铝钢2
钢材的标识颜色

一、普通碳素钢
Q195(1号钢)蓝色
Q215(2号钢)黄色
Q235(3号钢)红色
Q255(4号钢)黑色
Q275(5号钢)绿色
6号钢白色+黑色
7号钢红色+棕色
特类钢加涂铝白色一条
二、优质碳素结构钢
5~15号白色
20~25号棕色+绿色
30~40号白色+蓝色
45~85号白色+棕色
15Mn~40Mn 白色二条
45Mn~70Mn 绿色三条
三、合金结构钢
锰钢黄色+蓝色
硅锰钢红色+黑色
锰钒钢蓝色+绿色
钼钢紫色
钼铬钢紫色+绿色
钼铬锰钢紫色+白色
硼钢紫色+蓝色
铬钢绿色+黄色
铬硅钢蓝色+红色
铬锰钢蓝色+黑色
铬铝钢铝白色
铬钼铝钢黄色+紫色
铬锰硅钢红色+紫色
铬钒钢绿色+黑色
铬锰钛钢黄色+黑色
铬钨钒钢棕色+黑色
铬硅钼钒钢紫色+棕色
四、不锈耐酸钢
铬钢铝白色+黑色
铬钛钢铝白色+黄色
铬锰钢铝白色+绿色
铬钼钢铝白色+白色
铬镍钢铝白色+红色
铬锰镍钢铝白色+棕色
铬镍钛钢铝白色+蓝色
铬钼钛钢铝白色+白色+黄色铬钼钒钢铝白色+紫色铬镍钼钛钢铝白色+红色+黄色铬镍钨钛钢铝白色+白色+红色铬镍铜钛钢铝白色+蓝色+白色铬镍钼铜铌钢铝白色+黄色+绿色铬钨钒铝钢铝白色+黄色+红色铬钼钨钒钢铝白色+紫色+黑色资料来源:新版《建筑施工手册》。
钢芯铝绞线型号规格详解
钢芯铝绞线型号规格详解
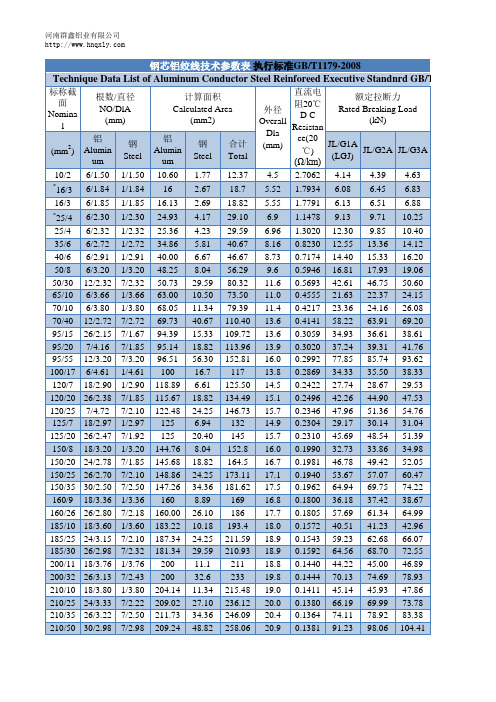
LGJ是钢芯铝绞线的符号,其中L是铝线的简称,G是钢芯的简称,J是绞线的简称。
240/40是指导线的标称截面是:铝240平方毫米,钢40平方毫米;导线的结构为铝26根,直径3.42平方毫米,钢7根,直径2.66平方毫米;铝的计算截面是238.85平方毫米,钢的计算截面是38.90平方毫米,总计算截面是277.75平方毫米;导线外径21.66毫米;导线直流电阻不大于0.1209Ω/km;额定抗拉力83370N(牛顿);单位质量 964.3kg/km;制造长度 2000米;短路电流是与接入系统的地点和接入系统的设备而变化的,必须有了完整的接线图后,才能根据计算求出;线路的阻抗也是随线路的架设方式不同而变化的,也要根据图纸计算才能求出。
即10kV以上的输电线路,目前中国普遍采用铝包钢绞线(LGJ)作为导线,即用铝线包裹钢线,钢线用于传递电流而铝线用于降低电晕及其他损耗,根据电压不同导线横截面逐渐加大。
比如目前国内较高电压500kV输电线路的导线,一般采用LGJ-400/35的导线。
LGJ钢芯铝绞线
(适用于:架空电力高低压线路的钢芯铝绞线)。
最全的钢芯铝绞线技术参数表 执行标准GBT1179-2008
1120/50 1250/50
1250/100
河南群鑫铝业有限公司
1400/120 1400/135 1440/120 1440/135
河南群鑫铝业有限公司
nrd GB/T1179-2008
单位重 量 Unit Weight kg/km 42.8 64.6 65.1 100.9 102.4 140.8 161.5 194.8 371.1 254.4 274.8 510.2 380.2 408.2 706.1 403.8 378.5 466.1 525.7 397.9 503.9 460.9 548.5 600.1 675.0 509.3 644.9 583.3 704.9 731.4 636.7 806.2 649.9 787.8 852.5 959.0
河南群鑫铝业有限公司
1/1.84 1/1.85 1/2.30 1/2.32 1/2.72 1/2.91 1/3.20 7/2.32 1/3.66 1/3.80 7/2.72 7/1.67 7/1.85 7/3.20 1/4.61 1/2.90 7/1.85 7/2.10 1/2.97 7/1.92 1/3.20 7/1.85 7/2.10 7/2.50 1/3.36 7/2.18 1/3.60 7/2.10 7/2.32 1/3.76 7/2.43 1/3.80 7/2.22 7/2.50 7/2.98
16/3 16/3
6/1.84 6/1.85 6/2.30 6/2.32 6/2.72 6/2.91 6/3.20 12/2.32 6/3.66 6/3.80 12/2.72 26/2.15 7/4.16 12/3.20 6/4.61 18/2.90 26/2.38 7/4.72 18/2.97 26/2.47 18/3.20 24/2.78 26/2.70 30/2.50 18/3.36 26/2.80 18/3.60 24/3.15 26/2.98 18/3.76 26/3.13 18/3.80 24/3.33 26/3.22 30/2.98
浅谈钢铝转换接头焊接工艺
浅谈钢铝转换接头焊接工艺曹先俊(中国化学工程第三建设有限公司,安徽淮南232000)摘要:钢铝转换接头在空分工艺中被广泛运用,因其异种接头本身的焊接特点,必须采取特殊的工艺措施和选择合适的焊接方法,才能获得满意的焊接质量。
本文从钢与铝的焊接特点,逐步论述钢铝转换接头的焊接工艺。
关键词:钢铝转换接头焊接工艺0前言随着空分装置在工业上的不断发展,钢与铝在其工艺上被广泛地运用。
因而,在空分工艺施工当中难免会遇到钢铝异种金属焊接问题。
而钢铝异种金属焊接因它们之间的物理性能,化学成分的差别,在焊接过程中会产生许多焊接难题。
特别在施工现场,很难有效地解决这些焊接难题,也不能保证钢铝异种金属的焊接质量。
多年的施工实践,发现如果在钢与铝接头部位使用钢铝转换接头代替钢铝异种金属焊接,能快捷、方便、有效地保证了焊接质量。
如何掌握钢铝转换接头的焊接工艺,是选择正确的工艺措施和焊接方法的关键。
本论文将阐述在空分装置中,钢铝转换接头的焊接工艺。
1钢与铝焊接特点及主要问题由于铁与铝在焊接过程中处于化合物状态,使焊缝的强度和硬度提高,塑性降低,因此钢与铝的焊接性较差,故焊接时存在以下问题:1)被焊接头容易被氧化;2)焊缝成分不均匀;3)焊接变形较大;4)焊接接头容易产生裂纹。
钢与铝焊接时,存在以上困难,必须采取特殊的工艺措施和选择合适的焊接方法,才能获得满意的焊接接头,如采用摩擦焊、楔焊法、真空扩散法等焊接方法又不符合现场实际情况。
因此,使用钢铝转换接头可有效避免焊接难度,提高焊接质量。
2钢铝转换接头焊接特点及主要问题钢铝转换接头一般是通过机械压紧方法使钢与铝形成接头。
在使用过程中,接头铝部分与铝材质焊接,钢部分与钢材质焊接。
但由于钢与铝的热导率、线性膨胀系数相差较大(见表1),焊接时易引起接头部分严重变形,甚至导致裂纹。
因此,如何掌握焊接工艺是保证钢铝转换接头焊接质量的关键。
表1铝的热特性值(与铁、铜的比较)3钢铝转换接头焊接工艺利用机械加工方法车削坡口;坡口形式可根据焊接方法,焊接条件,使用目的来确定,主要依据ASMEB16.25中的壁厚划分及坡口形状,并使其符合ASME ,ANSI 等相应标准。
架空线路常用导线型号及含义

G-钢,J-绞合,X-稀 土
L-铝,G-钢,J-绞合 L-铝,B-包,G-钢, J-绞合
GB 1179-1983
LBGJ
Байду номын сангаас
YB/T 124-1997
JG1A、JG1B、JG2A 、JG3A
JL/G1A、JL/G1B、 JL/G2A、JL/G2B、 钢芯铝绞线 JL/G3A、JL/G1AF JLB1A、JLB1B、 JLB2
J-绞合,L-铝,G钢,1-普通强度,2高强度,3-特高强 GB/T 1179-2008 度,A-普通镀锌层, B-加厚镀锌层,F-防 腐
GJ此型号在标准中 镀锌钢绞线 没有规定,是约定 (冶标) 俗成 稀土钢绞线 GJX (冶标) 稀土钢绞线 Zn-5%铝-GJX (国标) LGJ 钢芯铝绞线 (83标) 铝包钢芯线 (冶标)
镀锌钢丝: YB/T 5004-2001 稀土钢丝: YB/T 183-2000 稀土钢丝: GB/T 20492-2006 镀锌钢线: GB/T 3428-2002 铝包钢线: GB/T 17937-2009 铝包钢丝: YB/T 124-1997
镀锌钢线: GB/T 3428-2002 硬铝线: GB/T 17048-2009 镀锌钢线: GB/T 3428-2002 铝包钢线: GB/T 17937-2009 硬铝线: GB/T 17048-2009 铝包钢线: GB/T 17937-2009
CaC_2在低碳含铝钢脱氧工艺中的应用

se l nsa at g h c nc l lni eemie ho g ett s h a e xdzrc rie( C2 0 te i lbc si ,tet h ia a sd tr n dtru hts ou ec e pd o iie abd Ca )t n e p
的脱 氧反 应方 程式 如下 : CC + [ a 2 3 0]=C O + C g a 2 O( )
△ G : 一7 0 — 3 51 53 0 7.
作为脱 氧剂 既会 出现 一定 程 度 的增 碳 现象 , 又会 因 为 C 产物 的存 在 而 改善 泡 沫 化 条 件 , 利 于埋 弧 O 有
线进 行钢水 深 脱 氧 。为 了缩 短精 炼 时 间 , 炉 出 钢 转
时深 脱氧 , 以保 证进 站快速 成 白渣 。 经过对 原脱 氧 工 艺进 行 反 复 分 析 , 现存 在 以 发
下 问题 :
实行 C C 预脱氧 和在 L a: F炉使 用 C C a 替 代铝 粉造
白渣 的技 术方 案 。通 过 实 践检 验 证 明 , 技术 方 案 该
1
前 言
低碳 含 铝 钢 使 用 的 铝 制 品 主 要 包 括 : 铝 铁 硅
河北 敬业 集 团炼 钢 厂 北 区 1 板 坯 连铸 机年 产 # 量 2 0万 t 而低 碳 含 铝 钢 占总 产 量 的 4 % 左 右 。 0 , 0 低 碳含 铝 钢 的生 产 工 艺 为 : 炉 一 L 转 F炉 一 板 坯 连 铸 , 氧工艺 为转 炉加入 铝合金 和锰 铁脱 氧合 金 化 , 脱 L F炉用 铝粉 造 白渣 和 喂 入 铝线 进 行 深 脱 氧 及 合金
( . 北 敬 业 集 团 , 北 平 山 00 0 2 河 北 钢铁 集 团 邯 钢 公 司 , 北 邯 郸 06 1 ) 1河 河 5 40;. 河 5 05 摘 要 : 对 河 北 敬 业 集 团板 坯 连 铸 生 产 低 碳 含 铝 钢 铝 消 耗 高 的 问 题 , 过 试 验 确 定 了用 廉 价 的脱 氧 剂 电 针 通 石 ( a , 替 代 铝 粉 造 白渣 的 技术 方 案 。采 用 新 工 艺 后 , 钢 降 低 铝 制 品 消 耗 0 3 g 节 约 成 本 2元 , CC) 吨 . 2k , L F工 序 可 减 少 钢 水 吸 氮 2~ p 提 高 了产 品质 量 。从 C C 3p m, a 在该 工 艺 中 的应 用 原 理 以及 使 用 效 果 证
钢铝结合和钢铝叠合计算方法

钢铝组合截面杆件的设计闭思廉李硕龚沁华深圳中航幕墙工程有限公司深圳市皇城广场1804室 518045摘要钢铝组合截面是工程中经常应用的一种截面形式。
本文对钢铝组合截面的截面特性计算以及截面验算进行简略的介绍。
关键词钢铝组合截面,钢铝叠合截面一.引言在幕墙支承结构和铝合金门窗骨架设计中,为了节省铝合金用量、降低成本,往往采用钢、铝组合截面的杆件,外露部分采用铝合金型材,隐蔽部分亦即主要受力部分采用钢型材,这样,即达到了外表美观靓丽、截面小巧而承载能力高、造价又低廉的目的。
另外,在幕墙加固工程中,钢铝组合截面也时有应用。
钢、铝组合截面的形式,一般常用的不外乎如图 1所示的两种。
其中 a所示的是将钢型材川入铝合金型材的腔内;而 b所示是钢、铝合金型材并列,二者截面一般有一个共同的对称轴。
钢、铝型材的组合方式,又可分为叠合式和组合式两种。
所谓叠合式,即钢、铝型材之间不加连接,仅仅从构造上能保证二者同时受力即可;而组合式和叠合式不同,它是在钢、铝型材之间用物理的或化学的方法将二者紧密相连的组合形式。
由于这两种截面的组合方式不同,所以在受力后的表现也不同,设计计算方法也完全不同,下面分别予以介绍。
图 1二.叠合式截面杆件的设计如图 2所示叠合式截面杆,当其在横向力作用下受弯时,杆件将发生弯曲变形。
由于钢、铝型材之间不加连接,因此,在二者接触面间无任何约束(忽略摩擦),当杆件发生弯曲变形时,在接触面间,二者会产生相互错动,受荷前在同一竖向截面内的abcd亦不在同一截面了,可见,此时的受弯杆件,已不符合“平截面的假定”条件,因此,二者已不能按一体进行计算了。
考虑到钢、铝型材受荷后,截面未脱开,二者有着共同的边界约束条件,在正常受力情况下,变形在弹性范围内,因此二者各自沿自身截面中和轴产生挠曲,且,二者产生的挠度相等。
所以:g l q q = gxg lx l I E I E 亦即,二者分配的荷载与其刚度成正比,于是有: q l =gxg lx l lxl I E I E I E q+;q g =gx g lx l gx g I E I E I E q +若以内力的形式来表达,亦可写成如下的形式: M l =gxg lx l lxl I E I E I E M+;M g =gx g lx l gx g I E I E I E M +N l =gg l l ll A E A E A E N+;N g =g g l l g g A E A E A E N +其中:M , N-----总弯矩,总轴力M l ,N l -----铝合金型材分配的弯矩,轴力 M g ,N g -----钢型材分配的弯矩,轴力A l ,A g -----铝合金型材截面面积,钢型材截面面积 据此即可对叠合式截面杆件进行设计了。
铝与钢异种金属焊接深入研究及其发展概况分析论文

铝与钢异种金属焊接的深入研究及其发展概况的分析【摘要】:随着社会的不断发展,人们对环保问题越来越重视,我国的汽车行业为了大力的提倡保护环境的理念,一直在努力减轻自身的重量。
铝建材的使用是重要措施之一,很多企业采用了铝与钢的异型金属焊接方式,很大程度的减轻了汽车的自身重量,本文就铝与钢的焊接问题进行研究与讨论。
【关键词】:铝;钢;异形金属;焊接;中图分类号:g71一、铝与钢异形金属焊接首先我们对铝和钢的物理特性进行研究和分析,铝的熔点为660℃、比热为900℃、密度为2700p、热导率为220、电阻率为265、弹性模量是71;铁的熔点为1538℃、比热为460℃、密度为7870p、热导率为73、电阻率为13.30、弹性模量为210;铝和铁的熔点为0.44℃、比热为1.96℃、密度是0.34p、热导率为3.01、电阻率为0.20、弹性模量为0.33,从以上物理数据我们可以看出,铝和钢的金属性能有很大的区别,这也是导致铝与钢焊接性能差的原因,其中主要存在的问题有:⑴铝和钢很难进行直接的焊接,因为它们的熔点和密度不同,钢的熔点较铝高,当铝熔为液体时,钢仍然处于固态;其次密度问题当钢融化后,液态的铝会浮在钢水上,当液体冷却后它们所焊接的成分不均匀,导致焊接头性能降低。
⑵钢和铝的热导数相差很大,容易产生焊接头变形和产生裂纹。
二、焊接方式目前,我国铝和钢的焊接方式主要以下几种:摩擦焊接、爆炸焊接、电弧焊接、钎焊接、激光焊接、扩散焊接和磁脉冲焊接等。
⑴摩擦焊接。
摩擦焊接是以机械能作为能源的固相连接法。
它主要是利用机械的两表面相互摩擦产生热来进一步实现金属的连接。
对于铝和钢来说,摩擦焊是非常有效的焊接方式。
摩擦焊可以有效的破坏铝表面的氧化膜,降低它的有害作用。
在1981年有研究学者证明金属间的化合物是影响铝与钢实现焊接的主要问题。
科学家们通过大量的试验最终得出结论,虽然摩擦焊可以把铝与钢很好的进行焊接,并得出焊接接头,但是要做出复杂的形状是不能使用这个模式的,所以我们还需继续研究与探讨。
国内外钢号铝号对照表

S48C
50
1050, 1053 S53C 1055
55
S55C
C55(1.0535) , CK55(1.1181 ), Cm55(1.1209 ) C60(1.0601) , CK60(1.1221 ), Cm60(1.1223 )
1055
1055
1055
070M55,
XC55
060A57,
080A57 1060 1060 1060 060A62,
60
S58C
080A62
65
1065
1065
1065
060A67, 080A67
XC65
70
1070
1070
1070
060A72, 070A72, 080A72
XC70
75
1074
1074
1074
060A78, 070A78, 080A78
80
1080
1080
1080
060A82, 080A83
XC80
1050, 1053
080A52, 080M50 080A64
XC48
60Mn 65Mn
1561 1566
70Mn
1572
1572
[返回]
碳素工具钢 项目 中国 GB,YB T7 日本 JIS SK7,SK6 德国 DIN(W-Nr.) ASTM W1-7 美国 AISI SAE 英国 BS 法国 NF 1204Y275,
优质碳素结构钢
项目 中国 GB,YB (1)普通含锰 量钢组 05F 08F 8 S09CK(S9CK) C10(1.0301) , CK10(1.1121 ) 10F 10 S10C CK10(1.1121 ) 1010 1010 1010 1010 1010 1010 040A10 040A10, 050A10, 060A10 S12C 1012 1012 1012 040A12, 050A12, 060A12 15F 15 S15C, C15(1.0401) , CK15(1.1141 ), Cm15(1.1140 ) 1015 1015 1015 040A15 040A15, XC12 XC10 日本 JIS 德国 DIN(W-Nr.) ASTM 1005 1006 1008 1006 1008 美国 AISI SAE 1005 1006 1008 英国 BS 015A03 040A04 050A04 法国 NF
常用金属材料手册
m2材料参数 -回复

m2材料参数-回复M2材料参数是指一种高速工具钢的材料参数。
M2是国际上被广泛应用的高速钢材料之一,主要用于制造切削工具,如钻头、铣刀、刀片等。
它具有优异的切削性能,能够耐高温和磨损,因此在金属加工和切割领域有着广泛的应用。
首先,我们来介绍一下M2材料的化学成分参数。
M2材料是一种钼系高速钢,其化学成分主要包括碳(C)、铬(Cr)、钴(Co)、钼(Mo)和钨(W)。
常规的化学成分参数如下:1. 碳(C):0.78~0.90,碳的添加可以提高材料的硬度和切削性能。
2. 铬(Cr):3.79~4.50,铬的添加可以提高材料的高温硬度和耐热性能。
3. 钼(Mo):4.50~5.50,钼的添加可以提高材料的硬度和韧性,增加材料的耐磨性。
4. 钨(W):5.50~6.50,钨的添加可以提高材料的硬度和耐热性能。
5. 钴(Co):4.50~5.00,钴的添加可以提高材料的韧性和强度。
其次,我们来介绍一下M2材料的物理性能参数。
物理性能是指M2材料在各种条件下的物理特性。
1. 密度:M2材料的密度约为8.15g/cm³,这意味着单位体积的材料质量比较大。
2. 熔点:M2材料的熔点约为1370C~1390C,这是指当加热到一定温度时,材料开始熔化转变为液态。
3. 热导率:M2材料的导热系数约为24.2W/(m·K),这表示材料在传递热量方面的能力。
4. 热膨胀系数:M2材料的热膨胀系数约为11.0×10^(-6)/K,这表示材料在温度变化时的膨胀程度。
最后,我们来介绍一下M2材料的机械性能参数。
机械性能是指M2材料在力学加载下的性能表现。
1. 抗拉强度:M2材料的抗拉强度约为2500~2800MPa,这表示材料在拉伸加载下的最大承载能力。
2. 屈服强度:M2材料的屈服强度约为2300~2600MPa,这表示材料在拉伸加载下的开始发生塑性变形的能力。
3. 延伸率:M2材料的延伸率约为5~15,这表示材料在拉伸加载下的变形能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料科学与工程快速浏览弧形的加入与铝合金不锈钢药芯焊丝锌基填充金属董洪刚、杨立群、董闯、Sindo Koua中华人民共和国、大连、大连理工大学、材料加工工程116085b中华人民共和国、教育部、大连、大连理工大学、重点实验室材料改性116085 c美国、威斯康辛大学、材料科学与工程、麦迪逊作业指导书53706文章信息历史条:收到2010年5月14日修订后的形式收到2010年7月24日接受2010年7月28日关键词:铝合金不锈钢焊接金属间化合物金属陶瓷材料摘要电弧焊接铝合金是由不锈钢药芯焊丝锌基填料和焊丝来焊接的。
退火增强接头的拉伸强度,断裂发生在铝金属基体测试中。
由一个被增强的氧化锌熔锌陶瓷材料,Fe-Al-Zn检测金属间化合物在界面层组成。
2010年教育部博士点基金。
保留所有权利。
1 简介有一个增长的有兴趣参与钢铝来叠加的优点,结合比强度高、良好的耐腐蚀性。
然而,加入铝钢也是一个很大的挑战,因为大的热物理性质,在不同的两种材料之间差异是很明显的,尤其是脆性Al-Fe在高温中形成粗大的金属间化合物[1 - 3]。
直接加入铝钢, 调查几个过程,包括爆炸焊接[4],摩擦焊接[5,6],搅拌摩擦焊接[7,8]、滚焊[9]、超声波焊接[10]和钎焊[11]。
此外,一些快速过程,能适应多样化联合设计也被研究,包括: (1)涂于搭接的钢铁表面,锌、铝等。
允许弧焊与传统商业填充金属[12 - 15]焊接; (2)把一个瞬态金属表面之间的铝和钢搭接[16]; (3)提出一种紧密结合的双金属材料来改变焊接路线,铝和铝钢[1,17]。
这些方法,要求该涂料的制备、瞬态或双金属材料,这可能会涉及复杂的过程控制。
因此,制造行业使用快速焊接方法,直接电弧焊接铝钢与一个简单的填充材料,应该是可取的。
药芯焊丝电弧焊结合两者优点,钎焊有除渣的能力和快速焊接电弧传播速度快,它提供了一个很有吸引力的替代方式即加入铝钢。
农村气保焊[18]进行电弧焊接的铝来自A1050普碳钢中,单药芯焊丝铝有12% 锶的电线和横向拉伸强度达到70%的接头的铝金属基材。
然而,锌基填充金属表现出极大的优势,加强联合力量铝硅填充金属焊接铝合金材料镀锌钢[12]。
在生产过程中考虑了镀锌钢的影响(19),药芯焊丝锌基填料电线也可能是一个有竞争力的选择,直接选用焊接电弧纯钢铝合金材料。
摘要调查了电弧焊接铝合金不锈钢药芯焊丝电锌,与含15%铝的电线检查填料的拉伸强度及显微结构的合成联合之前和之后的退火。
2 实验A02-H345型铝合金是与304型不锈钢药芯焊丝电弧焊搭接,用气体钨丝填料到铝,顶部不锈钢对底部。
18 mm宽的重叠,没有紧密结合表面之间的差距。
铝板的尺寸都是200毫米×80毫米×200毫米,2毫米×80毫米×1毫米,不锈钢薄板是200毫米×80毫米×1.5毫米。
填料钢丝,1.8毫米外径,锌铝合金15%与CsAlF4药芯焊丝。
额定组分的铝合金,不锈钢列于表1。
焊接参数和复合材料拉伸性能测试结果都列在表2。
屏蔽气体氩其流量达到10 L /分钟。
焊接前,将工件用丙酮清洗消除油脂或油刷一刷去除不锈钢表面的紧密结合的氧化物膜。
在焊接电弧长度不变的情况下,送丝速度变为5毫米/S便于送丝。
选择自动焊后比较热处理。
减少热应力,关键是在无空气热处理炉中,在280◦C保持30分钟,然后冷却到室温。
三个25mm宽横剪成标本进行拉伸试验各接头。
检查其微观组织光学显微镜和x射线衍射分析(XRD),并对焊缝用电子探针显微分析(电子探针) 测定其组成。
图1 .横向联合后试样的拉伸性能测试联合:(一)样品2和6(b)样品。
表15A02名义成分铝合金,不锈钢304(wt.%)。
3 结果和讨论采用药芯焊丝电锌铝填充15%的5A02铝合金金属,5A02铝合金表是电弧直接焊接不锈钢表。
拉伸实验结果表明,显著提高了退火联合力量,见表2。
未经热处理,平均抗拉强度的接头样品1号只有89帕,阐述在表2。
然而,平均抗拉强度的关节样品2号,焊后热处理,达到180帕。
此外,为1mm厚铝板,抗拉强度增加到203MPa铝钢热处理联合相比较,只有73帕的未经处理的样品。
两个联合样品2号和6号在拉伸试验没有通过铝金属基体,从中我们可以看到图1。
相比之下,所有的接头沿断裂之间的界面层是否修复,在于不锈钢和焊缝的强度。
标本在铝金属基体失败的一方有一个明显的颈缩下来。
铝合金熔化焊接但不失不锈钢是并不在这一过程中,所以被称为钎焊过程中融合[2 20]连接。
以这种方式,形成脆性Al-Fe中粗大融化而导致的不锈钢避免了。
因此,融化的填充金属铝金属基体,单独形成了焊接时焊缝成形。
为便于讨论,材料固化的焊缝成形必称为“焊接”。
填充焊丝的电线可以阻止联系铝合金钢和阻碍铝金属间化合物形成化合物,以及焊接电流控制保持低热量的输入,所以它可以减少界面层的厚度。
建议的界面层的最大厚度应小于10米,实现铝和钢之间(22,23)高性能接头。
据透露的背散射电子显微联合样品图2,界面层厚度小于1.5米。
厚度小于村上等人报告说,[18]铝硅药芯焊丝等。
气体金属铝钢的弧焊接。
[12]在气体金属电弧焊接铝钢,锌15%的铝焊丝,马蒂厄等。
[13]在激光焊接铝锌涂层钢板。
表2焊接参数和不锈钢焊接接头拉伸强度。
图2。
光学电子图像显示形成增强的氧化锌陶瓷不锈钢在焊缝附近熔化状态的样品1(a)和(b)两热处理过的样品。
图3。
XRD模式来自断裂表面的关节样品2,是从铝制侧(a)和(b)钢边。
锌、铁的固体解决方案显示的主要阶段。
界面结构的焊接状态样品1号(a)和热处理样品2号(b),是显示在图2。
有趣的是,在焊缝附近的结构特点与钢边一个陶瓷材料复合组成的一个嵌在氧化锌网络锌矩阵。
该氧化锌网络结构可以解释如下。
氧气源于对不锈钢表面反应与锌液焊接中,形成一个白色的连续层氧化锌表面附近的不锈钢。
在冷却,手臂向上生长氧化锌的焊接和破裂成条状或岛屿。
旁边的界面层不锈钢即退火标本(图2 b)比焊接标本(图2 a) 厚。
同时,氧化锌带和岛屿是稀释剂和分布更加均匀的退火焊缝。
XRD的断口表现出同样的结果焊接后施以热处理及样品。
没有铝,Fe-Zn或Fe-Al-Zn金属间化合物,鉴定出52个化合物,可以在铝方或钢的一面,,如图3所示。
电子探针测量进行了XRD结果确认。
界面层太薄中焊接状态的标本做电子探针(图2 a) 太薄。
然而,当Fe-Al-Zn和低碳钢热浸在一个Al-Zn融化液中,也发现了Fe2Al5-Znx和FeAl3-Znx的混合物底物/熔体界面。
金属间化合物(27胜32负wt. %铁、49-54 wt. %铝,14 - 18 wt. %锌)被发现在界面层退火焊接(图2 b),可Fe2Al5-Znx的混合物[24]和FeAl3-Znx。
[25]研究金属间化合物。
这表明,铝金属间化合物化合物的数量相比在焊缝体积太小,发现大量焊缝x射线衍射。
转移的XRD测量峰值(与二值)在焊接状态关节之间,表明退火热处理在280◦C在30分钟内残余应力的降低了焊接后的应力,从而极大地改善了其联合的力量。
这将在别处更详细地讨论了。
4 总结5A02铝合金是2毫米或1毫米厚,钨极气体保护电弧焊接到1.5mm厚304不锈钢薄板,15%一种15%药芯焊丝电锌铝合金丝。
已经证明在退火温度280 ◦C下保持30分钟,焊接后即可大大改善了铝钢在不同金属中的力量,事实上, 通过铝金属基材转变断裂在拉伸试验焊接/钢界面。
界面层的厚度之间是不锈钢和焊缝薄不低于1.5米。
焊缝的强度取决于增强的氧化锌陶瓷材料。
界面层内不锈钢在退火下焊接,金属间化合物Fe-Al-Zn化合物应用检测电子探针检测,虽然采用XRD检测的质量太差。
鸣谢这项研究课题是受到国家自然科学基金(批准号: 50904012 / E041607)和辽宁省自然科学基金(批准号:20092152)资助的。
参考文献[1] V.R. Ryabov, Welding World (2001) 123–128.[2] J. Bruchner, Weld. J. 84 (6) (2005) 38–40.[3] S. Kobayashi, T. Yakou, Mater. Sci. Eng. A 338 (2002) 44–53.[4] M. Acarer, B. Demir, Mater. Lett. 62 (25) (2008) 4158–4160.[5] S. Fukumoto, H. Tsubakino, K. Okita, M. Aritoshi, T. Tomita, Mater. Sci. Technol.15 (9) (1999) 1080–1086.[6] E. Taban, J.E. Gould, J.C. Lippold, Mater. Sci. Eng. A 527 (2010) 1704–1708.[7] K. Kimapong, T. Watanabe, Weld. J. 83 (10) (2004) 277s–282s.[8] S. Bozzi, A.L. Helbert-Etter, T. Baudin, B. Criqui, J.G. Kerbiguet, Mater. Sci. Eng.A 527 (2010) 4505–4509.[9] M.J. Rathod, M. Kutsuna, Weld. J. 83 (1) (2004) 16s–26s.[10] J. Tsujino, K. Hidai, A. Hasegawa, R. Kanai, H. Matsuura, K. Matsushima, T. Ueoka,Ultrasonics 40 (1–8) (2002) 371–374.[11] M. Roulin, J.W. Luster, G. Karadeniz, A. Mortensen, Weld. J. 78 (5) (1999)151s–155s.[12] M. Staubach, S. Jutter, U. Fussel, M. Dietrich, Weld. Cutt. 7 (1) (2008) 30–38.[13] A. Mathieu, R. Shabadi, A. Deschamps, M. Suery, S. Matte?, D. Grevey,E. Cicala,Opt. Laser Technol. 39 (3) (2007) 652–661.[14] A. Mathieu, S. Pontevicci, J. Viala, E. Cicala, S. Matte, D. Grevey, Mater. Sci. Eng.A 435–436 (2006) 19–28.[15] H.T. Zhang, J.C. Feng, P. He, B.B. Zhang, J.M. Chen, L. Wang, Mater.Sci. Eng. A499 (2009) 111–113.[16] X. Sun, E.V. Stephens, M.A. Khaleel, H. Shao, M. Kimchi, Weld. J.83 (6) (2004)188s–195s.[17] F. Yoshida, R. Hino, J. Mater. Process. Technol. 63 (1997) 66.[18] T. Murakami, K. Nakata, H. Tong, M. Ushio, ISIJ Int. 43 (10) (2003)1596–1602.[19] A.R. Marder, Prog. Mater. Sci 45 (2000) 191–271.[20] J.L. Song, S.B. Lin, C.L. Yang, G.C. Ma, H. Liu, Mater. Sci. Eng.A 509 (2009)31–40.[21] R. Borrisutthekul, T. Yachi, Y. Miyashita, Y. Mutoh, Mater. Sci. Eng.A 467 (2007)108–113.[22] H. Ozaki, M. Kutsuna, Weld. Int. 23 (5) (2009) 345–352.[23] H.T. Zhang, J.C. Feng, P. He, H. Hackl, Mater. Charact. 58 (2007) 588–592.[24] M. Potesser, T. Schoeberl, H. Antrekowitsch, J. Bruckner, TMS (The Minerals Metals & Materials Society), 2006, pp. 167–176.[25] Z.W. Chen, J.T. Gregory, R.M. Sharp, Metall. Trans. A 23A (1992) 2393–2400.。