14Cr1MoR钢板的焊接
14Cr1MoR执行标准丨14Cr1MoR交货状态
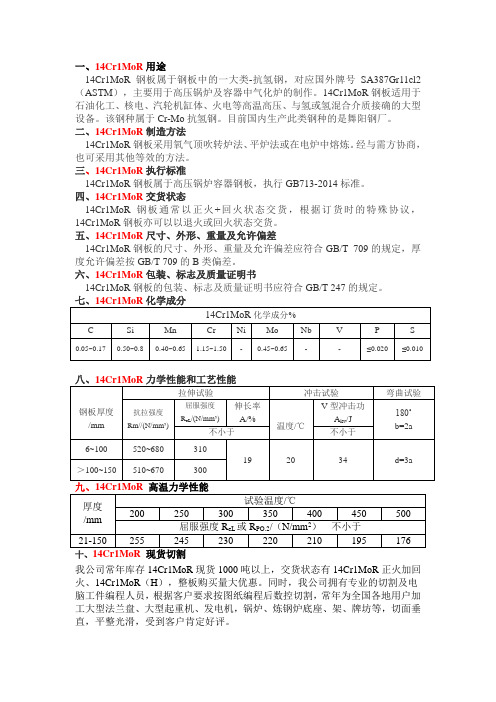
一、14Cr1MoR用途14Cr1MoR钢板属于钢板中的一大类-抗氢钢,对应国外牌号SA387Gr11cl2(ASTM),主要用于高压锅炉及容器中气化炉的制作。
14Cr1MoR钢板适用于石油化工、核电、汽轮机缸体、火电等高温高压、与氢或氢混合介质接确的大型设备。
该钢种属于Cr-Mo抗氢钢。
目前国内生产此类钢种的是舞阳钢厂。
二、14Cr1MoR制造方法14Cr1MoR钢板采用氧气顶吹转炉法、平炉法或在电炉中熔炼。
经与需方协商,也可采用其他等效的方法。
三、14Cr1MoR执行标准14Cr1MoR钢板属于高压锅炉容器钢板,执行GB713-2014标准。
四、14Cr1MoR交货状态14Cr1MoR钢板通常以正火+回火状态交货,根据订货时的特殊协议,14Cr1MoR钢板亦可以以退火或回火状态交货。
五、14Cr1MoR尺寸、外形、重量及允许偏差14Cr1MoR钢板的尺寸、外形、重量及允许偏差应符合GB/T 709的规定,厚度允许偏差按GB/T 709的B类偏差。
六、14Cr1MoR包装、标志及质量证明书14Cr1MoR钢板的包装、标志及质量证明书应符合GB/T 247的规定。
七、14Cr1MoR化学成分14Cr1MoR化学成分%C Si Mn Cr Ni Mo Nb V P S0.05~0.17 0.50~0.8 0.40~0.65 1.15~1.50 - 0.45~0.65 - - ≤0.020 ≤0.010八、14Cr1MoR力学性能和工艺性能钢板厚度/mm拉伸试验冲击试验弯曲试验抗拉强度Rm//(N/mm²)屈服强度R eL/(N/mm²)伸长率A/%温度/℃V型冲击功A kv/J180˚b=2a不小于不小于6~100 520~680 31019 20 34 d=3a >100~150 510~670 300九、14Cr1MoR高温力学性能厚度/mm试验温度/℃200 250 300 350 400 450 500 屈服强度R eL或R PO.2/(N/mm2)不小于21-150 255 245 230 220 210 195 176 十、14Cr1MoR现货切割我公司常年库存14Cr1MoR现货1000吨以上,交货状态有14Cr1MoR正火加回火、14Cr1MoR(H),整板购买量大优惠。
14Cr1MoR技术参数

14Cr1MoRCr、Mo是化学元素铬、钼的缩写,R是容器板“容”拼音第一个字母化学元素成分:C Si Mn P Cr Mo Ni0.05%-0.17 % 0.50%-0.80%0.40%-0.65%0.010%-0.012%1%-1.5%0.45%-0.65%0.20%-0.25%钢板厚度/mm 抗拉强度R/(N/㎡)屈服强度R/(N/㎡)伸长率A/% 温度/℃冲击吸收能量KV2/J180°弯曲试验弯曲直径(b≥35mm)6-100 520-680 ≥310 ≥1920 ≥34d=3a>100-150 510-670 ≥300≥1920 ≥34d=3a采用电炉+LF/VD精炼方法冶炼.14Cr1MoR钢板适用于石油化工、核电、汽轮机缸体、火电等高温高压、与氢或氢混合介质接确的大型设备。
该钢种属于Cr-Mo抗氢钢。
目前国内生产此类钢种的是舞阳钢厂。
执行标准:GB713-2014交货状态:出厂时预调质(回火或正火+回火)状态。
出厂硬度:钢板出厂时表面硬度270-340HB布氏硬度。
14Cr1MoR、12Cr2Mo1R钢板适用于石油化工、核电、汽轮机缸体、火电等高温高压、与氢或氢混合介质接确的大型设备。
14Cr1MoR 规格厚度*宽度*长度(mm)执行标准:重量(吨)(现货)钢板议价幅度已更新为标准舞钢技术协议14Cr1MoR 8*1500-2550*9200-12500 M 166.188T 舞钢Cr-Mo钢14Cr1MoR 10*2000-4000*8000-27000M 245.T 舞钢Cr-Mo钢舞钢战略合作14Cr1MoR 130*2776*1750*8000-12500M 160.35T 舞钢Cr-Mo钢协议陈平大户14Cr1MoR 12*1800-2550*9000-11000M 255.377T 舞钢Cr-Mo钢14Cr1MoR 14*1850-2500*7600-10000M 185.027T 舞钢Cr-Mo钢舞钢协议企业14Cr1MoR 15*2000-3000*6800-14000M 237.839T 舞钢Cr-Mo钢14Cr1MoR 16*2050-3000*8000-12100M 129.406T 舞钢Cr-Mo钢舞钢协议14Cr1MoR 18*1800-3500*8500-12500M 365..23T 舞钢Cr-Mo钢14Cr1MoR 20*1800-3500*8000-14000M 352.65T 舞钢Cr-Mo钢舞钢战略合作14Cr1MoR 22*1800*3500*8000-12500M 123.321T 舞钢Cr-Mo钢协议大户14Cr1MoR 24*1800-3500*8000-13000M 351.85T 舞钢Cr-Mo钢14Cr1MoR 26*1800-4000*8000-14000M 85.62T 舞钢Cr-Mo钢舞钢协议企业14Cr1MoR 28*1800-3200*6000-12000M 120.32T 舞钢Cr-Mo钢14Cr1MoR 29*1800*3000*8000-12000M 123.89T 舞钢Cr-Mo钢舞钢协议14Cr1MoR 30*1800-2500*8000-14000M 645.23T 舞钢Cr-Mo钢14Cr1MoR 31*1800-3500*8000-13500M 352.62T 舞钢Cr-Mo钢舞钢战略合作14Cr1MoR 32*1800-3200*8000-11200M 180.433T 舞钢Cr-Mo钢协议大户14Cr1MoR 34*1950-2850*8600-10200M 125.526T 舞钢Cr-Mo钢14Cr1MoR 35*1800-2700*7800-11800M: 152.484T 舞钢Cr-Mo钢舞钢协议企业14Cr1MoR 36*2600-4000*8000-24000M 86.65T 舞钢Cr-Mo钢14Cr1MoR 38*2420-3200*9200-14000M 120.093T 舞钢Cr-Mo钢舞钢协议14Cr1MoR 40*2100-400*8000-27000M 132.00T 舞钢Cr-Mo钢14Cr1MoR 44*1800-2400*8500-12000M 252.222T 舞钢Cr-Mo钢舞钢战略合作14Cr1MoR 45*1800-2470*8350-10200M 174.363T 舞钢Cr-Mo钢协议大户14Cr1MoR 46*1800-2340*8000-10900M: 225.464T 舞钢Cr-Mo钢14Cr1MoR 48*1950-2850*9500-14000M 156.281T 舞钢Cr-Mo钢舞钢协议企业14Cr1MoR 50*1900-2800*9300-12500M 164.282T 舞钢Cr-Mo钢14Cr1MoR 52*2100-2600*8800-12000M 113.544T 舞钢Cr-Mo钢舞钢协议14Cr1MoR 54*2100-4000*8000*27000M 64T 舞钢Cr-Mo钢14Cr1MoR 56*2100-4000*8000-27000M 65.32T 舞钢Cr-Mo钢舞钢战略合作14Cr1MoR 59*2400-3100*8200-11400M 218.115T 舞钢Cr-Mo钢协议大户14Cr1MoR 60*2220-2950*8500-12000M 220.604T 舞钢Cr-Mo钢14Cr1MoR 64*2250-2850*8600-13150M 368.781T 舞钢Cr-Mo钢舞钢协议企业14Cr1MoR 65*1800-2500*8400-12000M 288.327T 舞钢Cr-Mo钢14Cr1MoR 70*2200-2900*9300-13000M 175.707T 舞钢Cr-Mo钢舞钢协议14Cr1MoR 72*2250-2950*6000-9500M 130.14T 舞钢Cr-Mo钢舞钢抗氢Cr-Mo钢的生产工艺:电炉炼钢-LF炉精炼-VD炉真空脱气-轧板-探伤-正火-回火-钢板精整-性能检验。
GB150-1998《钢制压力容器》
国标委工交函[2004]2号关于批准GB150-1998《钢制压力容器》国家标准第2号修改单的函全国锅炉压力容器标准化技术委员会:你标委会以锅容标委〔2003〕秘字28号文和锅容标委〔2003〕秘字35号文报批的GB150-1998《钢制压力容器》国家标准第2号修改通知单,业经国家标准化管理委员会批准,于2004年4月1日起实施,并在《中国标准化》杂志2004年第3期上公布。
修改单见附件.附件:GB150-1998《钢制压力容器》国家标准第2号修改单二○○四年一月十六日附件:GB150-1998《钢制压力容器》国家标准第2号修改单本修改单经国家标准化管理委员会于2004年1月16日批准,自2004年4月1日起实施.2 引用标准a)删除标准JB2536—80压力容器油漆、包装和运输b)增加以下4个标准:JB/T 4736-2002 补强圈JB/T 4746—2002 钢制压力容器用封头JB/T 4747-2002 压力容器用钢焊条订货技术条件JB/T 4711-2003 压力容器涂敷与运输包装10 制造、检验与验收a)10.1。
2 条中增加新条文:10。
1.2。
1 压力容器用封头的制造、检验和验收还应符合JB/T 4746—2002.10.1。
2.2 在JB/T 4736-2002标准范围内的补强圈还应符合JB/T 4736—2002。
10。
1.2。
3 压力容器用钢焊条应符合JB/T4747-2002.b)10。
10.3条修订为:容器的涂敷与运输包装应符合JB/T 4711—2003.主题词:国家标准修改单函国家标准化管理委员会办公室 2004年2月6日印发录入:芦菁校对:肖寒— 2 —钢制压力容器GB150—1998引言随着科学技术的发展,科技成果的应用,使标准不断完善,在GB150-1998《钢制压力容器》标准的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻合的部分内容,制订了GB150—1998《钢制压力容器》标准.在制订GB150—98标准时,遵循了以下几条原则。
14Cr1MoR+410S复合钢板的焊接工艺规程的制定

1 绪论目前,我国焊接技术与工业发达国家相比还相当的落后,主要原因是我国在焊接基础理论及焊接工艺设计、焊接标准化、焊接制造技术及设备等方面与工业发达的国家尚有相当大的差距,导致我国焊接件在寿命、使用性能、生产周期等方面与工业发达国家的焊接件相比差距相当大。
1.1国内外焊接技术的现状和发展趋势1.1.1国内焊接技术的现状焊接技术作为制造业的传统基础工艺与技术,在工业中应用的历史并不长,但它的发展却是非常迅速的。
在短短的几十年中焊接已在许多工业部门中为工业经济的发展作出了重要贡献,在各个重要的领域如航空航天、造船、汽车、桥梁、电子信息、海洋钻探、高层建筑金属结构中都广泛应用,使焊接成为一种重要制造技术和材料科学的一个重要专业学科,开创了连接技术的新篇章。
随着科学技术的发展,焊接已从简单的构件连接方法和毛坯制造手段发展成为制造行业中一项生产尺寸精确的产品的生产手段。
因此,保证焊接产品质量的稳定性和提高劳动生产率已成为焊接生产发展的急待解决的问题。
在机械制造业中不少过去一直用整铸整锻方法生产的大型毛坯改成了焊接结构,这大大简化了生产工艺,降低了成本。
许多尖端技术如宇航、核动力等如果不采用焊接结构,实际上是不可能实现的。
焊接在整个工业中的地位还可以从这样一个事实来判断,即世界主要工业国家每年生产的焊接结构约占钢产量的45%左右,焊接结构之所以有如此迅速的发展是因为它具有一系列优点。
(一)与铆接相比它可以节省大量金属材料,大约可减轻15-20%的金属材料,因为它不需要辅助材料,比如角钢、平板,更不需要铆钉,而且柳接件经过很长时间以后有可以会松动,影响质量,但焊接绝是不可能的,虽然只有一道焊缝,但它属于原子结核,所以能够充分的解决一切问题。
其次焊接结构生产不需打孔,划线的工作量也比较少,因此比较省工、省时间,工作效率当然就要高多了。
(二)与铸件相比焊接结构生产不需要制作木模和砂型,也不需要专门熔炼,浇铸,工序简单,生产周期短。
GB713-2014 《锅炉和压力容器用钢板》标准修订情况介绍及内容要点分析

GB 713-2014 《锅炉和压力容器用钢板》标准修订情况介绍及内容要点分析1 GB 713《锅炉和压力容器用钢板》标准修订背景GB 713-2008《锅炉和压力容器用钢板》标准[1](以下简称GB 713-2008)于2008年9月1日起实施。
2012年7月1日,国家标准化管理委员会批准了GB 713-2008《锅炉和压力容器用钢板》国家标准第1号修改单[2]近年来,欧洲标准EN 10028-2009《压力容器用钢板》提高了锅炉及压力容器用钢的技术要求,特别是EN 10028.2-2009(以下简称GB 713第1号修改单),并于2012年10月1日起实施。
[3]和EN 10028.3-2009[4]中大大降低钢中S 、P 元素含量,提高冲击功要求;在国内,锅炉容器行业对钢板的成分控制、性能水平等要求越来越高。
随着国内钢厂冶金装备水平和产品开发实力的不断提高,新产品不断出现,在不同领域、关键设备等实现了应用,并取得了良好的效果,有的达到了国际先进水平。
因此,对GB 713-2008进行修改势在必行。
[5]2014年6月24日,国家标准化管理委员会发布了GB 713-2014《锅炉和压力容器用钢板》 [6]2 GB 713-2014修订的主要内容(以下简称GB 713-2014),并将于2015年4月1日实施。
从GB 713-2014内容来看,标准修订的主要内容为:⑴ 扩大钢板厚度范围;⑵ 纳入新牌号:Q420R 、07Cr2AlMoR 和12Cr2Mo1VR ;⑶ 降低各牌号的S 、P 含量上限;⑷ 提高各牌号的夏比V 型冲击功指标;⑸ 规定钢锭、电渣重熔坯压缩比;⑹ 规定大单重钢板组批原则。
3 GB 713-2014标准内容要点分析3.1 钢板厚度范围的变化 近年来,承压设备的设计、建造在不断朝高参数化方向发展,[7]3.2 牌号表示方法 从而使材料规格也不断地大型化。
GB 713-2014适用的钢板厚度范围为:3mm ~250mm ,相关牌号厚度变化见表1。
14cr1mor 焊接工艺

14cr1mor 焊接工艺焊接工艺专题:14Cr1MoR概述•14Cr1MoR是一种具有很高应力腐蚀开裂抗力的铁素体热轧钢板。
•主要用于锅炉、压力容器等高温高压工作环境下。
•本文将重点探讨14Cr1MoR的焊接工艺。
焊接方式选择•根据实际需求和材料厚度选择适合的焊接方式。
•常用的焊接方式有手工电弧焊、气体保护焊、自动埋弧焊等。
焊接前的准备工作•清理焊接表面,确保无油、锈蚀等杂质。
•对于板材边缘的坡口进行处理,提高焊缝质量。
焊接材料选择•选择与14Cr1MoR具有相似或相近力学性能的焊接材料。
•常用的焊接材料有焊条、焊丝等。
焊接工艺参数•确定合适的焊接电流、电压、焊接速度等参数。
•根据具体情况进行试验和优化,以获得最佳的焊接效果。
焊接设备要求•选择具有稳定性好、可靠性高的焊接设备。
•确保设备的电源稳定、焊接枪接触良好等。
焊接过程控制•控制焊接速度,避免过快或过慢导致焊缝质量下降。
•控制焊接温度和热输入,避免产生焊接变形和裂纹等缺陷。
质量检查与评估•对焊缝进行质量检查,包括外观、尺寸、牢固度等方面。
•可进行无损检测、化学成分分析、力学性能测试等评估工作。
结论•14Cr1MoR的焊接工艺需要根据具体情况来选择。
•通过合理的焊接方式、材料选择和工艺参数控制,可以获得高质量的焊缝。
以上是针对”14Cr1MoR 焊接工艺”的相关文章,希望对读者有所帮助。
14Cr1MoR焊接工艺的挑战与解决方案挑战•14Cr1MoR钢板在焊接过程中容易出现应力腐蚀开裂等缺陷。
•对于厚板焊接,变形和内应力的控制相对困难。
解决方案1.优化预热和焊接温度:–适当升高预热温度,提高焊接材料的延展性。
–控制焊接温度,避免产生冷裂纹和热裂纹。
2.合理选择填充金属材料:–选择与14Cr1MoR钢板具有较好相容性的焊条或焊丝。
–控制填充材料的成分和硬度,避免产生脆性组织。
3.采用多道焊接工艺:–对于厚板焊接,采用多道焊接分层进行。
–控制每道焊接的参数,避免过高的热输入,减少变形和内应力。
14cr1mor与q345r焊接及热处理

14cr1mor与q345r焊接及热处理14Cr1MoR与Q345R焊接及热处理14Cr1MoR和Q345R是常用的压力容器钢,广泛应用于石油、化工、电力等工业领域。
在进行14Cr1MoR和Q345R的焊接和热处理时,需要注意以下几个方面:1. 焊接工艺选择:选择合适的焊接方法和工艺参数对于保证焊接质量至关重要。
14Cr1MoR和Q345R可采用熔化极保护气体焊接(如氩弧焊)或电弧焊接。
在选择焊接材料时,考虑到与基材的相容性和焊缝的性能匹配。
2. 焊接预热:由于14Cr1MoR和Q345R的焊接材料厚度较大,焊接前需要进行预热处理以防止产生冷裂纹和减少残余应力。
预热温度一般应根据具体情况而定,通常在200°C到350°C之间。
3. 焊接后热处理:焊接完成后,需要进行焊后热处理来消除残余应力和提高焊缝的性能。
典型的热处理方法包括回火和正火处理。
回火温度和时间应按照相应标准进行控制,以获得理想的组织和力学性能。
4. 焊缝检测和评估:焊后需要进行焊缝检测和评估,以确保焊接质量符合要求。
常见的焊缝检测方法包括无损检测(如超声波检测、射线检测等)和金相显微镜观察。
5. 控制焊接变形:14Cr1MoR和Q345R焊接后会产生一定的变形,特别是焊接结构复杂的情况下。
为了控制变形,可以采用预制焊接件和适当的焊接顺序,同时注意控制焊接温度和应力。
在进行14Cr1MoR和Q345R的焊接和热处理时,必须严格按照相应的标准和规范进行操作,保证焊接质量和工件性能的稳定和可靠。
合理选择焊接工艺、预热处理、焊后热处理以及焊缝检测和评估等措施的采用,能够确保焊接接头满足设计要求,提高材料的使用寿命。
一种提高14Cr1MoR钢性能热处理方法分析

管理及其他M anagement and other 一种提高14Cr1MoR钢性能热处理方法分析李海啸摘要:文章分析14Cr1MoR大厚度钢的热处理方法。
开展热处理试验,对试验材料、设备与方案提出严格要求。
在具体试验中,要严格控制钢板的开轧及终轧温度,保证终轧温度在870℃~890℃之间,并以型钢升温、降温对应的膨胀曲线作为依据,同时结合TTT和CCT曲线,明确相变点,分析样品性能与组织物。
结果显示,方案A和B的热处理强度与标准强度上限接近,而方案C的热处理强度高于上限;在冲击韧性方面,方案A和C的平均冲击值均超过230J,样品在试验中存在非均匀组织或碳化物聚集的情况。
为确保型钢的冲击韧性和拉伸强度指标达到要求,建议有关人员对型钢的组织比例进行调控,并严格按照方案B对型钢进行热处理。
关键词:14Cr1MoR大厚度钢;热处理;冲击韧性;拉伸强度作为典型的低合金钢,14Cr1MoR大厚度钢现已在氨合成塔、气化炉等领域得到广泛运用。
考虑到该类型钢需要长期处于高压且高温的恶劣环境下,如何提高其性能并延长其寿命便成为人们关注的焦点。
研究表明,该类型钢冲击韧性、拉伸强度间的匹配程度,通常会给其性能产生直接影响,因此,要想做到大规模生产优质型钢,关键是要以既有热处理制度为基础,对全新制度及工艺进行开发,这同时也是本文所讨论的主要内容,有关人员应对此引起重视。
1 项目提出背景与热处理质量问题1.1 背景说明随着“十四五”规划的开启,煤化工产业进入转型关键期。
在强调大型化的当下,国内企业生产的油化产品总数持续增加,基本能够满足市场需求。
这一转变使得产能面临同质化、规模小和成本高等问题,并面临被淘汰的命运。
新形势下,油化企业想要抢占先机,关键是要将工作重心放在技术研发上。
受技术升级影响,生产所使用的设备逐渐呈现出复杂化、大型化的发展趋势。
只有掌握大规模生产性能、品质及附加值理想的钢板制造方法,企业才能顺利走出困境。
2024年不锈钢焊接要点与注意事项(2篇)

2024年不锈钢焊接要点与注意事项一、施焊前的准备工作1、根据产品图纸要求用机械加工的方法在接头处,去除不锈钢复合层,对接焊缝需开合适的坡口。
2、焊缝两侧各10-20mm宽度范围内作好清理工作,用钢丝刷或打磨的方法,去除氧化物、锈、油、水分等影响焊接质量的物质。
3、按产品图纸装配,在碳钢侧用CJ422,φ3.2mm焊条定位焊,定位焊焊工应具有有效的岗位操作证书,保证定位焊的质量,定位焊有效长度为25-30mm。
二、焊接过程1、不锈钢复合钢板对接缝的焊接工艺1.1基层碳钢焊接1.1.1采用埋弧自动焊的方法,正面焊一层,翻身后反面先用碳弧气刨方法清根,再封底焊一层。
焊接规范如下:位置焊丝焊剂焊丝直径电弧电压焊接电流焊接速度正面H08AJ431φ5mm31-33V500-550A44-46cm/min反面H08AJ431φ5mm32-34V580-620A44-46cm/min1.1.2焊后清渣,并打磨。
1.1.3焊后用x射线抽样检查,抽样比例为10—20%,或用UT探伤检1.2过度层焊接采用CO2半自动气保焊方法,焊接一层,焊接规范选择如下:药芯焊丝TS-309(天泰)焊丝直径φ1.2(MM)电弧电压19-21V焊接电流130-150A1.3复层焊接采用CO2半自动气体保护焊的方法,焊接一层,焊接规范如下:药芯焊丝TS-316L(天泰)焊丝直径φ1.2(MM)层间温度150。
C1.1焊后清理焊渣,并打磨光顺焊缝后外观检查。
2、不锈钢复合钢板角接缝焊接工艺。
2.1基层碳钢焊接2.1.1按图纸要求的焊脚尺寸,采用CO2半自动气保焊方法,进行角接缝焊接。
焊接规范要求:药芯焊丝TWE—711(天泰)或SF—71(现代)焊丝直径φ1.2(MM)电弧电压19—21V焊接电流150—180(A)2.1.2焊后对焊缝进行清理,去飞溅,清渣,并对不锈钢侧的焊缝进行打磨。
2.2过渡层焊接2.2.1.采用CO2半自动气保焊方法,焊接一层,焊接规范及焊材选择如下:药芯焊丝TS316(天泰)焊丝直径φ1.2(MM)电弧电压20—22V焊接电流140—160(A)层间温度150。
14Cr1MoR+NS1102复合板焊接缺陷分析

收稿日期:2020-07-06 作者简介:王利军(1985—),男,硕士,工程师,研究方向:压力容器焊接。
Copyright©博看网 . All Rights Reserved.
第 23 期
14Cr1MoR+NS1102 复合板焊接缺陷分析
焊接层 基层焊缝正反面打底
总 721 期第二十三期 2020 年 8 月
河南科技 Journal of Henan Science and Technology
能源与化学
14Cr1MoR+NS1102 复合板焊接缺陷分析
王利军 张举莉 史京生
(西安航天华威化工生物工程有限公司,陕西 西安 710199)
摘 要:14Cr1MoR 与 NS1102 复合板在焊接时会产生缺陷。本文以该复合板为例,分析了焊接缺陷产生的原
镍-钢复合板是由基层(碳钢、低合金钢等)和复层 (镍)爆炸焊接复合而成的双金属材料,复层镍保证了材 料的耐蚀性,基层则保证了材料的强度,而且价格经济实 惠,因此,在化工设备制造中,镍-钢复合板应用越来越 多[1]。这种钢材主要由复层镍和基层低合金钢两种材料 复合而成,因此在形成焊接接头时,除了会出现焊接同种 金属时可能出现的焊接缺陷外,还会出现因这两种金属 复合而出现的焊接缺陷,如裂纹、夹渣、未熔合等。同时, 两者又具有较强的熔合性,焊接时,如果基层的碳熔入复 层太多,会降低复层的耐腐蚀性,反之则会降低材料的使 用强度。因此,在焊接过程中,如何保证焊接时既不产生 焊接缺陷,又确保复层的耐腐蚀性,成为镍-钢复合板焊 接的关键技术问题[2]。本文以 2020 年西安航天华威化工 生物工程有限公司为新疆新特能源项目制造的急冷塔设 备为例,分析了镍-钢复合板焊接过程中焊接缺陷产生的 原因并提出了解决措施。该设备主体材质为 14Cr1MoR + NS1102 复 合 板 ,基 层 14Cr1MoR 厚 度 为 42 mm,复 层 NS1102 厚度为 5 mm。
14Cr1MoR+022Cr17Ni12Mo2复合材料的焊接结构及焊接工艺
14Cr1MoR+022Cr17Ni12Mo2复合材料的焊接结构及焊接工艺唐再文;羊衣木;赖斌【摘要】煤化工激冷罐的壳体材料采用14Cr1MoR+022Cr17Ni12Mo2复合板,板材较厚,焊接难度较大。
通过分析研究和焊接工艺试验,确定了适合的焊接方法、焊接材料、焊接坡口、焊接顺序以及热处理工艺,有效地避免了焊接过程中基层对复层的稀释作用和碳迁移,显著地提高了整个设备焊缝的焊接质量,取得了良好的效果。
%The shell of coal chemical quench tank is made from14Cr1MoR+022Cr17Ni12Mo2 clad plate which thickness is relatively thick, therefore, it is hard to weld. Through the analysis research and welding procedure test, ultimately determines the appropriate welding method, welding material, welding groove, welding sequence and the heat treatment technology, which effectively avoids the dilution of base layeron multilayer and the carbon migration from base layer to multilayer, and significantly improves the quality of the welding seams in the equipment.【期刊名称】《化工装备技术》【年(卷),期】2015(000)001【总页数】5页(P40-44)【关键词】复合板;焊接坡口;焊接顺序;热处理工艺;熔敷金属;激冷罐【作者】唐再文;羊衣木;赖斌【作者单位】四川大学化工学院; 四川科新机电股份有限公司;四川大学化工学院; 四川科新机电股份有限公司;四川科新机电股份有限公司【正文语种】中文【中图分类】TG441某煤化工激冷罐壳体的材料为14Cr1MoR+ 022Cr17Ni12Mo2复合板,复层奥氏体不锈钢022Cr17Ni12Mo2与基层低合金钢14Cr1MoR是通过爆炸焊接法复合而成的。
14Cr1MoR(H)钢板性能的热处理试验
14Cr1MoR(H)钢板性能的热处理试验摘要:14Cr1MoR(H)是在14Cr1MoR基础上加强抗氢性能,以满足更苛刻的使用要求,本文结合我司对14Cr1MoR(H)钢材的性能研究,对热处理工艺影响钢板性能的情况进行试验与验证。
关键词:14Cr1MoR(H)、压力容器、热处理、钢板性能14Cr1MoR(H)钢属于Cr-Mo低合金钢,该钢具有良好的韧性和塑性、较高的强度、抗回火脆化性能和优良的焊接性能,该钢能在与氢接触、高温、高压等恶劣条件下使用,是普遍使用的热强钢和抗氢用钢,被广泛用于制造与氢相接触的石油、化工等大型装置及临氢设备。
兹有一台压力容器产品:工作压力6.75MPa最高/最低工作温度290℃/260℃,操作介质/特性为含氢气体/易爆,主体材质14Cr1MoR(H),筒体厚度/封头最小成形厚度40mm/40mm。
下面就本产品热处理工艺对钢板性能的影响进行试验,为设备制造后能满足技术要求提供保证。
1. 试板准备筒体下料厚度40mm,封头考虑到成形过程中的减薄量,下料厚度44mm。
钢材供货状态为正火+ 回火。
取筒体试板厚40mm,封头试板厚44mm。
试板力学性能试验项目如下:(1)室温拉伸试验,在Max.PWHT及Min.PWHT状态下各一件。
(2)高温拉伸试验,Max.PWHT状态下做一件。
(3)-20℃KV2 冲击试验,在Max.PWHT及Min.PWHT状态下各做一件。
(4)室温弯曲试验。
2. 钢板性能要求满足下列条件:室温拉伸强度Rm为520~680MPa;室温屈服强度RmL≥310MPa;室温延伸率A≥20%;室温断面收缩率Z≥45%;-20℃KV2 冲击功平均值≥47J;高温(470℃)屈服强度Rp0.2>187.4MPa;室温弯曲试验,弯曲180°,无裂纹。
3.筒体试板热处理工艺试验3.1模拟最小程度焊后热处理工艺Min. PWHT是容器在制造过程中可能达到的最小程度的焊后热处理。
14Cr1MoR厚板拼焊封头热处理工艺研究

14Cr1MoR厚板拼焊封头热处理工艺研究裴飞飞;周印梅;吴和斌;王竟雷【摘要】厚板14Cr1MoR封头通常采用热压成型,容易产生回火脆化,降低材料韧性.通过对模拟14Cr1MoR拼焊封头的试板进行正火(940℃,保温2 h)后加速冷却处理、回火热处理[(710±20℃),保温时间3 h]及焊后消应力热处理[(670±20℃),保温时间3.2h],从理论上计算出该热处理工艺回火参数[P]在最佳值范围内;通过力学性能试验结果显示,在该热处理工艺下得到的各项力学性能符合标准要求,强韧性配合良好,说明该热处理工艺合理,有效解决了14Cr1MoR热压成型过程中材料的回火脆化问题.【期刊名称】《山西化工》【年(卷),期】2016(036)005【总页数】3页(P68-69,76)【关键词】14Cr1MoR钢;封头;热成型;回火脆化【作者】裴飞飞;周印梅;吴和斌;王竟雷【作者单位】山西阳煤化工机械有限公司,山西太原 030032;山西阳煤化工机械有限公司,山西太原 030032;山西阳煤化工机械有限公司,山西太原 030032;山西阳煤化工机械有限公司,山西太原 030032【正文语种】中文【中图分类】TQ0514Cr1MoR属于珠光体耐热钢,是普遍使用的热强钢和抗氢钢,广泛用于煤化工设备、核能动力装置、石油精制、加氢裂化设备及其他高温临氢设备[1]。
14Cr1MoR供货热处理状态为正火+回火[2],大直径厚壁(δ≥50 mm)铬钼钢封头通常采用热成型,成型过程中加热温度高于上转变温度点Ac3,容易产生回火脆化,降低材料韧度[3]。
本文针对厚壁14Cr1MoR热成型封头制造过程中存在的问题,通过编制合理的热处理工艺,得到满足要求的14Cr1MoR钢拼焊封头热处理工艺。
1.1 试验材料试验钢板选用江阴兴澄特种钢铁有限公司制造的厚度为80 mm的14Cr1MoR板材,其化学成分见表1。
试板规格600 mm×125 mm×80 mm,2件,采用埋弧自动焊拼焊,选用H11CrMo45B焊丝,焊前预热温度≥120 ℃,层间温度控制在120 ℃~250 ℃。
14cr1mor 焊接工艺

14cr1mor 焊接工艺14CR1MoR是一种常用的焊接工艺,适用于高温高压工况下的焊接。
下面将从该焊接工艺的特点、应用领域以及焊接参数等方面进行详细介绍。
14CR1MoR焊接工艺具有以下特点:1.高强度:14CR1MoR钢是一种低合金高强度钢,焊接后可以保持较高的强度和耐久性。
2.良好的韧性:焊接后的14CR1MoR钢具有良好的韧性和抗冲击性能,能够适应复杂的工作环境。
3.良好的耐热性:该焊接工艺适用于高温高压环境下的焊接,能够保持较好的耐热性能。
4.适应性强:14CR1MoR焊接工艺适用于各种焊接材料和焊接方法,具有较高的适应性。
接下来,我们来了解一下14CR1MoR焊接工艺的应用领域:1.石油化工:14CR1MoR钢焊接工艺广泛应用于石油化工设备、管道和容器的制造,如石油炼油装置、催化裂化装置、压力容器等。
2.电力行业:14CR1MoR焊接工艺适用于电力行业的锅炉、汽轮机和热交换器等设备的制造和维修。
3.船舶制造:14CR1MoR焊接工艺在船舶制造领域被广泛应用,用于制造船体结构、船舶锅炉和压力容器等。
4.核电工业:14CR1MoR焊接工艺适用于核电工业中的核反应堆压力容器、核电站管道和设备的制造。
除了应用领域外,我们还需要了解14CR1MoR焊接工艺的一些重要参数:1.焊接电流:根据焊接材料和工件的厚度确定合适的焊接电流,过高或过低的焊接电流都会对焊接质量产生不良影响。
2.焊接速度:焊接速度的选择应根据焊缝的要求和焊接材料的特性来确定,过快或过慢的焊接速度都会影响焊接质量。
3.焊接温度:14CR1MoR焊接工艺要求焊接温度控制在合适的范围内,过高的焊接温度会导致材料熔化不均匀,过低的焊接温度则会影响焊缝的强度。
4.焊接气体:根据不同的焊接材料和焊接方法选择合适的保护气体,以保证焊接过程中焊缝的质量。
总结起来,14CR1MoR焊接工艺具有高强度、良好的韧性和耐热性等特点,广泛应用于石油化工、电力、船舶制造和核电工业等领域。
14Cr1MoR钢板的焊接性能
14Cr1MoR钢的焊接性能摘要:根据14CrIMoR钢焊接性特点,为避免在焊接过程中出现冷裂纹、回火脆性等问题,对武汉钢铁厂研制的一种新型高韧性14Cr1MoR钢的焊接性和焊接接头性能进行了试验研究,为今后大力推广此材料的应用提供了科学依据。
关键词: 14Cr1MoR钢:焊接:焊接接头性能Welding of 14Cr1MoR steel 舞钢(师磊152-9076+5221)随着炼油I业的发展,炼油加氢工艺已成为石油炼制的常用工艺,而采用此工艺,炼油厂的加氢设备诸如催化重整、加氢精制.加氢脱硫.加氢裂化等是必不可少的。
加氢设备在高温.高压和氢介质的条件下工作,操作条件相当苛刻,因此,此类设备用钢不仅要求有良好的常温力学性能、高温力学性能,而且要求有良好的抗氢腐蚀性能以前,此类设备用钢材料一般均从国外进口,费用昂责,生产成本高,采购周期长,增加产品制造周期。
为此,武汉钢铁厂研制出-种新型的高韧性14Cr1MoR钢,这种钢主要用于制造壁温小于或等于550 C的加氢反应器换热器,中温变换炉等锅炉压力容器,与进口钢材1.25Cr-0.5Mo钢性能相当,对武钢生产的14Cr1MoR 钢焊接性和焊接接头性能进行了试验研究,为大力推广此材料的应用提供了科学依据。
1 14Cr1MoR钢板的性能14Cr1MoR钢的化学成分见表1,机械性能见表2.2 14Cr1MoR 钢的焊接性试验从14GrIMoR钢板的化学成分不难看出,该材料具有一定的冷裂倾向。
为此,进行了热影响区最高硬度试验、斜Y型坡口对接裂纹试验、十字接头抗裂纹试验.T字型热裂纹试验,对其材料的焊接性进行了试验研究。
2.1热影响区最高硬度试验2.1.1焊接热影响区最高硬度估算焊接热影响区最高硬度与钢中碳的质量百分比有关,在一定程度上反映了该钢的冷裂倾向。
根据常用的热影响区最高硬度的经验公式HVm=90+1 050C+47Si+75Mn+30Ni+31Cr.可计算出14CrIMoR钢的焊接热影响区理论最高硬度值(HV10).上限为401, 下限为353。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
14Cr1MoR钢板的焊接
作者:胡嘉明于欣
来源:《科学与财富》2018年第09期
摘要:对焦炭塔14Cr1MoR钢板的焊接性进行分析,制定合理的焊接工艺,采用埋弧焊的方法,对焊前预热、层间温度、焊后消氢进行严格控制,顺利完成了焦炭塔的制造。
关键词:焦炭塔 14Cr1MoR钢板焊接
0前言
七台河宝泰隆圣迈煤化工有限责任公司订购的焦炭塔(Φ4850mmx30619mmxδ40mm)主体材料为14Cr1MoR钢板,此种钢板是临氢设备用耐热钢。
该材料焊接过程中易产生冷裂纹,因此要成功进行该材料的焊接,就必须对14Cr1MoR钢板的焊接选择合适的焊接材料,制定合理的焊接工艺。
1 14Cr1MoR钢板可焊性分析
14Cr1MoR钢板的化学成分组成见表1。
14Cr1MoR钢板可焊性分析
14Cr1MoR钢是一种低合金珠光体耐热钢,其力学性能增加了高温屈服性能要求,对0℃夏比冲击吸收能量KV≥34J,供货状态要求正火+回火。
根据国际焊接学会推荐的碳当量计算公式:
CE=C+Mn/6+1/5(Cr+Mo+V)+1/15(Ni+Cu)(质量分数,%),由表1中数据计算得出CE=0.5056%。
当CE0.6%时,钢材的焊接性能不好,需预热较高温度,严格控制焊接工艺,才能进行焊接。
由于14Cr1MoR钢的CE=0.5056%,钢材有一定的淬硬倾向,易产生冷裂纹。
因此,基层钢焊接应焊前预热、控制层间的温度并进行消氢处理,以防止接头形成淬硬倾向,防止热影响区的晶粒变粗。
在施焊14Cr1MoR钢时,控制焊接接头的H含量是控制焊后该钢产生冷裂纹的重要措施之一。
这就要求选择匹配的焊接材料既能保证焊缝的化学成分还要保证焊后接头力学性能尤其是0℃冲击韧性,具体的工艺措施采取焊前预热、焊接过程中控制层间温度、焊后消氢处理等。
2 焊接材料和焊接方法
焊接材料应选用同母材化学成分相近的材料并严格控制焊接材料中的S、P等杂质含量。
结合以上分析,确定采用埋弧焊,选用H10Cr1MoA焊丝+SJ603焊剂。
焊接材料的化学成分见表2。
3 焊接工艺评定
按照NB/T47014-2005《承压设备焊接工艺评定》和《焦炭塔工程技术条件》对
14Cr1MoR钢的焊接进行了焊接工艺评定。
焊接工艺评定试板的坡口见图1。
试板焊接完成并经无损检测合格后,对切取冲击试件的试板进行最小程度热处理(Min.PWHT:690℃±14℃x6h),对切取拉伸和弯曲试件的试板进行最大程度热处理(Max.PWHT:690℃±14℃x20h)。
最终对焊接工艺评定试板的力学性能和弯曲试验进行了检验。
3.1 焊接工艺参数
焊前预热、焊后热处理是防止焊接产生冷裂纹的重要工艺措施。
焊接前坡口两侧100mm 以内需预热至150℃;施焊中层间温度控制在150℃-250℃之间,焊后立即对焊缝进行300℃-350℃,2h消氢处理。
表3给出了焊接工艺参数。
3.2 试板力学性能试验
焊接工艺评定试板焊接后焊缝表面成形美观,熔合良好。
经无损检测合格,分别进行最小和最大热处理后,分别进行了常温拉伸、高温拉伸、弯曲试验和0℃冲击吸收能量力学性能试验。
各试验均合格,所选的焊接方法、焊接材料及焊接工艺参数完全满足要求,可用于产品焊接。
4 产品焊接
4.1 焊前准备
14Cr1MoR钢板焊接的坡口形式如图1,焊接前焊缝100mm以内清除铁锈和油污等可能引起焊接缺陷的因素,坡口按JB/T4730-2005进行100%MT检测,Ⅰ级合格。
焊接前焊缝两侧100mm以内预热至150℃以上。
4.2 产品施焊
施焊的焊工均需持证上岗,按照焊接工艺规程领取埋弧焊焊丝和焊剂,焊剂需烘干。
焊接过程中的电流和电压等参数按照焊接工艺规程执行,严格控制层间温度在150℃-250℃以内。
4.3 焊后消氢
停止焊接立即对焊缝进行300℃-350℃ 2h消氢处理。
5 结论
通过分析14Cr1MoR钢板的焊接性能,采用合理的焊接工艺,严格控制焊前预热、层间温度和焊后消氢处理等工艺措施,有效的防止了焊接裂纹的产生,确保了焊接接头的力学性能,顺利完成了焦炭塔的制造。
参考文献:
[1]中华人民共和国行业标准,《承压设备焊接工艺评定》(NB/T47014-2011),2011年7月1日发布。
[2] 中华人民共和国行业标准,《压力容器焊接规程》(NB/T47015-2011),2011年7月1日发布。
[3] 中华人民共和国行业标准,《承压设备产品焊接试件的力学性能检验》(NB/T47016-2011),2011年7月1日发布。