机加工成本核算表-1
成本核算表格-(计划部范本)
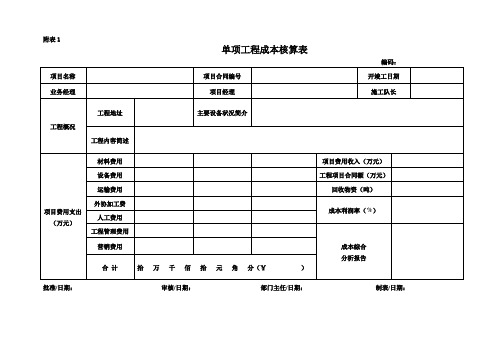
附表1
单项工程成本核算表
批准/日期:审核/日期:部门主任/日期:制表/日期:
附表2 单项工程营销费用统计表
主任/日期:制表/日期:
附表3
单项工程施工单位成本统计表
主任/日期:项目经理/日期:制表/日期:
附表4
单项工程运输费用统计表
编号:
部门主任/日期: 制表/日期:
附表5
施工材料领料单
部门主任:领料人:库管员:
附表6
施工材料退库单
材料主管/日期:库管员/日期:退库人/日期:
附表7
工程采购物资明细表
部门主管:后勤计划员:编制:
附表8
单项工程费用统计表
主任/日期:审核/日期:制表/日期:。
建筑施工人材机成本核算表(一个表多个工作簿)

t
钢筋制作安装(包 括零星构件工程)
土时维护钢筋用工,场内运输,包图纸要 求电焊(不包避雷电焊),钢筋卸车及到 制作场核对数量。甲供铁线4.8kg/t。无塔
16
地下室底板及以上 吊施工时,10m以上(不含10m),基价增 t
加10%
17 电渣焊
18
高60m以下 高60m及以上
包清理现场的焊渣,Φ16以下不计算电渣 处
序号
工程项目
一、土石方工程
1 人工挖土方(含基 一、二类土
2 坑沟槽)
三、四类土
3 桩承台挖土(地梁 松土方
4 、电梯井、集水 大型土方
5 井)
坚土
6
大型斗容积1m3
7
用挖土机挖填土台 班
大型斗容积0.8m3
8
大型斗容积0.6m3
二、桩与地基基础工程
1 静压桩端头插钢筋
2 3 4
三、砌筑工程
1 内外墙、柱砌砖 高60m以下
m3
13 阳台,楼梯压顶
装模,扎钢筋,浇筑混凝土,养护
m
46.00
按图纸体积计 算
45.00 25.00
按实际体积计 算
按实做延长米 计算
14 预制钢筋混凝土构件制作安装
包模板制做安装,拆除,钢筋绑扎,浇混 凝土,养护,场内运输,清理场地
m3
无地下室的工程,按安装地下室底板以上
15
地下室底板及以下 钢筋子目套价。含安装,绑扎及浇筑混凝
包运料、淋水、调制砂浆、清理基层。含 砌砖过程的场地清理及配合防线、平水。
条
m3
四、混凝土及钢筋混凝土工程 1 素混凝土带形基础 2
混凝土搅拌、场内运输、浇捣、养护等全 部工序。
机加工零件成本核算方法

一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)
一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6
一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。直径大于40MM的按直径*0.2收取。
长径比大于10的按一般光轴基价*长径比数*0.15
精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取
一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)
以一般精度光轴加工 基价*收取
阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工 基价*3收取
一般用途丝杠按一般精度光轴加工 基价*4收取
加班件系指超过正常工作时间而必须连续制造的零件。
6电焊与气割与等离子切割
普通焊条直径3.2的每支1元,TH506焊铸件每支3元。
气割加工,按铁板厚度MM*切割长度M计算
等离子切割不锈钢,按气割基价*3收取,切割碳钢按气割基价*2收取。
7关于特别加急件与加班件,按标准基价*2收取
特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。
一 以工时记价办法。
Z25钻床,CA6140车床 刨床 插床 锯床 以每小时15元记费。立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。钳工一般维修以每小时15元记费。
记时单位 从接手加工开始至加工完成验收合格结束
二以根据零件,数量,精度要求收费办法。
机械加工工时报价 成本核算表 报价表模板

39.2 电
16.36
55.6
钳工装配
39.2 电
7.5
46.7
焊接 喷漆(特殊工种)
39.2 压电缩空气、 47.0 电
15 30.5
54.2 77.5
清理辅助
39.2
39.2
调平
39.2 氧乙炔
20
59.2
打磨
39.2 电
2.5
41.7
序号
名称
材质 材料规格
数量
毛重
金属
材料费(
Q235
T5
1
1.2
工资成本核算
工人平均实领工资
5000
含养老保险及公积金个人交的部分
不含税总计 厂内加工
日工时费 小时工时费 厂外施工
厂外施工日费用
工时费用 7525
五险 福利费 公积金
元/月
31.50% 7% 12%
50.50%
五险含 养老企业
大企业14%,小企业折半7%
失业
企业12%,个人12%
工伤
生育+医疗
313.5 39.2
元/日 元/小时
平均每月 2平4均工每作日日 工作8小时
基本日工时费 出差工资补助
交通食宿 493.5
313.5 30 150
元/日
元/日 元/日 元/日 平均每月 24工作日
备注
开增值税发票
税金
18.20%
增值税17% 教育附加 1.2%
厂内机械加工 小时成本核算
工资费用成本
动力消耗/h 综合成本
工种名称
7h有效工作时间 种类
费用
剪板机下料
39.2 电
11.5
机械加工成本核算与价格参考

机械加工成本核算与价格参考资料众所周知,机械加工存在很大的工艺灵活性,一个零件可以有很多种工艺安排,而不同的加工工艺所耗费的工时往往有着比较明显的差异,厂家在实际生产时,一般都会采用优简工艺来提升利润;但销售报价时,就很可能会把用简单工艺生产的零件,说成是用复杂工艺生产的,以此来提高零件价格。
所以对采购员而言,对图纸和零件加工方面的了解就决定了对成本的把握,机械零件采购真的是需要比较全面的机械加工知识。
很多采购都对此非常头痛!真正接触到机械加工类的报价之后,才发现,一个普普通通的机械加工报价,核算起来竟然如此困难。
不在其中摸爬滚打几年完全摸不到头绪,就连很多老采购都常常感慨:一点不留心都不行啊!为此,本人经过整整10天的熬夜,终于机械加工成本核算搞清楚了,今天就分享给大家,一起来看看吧。
机械加工价格参考表:详细计算方法:机械加工成本核算方法・详细计算方法:1 .对关键或复杂零件要求对方提供初步工艺安排,详细到每个工序,获取每个工序的耗时。
2 .根据每个工序需要的设备每小时费用算出加工成本。
(具体设备成本也可以问供应商要)。
比如:普通立公每小时在¥60~80之间(含税)铳床、普车等普通设备一般为¥30等。
3 .在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了。
当然,价格一定程度上会和零件的年采购量与难易程度有很大关系,单件和批量会有差异,这也是能理解的。
\・粗略估算法:、一、大件物品:采购量越大比越小,下同。
粗略计算方法:机械加工成本核算三法难度一般的:加工费用与零件原材料成本之比大概为1:1o难度较大的:加工费用与零件原材料成本之比大概为1.2至"1.5:1o二、中小件:难度一般的:加工费用与整个零件原材料成本之比大概为2到3:1o难度较大的:加工费用与整个零件原材料成本之比大概为5到10:1o机械加工有很大工艺灵活性。
一个零件可能有多种工艺安排,成本是不一样的,但供应商报价时可能说一种复杂工艺提高价格,实除生产时采用其他简单工艺。
齿轮加工成本核算表

齿轮加工成本核算表齿轮加工是指将金属毛坯通过一系列的机械加工步骤,制成符合特定规格和性能的齿轮的过程。
齿轮加工的成本核算涉及多个环节,包括原材料、设备折旧、人工成本、能源消耗等。
齿轮加工成本构成1. 原材料成本:齿轮加工所使用的原材料费用,如钢料、合金等。
2. 设备折旧费用:齿轮加工设备在使用过程中产生的折旧费用。
3. 人工成本:操作人员工资、福利以及培训等费用。
4. 能源消耗:加工过程中使用的电力、水等能源费用。
5. 间接费用:如车间管理费用、设备维护费用等。
齿轮加工成本核算方法1. 原材料成本核算:根据原材料的种类和重量,结合市场价格,计算原材料成本。
2. 设备折旧费用核算:根据设备的购入价格、使用年限以及折旧率,计算设备每年的折旧费用。
3. 人工成本核算:根据操作人员的工资水平、工作时长以及生产数量,计算人工成本。
4. 能源消耗核算:根据设备功率、工作时长以及能源单价,计算能源消耗费用。
5. 间接费用核算:根据历史数据和生产计划,估算间接费用。
提高齿轮加工成本控制的方法1. 优化工艺流程:通过对工艺流程进行优化,提高生产效率,降低生产成本。
2. 引入先进设备:采用高效、精准的齿轮加工设备,提高生产效率和质量。
3. 降低原材料消耗:通过采用优化设计、减少余量等方法,降低原材料消耗。
4. 提高员工技能:加强员工技能培训,提高操作人员的技能水平和工作效率。
5. 加强成本控制:建立完善的成本控制体系,对各项成本进行实时监控和调整。
齿轮加工成本核算是一个复杂的过程,需要对各个环节进行精确控制。
通过优化工艺流程、引入先进设备、降低原材料消耗、提高员工技能以及加强成本控制等方法,可以有效降低齿轮加工成本,提高企业的竞争力。
齿轮加工成本核算表例子如下:备注:1. 本表格仅供参考,实际成本核算可能因各种因素而有所不同。
2. 本表格中的数据和单价仅供参考,实际数据和单价可能因市场价格波动、加工工艺改进等因素而发生变化。
机械行业产品成本核算办法

机械行业产品成本核算办法作者:刘文英来源:《财经界·学术版》2013年第06期摘要:我国经济的快速发展,同时也带来了机械行业的“春天”,但是由于我国机械行业起步晚,缺乏关键技术等原因,一直在国际上表现有所欠缺。
我国机械行业参差不齐,有实力雄厚的国企领头,也有家庭作坊式的小型民营机械加工,这样的行业特点导致我国机械行业在产品成本核算上始终没有统一的标准。
本文主要以作业成本法来简单探讨下机械行业产品成本核算办法。
关键词:机械行业产品成本核算作业成本法一、作业成本法简介(一)作业成本法概述作业成本法又称为ABC成本法,它是成本核算系统高度发展所带来的产物。
作业成本法主要取决于成本归集库的选择,把间接计入的成本归属到各个成本库的中介标准里面,然后每个成本库选择相应的成本动因,这就是作业成本法最基本的运作机制。
作业成本法的特点主要是相对以产量为基础的传统成本计算方法而已的。
而传统的成本计算不但需要把直接成本追溯到产品之外,还把不同性质的费用按部门归内,最后以产量为基础,分摊制造费用。
(二)成本动因资源动因:反映了作业量与资源耗费之间的因果关系。
主要发生在各种资源耗费向相应作业中心分配的过程之中。
它是将资源成本分配到作业中心的分配标准,与最终产品的产量是没有直接关系的。
成本动因:反映了产品产量与作业成本之间的因果关系。
主要发生在各作业中心将归集的作业成本向各产品分配的过程当中,是作业成本的分配标准。
二、机械行业产品成本核算根据机械产品的产品特点来定。
一是从机械产品的生产步骤、工艺特点来计算;二是看半成品的销售情况,若有销售则采用分布核算;三是制造产品所需要的材料一般事先最好充足准备,以保证产品生产和加工过程中领料准确。
如遇到损坏部分则在当月计提。
直接人工的分摊。
有两种方法:一是选择投入工时来分摊当月的人工费用;二是完成工时分摊当月人工费用。
制造费用的分摊。
有三种方法:一是选择投入工时来分摊当月的制造费用;二是完成工时来分摊制造费用;三是机器工时分摊制造费用。
机加工成本核算

详细计算方法:1)、首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时。
2)、根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说:普通立加每小时在¥60~80之间(含税);铣床、普车等普通设备一般为¥30。
3)、在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了。
当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。
常见注塑机加工费和塑料件成本核算方法

常见注塑机加工费和塑料件成本核算方法从60T-1300T常见注塑机的注塑加工费,见下表,注意:只是来料来模具纯注塑加工费(工交费)啊,仅供参考,亏本了别找我,不认的。
注塑机加工费单位60T40元/小时90T40元/小时120T45元/小时160T50元/小时200T55元/小时250T60元/小时280T65元/小时320T68元/小时380T70元/小时470T80元/小时530T90元/小时600T95元/小时700T105元/小时800T115元/小时900T120元/小时1000T135元/小时1200T140元/小时1300T160元/小时详细计算方法如下:固定成本固定成本说明:固定成本是指:只要工厂开门运转,无论生产与否都要支出的成本。
以元为单位,计算到:单机元/天,小数保留三位(人民币:厘)。
固定成本测算仅适用于纯注塑企业单位。
如企业涵盖注塑、模具制造、成品装配等生产内容,其基础设施等费用应合理分割计算。
序号内容计算公式1.厂房折旧自有厂房:造价总额/30年÷255天租用厂房:年租金÷255天2.机器设备折旧机器设备总价÷10年÷225天3.基础设施维修费年维修费总额÷225天4.机器设备维修费年维修费总额÷225天5.财务费年附出利息总额÷225天6.管理费年支出总额÷225天7.电变压器摊派年支出总额÷225天8.不可预见费用9.其他10.小计1+2+3+。
9=X元/天11.单机成本Z元/天X元÷(注塑总容量(克)×利用率75%)=Y元/克/天Y元/克/天×单机克容量=Z元/天内容及公式说明:30年:一般工厂厂房设计使用寿命为50年,按30年计较为合理。
注塑总容量:工厂所有注塑机注塑量之和。
225天:一年有效工作日以225天计算。
10年:注塑机及相关设备使用寿命以10年计。
机械加工件材料成本核算方法
因地区不同,时间不同,各厂家不同,需方不同,供方不同,数量不同,有很多的不同,价格也是千差万别,没有一定。但一般按加工工时计费,给一个参考如下(其中数字只做参考,地区、时间差异实在很大):?
一般法兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)
一般梯形,三角螺母零件按直径*0.3(不包材料)
一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6
一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。直径大于40MM的按直径*0.2收取。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。主要是先确定工艺,即加工方法,然后根据工艺来计算工时,由工时来确定单个零件的基本加工费用,再加上其他的费用。工艺是个很复杂的学问啊,一个零件采用不同的工艺,价格有差异的。
成本核算方法参考表

成本核算方法参考表一、包装类:(包含纸箱、标贴、说明书及胶袋)其标准公式为:材料单价/平方米X 用料面积= 包装产品单价;1、纸箱:是由面纸、坑纸、里纸粘合成纸板,再通过啤机成型出来的;A、纸箱:(长+ 宽+ 5 )X (宽+ 高+ 3 )X 2 /10000X 材料单价/平方米B、内盒(对扣)单价=(宽X 1.7~1.75+高+2)X [(长+宽)X2+2]/10000 X材料单价/平方米C、内盒(直扣)单价=[(宽+2)X 2+高)]X [(长+宽)X2+2]/10000 X材料单价/平方米2、胶袋:是由PE或其它材料薄膜通过封口机封口切割而成;其原始公式为:长X 宽X厚度X材料密度X 材料单价+加工费;3、标贴及说明书都可按其标准公式计算,只是每种材料的单价不一样。
二、五金塑料类:1、机加工类:在灯饰行业中最常用的材料为铁、铝、铜、不锈钢、锌合金及铝合金,因其物理特性不一样而造成其加工及表面处理也不一样,最终导致其成本的核算方法不一样,但成本的构成却是一样的:公式:产品单价=材料成本+ 加工费+表面处理费+工厂管理费、损耗及利润A、铁板及铝板的加工方法:冲压、车削、旋压、拉伸、翻沙、浇铸、压铸;表面处理方式为喷粉、喷漆、喷油、电镀、电泳及氧化;B、冲压、旋压、拉伸一般选用冲床、旋压机及液压机等,其做出的产品一般含有以下几个工序:裁板、落料、成型、整型及机加工详细公式:单价=落料材料费X 材料单价(元/KG)—废料回收费用+机加费用+表在处理费注: a 落料材料费为所实际所投入的材料费用;用公式表示为:(板材价格—落料后所剩废料费用)/ 板材实际落料个数d 废料回收费用为不能再利用的边角料所卖出所得的实际费用c 机加费用为产品通过冲压、旋压、冲孔、整形等工序完成后所产生的费用;e 铝旋压罩圆片的参考公式:落料直径=(上底+下底+斜长)X 2/3C、车削件:是将铝、铜或铁棒通过车床、铣床等设备车削出来的。
常见注塑机加工费和塑料件成本核算方法

11.单机成本Z元/天X元÷(注塑总容量(克)×利用率75%)=Y元/克/天Y元/克/天×单机克容量=Z元/天内容及公式说明:30年:一般工厂厂房设计使用寿命为50年,按30年计较为合理。
注塑总容量:工厂所有注塑机注塑量之和。
225天:一年有效工作日以225天计算。
10年:注塑机及相关设备使用寿命以10年计。
基础设施维修费:一般按基础设施总值2%估算机器设备维修费:一般按机器设备总值3%估算,再加上注塑模具费用。
管理费:行政人员工资、招待费、差旅费、交通费、证书费等等总和。
电变压器摊派:独立变压器的固定支出费用。
变动成本变动成本说明:变动成本是指:直接发生在产品本身的成本。
以元为单位,计算到:元/只(交付的合格品),小数保留三位(人民币:厘)。
加工费:元/每一模次序号内容计划公式12.单机每天(24小时)可生产模次实测×合格品率95%A13.工人工资每天三班总用工工资合计÷A14.电费机电总容量××24÷A15.固定成本摊销Z元/天÷A16.每模加工费B元/模次。
13+14+15=B元/模次。
模具费摊销:17.单个产品模具费(来模加工免计)模具费总额/模具寿命模次C元/只原、辅材料费18.原材料原料克重单价×产品毛重D元/只19.辅助材料三班消耗总值÷AE元/只包装费20.单个产品包装费实测计算F元/只运输费21.运输费实测计算G元/只二次加工费:组装、印刷等等22.二次加工费实测计算H元/只成本合计:23.自营制品B+C+D+E+F+G+H==K元/只24.来模来料加工B+E+F+G+H==L元/只利润及税款等:该项内容各企业视具体情况而定。
机加工成本核算_核价方法
2020/1/20
17
表面处理价格
1、镀镍:铝件 20元/kg;铁件 12元/kg;每次来货少于2kg的,最低收费50元
2、硬铬:按每平方分米3元/丝
3、发黑:超出3kg,1.5元/kg,最低收费50元
4、氧化:阳极氧化 10元/kg 光亮黑色氧化 14元/kg 普通黑色氧化 10元/kg 硬质阳极氧化 12元/kg 彩色阳极氧化 23元/kg
• 4.固定间接费:部分固定资产折旧,如车间厂房折旧、生产设备折旧 等等
• 5.销售费用:广告、公关、运输等费用 •
6.管理费用:部分固定资产折旧,如办公楼、办公设备、培训费、管 理人员工资福利等等
• 7.财务费用:银行贷款利息等
报价资料
车床
40元/小时
铣床
50元/小时
磨床
50元/小时
钳工
40元/小时
2020/1/20
10
工艺知识
1、熟知产品材质、外形结构(结构件、盘类、轴类); 2、了解产品的技术要求、精度要求、产成品重量; 3、掌握产品需加工的内容及产品数量; 4、掌握加工设备的加工范围、精度等级; 5、再根据以上几点来选择加工设备; 6、按产品的尺寸基准来制定加工的先后顺序
2020/1/20
设计费=工作工时*单价(元/时)
2020/1/20
13
产成品费用组成
• 1.直接材料费=(单位产品净重/材料利用率)×单位材料成本=单位 产品实际占用材料量×单位材料成本
• 2.直接人工费=生产单位产品所需的人工费(分计件工资和计时工资; 福利;加班费等) ×产品数量
• 3.可变间接费:低值易耗品、水、电、气、包装费用、车间管理者工 资等等
5、喷砂:1元/kg
机械加工件成本核算方法大全
机械加工件成本核算方法大全材料成本是一定的主要区别就在每家公司不同的人工成本、运输成本、消耗成本以及税收这部分,那么这些部分机加工工厂大都通过什么样的方式计算的呢?详细计算方法:1)、首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时。
2)、根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说:普通立加每小时在¥60~80之间(含税);铣床、普车等普通设备一般为¥30。
3)、在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了.当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重.难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1。
2~1。
5:1,这个比与采购量成反比;2)对于中小件难度一般的: 加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
常见注塑机加工费和塑料件成本核算方法

从60T-1300T常见注塑机的注塑加工费,见下表,注意:只是来料来模具纯注塑加工费(工交费)啊,仅供参考,亏本了别找我,不认的。
注塑机加工费单位60T40元/小时90T40元/小时120T45元/小时160T50元/小时200T55元/小时250T60元/小时280T65元/小时320T68元/小时380T70元/小时470T80元/小时530T90元/小时600T95元/小时700T105元/小时800T115元/小时900T120元/小时1000T135元/小时1200T140元/小时1300T160元/小时详细计算方法如下:固定成本固定成本说明:固定成本是指:只要工厂开门运转,无论生产与否都要支出的成本。
以元为单位,计算到:单机元/天,小数保留三位(人民币:厘)。
固定成本测算仅适用于纯注塑企业单位。
如企业涵盖注塑、模具制造、成品装配等生产内容,其基础设施等费用应合理分割计算。
序号内容计算公式1.厂房折旧自有厂房:造价总额/30年÷255天租用厂房:年租金÷255天2.机器设备折旧机器设备总价÷10年÷225天3.基础设施维修费年维修费总额÷225天4.机器设备维修费年维修费总额÷225天5.财务费年附出利息总额÷225天6.管理费年支出总额÷225天7.电变压器摊派年支出总额÷225天8.不可预见费用9.其他10.小计1+2+3+。
9=X元/天11.单机成本Z元/天X元÷(注塑总容量(克)×利用率75%)=Y元/克/天Y元/克/天×单机克容量=Z元/天内容及公式说明:30年:一般工厂厂房设计使用寿命为50年,按30年计较为合理。
注塑总容量:工厂所有注塑机注塑量之和。
225天:一年有效工作日以225天计算。
10年:注塑机及相关设备使用寿命以10年计。
基础设施维修费:一般按基础设施总值2%估算机器设备维修费:一般按机器设备总值3%估算,再加上注塑模具费用。
机械加工成本核算
机械加工成本核算机械加工成本核算是制造业中非常重要的一个环节,它不仅能够帮助企业进行高效的生产计划和生产管理,还能够控制生产成本,提高企业的生产效益。
下面将从机械加工成本核算的概念、影响机械加工成本的因素和机械加工成本核算的方法三个方面来详细介绍机械加工成本核算的相关内容。
一、机械加工成本核算的概念机械加工成本核算是指对整个机械加工生产过程中的人力、机器设备、原材料和成品等方面的成本进行核算,以确定每一件产品的生产成本,进而制定合理的价格策略,实现商品销售和企业利润的最大化。
二、影响机械加工成本的因素1. 人工成本人工成本是机械加工成本的一个重要组成部分。
在机械加工过程中,往往需要大量的人力来完成各种工作。
人工成本包括员工的工资和福利等方面的支出。
2. 设备成本设备成本是指机械加工生产过程中所使用的各种机器设备的成本,包括购买机器设备、设备的耗电量、设备的维护和修理费用等。
3. 原材料成本原材料成本是指机械加工生产过程中所使用的各种原材料的成本,包括原材料的采购费用、运输费用、仓储费用等。
4. 能源成本能源成本是指机械加工生产过程中所需要的各种能源的成本,包括电力费用、燃气费用等。
5. 管理成本管理成本是指机械加工生产过程中所需要的管理费用,包括薪资、办公设备和软件的费用、保险费用等。
三、机械加工成本核算的方法1. 直接材料成本法直接材料成本法是指在机械加工生产过程中,每一件成品所使用的直接材料成本的总和。
直接材料成本包括原材料的采购费用、运输费用、仓储费用等。
2. 直接人工成本法直接人工成本法是指在机械加工生产过程中,每一件成品所使用的直接人工成本的总和。
直接人工成本包括员工的工资和福利等方面的支出。
3. 间接费用分摊法间接费用分摊法是指将机械加工生产过程中的间接费用分摊到每一件成品上去。
间接费用包括设备的维护和修理费用、电费、燃气费、管理费用等。
4. 工序成本核算法工序成本核算法是指将机械加工生产过程中的各个工序成本进行单独核算,最终确定每一件产品的总成本。
加工成本核算

朋友本来我是靠这个吃饭的,不过既然看你这么有诚意。我就把这个算法公布与众!
材料费: 零件价格算法,首先要知道这个零件的重量然后乘市场材料每公斤多少。普通钢,圆柱:(0.00000618*直径*直径*长度)=重量(克) 方型:(0.00000618*高*长*宽) 依次类推,铝的密度是0.00000317 202不锈钢:0.00000783 黄铜:0.00000466 知道以上的你就可以计算零件的成本
机械零件成本构成分析
一、成本的概念
成本:是指企业生产经营过程中各种经济资源价值牺牲进行对象化计算的数额。通俗的讲是指,生产和销售某种产品所耗费的全部费用。
二、成本的构成:
1、 制造成本=材料成本+加工成本。 (1)、材料成本:由零件毛坯尺寸和材料种类来决定。 材料成本=材料重量*材料价格 材料的消耗重量计算方法: A、由零件毛坯重量计算; B、如果毛坯是型材,根据规格和长度直接算出来; C、复杂表面的零件,将毛坯体积分解,分别计算其体积重量。 零件的材料消耗定额重量(N)=毛坯重量(Gm)+下料切口损耗(Gq)+分摊的残料重量(Gc)加工成本:设备费用和人工费用来决定。可简化为工时与设备台时费的成积。
2、 非制造成本:包括开发成本、管理成本、销售成本、运行成本和回收成本。
三、成本的计算方法
不考虑非制造成本和非定额时间内产生的费用。零件的单件成本计算如下: 单价总成本=材料定额+单件计算时间(Tc)*台时费(工人工资,设备工时费) 单件计算时间(Tc)=作业时间(Tz)+布置工作时间(Tzk)+休息生理需要时间(Txk) 单件价格=单件成本+利税
机加工成本自动核算表

德
机
械
(
上
海
)
有
® 限
公 M P r e 司 o c d h u / a c L n t M i c a S l
内部成本分析表
客 户:
材料名称
材质
方 料 材 料 费圆 管
圆 棒
Q235
钢 铜 铝 电木 钢 铜 铝 钢 铜 铝
设备名称
1 2 加3 工4 费5 6 7 8 9
配1 件2 费3
4
普车 普铣 数控车 线切割 平面磨床 外圆磨 放电 CNC1 CNC2 配件名称
规格
产品名
称:
毛料尺寸(mm)
长(直径) 宽(壁厚) 高
900
600
35
密度 (KG/m3)
0.008 0.0089 0.0027
数量 1 1
0.008 0.0089 0.0027 0.008 0.0089 0.0027
工时
单价
金额
(小时) (元/小时) (元)
设备名称
10
攻牙机
11
喷砂
12
抛光
13
¥825.00
¥956.26 ¥2,990.86
151.2
8
¥1,209.60
工时
单价
(小时) (元/小时) 金额(元)
560
13
5
65
数量 单价
Hale Waihona Puke 金额(元)面积d㎡ (单面)
单价 (元/KG)
金额(元)
金额 金额 金额 百分比
金额(元)
0.15 0.15 0.17
核算:
¥305.19 ¥305.19 ¥345.88
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Tool or Part Name 工装或零件名称
Delivery destination 交货地点
Unit price for scrap 废料单价
Unrecyleable weight(kg) 不可回收重量
0.00
0.00
0.00
0.00
0.00
0.00
0.00
Power (KW)功率(千瓦)
Max pcs/a 最大年产量
Comments 备注
Percentage 占总成本比例 Remark 备注
按产品实际运输及包装需求设计方案 按产品实际运输及包装需求设计方案
Percentage 占总成本比例 0.00
#DIV/0! Check核定
#DIV/0!
Cost Structure 成本架构
Material Machining
TransPproorftiat ti0o%nM0Ma%atc0eh%riinailngV0A%T
Description描述
1 2 3 4 5 6 7
Subtotal小计
Process 加工工艺路线
1 2 3 4 5 6 7 8 9 10
Material unit price 原料单价
0.00
Production Hourly Production
time(hrs)
Cost
工时
生产小时成本
Subtotal小计
供应商签名Supplier signature
Sourcing engineer signature供应商开发工程师签名
Others/ 其它
Total Cost 总价
Signiture 签字
Signiture 签字
Notes: Yellow cell is left for Supplier to fill in, Gray cell is left for Sourcing Engineer to fill in, and please left White cell untouche d.
0.00 0.00 0.00 0.00 0.00 0.00 0.00
Sold scrap 费料回收收益
0.00 0.00 0.00 0.00 0.00
Total 总价
Check核 定
0.00 0.00 0.00 0.00 0.00
0.00
0.00
Max pcs/a 最大年产量
Check核定
成本架构
#DMaInVag/e0me!nt #DIV0/%0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
备注:请供 应商只填写 黄色栏目, 供应商开发 工程师填写 灰色部分, 请勿编辑白 色部分。
Sourcing manager signature供应商开发部经理签名
Request for Quotation
Vendor Code & Name供应商编号及名称
Machine Model机型
Payment term 付款方式
Req
General Info 基本信 息
Raw Material/Accessories Cost Details 原辅材料
Process Cost/ 加工费用
Date日期 : Tool or Part No & Ver. No. 工装或零件号及版本号
Lead time(days) 交货时间(天)
Material unit price 原料单价
Gross Weight/Qty 毛重/数量(kg/pcs)
Net weight/Qty 净重/数量 (kg/pcs)
Percentage 占总成本比例
Production cost
工时成本
M/C Name 设备名称
000ຫໍສະໝຸດ 0000
#DIV/0!
M/C Type 设备型号
Description描述
1 Transportation运输 2 Packing包装 3 Management管理 4 Profit利润 5 VAT增值税
Subtotal小计
0.00
Ration / 比重
Cost/价格
17%
0
0.00
Final cost with VAT/ 最终含税价
Final cost without VAT/ 最终未税价
0%
Packing
0%
Transportation
Packing
#DMaInVag/e0me!nt #DIV0/%0! #DIV/0! #DIV/0!
Management
#DIV/0!
0.00
Profit
#DIV/0!
VAT
#DIV/0!
Annual Volume年需求量
Unrecyleable weight(kg) 不可回收重量