装配不良记录表Word模板
合集下载
不合格品记录表

领入数
实用数
损耗数
退还数
偏差
装小盒
装瓶
贴标签
装说明书
装中盒
贴封口签
装合格证
装外箱
本批包装总数
本批并箱批号及数量
物料
衡
算
外包收率=
实际包装总数
×100%=
×100%=
领用数量
收得率范围:98.5~100%
结论:
检查人
留样数
取样数
备注
班长:工艺员:
物料退库单
退料部门
日期
年月日
物料名称
规格
数量
退库原因
备注
□符合
□不符合
□符合
□不符合
9
卫生洁具清洁,按定置放置
□符合
□不符合
□符合
□不符合
10
其它
结论
清场人
工艺员
质监员
内包清场记录
年月日
清场前产品名称
规格
批号
清场内容及要求
工艺员检查情况
质监员检查情况
备注
1
设备及部件内外清洁,无异物,模具清洁
□符合
□不符合
□符合
□不符合
2
无废弃物,无前批遗留物
□符合
□不符合
容器具
清洁、整齐、无异物、无脱落物。
洁具
整齐、干净,按定置要求放置。
物料
按定置位置摆放整齐、清洁、无尘,有状态标志。
标志
门外、设备、容器具上卫生标志符合要求。
结论
班长
质监员
在产物品标签
工序:年月日
品名
规格
批号
物料状态
数量
操作者
实用数
损耗数
退还数
偏差
装小盒
装瓶
贴标签
装说明书
装中盒
贴封口签
装合格证
装外箱
本批包装总数
本批并箱批号及数量
物料
衡
算
外包收率=
实际包装总数
×100%=
×100%=
领用数量
收得率范围:98.5~100%
结论:
检查人
留样数
取样数
备注
班长:工艺员:
物料退库单
退料部门
日期
年月日
物料名称
规格
数量
退库原因
备注
□符合
□不符合
□符合
□不符合
9
卫生洁具清洁,按定置放置
□符合
□不符合
□符合
□不符合
10
其它
结论
清场人
工艺员
质监员
内包清场记录
年月日
清场前产品名称
规格
批号
清场内容及要求
工艺员检查情况
质监员检查情况
备注
1
设备及部件内外清洁,无异物,模具清洁
□符合
□不符合
□符合
□不符合
2
无废弃物,无前批遗留物
□符合
□不符合
容器具
清洁、整齐、无异物、无脱落物。
洁具
整齐、干净,按定置要求放置。
物料
按定置位置摆放整齐、清洁、无尘,有状态标志。
标志
门外、设备、容器具上卫生标志符合要求。
结论
班长
质监员
在产物品标签
工序:年月日
品名
规格
批号
物料状态
数量
操作者
品质不良统计表
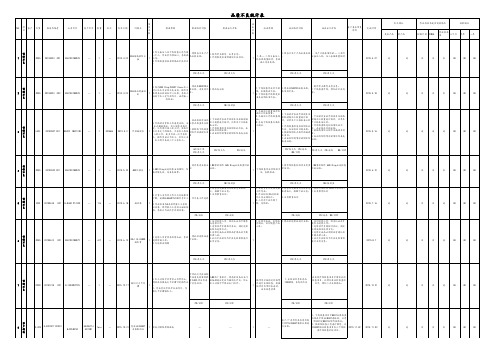
在本线外观检查项目中增加此项 检查项目,并增加至分析检查项
目中,增加二次全检确认。
2015.12.21
是
PD/田军
PD/田军
PD/田军
PD/田军
客
8
户 抱
S-CUV S-CUV1511101001
BJ92LBP34
44306T7J H011M1
1pcs
--
2015.10.31
变速箱端BOOT 未装配到位
流出。
PD/冉大杰
ME/张传星 PD/冉大杰
2015.12.27
是
是
1、对厂内P32R库存EPT小
Band夹紧位置进行全检,并
客
12
户 抱
P32R P32R160304001 EBJ100MBG35A
39100 4BA1E
1PCS
XE2FY11C3 052
2016/3/4
BOOT装配位置 不良
1
1、制程中拉力过大导致BOOT装配 位置不良
2、流出对策--a.出货时要求备货 员分件号逐项备货,并且备货完
成后要再次确认。(12/4许小
2015.12.4
2015.12.08
龙) b.对备货人员再次进行备货
是
是
流程培训。(12/4许小龙)
SP/许小龙
SP/许小龙
SP/许小龙
SP/许小龙
制
10
程 不
良
1、制作刀具补正方法OPL对全员培训
S-CUV 20151220001
1
出货员换装时零件识别错误导致标 签贴反
对客户端出货标签 互换后使用;
现出货对照主要为零件条码/厂内件号 /客户件号核对,后续增加零件条码/ 厂内件号/客户件号/实物照片对照 表,防止下次再发。
装配检查记录表
配品质检查记录表
制线批号
计划日
生产日
审核
记录 首检 末检 作业者 支援者
首检
作业者
支援者
首检
末检
作业者
支援者
处理方法
上报
自主改善
处理结果
确认者Biblioteka 时间 始/末1111
1
11
1
修改内容 修改 审核 批准 用"√或×"表示 ;2、用游标卡尺、钢直尺、卷尺、千分尺等确认的项目如有公差要求应记录偏差,如规定 序检查结果用如下表示:合格品-OK,不合格品-NG;4.对比检查的目测项目只需作出确认;5、异常正理项目中要对异常及
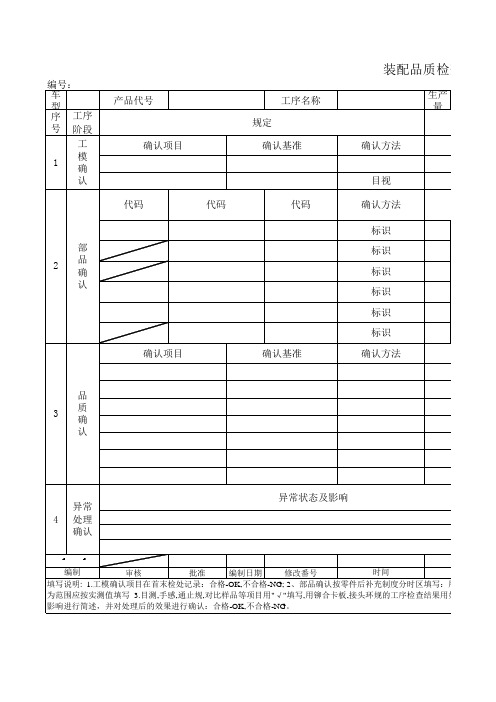
装配品质检查记录表
编号: 车型 序号 工序 阶段 工 模 确 认 产品代号 规定 确认项目 确认基准 确认方法 工序名称
生产量
1
目视 代码 代码 代码 确认方法 标识
2
部 品 确 认
标识 标识 标识 标识 标识 确认项目 确认基准 确认方法
3
品 质 确 认
4
异常 处理 确认 1
异常状态及影响
1
编制 时间 审核 批准 编制日期 修改番号 填写说明: 1.工模确认项目在首末检处记录:合格-OK,不合格-NG; 2、部品确认按零件后补充制度分时区填写:用 为范围应按实测值填写 3.目测,手感,通止规,对比样品等项目用"√"填写,用铆合卡板,接头环规的工序检查结果用如下表示 影响进行简述,并对处理后的效果进行确认:合格-OK,不合格-NG。
09-装配过程检验记录表
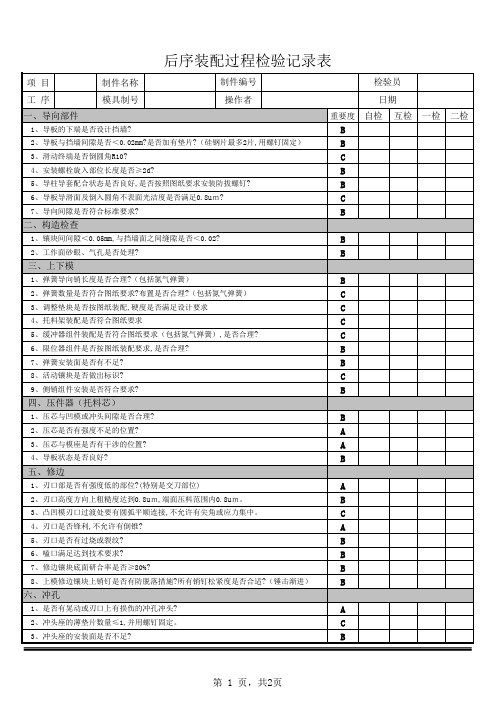
5、刃口是否有过烧或裂纹?
6、嗑口Байду номын сангаас足达到技术要求?
7、修边镶块底面研合率是否≥80%?
8、上模修边镶块上销钉是否有防脱落措施?所有销钉松紧度是否合适?(锤击渐进)
六、冲孔
1、是否有晃动或刃口上有损伤的冲孔冲头?
2、冲头座的薄垫片数量≤1,并用螺钉固定。
3、冲头座的安装面是否不足?
检验员
重要度 B B C B B C B
3、调整垫块是否按图纸装配,硬度是否满足设计要求
4、托料架装配是否符合图纸要求
5、缓冲器组件装配是否符合图纸要求(包括氮气弹簧),是否合理?
6、限位器组件是否按图纸装配要求,是否合理?
7、弹簧安装面是否有不足?
8、活动镶块是否做出标识?
9、侧销组件安装是否符合要求?
四、压件器(托料芯)
1、压芯与凹模或冲头间隙是否合理?
异常记录:
重要度 C C A B C B B
自检
互检
一检
二检
B B A B C C B B
A C B B B B B
C A B B B C C C C C
检测项 合格项 合格率
一检
二检
注:合格 ○; 不合格×;少此项 /
无检验员签字不准私自周转,违者重罚,接收者受连带责任
第 2 页,共2页
2、压芯是否有强度不足的位置?
3、压芯与模座是否有干涉的位置?
4、导板状态是否良好?
五、修边
1、刃口部是否有强度低的部位?(特别是交刀部位)
2、刃口高度方向上粗糙度达到0.8um,端面压料范围内0.8um。
3、凸凹模刃口过渡处要有圆弧平顺连接,不允许有尖角或应力集中。
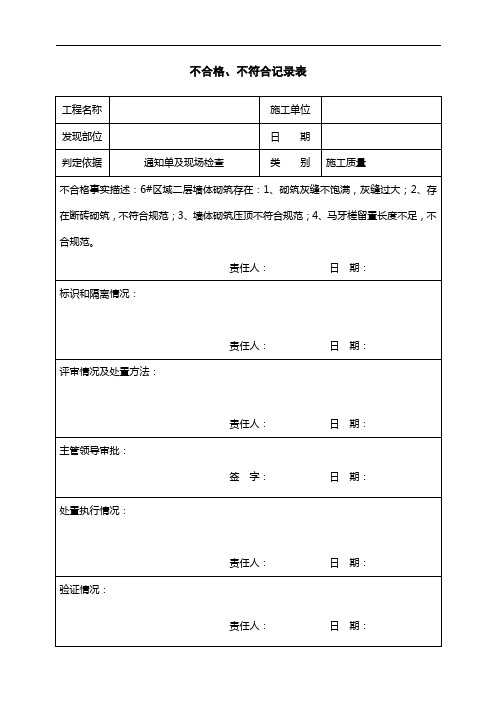
不合格、不符合记录表
不合格、不符合记录表
工程名称
施工单位
发现部位
日 期
判定依据
通知单及现场检查
类 别
施工质量
不合格事实描述:6#区域二层墙体砌筑存在:1、砌筑灰缝不饱满,灰缝过大;2、存在断砖砌筑,不符合规范;3、墙体砌筑压顶不符合规范;4、马牙槎留置长度不足,不合规范。
责任人: 日 期:
标识和隔离情况:
责任人: 日 期:
评审情况及处置方法:
责任人: 日 期:
主管领导审批:
签 字: 日 期:
处置执行情况:
责任人: 日 期:
验证情况:
责任人: 日 Biblioteka :不合格、不符合记录表工程名称
施工单位
发现部位
日 期
判定依据
通知单及现场检查
类 别
施工质量
不合格事实描述:6#区域二层墙体砌筑存在:1、砌筑灰缝不饱满,灰缝过大;2、存在断砖砌筑,不符合规范;3、墙体砌筑压顶不符合规范;4、马牙槎留置长度不足,不合规范。
责任人: 日 期:
标识和隔离情况:
责任人: 日 期:
评审情况及处置方法:
责任人: 日 期:
主管领导审批:
签 字: 日 期:
处置执行情况:
责任人: 日 期:
验证情况:
责任人: 日 期:
责任人: 日 期:
标识和隔离情况:
责任人: 日 期:
评审情况及处置方法:
责任人: 日 期:
主管领导审批:
签 字: 日 期:
处置执行情况:
责任人: 日 期:
验证情况:
责任人: 日 期:
不合格、不符合记录表
工程名称
施工单位
发现部位
日 期
工程名称
施工单位
发现部位
日 期
判定依据
通知单及现场检查
类 别
施工质量
不合格事实描述:6#区域二层墙体砌筑存在:1、砌筑灰缝不饱满,灰缝过大;2、存在断砖砌筑,不符合规范;3、墙体砌筑压顶不符合规范;4、马牙槎留置长度不足,不合规范。
责任人: 日 期:
标识和隔离情况:
责任人: 日 期:
评审情况及处置方法:
责任人: 日 期:
主管领导审批:
签 字: 日 期:
处置执行情况:
责任人: 日 期:
验证情况:
责任人: 日 Biblioteka :不合格、不符合记录表工程名称
施工单位
发现部位
日 期
判定依据
通知单及现场检查
类 别
施工质量
不合格事实描述:6#区域二层墙体砌筑存在:1、砌筑灰缝不饱满,灰缝过大;2、存在断砖砌筑,不符合规范;3、墙体砌筑压顶不符合规范;4、马牙槎留置长度不足,不合规范。
责任人: 日 期:
标识和隔离情况:
责任人: 日 期:
评审情况及处置方法:
责任人: 日 期:
主管领导审批:
签 字: 日 期:
处置执行情况:
责任人: 日 期:
验证情况:
责任人: 日 期:
责任人: 日 期:
标识和隔离情况:
责任人: 日 期:
评审情况及处置方法:
责任人: 日 期:
主管领导审批:
签 字: 日 期:
处置执行情况:
责任人: 日 期:
验证情况:
责任人: 日 期:
不合格、不符合记录表
工程名称
施工单位
发现部位
日 期