
本文就限电降负荷期间如何最大限度降低电解铝企业的损失进行探讨,以期对同行有所帮助。
1 准备阶段1.1协调沟通外部供电环境接到限电通知后及时组织专人专职与外围供电部门保持实时沟通,落实限电起始时间及限电幅度,同时了解负荷变化情况,以便根据实际状况及时采取相应措施,确保各项准备工作有序开展。
1.2负荷分配根据限电情况了解负荷供应规律,根据负荷变化的周期性,合理安排附属车间的作业时间,错峰作业,以确保电解车间的供电稳定。
1.3工艺技术条件的调整1.3.1、为减少限电期间电解槽的热损失,在接到限电通知至限电开始,组织对极下铝水进行撤铝作业,撤铝量最小应为单槽一日产量。
铝水平过高槽散热增大,槽温不易保持,且铝水平高易在电流低时进一步促进槽底形成沉淀结壳,甚至导致电解质水平不足,所以在限电初期,铝水平就要及时降低。
200KA电解系列延长槽寿命的对策

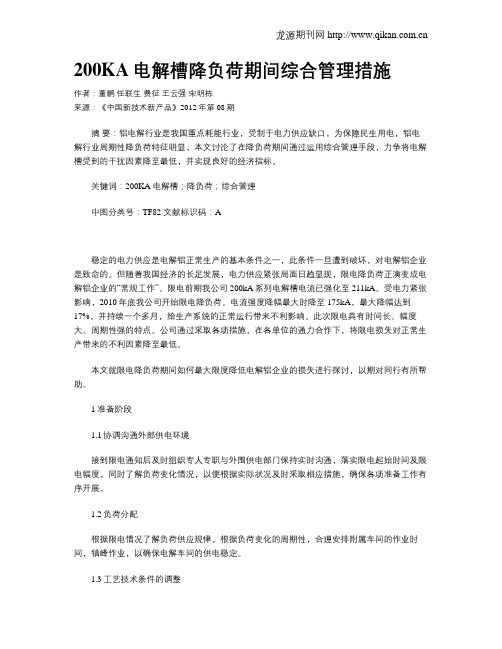
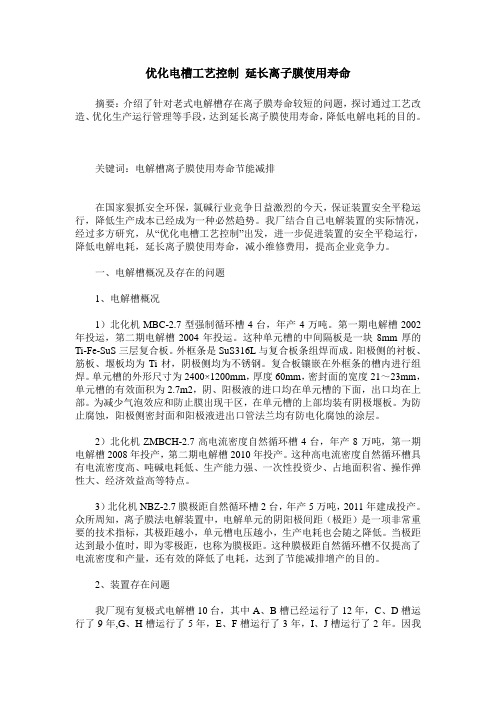
由于沟槽贯穿阳极底掌减小了流体在阳极周 围的阻力,使流体运动更平稳;通过阳极开槽, 有效抑制了槽电压的摆动和针振,使电解槽的运 行更加稳定。电解槽的平稳工作不仅能获得较好 的生产技术指标,而且可以保持槽子的稳定运行 状态和热稳定性,从而延长槽寿命。 1.1.3根据槽自身情况进行了适当的改造 在电解槽出铝端和烟道端散热孔下面的钢板 上均匀的垂直开孔,以增加电解槽的散热量,改 变了电解槽两端侧部温度偏高可能对槽寿命产生 的不利影响。改造后电解槽两端侧部温度平均下 降21℃,有利于电解槽的运行稳定。 (开孔前后 温度对比见表3)
335.5
401.9 20.4 381.5
B
370
405
360
370
400
440
382
389.6
1.2.正常生产期电解槽的维护管理 从我公司漏炉统计来看,发生的漏炉绝 大多数情况是侧部漏炉。停槽大修时发现, 大部分槽电解槽侧部上口200mm侧部砖已 经严重腐蚀,变得非常薄,有些槽甚至炭 块完全被腐蚀掉。因此,维护重点主要集 中在电解槽侧部,通过侧部小修和侧部保 护达到延长槽寿命的目的 .
8月29日 386-425 180-250 24 9月11日 415-435 180-201 24.5 9月15日 419-447 194-210 24 9月14日 420-437 186-197 26 9月17日 400-430 280-310 25
952 955 950 949 952
4096
4047
表4 部分槽补炉前后侧部钢板温度变化数据
槽号 修补 部位 时间 补前钢 板温度 (℃) 补后钢 板温度 (℃) 补时铝 补时电 水平(cm) 解质水 平(cm) 18 17 19 20 20 补时 槽温(℃)
200KA电解槽大修清槽施工方案

200KA电解槽清槽施工方案编制:年月日设备动力部:年月日安监部:年月日生产技术部:年月日生产副经理:年月日泰山铝业分公司二○○八年十月二十二日200KA电解槽清槽施工方案目前,公司已进入停产检修阶段,电解车间东区停产的36台(电一车间16台、电二车间20台)电解槽已运行五年以上,槽内破损严重,已进入大修阶段。
公司准备利用11、12月两个月时间对以上36台电解槽进行清槽,现制定以下清槽施工方案:一、公司成立清槽专业组组长:贾师合副组长:朱振国、许细云成员:朱青山、王延勇、董振军下设两个车间组:电一车间:组长:朱青山副组长:刘峰、张安亮、姚军电二车间:组长:王延勇副组长:刘会昌、付兴、薛纪勇、冯立鹤二、清槽前准备工作及达到的标准1、清槽前的准备工作:需用的材料、用具2、清槽后达到的标准:三、电解槽清槽步骤1、将电解槽槽罩板摘下。
烟气管道的绝缘管部分螺丝拆开、绝缘管摘下,摘下时注意将最下边的螺丝孔做好标记,方便安装。
空气配管拆开、氧化铝粉输料管拆开、小盒卡具摘下放入指定地点。
2、将夹头母线处的24条Φ36的螺丝拆下,螺丝、螺杆、垫铁放入指定地点并用油浸泡备用。
3、将四个门型立柱的护板拆下,拆下时做好标记,方便安装,护板、螺丝放入指定地点。
4、槽上部大梁吊出前,将软连端的夹头母线抬起,下面垫上绝缘板和垫木,防止槽上部吊出时将夹头母线处的导电部分划伤。
5、在天车的配合下,用3分钢丝绳将软连支架固定在电解槽母线软连上,固定时要按照软连的弧度适当上提,但不能将软连拉坏。
6、将门型立柱下的销轴抽出,将槽上部吊出,吊时准备好1寸或6分5.8米长的钢丝绳套4根、麻绳四根。
并对天车、钢丝绳等进行全面检查,必须符合安全标准,吊出后将槽上部放到指定地点。
(后附槽上部吊运具体步骤、措施)。
7、槽上部吊出后,开始刨槽。
8、刨槽采用干式刨槽法。
刨槽前先把爆炸焊块从连接焊片与爆炸焊块连接处割断。
要求割面平整,不能损伤爆炸块,切割完后需用磨光机打磨平整。
大型电解槽破损原因及延长槽寿命问题分析
大型电解槽破损原因及延长槽寿命问题分析魏亮【摘要】在我国大中型的铝电解槽其相对寿命相对于国外先进国家同类型的铝电解槽较低,其一般的寿命大约为1500天,足足比国外先进的铝电解槽少了将近1000天。
所以,我国的总体水平与国外相比有着很大的差距。
本文将阐述电解槽的种类和电解槽的特征,并且将从筑造炉子的工艺,筑造炉子的材料,对于相关炉型的设计和焙烧启动等一系列环节进行探讨如何延长电解槽的使用寿命。
%In China the large and medium-sized aluminum electrolytic cell its relative life is shorter than the foreign advanced countries of the same type aluminium electrolytic cell.So in China,it’s life about 1500 days,it is shorter than the foreign advanced aluminnum electrolytic cell about 1000 days.The overall level of our country has a great gap to compare with the foreign country.This paper describes the types of cell and electrolytic cell characteristics.It will introduce the process of the furnace and the cell of material.And it wil discuss how to extent the life of electrolytic cell.【期刊名称】《电子测试》【年(卷),期】2015(000)004【总页数】3页(P118-119,105)【关键词】铝电解槽;特征;使用寿命【作者】魏亮【作者单位】河南黄金建筑安装公司,河南洛阳,471000【正文语种】中文1 铝电解槽的种类和破损特征1.1 早期铝电解槽的破损特征1.1.1 阴极的电压逐渐升高当电解槽运行时间过长时,阴极的电压就会逐渐的慢慢升高,这是正常的现象。
提高铝电解槽寿命的根本途径

提高铝电解槽寿命的根本途径摘要:焙烧工艺是将铝电解由低温的状态逐步向高温的状态转换,这项工艺的主要内容就是焙烧工艺的选择,使内衬中的水分可以及时的排出。
针对电解槽焙烧启动期间造成铝电解槽破损的问题,我们从焙烧工艺和设备进行了不断探索,严抓筑炉和焙烧启动操作质量,进一步延长了电解槽寿命。
本文通过分析各类焙烧的工艺,分析其对电解过程产生的影响,并提出了相应的改进措施。
关键词:焙烧;工艺;铝电解槽一、预焙铝电解槽焙烧的目的和要求焙烧的目的:排除砌体水分,加热槽体;焦化炭块之间和阴极钢棒周围的糊料;使阴极接近或达到正常作业温度;焙烧期间熔化了的高分子比电解质渗入炉底,起到堵塞裂缝、修补缺陷的作用;加热阳极及装炉物料,使阳极温度达到生产温度,熔化物料,满足启动需要;满足电解槽内炭素材料对碱性物质的大量吸收。
焙烧的要求:均匀缓慢的加热电解槽阴极内衬、阳极以及装炉物料,使三者达到一定的温度条件,以利于下一步的启动操作。
二、焙烧方法和各类的优缺点1、焦粒焙烧法。
焦粒焙烧法是在电解槽内铺设一层电阻层,其厚度为15毫米,在电力接通后,在阴极和阳极之间会产生热量,形成电解槽的焙烧。
焦粒焙烧法的热量主要是由阴极的炭块提供,在焙烧的过程中,不会出现温度骤升的问题,温度是在常温的基础上慢慢地提高,可以有效的防止槽因为温度骤升而发生破裂的问题。
而且在加热的过程中,不需要借助其他的设备,而且焙烧在短时间内就能完成,焙烧的效率非常高。
但是焦虑焙烧法也存在一定的局限性,其传热不具有均匀性,导致了局部的温度过高,阳极的电流不能平均的分布,会导致局部过热的问题。
2、石墨粉焙烧法。
这种方法的原理与焦粒焙烧法的原理具有相似性,应该先将不同粒径的石墨划分出来,然后将石墨粉放在炉底,铺设的厚度在30毫米左右,通电后即可完成焙烧工艺。
石墨焙烧法中,石墨的质地比较软,而且铺设的厚度较大,可以与阳极良好的接触,在电流分布上非常的均匀。
而且石墨粉具有较好的导电性。
浅谈延长电解槽使用寿命的方法
浅谈延长电解槽使用寿命的方法【摘要】本文分析了中国铝业兰州分公司电解一厂电解槽使用寿命情况,对影响电解槽使用寿命的因素进行分析,并结合生产实际采取了改进措施,杜绝了因漏槽停产的电解槽,延长了电解槽使用寿命,取得较好的经济效益。
【关键词】电解槽;槽寿命;漏槽;分析;改进0 前言电解槽是电解铝生产的关键设备,其使用寿命的长短是制约电解铝生产企业经济效益提高的关键性因素之一。
电解槽寿命已成为制约我国铝电解工业发展的障碍。
本文结合生产实际,对影响400kA预焙阳极电解槽使用寿命的主要因素进行了探讨,采取了有效的改进措施,获得了显著效果,提高了电解槽大修质量,延长了电解槽使用寿命。
1 中铝兰州分公司电解一厂电解槽寿命的实际情况中铝兰州分公司电解一厂共有288台400kA预焙电解槽,分别于2007年5月开始陆续投产。
截止至2013年5月,共计停槽大修129台次,小修7台次。
造成中铝兰州分公司电解一厂电解槽停槽大小修的主要原因是早期破损的电解槽数量较多。
如果降低或提前预防解决早期破损槽,便会大大增加电解槽的使用寿命。
2 影响电解槽寿命的因素及漏槽种类2.1 影响铝电解槽阴极使用寿命的因素影响铝电解槽阴极使用寿命的因素很多,主要有以下七类:材料质量:炭块、底糊、耐火砖和隔热板的质量。
结构设备:槽壳设计、内衬层次、热设计、母线配置设计、炭块组装设计。
筑炉技术:砌筑、捣固、组装状况。
焙烧、启动技术:焙烧方式、升温曲线、启动方式、前期管理。
生产技术条件控制:温度、极距、电压、电解质成份、加工操作、出铝、阳极工作状态。
系列电力制度:电流强度大小和电流平稳程度。
维护、检测的标准和手段。
2.2 电解槽漏槽种类电解槽铝液向阴极内衬深层或槽外渗铝,主要有以下五种类型:侧部漏铝:侧部内壁破损,渗漏通道在铝水平以下部位。
阴极棒孔漏铝:底部阴极破损,铝水沿钢棒漏出。
底部漏铝:铝水从槽壳底部漏出。
严重溶化钢棒:铝水渗漏到深层钢棒。
伸腿破损漏铝:铝水经槽壳与内衬的缝隙从阴极窗口流出。
200 kA铝电解槽短路口绝缘改造

200 kA铝电解槽短路口绝缘改造1 问题的提出中国铝业青海分公司第三电解厂200 kA电解槽自投产以来,短路口运行一直不平稳,绝缘效果较差,曾发生几次短路口打火放炮事故,严重影响电解生产的正常进行。
另外,在工作中发现联结短路口斜立柱母线与短路母线的螺栓、以及与之配套使用的绝缘套管相互配合间隙过小,导致在电解槽启动或停槽时拆卸、安装电解槽短路口的绝缘套管及联结螺栓比较困难,使得停、开槽时的停电时间延长。
为此,必须对短路口的绝缘装臵、联结双头螺杆及绝缘套管进行改造,从而达到提升短路口绝缘性能的目的。
2 现状分析2.1 改造前短路口结构及工作原理改造前短路口结构见图la,主要由斜立柱母线、短路母线、绝缘护板、双头螺杆、绝缘套管、垫片等组成。
短路口工作原理为:在电解槽运行时,用绝缘护板将斜立柱母线与短路母线进行隔离,起到绝缘作用,强大的电流通过斜立柱母线到达阳极水平母线,再流经28组阳极及电解槽槽体,最后到达电解槽阴极,从而达到电解铝的目的;在电解槽停槽时,取出绝缘套管及绝缘护板,以保证斜立柱母线与短路母线紧密接触,使其成为一个回路,这样,电流由斜立柱母线直接流经短路母线到达下一台电解槽,而不流经已停电解槽的槽体,达到电路畅通的目的。
2.2 短路口绝缘失效原因分析通过对108台200 kA电解槽短路口绝缘性能进行测量,结果见图2a。
只有50%的短路口绝缘电阻大于100 MI2,35%的电解槽短路口绝缘性能一般,15%的电解槽短路口绝缘存在安全隐患(见图2a)。
由于部分电解槽短路口绝缘效果不好,先后造成108 、103 、85 、26 电解槽短路口发生打火放炮事故,致使短路口两立柱母线上穿套管及螺杆的孔被严重击坏,并引起系列生产停电,其中,103 、26 号电解槽停电时间分别长达38、39 min,造成较大经济损失。
①在短路I:I绝缘装臵结构中(见图1a),两种规格绝缘套管尺寸及双头螺杆规格如下:两种套管规格为:Φ48/Φ38H—190Φ48/Φ38H—310双头螺杆规格为:M36由此可见,两种长度不同的绝缘套管与母线、螺杆与绝缘套管之间的间隙均为1 mm,在理想状况下,即没有任何变形、没有高温且极度对中的情况下,拆卸和安装操作难度尚可,但实际上,电解槽短路口工作环境相当恶劣,温度高且易被电解质灼伤,1 mm的间隙过小,在停、开槽时,绝缘套管与螺杆的安装拆卸往往非常困难,经常需要动用大锤、气焊等进行破坏性拆除,延长了停、开槽时间,制约了电解生产及其各项生产指标的完成。
优化电槽工艺控制 延长离子膜使用寿命
优化电槽工艺控制延长离子膜使用寿命摘要:介绍了针对老式电解槽存在离子膜寿命较短的问题,探讨通过工艺改造、优化生产运行管理等手段,达到延长离子膜使用寿命,降低电解电耗的目的。
关键词:电解槽离子膜使用寿命节能减排在国家狠抓安全环保,氯碱行业竞争日益激烈的今天,保证装置安全平稳运行,降低生产成本已经成为一种必然趋势。
我厂结合自己电解装置的实际情况,经过多方研究,从“优化电槽工艺控制”出发,进一步促进装置的安全平稳运行,降低电解电耗,延长离子膜使用寿命,减小维修费用,提高企业竞争力。
一、电解槽概况及存在的问题1、电解槽概况1)北化机MBC-2.7型强制循环槽4台,年产4万吨。
第一期电解槽2002年投运,第二期电解槽2004年投运。
这种单元槽的中间隔板是一块8mm厚的Ti-Fe-SuS三层复合板。
外框条是SuS316L与复合板条组焊而成。
阳极侧的衬板、筋板、堰板均为Ti材,阴极侧均为不锈钢。
复合板镶嵌在外框条的槽内进行组焊。
单元槽的外形尺寸为2400×1200mm,厚度60mm,密封面的宽度21~23mm,单元槽的有效面积为2.7m2,阴、阳极液的进口均在单元槽的下面,出口均在上部。
为减少气泡效应和防止膜出现干区,在单元槽的上部均装有阴极堰板。
为防止腐蚀,阳极侧密封面和阳极液进出口管法兰均有防电化腐蚀的涂层。
2)北化机ZMBCH-2.7高电流密度自然循环槽4台,年产8万吨,第一期电解槽2008年投产,第二期电解槽2010年投产。
这种高电流密度自然循环槽具有电流密度高、吨碱电耗低、生产能力强、一次性投资少、占地面积省、操作弹性大、经济效益高等特点。
3)北化机NBZ-2.7膜极距自然循环槽2台,年产5万吨,2011年建成投产。
众所周知,离子膜法电解装置中,电解单元的阴阳极间距(极距)是一项非常重要的技术指标,其极距越小,单元槽电压越小,生产电耗也会随之降低。
当极距达到最小值时,即为零极距,也称为膜极距。
铝电解工艺试题
一、填空题(每题1分,共15分)1.滚铝是由于在电解槽内(水平磁场)与(纵向电流)相作用,产生一种向上的电磁力而造成的。
2.(电流分布)是研究热场、磁场、流场的基础。
3.炉帮伸腿长至阳极外边缘可使(水平电流)最小。
4.在电流不变的情况下,增大(阴极电流密度),有利于提高电流效率。
5.温度过高将导致铝的溶解度(增大)、溶解后(扩散速度)加快等,增加铝的二次损失,6.铝的熔点为(660 )℃。
7.提高极距对抑制铝的二次损失有益,因此应该通过改善(电解质成分)、(清洁电解质)等降低电解质电阻率的办法来提高极距。
8.弱酸性电解质有利于降低电解质(初晶温度),提高(电流效率)。
9.控制氧化铝浓度的依据是(槽电阻)—氧化铝浓度特征曲线。
10、电解槽的极距一般指(阳极底掌)到(铝液镜面)之间的垂直距离。
11、在冰晶石-氧化铝熔盐电解体系中,绝大多数电流是通过(钠离子)迁移的。
12、直流电单耗是由(电流效率)和 (槽平均电压 )决定的。
13、电解质中氧化铝的溶解量随分子比的降低而 (降低) 。
14、氟化镁能(减少)铝在冰晶石—氧化铝溶液中的溶解损失量。
15、氟化锂的主要优点是可明显提高电解质的(导电度),同时降低电解质的(初晶点)。
二、选择题(20分)1.某电解系列生产槽200台,当日发生阳极效应30个,那么当日系列效应系数为()次/日.台。
A、0.25B、0.32C、0.60D、0.15答案:D2.铝液的密度要比电解质的大,一般两者相差()g/cm3。
A、0.05B、0.2C、0.4D、0.6答案:B3.添加MgF能()电解质的表面张力,促进炭渣分离。
2A、增大B、减小C、不改变D、取消答案:A4.分子比降低使电解质的挥发损失()。
A、增大B、减小C、不改变D、为零答案:A5.电解槽启动后期是指()。
A、从开始启动到停槽之间B、从启动结束到停槽之间C、从启动结束到正常生产之间D、从正常生产到停槽之间答案:C6.破损槽炉底修补后在工艺上应注意()。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
我公司补炉小修步骤如下: 补炉小修前先出铝,出铝后根据侧部钢板温 度日常测试记录以及现场观察,当钢板发红或温 度超过400℃ 度超过400℃,对应位置就需要进行修补,补炉 的长度根据实际选择。选择好位置后,将对应处2 的长度根据实际选择。选择好位置后,将对应处2 块极画好线后坐入槽底,阳极导杆与阳极母线之 间用硬纸等绝缘材料插住,使坐下的极不导电。 然后用乙炔焊将补炉位置两侧2m的槽沿板割掉, 然后用乙炔焊将补炉位置两侧2m的槽沿板割掉, 顺侧部钢板内侧位置用天车将电解质小块砸入槽 内,尽量砸到底,将电解质、铝水彻底挤走,保 证对刨边不造成影响。然后局部刨边,清理干净 刨好的沟,不能有电解质块和碎料,沟底要见到
363.9 359.6 355.3 24.1 324.3 335.5 346.7 395.6 401.9 408.3 20.4 373.4 381.5 389.6
1.2.正常生产期电解槽的维护管理 1.2.正常生产期电解槽的维护管理 从我公司漏炉统计来看,发生的漏炉绝 大多数情况是侧部漏炉。停槽大修时发现, 大部分槽电解槽侧部上口200mm侧部砖已 大部分槽电解槽侧部上口200mm侧部砖已 经严重腐蚀,变得非常薄,有些槽甚至炭 块完全被腐蚀掉。因此,维护重点主要集 中在电解槽侧部,通过侧部小修和侧部保 护达到延长槽寿命的目的 .
为了延长槽寿命,提高我公司经济效益, 为了延长槽寿命,提高我公司经济效益,我们从正常生 产槽和大修槽两方面努力作好延长槽寿命的工作。 产槽和大修槽两方面努力作好延长槽寿命的工作。
1.正常生产槽槽寿命的延长措施 1.正常生产槽槽寿命的延长措施 对于正常生产槽,我们以控制生产技术条件 来保证电解槽的稳定运行,并对原设计电解槽进 行了适当改进以及正常生产期维护来延长槽寿命。 1.1电解槽的稳定运行 1.1电解槽的稳定运行 1.1.1控制合理的生产技术条件 1.1.1控制合理的生产技术条件 我公司200KA系列生产技术条件如下: 我公司200KA系列生产技术条件如下:
200KA电解系列延长槽寿 200KA电解系列延长槽寿 命的对策及措施
电解槽是电解铝生产的关键设备,电解槽使 用寿命受槽型结构设计、筑炉原材料质量、焙烧 启动方法、电解槽运行稳定性、电解生产的日常 管理等诸多因素的影响,任何一个环节出现问题, 就会直接影响到电解槽的使用寿命。只有我们努 力做好从筑槽到电解生产的日常管理中的每个环 节的工作,才能尽大可能的延长槽寿命。 **铝业200KA系列电解槽为228台,自2001年 **铝业200KA系列电解槽为228台,自2001年 10月通电启动至2007年4月25日,平均槽寿命为 10月通电启动至2007年 25日,平均槽寿命为 1734天,其中最高槽寿命达到2008天,大修槽数 1734天,其中最高槽寿命达到2008天,大修槽数 为44台(表1)。 44台(表1
2.2 筑炉工艺及筑炉质量管理 电解槽内衬砌筑质量不好,往往会引起早期破 损而停槽,因此,施工规范和质量标准的合理性 与电解槽砌筑质量的好坏有直接关系。所以制定 合理的筑炉规范和质量标准具有很大的意义。 内衬直接从槽的钢板上砌筑,首先应校底部 槽壳,使耐火材料铺设平整。保温砖、耐火砖铺 设时必须结构严密,尤其铺设阴极碳块的表面, 不能有凹凸不平。阴极钢棒窗口要密封严密,避 免空气漏入而氧化炭块。
由于沟槽贯穿阳极底掌减小了流体在阳极周 围的阻力,使流体运动更平稳;通过阳极开槽, 有效抑制了槽电压的摆动和针振,使电解槽的运 行更加稳定。电解槽的平稳工作不仅能获得较好 的生产技术指标,而且可以保持槽子的稳定运行 状态和热稳定性,从而延长槽寿命。 1.1.3根据槽自身情况进行了适当的改造 1.1.3根据槽自身情况进行了适当的改造 在电解槽出铝端和烟道端散热孔下面的钢板 上均匀的垂直开孔,以增加电解槽的散热量,改 变了电解槽两端侧部温度偏高可能对槽寿命产生 的不利影响。改造后电解槽两端侧部温度平均下 降21℃,有利于电解槽的运行稳定。 (开孔前后 21℃ 温度对比见表3 温度对比见表3)
阴极炭块组装时,采用石墨质碳糊扎固阴极 钢棒,碳糊焙烧后产生一定的收缩,可以补偿阴 极钢棒的热膨胀,从而避免炭块产生裂纹。扎固 时钢棒、碳块、碳糊都应该要求预热到一定的程 度,以保证扎固紧密,粘结力强,减小钢度,以保证扎固紧密,粘结力强,减小钢-碳接触 电阻,减小孔隙,以降低在此处沉积渗入的电解 质、铝。碳块摆放必须整齐,缝隙均匀,碳糊扎 固前,必须清扫干净缝隙,严禁残留杂物和粉尘。 所有扎固缝都必须充分预热,扎固时保证碳糊具 有一定的温度,扎固压力必须保持在6 105Pa以 有一定的温度,扎固压力必须保持在6×105Pa以 上,扎固中必须按一定的要求一层层的扎固,每 层添料要均匀,扎糊工具移动要均匀,扎固要紧 密,不能留有任何死角或扎固不到位的地方。扎 好后,人造伸腿表面必须光滑平整。
1.2.2.2加强对电解槽的监管,局部高温吹 1.2.2.2加强对电解槽的监管,局部高温吹 风强制冷却 加强对电解槽的监管,通过手持式红外 测温仪测量侧部钢板温度,当发现温度超 过380℃时采用风管对局部侧部钢板进行吹 380℃ 风强制冷却,通过风冷降低温度有助于侧 部电解质结晶形成炉帮。
2.大修槽为延长槽寿命打好基础 2.大修槽为延长槽寿命打好基础 对于大修槽,我们在筑炉材料、筑炉工艺和 质量以及焙烧启动等方面做好工作,为延长槽寿 命奠定基础。
952 955 950 949 952 946 946
4004
B3-B11 B3-
2809月27日 420-430 280-300 25 27日 420-
21
949
4105
A1-A2 A1-
10月31 10月
410410-440 280-310 26 280-
21
948
从补炉记录来看,小修后补过的地方侧 部钢板温度明显的降低,降低最多的3006# 部钢板温度明显的降低,降低最多的3006# B10-B12由437℃降到197℃,降低240℃ B10-B12由437℃降到197℃,降低240℃, 明显降低侧部漏炉危险,降低了工人维护 电解槽工作量,到目前为止所有小修槽生 产运行正常,经济技术指标平稳,延长了 电解槽使用寿命。
电流强度217~ 电流强度217~220KA ——出铝后铝水平:190~ ——出铝后铝水平:190~210mm ——出铝后电解质水平:190~ ——出铝后电解质水平:190~210mm ——槽工作电压:4.05~ ——槽工作电压:4.05~4.16V ——电解质温度:940~955℃ ——电解质温度:940~955℃ 阳极效应 ——效应系数:0.15次 ——效应系数:0.15次/台.日 ——效应时间:不超过3 ——效应时间:不超过3分钟 电解质成分 ——过剩氟化铝:6.5%~9.5%(分子比:2.3~ ——过剩氟化铝:6.5%~9.5%(分子比:2.3~2.5) ——氟化镁含量:3%~ ——氟化镁含量:3%~4% ——氟化钙含量:4%~ ——氟化钙含量:4%~5% ——氧化铝浓度:2%~ ——氧化铝浓度:2%~3% ——换极周期:26天 ——换极周期:26天
表1 **铝业200KA系列自启动后大修槽统计 **铝业200KA系列自启动后大修槽统计 三厂房 2004年停槽 2005年停槽 2006年停槽 2007年截止 4月25日 总计 5 3 7 2 17 四厂房 总计(台) 大修率 5 9 9 4 27 10 12 16 6 44 4.39% 5.26% 7.02% 2.63% 19.30%
清晰的周围糊,保证砸入的糊料能够与原 来的周围糊相联结。补炉用的糊料就是电 解槽大修时使用的周围糊料,炒糊可以在 装糊的三轮车内进行,将糊炒只至具有粘 性又不炒过,此时将炒过的糊料填入补炉 沟内,用小气锤将糊料尽可能砸实砸满。
1.2.2电解槽侧部炉帮的保护 1.2.2电解槽侧部炉帮的保护 1.2.2.1换极进行扎边 1.2.2.1换极进行扎边 在换极时进行扎边部,使边部上口有较 多的物料为形成炉帮创造客观条件,同时 也为侧部的腐蚀及冲刷起一定阻挡作用。 在换极时用天车同时扎好相邻三块极的边, 要求天车的兑子头要垂直,打到边,把边 部老壳扣下去,对侧边较空的电解槽收边 时用大块靠边部贴好,然后用大锤把大块 轻轻扎实,减少电解质对侧部炉帮的冲刷, 达到规整炉膛的目的。
1.2.1电解槽小修技术的应用 1.2.1电解槽小修技术的应用 根据我们长期的测量和观察,当侧部钢板温 度大于400℃ 度大于400℃时就存在很大的漏炉危险,此时在 夜间可以看到侧部钢板已经发暗红。大修刨炉后 发现,侧部上口尤其是铝液镜面上下5cm对应处 发现,侧部上口尤其是铝液镜面上下5cm对应处 几乎没有侧部炭块。从这两个情况看,我们对 200KA系列电解槽进行了大规模的补炉小修工作。 200KA系列电解槽进行了大规模的补炉小修工作。 只要侧部漏炉时不破坏母线系统,通过补炉小修, 仍然可以抢救回来,充分挖掘了电解槽潜在槽寿 命。尤其在我公司强化电流的情况下,具有十分 重要意义 。(补炉前后温度见表4) 。(补炉前后温度见表4
2.1阴极内衬材料的选用 2.1阴极内衬材料的选用 2.1.1阴极内衬材料 2.1.1阴极内衬材料 我公司200KA系列电解槽上使用的是普 我公司200KA系列电解槽上使用的是普 通阴极炭块,为了提高阴极使用寿命和改 善技术经济条件,我们对大修槽的阴极内 衬逐步采用了30%高质量石墨质阴极碳块, 衬逐步采用了30%高质量石墨质阴极碳块, 并开展了50%石墨质阴极炭块和全石墨化 并开展了50%石墨质阴极炭块和全石墨化 阴极炭块的工业化实验。
表4 部分槽补炉前后侧部钢板温度变化数据
槽号 修补 部位 时间 补前钢 板温度 ( ℃) 补后钢 板温度 (℃) 补时铝 补时电 水平(cm) 水平(cm) 解质水 平(cm) 18 17 19 20 20 20 19 补时 槽温( 槽温(℃)
3076 3007 3004 3006 4001 4096 4047
表3 **铝业电解槽开孔前后温度变化对比 **铝业电解槽开孔前后温度变化对比
A-B