法兰盖检验报告
锻件复验报告

锻件复验报告锻件复验报告锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:锻件复验报告复验表编号:。
法兰质量检验记录

表面质量、外形尺寸
抽查
数量
实测值
表面质量
应无肉眼可见的裂纹.夹层.折叠.夹渣等有害缺陷。
1
符合要求
外形尺寸
外径
1
531
内径
1
502
厚度
1
14
孔数
1
20
/
执行标准
NB/T47008-2008 HG/T20592-2009
结论
根据固定式压力容器安全技术监察规程2.1材料通用要求,对该材料进行检验,符合NB/T47008-2010标准要求。
5
295
螺栓数量
5
12
执行标准
NB/T47008-2010 ,JB/T81-94
结论
根据锅炉安全技术监察规程2.8材料验收标准,对进厂法兰就行检验,符合NB/T47008-2010和JB/T81-94标准要求。
备注
检验员:日期:2014.9.5
外购件法兰进厂检验记录
编号:Q/TLG02.05-08
序号:
备注
检验员:日期:2014.10.1
外购件法兰进厂检验记录
编号:Q/TLG02.05-08
序号:
名称
法兰
牌号
20#
炉编号
120472
锻件批号
141222
锻造用钢坯
规格
PL150-1.6RF
产地
山西兴旺达
数量
2件
质量证明
书的审查
材料执行标准
质量证明书内容是否齐全
质量证明书内容是否与实物相符
NB/T47008-2010
备注
检验员:日期:
外购件法兰进厂检验记录
编号:Q/TLG02.05-08
锻件质量证明书
锻件质量证明书锻件产品质量证明书锻件名称锻件编号质量保证师印章法定代表人印章章丘市顺发机械厂年月日锻件产品合格证质量检验报告订货单位锻件名称制造标准锻件批号锻件级别批量钢号出厂日期该批锻件经质量检验,符合《压力容器安全技术监察规程》、设备和行业标准的要求。
质量检验员签字年月日质量检验科章年月日检验责任师检验员年月日篇二:锻件的材质单要求(学习) 锻件的材质单正常流程:针对于锻件物料:此单中涉及的所有证件,皆应该与到货物料一共发来。
篇三:锻件热处理报告forging heat treatment report reporter:trier: quality inspection sectionstamp(质检章): 20XX年8月2日受压元件产品质量证明书quality certificate of forging 锻件名称:锻件、支撑法兰、法兰盖、外筒法兰锻件编号:f14-132~137 forging serial number:质量保证师印章:quality assurance engineer stamp:法定代表人印章:lagal representative stamp:制造单位:大石桥市石化机械制造厂 manufacturer:dashiqiaoshi shihuajixie duanzaochang20XX年8月5日锻件产品合格证质量检验报告 qualification certificate of forging 法兰盖、外筒法兰、侧法兰 asmeⅱparta- 锻件名称:锻件、支撑法制造标准:20XXed+20XXadd/sa182m forging name fabrication standard 批件批号:20XX08161 锻件级别:ⅲforging lotnumber forging class 批件量: 7件钢号: 316 lotquantity steel designation订货单位:辽阳科林仪表有限公司出厂日期:20XX年8月21日 the purchaser the date of delivery 该批锻件经质量检验,符合《固定式压力容器安全技术监察规程》、设计图样和行业标准的要求。
法兰质量证明书20#(弯头)

率
δ5
(%)
冲击试验
硬度
试验温度
冲击值
HB
(℃)
AKV ( J)
525
285
25
20ºC
38.40.45
148
外
观
质
量
标准规定
实验结果
检查结论
无肉眼可看的裂纹.夹层,折叠,夹渣
附合标准
合格
修磨部位圆滑过度,清除深度符合规定
附合标准
合格
形状。尺寸和表面满足订货图样要求
附合标准
合格
序号
规格
数量
序号
规格
数量
01
DN150-16
06
02
07
03
0804Biblioteka 090510
检验结论
检验责任师检验员
质量检验科签字;
质量检验报告NO:2014-4-13
编号
ZB30-200#
材料编号
20#
材料炉罐号
T22346
制造比
3
锻造温度
860°C--1160ºC
热处理状态
N
锻件用钢
化学成分
C
Si
Mn
Mo
Cr
P
S
Ni
Cu
0.20
0.21
0.66
--
0.020
0.007
锻件力学
性能
抗拉
强度
δb
Mpa
屈服
点
δs
,Mpa
河北世纪金属结构有限公司
产品合格证
产品名称;板式法兰盖
锻造标准:GB/T9119--2000
批(件)号:HBSZ30-229
法兰盖检验报告(二)

法兰盖检验报告(二)引言概述:本文档是针对法兰盖的检验报告进行的第二次分析和总结。
法兰盖是一种重要的密封装置,用于连接管道或设备的各个部分。
通过对法兰盖进行细致的检验,可以确保其质量和性能符合标准要求,从而保障管道和设备的安全运行。
本文将从以下五个大点进行详细阐述:外观检验、尺寸测量、材料分析、焊缝检测和密封性能测试。
正文:一、外观检验1. 检查法兰盖表面是否有凹陷、划痕或氧化现象。
2. 检查法兰盖边缘是否完整且无明显变形。
3. 观察法兰盖的涂层情况,确认涂层是否均匀、附着牢固。
4. 检查法兰盖的标志、标识是否清晰可见。
5. 检查法兰盖的表面光洁度,确保无杂质和明显污染。
二、尺寸测量1. 使用量具对法兰盖的直径、厚度、孔径等尺寸进行测量。
2. 确认测量结果与工程图纸或标准规范要求相符。
3. 检查法兰盖的平整度,确保各个部位的平坦度符合要求。
4. 测量法兰盖的螺栓孔距离、孔径等尺寸,用于与管道或设备的连接。
三、材料分析1. 采取取样的方式,将法兰盖材料送入实验室进行成分分析。
2. 确认法兰盖材料是否符合标准规定的化学成分范围。
3. 使用金相显微镜观察材料的晶粒结构,检查是否存在显微缺陷。
4. 进行材料硬度测试,以确定法兰盖的抗压强度和耐磨性。
四、焊缝检测1. 对法兰盖的焊缝进行外观检查,确认是否有裂纹、气泡等焊接缺陷。
2. 使用无损检测方法(如超声波、射线检测)对焊缝进行全面探测。
3. 检查焊缝的尺寸、强度、结构等是否满足标准要求。
4. 针对焊缝进行金相显微镜分析,确定焊接质量是否合格。
五、密封性能测试1. 将法兰盖与管道或设备连接,施加正常工作压力,并观察是否出现泄漏。
2. 对法兰盖进行密封性能测试,确认其能否承受一定压力和温度的工作环境。
3. 检查法兰盖的密封面及密封垫片,确保其质量和安装正确。
总结:通过上述五个大点的详细阐述,我们对法兰盖的检验报告进行了全面的分析。
外观检验、尺寸测量、材料分析、焊缝检测和密封性能测试等方面的检验结果表明,该法兰盖符合标准要求,具备良好的质量和性能。
法兰质量证明书

1 2篇二:法兰质量证明书20#(弯头) 1 2篇三:法兰人孔质量证明书1 产品质量证明书(附件 5 张)产品名称产品编号 0809-0320 质量保证师印章法定代表人印章机械加工厂2011年 3 月 21 日锻件产品合格证锻件名称人孔数量 11套钢号出厂日期该批锻件经质量检验,符合《压力容器安全技术监察规程》,设计图样和行业标准要求。
质量检验员签字2011 年3 月21 日质量检验科(处)章2011 年3 月21 日质量检验报告检验责任师:检验员:2011年3月 21日篇四:法兰的质量标准法兰的质量标准1 材料的检验1.1用于制造法兰的材料必须要有质量证明书。
1.2锻件材料应符合jb4726-28-2000要求。
1.3锻造成型后的法兰材料应响应进行的热处理,表面应光滑,不得有锻造伤痕、裂纹的缺陷。
2 下料的检验2.1检查工艺卡上的材料编号是否与实际相符。
2.2用板尺检查法兰内外径的毛坯尺寸。
2.3检查下料后,法兰的标记移植是否完成。
2.4拼接法兰的检验2.4.1用目测检查拼接焊缝坡口处的外观质量,用焊缝角度尺检查焊接坡口的几何尺寸。
用目测检查焊缝外观质量。
2.4.2用超声波检查焊缝内在质量,不得有夹渣、裂纹等缺陷,并符合相关标准规定。
2.4.3对法兰进行消除应力热处理,检查热处理温度和保温时间及冷却方式。
3尺寸检验3.1检验用量具卡尺、直板尺、深度卡尺、卷尺。
3.2用卡尺、直板尺或卷尺测量下列尺寸:内径、外径、厚度、密封面外径、法兰颈部、颈端部外径、螺栓孔中心圆直径,螺栓孔间距、螺栓孔直径。
3.3将法兰放在平台上,用深度卡尺测量法兰的高度。
3.4法兰内径对螺栓孔中心点及密封面中心之偏心的检验。
a.将法兰放在平台上,用卡尺分别测量对应螺栓孔与法兰内壁的距离,其对应差值中的最大值即为偏心量。
b.将法兰放在平台上,用卡尺分别测量密封面的对应宽度,其对应差值中的最大值即为偏心量。
4外观质量的检验4.1机加工表面不得有毛刺,有害的划痕和其它降低法兰强度和连接可靠性的缺陷。
法兰检验规程

法兰检验规程一、常规法兰检验规程1、目的为了加强锻制法兰的质量管理,将质量控制关口前移至出厂之前,特制定本要求,作为锻制法兰除执行合同技术附件及合同规定的设计、制造、检验与试验标准以外还应符合的要求,并作为出厂检验的依据。
如技术附件、合同规定的设计、制造与试验标准、本要求之间有冲突,则按要求较高者执行。
2、适用范围本要求适用于适用于各种规格的锻制法兰.3、原材料的采购及复检3。
1、所有用于制造锻制法兰的原材料采购渠道必须为需方确定的供应商。
3。
2、原材料购进后必须进行复检,合格后方可投入生产。
复检项目不少于下述内容:3。
2。
1、原材料必须有质量合格证明书,质量合格证明书上必须按相应制造标准要求填写齐全,不得漏项。
3。
2.2、质量合格证明书必须与原材料实物一一对应。
3.2.3、每批原材料(同规格、同材质、同炉号、同时到货)应抽不少于1 根进行化学成份分析和机械性能检验.材质为合金钢或低温钢时,除抽不少于1 根进行化学成份分析和机械性能检验外,余下部分逐根进行光谱分析。
检验结果符合相应标准要求.4、过程控制。
4。
1、标记的移植.工件在各工序之间的转移(从下料开始)必须严格执行标记移植制度:即工件转入下一道工序前,本工序操作者必须将加工前的标记完整无误地移植到加工后的工件表面,标记内容至少包括材质、原材料炉号。
对标记内容不清的工件下一道工序不应接受。
4.2、锻制法兰毛坯热处理操作后必须出具热处理报告,并随锻制法兰到货提供给买方.各种材质的锻制法兰的热处理工艺必须不低于相应制造标准的要求,热处理后的法兰不许再进行冷加工。
5、检验与试验。
锻制法兰出厂发货前应按相关规范、标准、技术条件等完成所有检验与试验,检验与试验内容至少应包括但不限于下列条款.5.1、法兰的成品几何尺寸、外观逐件检测。
5。
2、硬度检验:所有锻制法兰逐件进行硬度检验,硬度应符合JB4726~JB4728—2000 的标准要求.5。
3、对碳素钢、合金钢和不锈钢Ⅱ、Ⅲ、Ⅳ级锻件法兰的其它性能的检测,按JB4726~JB4728-2000 标准中的规定进行检测。
出口压力容器法兰检验规程Rulesfortheinsp

出口压力容器法兰检验规程Rules for the inspection of flanges of pressure vessels for exportSN/T 0257.1—93 1 主题内容与适用范围本标准规定了出口压力容器法兰的抽样方案、检验方法和检验结果的判定。
本标准适用于公称压力大于0.1MPa,工作温度在-20~450℃的钢制压力容器法兰的出口检验。
出口压力容器法兰应按照本标准进行检验,如合同、信用证中对某些检验项目另有规定,则满足合同、信用证中规定的要求。
2 引用标准GB 150 钢制压力容器GB 3274 碳素结构钢和低合金结构钢热轧厚钢板和钢带GB 6654 压力容器用碳素钢和低合金钢厚钢板GB 713 锅炉用碳素钢和低合金钢钢板GB 3323 钢熔化焊对接接头射线照像和质量分级GB 1801~1802 公差与配合GB l804 公差与配合未注公差尺寸的极限偏差GB ll345 钢制焊缝手工超声波探伤方法及探伤结果的分级JB 755 压力容器锻件技术条件JB 3965 钢制压力容器磁粉探伤JB 4700 压力容器法兰分类与技术条件JB 4701 甲型平焊法兰JB 4702 乙型平焊法兰JB 4703 长颈对焊法兰3 术语3.1 检验批:用于实施出口检验由生产单位提供的不多于表1规定数量的由相同牌号的材料、采用同一焊接工艺、同一热处理工艺连续生产的同规格的法兰。
表l单件法兰重量,kg 每个检验批的最多法兰数量,件≤15 ≤150>15~≤150 ≤100>150~≤300 ≤50>300 ≤253.2 样本法兰:从检验批中随机抽取的用于进行破坏性检验和非破坏性检验的法兰。
4 抽样4.1 抽样条件4.1.1 法兰的检验以检验批为基准,在供货状态下进行。
4.1.2 生产单位应提供检验批的质量证明书。
该质量证明书内容包括:a. 法兰设计技术条件,其中包括:公称压力、工作温度、适用介质、主要尺寸及重量;b 材质证明书(按炉批号提供材质证明原始证件或复印件);c. 热处理报告;d. 无损探伤检验报告;e. 尺寸及加工精度检验报告;f. 合格证;g. 合同或信用证中规定应提供的检验报告。
法兰检测报告

法兰检测报告报告编号:FL20210715检测对象:法兰检测日期:2021年7月15日一、检测目的本次检测旨在确定法兰的安全性能和质量水平,为用户提供可靠的产品质量评估和选择参考。
二、检测标准本次检测参照国家标准《法兰连接尺寸》(GB/T9115.1-2000)和《通用法兰和密封配件》(GB/T1239.1-2006)。
三、检测仪器和设备a) 法兰连接尺寸检测仪b) 密封性能试验仪c) 摩擦系数检测仪四、检测项目及结果1. 外观检测检测对象外观无破损、划痕等明显缺陷。
2. 尺寸检测根据GB/T9115.1-2000中规定的法兰连接尺寸对检测对象进行检测,结果符合标准规定,详见表1。
表1序号检测项目规定尺寸(mm) 实测尺寸(mm)1 法兰外径 D Nominal size + 22 螺栓孔径 d Nominal size - 1.53 螺栓孔距 C Diameter + 44 中心孔径d1 Nominal size + 1.65 距中心孔径的垂直距离H 20.53. 密封性能检测将检测对象装配在密封性能试验仪上,进行水密性试验,连接面无渗漏现象,达到密封性标准。
试验结果详见表2。
表2序号试验方法结果1 水密性试验合格4. 摩擦系数检测使用摩擦系数检测仪对检测对象进行检测,结果如下:序号检测面摩擦系数1 连接面0.082 密封面0.0453 公称压力为PN100连接面0.14 公称压力为PN100密封面0.05五、检测结论经检测,本次检测对象法兰符合国家标准《法兰连接尺寸》(GB/T9115.1-2000)和《通用法兰和密封配件》(GB/T1239.1-2006)规定的尺寸、密封性能和摩擦系数标准,具有良好的产品质量和安全性能,可供用户放心选择使用。
六、备注本次检测报告仅对检测对象本身进行了检测,未考虑运输、安装、使用过程中可能产生的影响。
建议用户在使用前仔细阅读本报告,充分了解产品特性和使用条件。
锻件热处理报告

Forging Heat Treatment Report 锻件热处理记录报告Reporter(操作者):Trier(检查员):Quality Inspection Section stamp(质检章):2014年8月2日受压元件(锻件)产品质量证明书Quality Certificate of Forging锻件名称:锻件、支撑法兰、法兰盖、外筒法兰Forging name:锻件编号:F14-132~137Forging serial number:质量保证师印章:Quality Assurance Engineer Stamp:法定代表人印章:Lagal Representative Stamp:制造单位:大石桥市石化机械制造厂Manufacturer:Dashiqiaoshi ShihuajixieDuanzaochang2014年8月5日锻件产品合格证质量检验报告压力容器安全技术监察规程》、设计图样和行业标准的要求。
质量检验员签字2014年8月21日Inspector Signature质量检验科(处)章2014年8月21日Quality Inspection Section(Department)Stamp 检验责任师:检查员:2014年8月21日机械性能测试报告Consign No. 委托号:201408161 Report Date报告日期:2014.8.19Consign Unit 委托单位:质检科Material 材料:316Sample No. 样式编号:14-4004 Sample Size 式样规格:φ12.5Heat treatmen 热处理状态:S Lot No.炉批号:13CT2719Forging Name产品名称:锻件、支撑法兰、法兰盖、外筒法兰Transf No.标记移植号:F14-132~137钢板、锻件超声波检测报告辽—5-14共页第页使用单位:辽阳科林仪表有限公司报告编号:钢板、锻件超声波检测报告辽—5-14共页第页使用单位:辽阳科林仪表有限公司报告编号:钢板、锻件超声波检测报告辽—5-14共页第页使用单位:辽阳科林仪表有限公司报告编号:钢板、锻件超声波检测报告辽—5-14共页第页使用单位:辽阳科林仪表有限公司报告编号:钢板、锻件超声波检测报告辽—5-14共页第页使用单位:辽阳科林仪表有限公司报告编号:钢板、锻件超声波检测报告辽—5-14共页第页使用单位:辽阳科林仪表有限公司报告编号:。
法兰检验报告

法兰检验报告报告编号:20210908报告日期:2021年9月8日委托单位:XXX有限公司检验人员:XXX检验地点:XXX工厂检测项目:法兰检测标准:GB/T9115.1-2010一、委托单位介绍XXX有限公司是一家从事工业设备生产销售的企业,拥有一支高素质的技术团队和先进的生产制造设备。
二、检测对象介绍本次检测对象为委托单位最近生产的法兰产品。
法兰是连接两个管道或管道和设备的部件,用于调整管线方向、分流、控制流量和关闭管道等功能。
三、检测目的为了保证委托单位生产的法兰产品符合国家标准,经过检测验证后投入使用,以提高产品质量和用户满意度。
四、检测过程1. 可视检查:对法兰产品外观进行检查,检查其表面是否存在缺陷、氧化和异物等情况。
2. 尺寸测量:使用量具仪器对法兰的直径、高度、孔径等进行精确测量,确保其符合设计要求。
3. 材料检验:对法兰使用的材料进行检测,以确定其质量合格,符合国家标准要求。
4. 抗压测试:使用压力试验仪对法兰进行耐压试验,以检测其是否能承受一定压力,以确保其质量符合国家标准。
五、检测结果经过上述检测,本次检测结果如下:1. 法兰外观无明显缺陷、氧化和异物。
2. 法兰尺寸精确,符合设计要求。
3. 材料质量合格,符合国家标准。
4. 抗压测试结果良好,能够承受一定的压力。
以上检测结果表明,委托单位生产的法兰产品质量优良,符合国家标准GB/T9115.1-2010要求。
六、结论本次检测结果表明,委托单位生产的法兰产品通过了标准检测,可以正常使用。
七、参考文献GB/T9115.1-2010《钢制法兰》八、备注本报告仅针对委托单位提供的样品进行测试,检测结果仅供参考,不得作为其他环节的证明文件。
如有疑问,请随时与我们联系。
检测人员签名:XXX联系电话:XXX联系地址:XXX以上是本次法兰检验报告,请委托单位注意保管。
法兰盖检验报告范文

法兰盖检验报告范文一、检验目的及要求本次检验的目的是对法兰盖进行全面的检查和评估,确保其质量符合相关标准和要求。
具体要求如下:1.检查法兰盖的外观,是否存在明显的损坏、变形或缺陷。
2.检查法兰盖的尺寸是否符合标准要求,包括直径、厚度等。
3.检查法兰盖的材质是否符合标准要求,是否存在杂质或异味。
4.检查法兰盖的密封性能,确保其能够完全密封。
5.检查法兰盖的耐压性能,确保其能够承受预定的压力。
6.检查法兰盖的耐磨性能,确保其能够长时间使用而不磨损。
二、检验方法及步骤1.外观检查:对法兰盖的外观进行仔细观察,检查是否存在明显的损坏、变形或缺陷。
2.尺寸检查:使用测量工具对法兰盖的直径、厚度等尺寸进行测量,与标准值进行比对。
3.材质检查:对法兰盖的材质进行化学成分分析,检查是否符合标准要求。
同时通过触摸和嗅觉检查是否存在杂质或异味。
4.密封性能检查:将法兰盖与相应的法兰连接,并施加一定的压力,观察是否存在漏水或气体泄漏。
5.耐压性能检查:将法兰盖放入承压设备中,逐渐增加压力至预定值,并观察法兰盖是否能够正常承受压力而无明显变形或裂纹。
6.耐磨性能检查:对法兰盖进行连续的摩擦测试或长时间使用,观察是否存在磨损现象。
三、检验结果及分析1.外观检查结果:经过仔细观察,发现法兰盖外观无明显损坏、变形或缺陷,符合要求。
2.尺寸检查结果:测量结果显示法兰盖的直径、厚度等尺寸与标准值相符合,达到要求。
3.材质检查结果:化学成分分析结果显示法兰盖的材质符合标准要求,并未发现杂质。
触摸和嗅觉检查也未发现异味。
4.密封性能检查结果:通过与法兰连接并施加压力的实验证明,法兰盖能够完全密封,无漏水或气体泄漏现象。
5.耐压性能检查结果:经过逐渐增加压力的测试,法兰盖能够承受预定的压力而无明显变形或裂纹,达到要求。
6.耐磨性能检查结果:经过连续的摩擦测试或长时间使用,法兰盖未出现明显磨损现象,耐磨性能良好。
四、结论及建议通过对法兰盖的全面检查和评估,我们得出以下结论:1.法兰盖的外观、尺寸、材质、密封性能、耐压性能和耐磨性能均符合相关标准和要求。
法兰人孔质量证明书1

产品质量证明书(附件 5 张)产品名称人孔产品编号0809-0320质量保证师印章法定代表人印章制造单位:胜利油建华大实业总公司机械加工厂2011年3 月21 日锻件产品合格证锻件名称人孔数量11套钢号Q235 出厂日期2011年3月21日该批锻件经质量检验,符合《压力容器安全技术监察规程》,设计图样和行业标准要求。
质量检验员签字2011 年3 月21 日质量检验科(处)章2011 年3 月21 日质量检验报告锻件编号0809-0320 材料牌号Q235 材料炉号IV54187 锻造比3:1 锻件温度800~1000℃热处理状态N锻件用钢化学成分C Mn Si P S Cr Ni Mo Ti Cu0.16 0.6 0.28 0.04 0.042锻件力学性能σb(Mp)&5(%)冲击实验硬度(HB)实验温度(0C)Akv(J)480 36 0 45.50.48 142.150.152外观质量标准规定实验结果检查结论无肉眼可见裂纹、夹层、折叠、夹渣无合格修磨部位圆滑过渡,清除深度符合规定符合合格形状尺寸、表面质量满足订货图样要求满足合格序号名称规格数量制造标准锻件级备注1 排污孔2套DWG-0001ME01-06II2 透光孔DN500 Q235A 4套HG/T21515-2005 II3 回转盖人孔RF600-0.6 2套HG/T21516-2005 II4 回转盖人孔RF500-0.6 1套HG/T21516-2005 II5 透光孔DN500 H=370 2套HG/T21515-2005 II6检验结论合格检验责任师:检验员:2011年3月21日。
法兰检验和验收

12检验和验收12. 0. 1法兰外观检验应符合以下要求:1锻造表面应光滑,不得有锻造伤痕、裂纹等缺陷。
2锻造表面的粘砂、氧化皮等应清除干净,不允许有影响铸件使用性能的缺陷(如裂纹、缩孔、夹渣等)存在。
3机加工表面不得有毛刺、有害的划痕和其他降低法兰强度和连接可靠性的缺陷。
4环连接面法兰的密封面应逐个检查,槽的两个侧面不得有机械加工引起的裂纹、划痕和撞伤等表面缺陷。
12. 0.. 2法兰材料应符合有关标准的规定,并具有相应的质量证明文件。
12. 0. 3法兰加工完毕后,应在其密封面上涂防锈油,并防止划伤和撞击。
13标记及标记示例13.0.1法兰按下列规定标记:HG/T 20592 法兰(或法兰盖)0 0—0 0 0 0 0 其中b为法兰类型代号,按本标准表3. 1. 1的规定。
螺纹法兰采用按GB/T 7306规定的锥管螺纹时,标记为“Th(Rc)”或“Th(Rp)”;螺纹法兰采用按GB/T 12716规定的锥管螺纹时,标记为“Th(NPT)”。
螺纹法兰如未标记螺纹代号,则为Rp(GB/T 7306. 1)。
c为法兰公称尺寸DN与适用钢管外径系列;整体法兰、法兰盖、衬里法兰盖、螺纹法兰,适用钢管外径系列的标记可省略。
适用于本标准A系列钢管的法兰,适用钢管外径系列的标记可省略。
适用于本标准B系列钢管的法兰,标记• *“DNXXX(B)”。
d为法兰公称压力等级PN。
e为密封面型式代号,按本标准表3. 2.1的规定。
f为钢管壁厚,应由用户提供。
对于带颈对焊法兰、对焊环(松套法兰)应标注钢管壁厚。
g为材料牌号。
h表示其他。
如附加要求或采用与本标准规定不一致的要求等。
13.0.2标记示例示例1:公称尺寸DN1200、公称压力FN6、配用公制管的突面板式平焊钢制管法兰,材料为Q235A,其标记为:HG/T 20592 法兰 PL1200(B)-6 RF Q235A 示例2:公称尺寸DN300、公称压力PN25、配用英制管的凸面带颈平焊钢制管法兰,材料为20 钢,其标记为:HG/T 20592 法兰 SO 300-25 M 20 示例3:公称尺寸DN100、公称压力PN100、配用公制管的B面带颈对焊钢制管法兰,材料为16M n,钢管壁厚为8m m,其标记为:.HG/T 20592 法兰 WN100(B)-100 FM S=8mm 16Mn 示例4:公称尺寸DN150、公称压力PN160、配用英制管的环连接面带颈对焊钢制管法兰,材料为16Mn,钢管壁厚为10mm,其标记为:HG/T 20592 法兰 WN150-160 RJ S=10mm 16Mn 示例、5:公称尺寸DN500、公称压力PN16、榫面整体钢制管法兰,材料为WCB,密封面表面粗糖度为KaO. 8〜1.6,其标记为:HG/T 20592 法兰 IF500-16 T WCB RaO. 8〜1.6示例6:公称尺寸DN40、公称压力PN63、配用英制管的突面承插焊钢制管法兰,材料为304,其标记为:HG/T 20592 法兰 SW40-63 RF 304 示例7:公称尺寸DN80、公称压力PN25、采用NPT螺纹的突面螺纹钢制管法兰,材料为20钢,其标记为:HG/T 20592 法兰 Th(NPT)80-25 RF 20 示例8:公称尺寸DN65、公称压力PN16、采用Rc螺纹的全平面螺纹钢制管法兰,材料为316,其标记为:HG/T 20592 法兰 Th(Rc)65-16 FF 316 示例9:公称尺寸DN200、公称压力PN10、配用公制管的突面对焊环松套钢制管法兰,法兰材料为20钢、对焊环材料为316,钢管壁厚为4mm,其标记为:HG/T 20592 法兰 PJ/SE 20G(B)-10 RF S = 4mm 20/316 示例10:公称尺寸DN300、公称压力PN10、配用英制管的凹面平焊环松套钢制管法兰,法兰材料为20钢、平焊环材料为316,其标记为:HG/T 20592 法兰 PJ/RJ1 300-10 FM 20/31613.0.3采购和交货。
法兰合格证
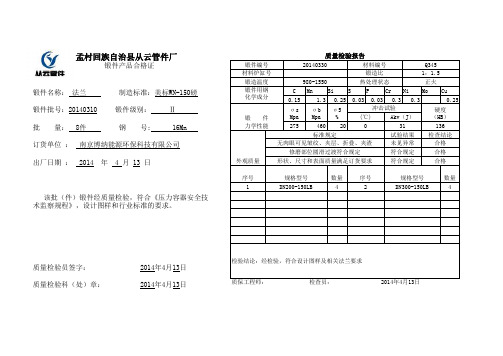
Mn Si S P Cr Ni Mo Cu 1.30.250.030.030.30.30.2546020441:1.50.15 孟村回族自治县从云管件厂 锻件产品合格证
锻件名称: 法兰 制造标准:美标WN-150磅
锻件批号:20140310 锻件级别: Ⅱ 1
批 量: 8件 钢 号: 16Mn 1 订货单位 :1 南京博纳能源环保科技有限公司 出厂日期 : 2014 年 4 月 13 日
该批(件)锻件经质量检验,符合《压力容器安全技 术监察规程》,设计图样和行业标准的要求。
质量检验员签字: 2014年4月13日 质量检验科(处)章: 2014年4月13日质量检验报告锻件编号20140330材料编号Q345材料炉缸号锻造比试验温度(℃)Akv(J)031锻造温度980-1550热处理状态正火锻件用钢化学成分C 锻 件力学性能σs Mpa 275试验结果规格型号硬度(HB)136σb Mpa σ5%冲击试验检查结论未见异常合格形状、尺寸和表面质量满足订货要求1符合规定合格符合规定合格序号数量外观质量标准规定无肉眼可见皱纹、夹层、折叠、夹渣修磨部位圆滑过渡符合规定数量规格型号序号DN300-150LB DN200-150LB 2检验结论:经检验,符合设计图样及相关法兰要求。
法兰检验规程

常规法兰检验指导书
1、目的
本指导书是为了加强FLUPAC锻造法兰与加工法兰的质量管理,将质量控制关口前移至出厂之前。
特制定本要求,作为FLUPAC法兰除执行合同技术附件及合同规定的设计、制造、检验与试验标准以外还应符合的要求,并作为出厂检验的依据。
如技术附件、合同规定的设计、制造与试验标准、本要求之间有冲突,则按要求较高者执行。
2、适用范围
本要求适用于FLUPAC液压系统的各种规格锻造法兰与加工法兰。
仅包括:SAE英制螺纹法兰、腰形法兰(止退环法兰、37度扩口法兰、闷板法兰)、方形法兰(止退环法兰、37度扩口法兰、闷板法兰)、SAE对开法兰、焊接法兰、带颈法兰、环形法兰、SAE法兰焊接组合件等.
3、检验规范内容:
3.1检验所用量具:卡尺、深度卡尺、光谱分析仪,
3.1.1判定依据:相关国内外机械生产标准。
3.1.2缺陷公类定义:
A类:单位产品的极重要质量特性不符合规定,例:机械性能、化学成分等;
或者单位产品的质量特性严重不符合规定,例:关键尺寸。
B类:单位产品的重要质量特性不符合规定,例:外形结构、变形、标准
或者单位产品的质量特性严重不符合规定。
例:无特定尺寸、镀层
C类:单位产品的一般质量特性不符合规定,例:外观、颜色、划伤
或者单位产品的质量特性轻微不符合规定,例:,包装、运输
3.2检验项目、标准、缺陷表。
整体法兰标准
整体法兰是一种重要的管道连接件,其标准对于保证管道系统的安全、可靠和长期运行具有重要意义。
以下是对整体法兰标准的简要介绍:
1. 定义和分类:整体法兰通常由一个法兰盘和两个法兰盖组成,它们通过焊接或螺栓连接固定在一起。
根据不同的连接形式和压力等级,整体法兰可以分为不同的类型,如平焊法兰、对焊法兰、承插焊法兰、螺纹法兰等。
2. 基本要求:整体法兰应符合相关标准规范,如ISO、ANSI、DIN、GB等。
法兰材料应具有足够的强度和耐腐蚀性,能承受规定的压力和温度。
法兰焊接或连接处应牢固可靠,无泄漏。
3. 尺寸和公差:整体法兰的尺寸和公差是影响其连接性能的重要因素。
标准规定了法兰盘的直径、厚度、孔径和角度等几何尺寸和公差范围,以确保法兰盖和法兰盘之间的配合准确。
4. 表面处理:整体法兰的表面处理也是影响连接性能的重要因素。
标准规定了法兰盘和法兰盖表面的清洁度、粗糙度、镀层厚度等要求,以确保连接处的防腐蚀和耐磨性能。
5. 标记和包装:整体法兰应具有清晰的标记,包括型号、规格、生产厂家、生产日期等信息。
包装应符合相关规定,以确保运输和储存过程中的安全和可靠。
6. 认证和检验:为了确保整体法兰的质量和性能符合标准要求,需要进行认证和检验。
相关机构会对法兰材料、焊接质量、尺寸公差等进行检验,并出具检验报告。
总之,整体法兰标准是保证管道系统安全、可靠和长期运行的重要依据。
了解和遵守相关标准规范,可以确保法兰的制造质量和连接性能,从而保证整个管道系统的正常运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中核动力设备
China Nuclear Power Equipment Co.Ltd 产品名称
法兰盖检验报告
产品图号产品编号零件图号
零件名称零件编号材质/规格材料复验号
序号项目外形尺寸
1
设计n =8 L =18±0.5K =190.5±1.5 D =230 C=22.3+3.0
0实测
2 表面质量
BL100-150RF HG/T20615-2009
检验结论
备注:
交工者:
日期:
检查员:
日期:
中核动力设备
China Nuclear Power Equipment Co.Ltd 产品名称
法兰盖检验报告
产品图号产品编号零件图号
零件名称零件编号材质/规格材料复验号序号项目外形尺寸
1 设计n =4 L =16±0.5K =69.9±1.5 D =100 C=11.2+3.0
0实测
2 表面质量
BL20-150RF HG/T20615-2009
检验结论
备注:
交工者:检查员:
日期:日期:
中核动力设备
China Nuclear Power Equipment Co.Ltd 产品名称
法兰检验报告
产品图号产品编号零件图号
零件名称零件编号材质/规格材料复验号序号项目外形尺寸
1 设计n =8 L =18±0.5K =190.5±1.5 D =230 C=22.3+3.0
0实测
2 设计H=75±1.6N=135 A=114.3+2.0
-1.0
B=101.5±1.0实测
3 表面质量
WN100-150 RF HG/T20615-2009 检验结论
备注:
交工者:日期:
检查员:
日期:
中核动力设备
China Nuclear Power Equipment Co.Ltd
产品名称
法兰检验报告
产品图号产品编号零件图号
零件名称零件编号材质/规格材料复验号序号项目外形尺寸
1 设计n =4 L =16±0.5K =69.9±1.5 D =100 C=11.2+3.0
0实测
2 设计H=51±1.6N=38 A=26.9+2.0
-1.0
B=21±1.0实测
3 表面质量
WN20-150 RF HG/T20615-2009
China Nuclear Power Equipment Co.Ltd
WN40-150RF HG/T20615-2009 检验结论
备注:
交工者:日期:
检查员:
日期:
China Nuclear Power Equipment Co.Ltd
产品名称
法兰检验报告
产品图号产品编号零件图号
零件名称零件编号材质/规格材料复验号
序号项目外形尺寸
1
设计n =8 L =18±0.5K =180±1.0 D =220±2.0C=20±1.5实测
2 设计H=52±2.0N=1310
-4
A1=114.3+3.0
H1≈12 S≥3.6实测
3 设计R=8±0.8
实测
4 表面质量
WN100-16 RF HG/T20592-2009
检验结论
备注:
交工者:
日期:
检查员:
日期:
中核动力设备
China Nuclear Power Equipment Co.Ltd
产品名称
法兰盖检验报告
产品图号
产品编号零件图号
零件名称零件编号材质/规格材料复验号
序号项目外形尺寸
1
设计n =8 L =18±0.5K =180±1.0 D =220±2.0C=20±1.5实测
2 表面质量
BL100-16 RF HG/T20592-2009
检验结论
备注:
交工者:日期:
检查员:
日期:
中核动力设备
China Nuclear Power Equipment Co.Ltd
产品名称
法兰检验报告
产品图号产品编号零件图号
零件名称零件编号材质/规格材料复验号序号项目外形尺寸
1 设计n =4 L =16±0.5K =98.4±1.5 D =125 C=15.9+3.0
0实测
2
设计H=60±1.6N=65 A=48.3+2.0
-1.0
B=41±1.0
实测
3 表面质量
WN40-150 RF HG/T20615-2009
检验结论
备注:
交工者:
日期:
检查员:
日期:
China Nuclear Power Equipment Co.Ltd
产品名称
法兰盖检验报告
产品图号产品编号零件图号
零件名称零件编号材质/规格材料复验号
序号项目外形尺寸
1 设计n =8 L =18±0.5K =190.5±1.5 D =230 C=22.3+3.0
实测
2 表面质量
BL100-150 RF HG/T20615-2009
检验结论
备注:
交工者:
日期:
检查员:
日期:
中核动力设备
China Nuclear Power Equipment Co.Ltd
产品名称
法兰检验报告
产品图号产品编号零件图号
零件名称零件编号材质/规格材料复验号序号项目外形尺寸
1
设计n =4 L =18±0.5K =170±1.0 D =210±2.0C=18+2
0实测
2
设计d=144±0.5f=2±1.0A=114.3+2.5
-1.0
B=116+1.0
实测
3 表面质量
DN100-PN6 RF GB/T9119-2000
检验结论
备注:
交工者:
日期:
检查员:
日期:
中核动力设备
China Nuclear Power Equipment Co.Ltd
产品名称
法兰检验报告
产品图号产品编号零件图号
零件名称零件编号材质/规格材料复验号
序号项目外形尺寸
1
设计n =20 L =22±0.5K =600±1.0 D =645±3.0C=32+3
0实测
2
设计d=568+3.0
-1.0
f=2±1.0A=530+4.0
-1.0
B=534+1.5
实测
3 表面质量
DN500-PN2.5 RF GB/T9119-2000
检验结论
备注:
交工者:
日期:
检查员:
日期:
中核动力设备
China Nuclear Power Equipment Co.Ltd
产品名称
法兰盖检验报告
产品图号产品编号零件图号零件名称零件编号材质/规格材料复验号
序号项目外形尺寸
1
设计n =4 L =18±0.5K =170±1.0 D =210±2.0C=18+2
0实测
2
设计d=144+2.0
-1.0
f=2±1.0
实测
3 表面质量
DN100-PN6 RF GB/T9123.1-2000
检验结论
备注:
交工者:
日期:
检查员:
日期:
中核动力设备
China Nuclear Power Equipment Co.Ltd 产品名称法兰盖检验报告产品图号
产品编号零件图号
零件名称零件编号材质/规格材料复验号序号项目外形尺寸
1
设计n =20 L =22±0.5K =600±1.0
D =645±
3.0
C=26+3.0 0实测
2
设计d=568+3.0
-1.0
f=2±1.0
实测
3 表面质量
DN500-PN2.5 RF GB/T9123.1-2000
检验结论
备注:
交工者:
日期:
检查员:
日期:。