纺织空调自动控制系统调节方案
纺织厂空调智能控制系统的研究

通 口一 数, 控制变频器 驱动 电机调速 , 而达到调节 车间温 、 从 湿
行塑
度的 目的. 利用 工控 机作 为上 位机 , 以实 时集 中监 控 可
纺织车 间的温 、 湿度 以及进行历史数 据浏 览等.
到的数 据送至上位机 . 系统采 用 的 MS 4 0 4 9 用 本 P 3F 4 运
霪自 温一 二方 湿 一~ 一
非 常灵 活 , 内部集成 L D驱动模块 和 1 C 2位模 数转换 模 块( C . AD ) 这款单 片机 除具 有正 常 工作 模式 外 , 同时 还 有 5种低功耗 的工作模 式 , 电路设计 简单 , 采集精 度高 ,
~ ] 一P 一 [
同时功耗较低. 采集 的数 据被 送 至上 位机 , 过上 位 其 通
机的数据处 理 功 能 , 采用 模 糊 控 制算 法 对 数 据进 行 处
肆 理, 然后利用 4 5串行扩 展 卡 按 US 8 S协议 输 出控制 参
统进行控制 . 要纺 织 厂空调 系 统很 好地 发 挥作 用 , 若 一 定程度 上 依 赖 于 空 调 自动 控 制 系 统 准 确 、 敏 的调 灵
纺 织 厂 空 调 智 能 控 制 系 统 的 研 究
裴 素 萍 吴 必瑞 巫 付 专 , ,
(. 1 中原 工 学 院 , 州 4 0 0 ; . 郑 5 0 7 2 宁德 师 范 学 院 , 建 宁德 3 2 0 ) 福 5 10
摘
要 : 鉴 于 目前 纺 织 厂 空 调 系统 的现 状 , 于季 节 与 地 区 差 异 等 诸 多 因 素 的 限制 , 难 建 立 一 个 确 切 的 数 学 模 型 以 由 很
纺织空调的智能化数字控制系统

纺织空调的智能化数字控制系统摘要纺织厂空气调节的重要作用之一,就是要控制纺部各工序半制品及成品的回潮率,前后工序的回潮率要相互配合好,以利于纺织生产的顺利进行。
温湿度对产品质量的影响是内在的,由于棉纤维自身存在的吸湿性,温湿度对棉纤维的影响直接是工艺、设备、操作等环节从而影响半制品及成品的质量,对温湿度适时调整控制,尤其是利用智能数字化传感网技术可以有效地减少了产品质量的时间差波动,稳定了产品质量。
关键词温湿度传感器回潮率1 温湿度对棉纺织生产工艺的影响1.1 对纺纱工序的影响并粗车间为使纤维的柔软性和饱和力增加,粗纱获得比较稳定和均匀捻度,增加强力,便于提高罗拉对纤维的控制力,纤维在牵伸过程中伸直平行,要求相对湿度较大。
细纱工序湿度大,纱线与钢丝圈之间以及钢丝圈与纲领之间的摩擦力增加造成飞圈,断头率高,罗拉、皮圈表面附着飞花,牵伸不良,造成粗节纱多、条干不匀;同时皮辊发粘,绕皮辊影响生产,增加工人的劳动强度。
所以要求偏小控制。
【1】1.2 对织造工序的影响络筒工序要求保持一定的相对湿度,是为了保证并增加纱线的强力和回潮率,有利于清除纱疵。
使纱线表面光滑,减少纱线损失。
若相对湿度过小,筒子变重纱线吸湿伸长,不易除杂,机件表面沾附飞花且易生锈;若湿度过小,会造成强力下降断头多。
此外在上浆和织造事业要严格控制回潮率和温度,否则会影响上浆率和上浆效果。
在织造车间回潮率会使坯布的湿度大容易发霉损坏,若回潮率小则会是摩擦变小不利于织造过程的顺利进行。
【2】2纺织空调温湿度监测的原理湿度传感器,分为电阻式和电容式两种,产品的基本形式都为在基片涂覆感湿材料形成湿膜。
空气中的水蒸汽吸附于感湿材料后,元件的阻抗、介质常数发生很大的变化,从而制成湿敏元件。
温湿度传感器选用湿敏电容型传感器,下图为该传感器的结构。
HMC45A温湿传感器外型图工作原理:传感器主要由湿敏电容和转换电路两部分组成。
湿敏电容的结构见图2所示。
空调自控方案
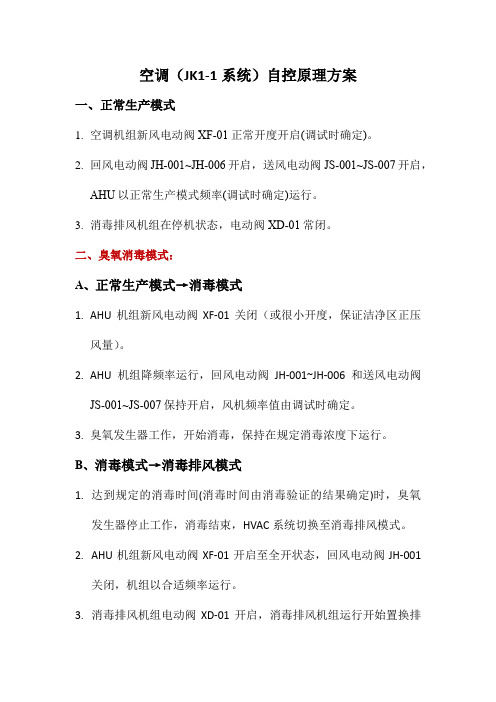
空调(JK1-1系统)自控原理方案一、正常生产模式1.空调机组新风电动阀XF-01正常开度开启(调试时确定)。
2.回风电动阀 JH-001~JH-006开启,送风电动阀JS-001~JS-007开启,AHU以正常生产模式频率(调试时确定)运行。
3.消毒排风机组在停机状态,电动阀XD-01常闭。
二、臭氧消毒模式:A、正常生产模式→消毒模式1.AHU机组新风电动阀XF-01关闭(或很小开度,保证洁净区正压风量)。
2.AHU机组降频率运行,回风电动阀JH-001~JH-006和送风电动阀JS-001~JS-007保持开启,风机频率值由调试时确定。
3.臭氧发生器工作,开始消毒,保持在规定消毒浓度下运行。
B、消毒模式→消毒排风模式1.达到规定的消毒时间(消毒时间由消毒验证的结果确定)时,臭氧发生器停止工作,消毒结束,HVAC系统切换至消毒排风模式。
2.AHU机组新风电动阀XF-01开启至全开状态,回风电动阀JH-001关闭,机组以合适频率运行。
3.消毒排风机组电动阀XD-01开启,消毒排风机组运行开始置换排风。
4.消毒空气浓度下降至规定值或到达规定时间(由相应的验证结果确定)后,可以切换至正常生产模式。
备注:校核新风管尺寸(包括新风口)与消毒排风能力匹配。
C、消毒排风模式→正常生产模式1.开启回风电动阀JH-001。
2.消毒排风风机降频工作,至停机。
3.关闭消毒排风机电动阀XD-01。
4.新风电动阀调XF-01整至合适开度。
5.AHU机组调整频率等参数,进入正常生产模式。
三、甲醛消毒模式A、正常生产模式→消毒模式1.调节洁净室的温度在24--40℃,湿度在65%以上。
2.AHU机组停止、排风机停止。
3.工作人员在洁区房间放置甲醛消毒设备,开始消毒;甲醛扩散30min后,AHU机组在相应频率(频率值由调试时确定)运行30min 后停止,进行房间的熏蒸消毒。
4.熏蒸消毒达到规定时间(熏蒸时间由甲醛熏蒸消毒验证的结果确定)后,HVAC系统切换至消毒排风模式。
空调自控系统调试方案
空调自控系统调试方案
一.目的
指导空调自控系统调试方案的编制
二.适用范围
中央空调系统
三.引用规范
GB50738-2011 《通风与空调工程施工规范》
GB50243-2016 《通风与空调工程施工质量规范》
四.调试具备条件
1.配合通风空调工程,各传感器安装完成。
2.配合通风空调工程,各控制阀门安装完成。
3.配电盘(控制盘)安装完成。
4.配线工程完成。
(控制线和各部件电源线)
5.控制盘已经正常供电;各控制部件也能够正常供电。
6.调试用的施工图纸齐全。
五.调试前线路检查。
六.单体动作检查
七.监测与控制系统的联动调试。
空调控制系统调试方案
空调控制系统调试方案1.背景空调控制系统是一个关键的设备,它能够监测和控制房间的温度和湿度,确保良好的室内环境。
在空调系统安装完成之后,需要进行调试和测试,以保证其正常运行和满足设计要求。
2.目标本调试方案的目标是确保空调控制系统的正常工作,并满足以下要求:- 空调控制系统能够准确感知和监测房间的温度和湿度。
- 空调控制系统能够根据设定的温度和湿度范围自动调节空调的运行状态。
- 空调控制系统能够实现远程控制和监测。
3.调试步骤步骤一:检查硬件设备- 确保所有空调控制系统的硬件设备连接稳固无松动。
- 检查传感器的接线,确保接线正确并紧固。
- 检查通信设备的连接,确保与其他设备的通信正常。
步骤二:系统设置- 确保空调控制系统的时间设定正确,并与其他设备同步。
- 设置房间温度和湿度的监测范围,并调整传感器的敏感度。
- 在系统中设置空调运行的温度和湿度范围,并选择合适的运行模式。
步骤三:调试测试- 运行空调控制系统,观察温度和湿度的变化。
- 根据设定的温度和湿度范围,检查空调的运行状态是否调节正常。
- 测试远程控制和监测功能,确保远程控制的稳定性和准确性。
步骤四:记录和评估- 记录每次调试测试的结果,包括温度、湿度和空调的运行状态。
- 根据调试测试的结果,评估空调控制系统是否满足设计要求。
- 如有需要,进行进一步的调整和优化,直到系统满足要求。
4.注意事项- 在进行调试之前,确保所有的安全措施已经采取,并遵循相关的安全操作规程。
- 在调试过程中,注意保持清洁和整洁,确保设备的正常运行。
- 如遇到问题或困难,及时与相关专业人员进行沟通和解决。
以上是空调控制系统调试方案的简要介绍,希望能对调试工作有所帮助。
如果有任何问题或需要进一步的指导,请随时与我联系。
JF-301BF型纺织空调控制系统的应用
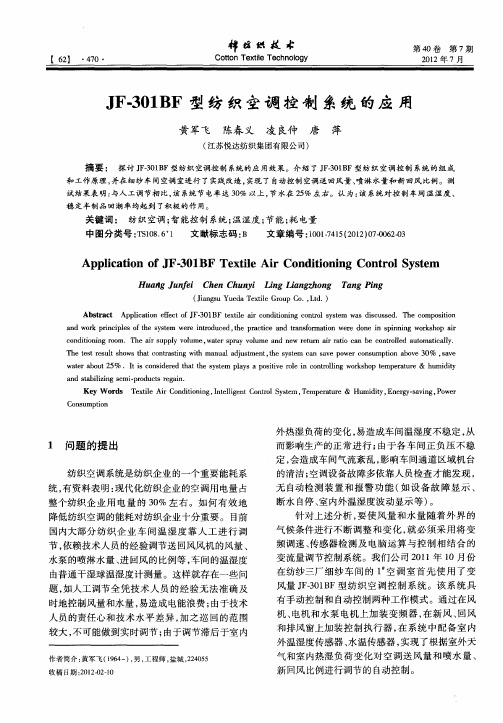
Ab ta t Ap l ain efc fJ 一0 et earc n io ig c nrls s m sdsu sd h o oi o sr c pi t f to F 3 1 c o e BF txi i o dt nn o t yt wa ic se .T ec mp st n l i o e i
a d w r r cp e ft e s s m r n r d c d,h rc ie a d t n fr t n we e d n n s in n r s o i n o k p i il so y t wee i t u e t e p a t n r somai r o e i p n i g wo k h p ar n h e o c a o
a d sa i zn e — r d cs r g i . n t b l i g s mi o u t e an i p
Ke o d T x i r C n i o ig,n el e tCo t lS s m , mp r t r yW r s e t e Ai o dt n n I tl g n nr y t l i i o e Te e au e& Hu d t E e g — a i g, o e mi i y, n r y s v n P w r
Pn ig
T ets rslso sta cnrsn i na ajs ettess m cnsv o e osm t naoe3 % ,ae h t eut hw t ot t gwt maul d t n, yt a aepw rcnu pi bv 0 sv e h ai h um h e o
纺织空调控制系统的研究及应用
摘 要 构 建 了 包含 集 中监 控 站 、 现 场 控 制 器 和 现 场 执 行 器的 分 布 式 控 制 系统 , 自主 开 发 了融 合 纺 织 行 业特 点 的 组 态 软 件 , 采 用 了 串级 控 制 和 分 程 控 制 等 智 能 控 制 技 术 。 在 纺 织 空 调 除 尘 的 实 际 应 用 中 , 系统
第 3期
邓小龙等 . 纺 织 空 调 控 制 系 统 的研 究 及 应 用
纺 织 空调控 制 系统 的研 究及 应 用
邓 小龙 。 孙建中 陆锦 军 徐 亮
( 1 . 江 苏 信 息 职 业 技 术 学 院 电气 工程 系 , 江苏 无锡 2 1 4 1 5 3 ; 2 . 江 苏精 亚 集 团 , 江苏 江阴 2 1 4 4 2 6 )
每个 s 7 — 2 0 0配置 一 个 T D 4 0 0 C文 本 显 示器 , 以便
能 独立 调试 与控 制 。
收 稿 日期 : 2 0 1 2 — 1 1 - 0 5 ( 修改稿 ) 基金项目: 江苏 省 高 校 “ 青 蓝 工程 ” 中青 年 学 术 带 头 人 基 金 资
助项 目( 1 0 0 7 2 0 2 0 0 0 9) ; 国家 自然 科 学 基 金 项 目( 6 1 1 7 4 0 6 6 )
先 原则 。
2 . 1 串级控 制 纺 织车 间的相 对湿 度一 般对 工艺参 数 性能 影
方 便 同时 又含 有先进 控 制策 略 的控制 系统 。通 过 现场 调试运 行 , 验 证 了该 控 制 系统 的有 效 性 和 节
能性 。
1 控 制 系 统 组 成
响较大 , 因而要 尽 可 能地 严 格 控 制 车 间 的相 对 湿 度, 可 以允许 车 间 温 度有 一 定 的波 动 。在 调 节 车 间空气 参 数 时 , 采用 串级控制 , 选 用 湿 度 优 先 原 则 。在 先调 节湿 度 值 到 限定 值 的 取 得 了较 好 的应 用效 果 。
纺丝部空调调试方案
直纺厂纺丝部空调调试方案一、调试准备工作。
1、组织空调系统调试人员,要求要熟悉整个空调系统全貌及空调设备的性能与使用方法。
2、对空调系统的风管、水管、设备、动力电源、控制系统进行全面检查,对有改动管线、设备进行重新标识。
3、检查中发现的问题作好记录,安排班组马上进行整改,影响系统调试的技术问题要马上研究解决。
4、对管道试压过程中的临时固定物,如隔离设备的管道盲板和软接头应马上拆除。
5、电气系统的电缆、电线绝缘值检查,应满足规范要求,电源供应正常。
6、冷冻水、冷却水水源供应正常,管道压力表是否完好。
7、空调机组内外场地清扫干净,机组门窗均应完好,空调各设备做好清洁卫生工作,吹扫送回风管内的灰尘,为调试创造良好的卫生环境。
8、组织调试人员讨论、分析调试过程可能出现的问题,如何解决做到防患于未然,及时处理意外的发生。
9、做好消防安全工作,以防意外发生,并对所有调试人员进行调试前的安全和调试次序交底。
二、电气控制系统及电气设备检查与测试1、空调设备调试之前,必须对每一台参与调试的设备(如:风机、水泵、变频器等)的主回路及控制回路进行认真细致检查,确保其各项性能指标(绝缘、相序、电压、容量、标识等)符合有关的调试要求,达到接线正确、供电可靠、控制灵敏,方可进行设备试运转。
2、电动机的接地应符合安全规程要求。
3、上述具体过程由电气工程师负责带队执行。
三、风机调试1、调试前的检查1.1 送风机与电动机带轮中心是否在允许偏差范围内,其地脚螺栓是否都已紧固。
1.2 润滑油(脂)有无变质,添加量是否达到规定。
1.3 送风机阀门开闭是否灵活,软连接管是否有破损。
1.4空调机组、风管上的检查门、检查孔和清扫孔应全部关闭好,机组内地漏应全部畅通。
1.5用手转动风机时,叶轮不应有卡碰和不正常的响声1.6 车间侧吹、环吹风阀门要全部打开,空调系统的送、回风调节阀、各防火阀应处在开启位置。
1.7 空调机组内应安排专人确认无人。
基于细纱车间全年逐时负荷计算的纺织厂空调自控调节

基于细纱车间全年逐时负荷计算的纺织厂空调自控调节作者:屈鑫凯颜苏芊李斌程源来源:《现代纺织技术》2020年第06期摘要:探讨基于全年逐时负荷计算下纺织空调PLC自控系统的节能效果。
夏季、过渡季节车间逐时负荷由室外空气空调计算逐时综合温度,冬季逐时负荷根据室外温度计算。
在全年逐时负荷基础上计算出车间全年逐时送风量,对风机运行频率进行变频调节,利用PLC步进算法对循环水泵变频调节,并结合新风窗比例控制算法合理利用室外新风。
系统在徐州某纺织车间运行稳定,车间温度误差控制在±0.7℃,相对湿度误差控制在3%以内,平均节电率在6.36%。
该系统对纺织车间温湿度控制精度较高,节能效果显著,实际应用价值较大。
关键词:全年逐时负荷;PLC自控;变频调节;比例控制算法;节电率Abstract:This article discusses the energy-saving effect of the textile air-conditioning PLC automatic control system based on the hourly load calculation throughout the year. The hourly load of the workshop in summer and transition seasons was calculated by the outdoor air conditioner and the hourly integrated temperature was calculated. The hourly load in winter was calculated according to the outdoor temperature. Based on the hourly load of the whole year, the hourly air output of the workshop throughout the year was calculated for variable frequency regulation of the fan operation frequency. The PLC stepping algorithm was used to adjust the frequency of the circulating water pump, and the proportional control algorithm of new wind window was combined to rationally utilize the outdoor fresh air. The system was running stably in a textile workshop in Xuzhou. The temperature error of the workshop was controlled within ±0.7 ℃. The relative humidity error was controlled within 3%, and the average power saving rate was 6.36%. Therefore, it is believed that the system has high precision in temperature and humidity control in the textile workshop,significant energy saving effect, and great practical application value.Key words:hourly load throughout the year; PLC self-control; frequency conversion regulation; proportional control algorithm; power saving rate纺织厂车间由于生产设备数量多、装机功率大、发热量高,导致了纺织厂空调设备能耗较大,造成空调设备的运行费用增加[1]。
纺织厂自控系统技术方案
纺织厂自控系统技术方案引言纺织厂作为一个生产工厂,需要高效、稳定、自动化的生产过程。
为了实现这一目标,引入自控系统是非常必要的。
本文将提出纺织厂自控系统的技术方案,包括系统的架构、主要功能和实施计划。
系统架构纺织厂自控系统的架构应包括以下组成部分:1. 传感器:用于实时监测纺织生产线的各项参数,如温度、湿度、压力等。
2. 控制器:负责接收传感器数据,进行数据处理和分析,并控制相关设备的运行。
3. 执行器:根据控制器的指令,控制相关设备的开关、调节等操作。
4. 数据存储与管理:用于存储生产过程中收集的数据,并对数据进行管理和分析。
主要功能纺织厂自控系统的主要功能包括:1. 实时监测:通过传感器实时监测生产线的各项参数,及时发现异常情况。
2. 自动控制:根据预设的控制策略,控制器对执行器进行控制,实现自动化的设备操作。
3. 故障诊断:系统能够分析和诊断设备故障,并及时发出警报,以便及时维修。
4. 数据分析:系统对收集的数据进行分析,帮助管理人员优化生产流程,提高生产效率。
5. 远程监控:系统可以实现远程监控和控制,便于管理人员随时随地监控和管理生产过程。
实施计划为了成功实施纺织厂自控系统,以下是一个简要的实施计划:1. 需求分析:与纺织厂管理人员合作,确定系统的具体功能和需求。
2. 技术选型:根据需求分析,选择合适的传感器、控制器和执行器等硬件设备。
3. 系统开发:根据需求和技术选型,进行自控系统的软件开发和硬件集成。
4. 测试与调试:通过实验室测试和现场调试,确保系统的稳定性和可靠性。
5. 系统部署:将自控系统部署到纺织厂的生产线上,并进行培训和知识转移。
6. 运行与维护:定期进行系统的运行维护,及时处理故障和优化系统性能。
结论纺织厂自控系统的引入可以提高生产效率、降低生产成本和减少人力资源的使用。
通过合理的架构设计和实施计划,纺织厂可以成功实现自动化生产,提高竞争力。
自动纺织机控制系统设计

自动纺织机控制系统设计在现代纺织工业中,自动纺织机控制系统发挥着至关重要的作用。
通过优化和设计控制系统,可以提高生产效率、降低成本,并提高产品质量。
本文将探讨自动纺织机控制系统的设计原则、主要组成部分以及实现方法。
设计原则精确性自动纺织机控制系统必须具有高精度的位置控制和速度控制能力,以确保纺织机在操作过程中能够准确无误地完成纺织任务。
稳定性控制系统应具有良好的稳定性,能够在各种环境条件下保持正常工作,不受外部因素的影响。
控制系统应具有高效的响应速度和处理能力,以便及时响应各种控制指令并快速调整系统状态。
可靠性控制系统应具有高可靠性,能够长时间稳定运行而不容易出现故障,确保生产作业的连续性。
主要组成部分传感器传感器是自动纺织机控制系统中的核心部件,用于采集各种物理量如位置、速度、温度等,并将其转换为电信号输入到控制系统中。
控制器是控制系统的大脑,根据传感器采集的数据和预设的控制算法,对机器运行参数进行实时调整,以实现精确的控制。
执行器执行器负责执行控制器下达的指令,控制纺织机的运动,如驱动电机、液压缸等。
人机界面人机界面为操作员提供了与控制系统交互的途径,操作员可以通过人机界面监视系统运行状态、调整参数等。
PID控制PID控制是一种常用的控制算法,通过比例、积分、微分三个部分的组合来调节系统的输出,以实现对系统的稳定性和响应速度的控制。
PLC控制PLC控制是一种基于可编程逻辑控制器的控制方法,通过编写逻辑程序实现对机器的控制,具有灵活性强、易于维护等特点。
模糊控制模糊控制是一种基于模糊逻辑的控制方法,通过模糊集合和模糊规则来实现对系统的控制,能够很好地应对系统的非线性和不确定性。
结论通过对自动纺织机控制系统的设计原则、主要组成部分以及实现方法的探讨,可以看出设计一个高效、稳定、可靠的自动纺织机控制系统是非常重要的。
合理设计控制系统,不仅可以提高生产效率,降低成本,还能够提高产品质量,带来更好的经济效益。
空调自动控制系统软件设计及调试

空调自动控制系统软件设计及调试一、软件设计1.需求分析:首先需要明确用户对空调自动控制的需求,包括温度设定范围、湿度设定范围、日常工作时间等。
根据需求分析确定软件的功能模块。
2.系统架构设计:根据软件功能模块,设计系统的整体架构,包括用户界面模块、数据处理模块、控制策略模块等。
3.用户界面设计:设计用户友好的界面,让用户能够方便地操作和监控空调自动控制系统。
界面应包括温度、湿度显示、温度调节按钮、模式选择按钮等。
4.数据处理设计:根据用户设定的温度和湿度范围,对室内温度和湿度进行实时监测和处理。
如果温度或湿度超出设定范围,则进行相应的控制策略。
5.控制策略设计:设计空调的控制策略,包括温度和湿度的控制算法、设备启动和关闭的逻辑等。
控制策略应根据实际需求进行优化,以提高系统的能效和舒适性。
6.后台管理设计:设计数据库和日志记录功能,对空调自动控制系统的运行数据进行记录和管理,方便系统的运维和故障排查。
二、软件调试1.单元测试:对软件中各个模块进行单元测试,验证其功能的正确性。
可利用模拟数据进行测试,或者连接实际空调设备进行测试。
2.集成测试:将各个模块进行集成测试,验证模块之间的接口和数据传递是否正常。
测试包括正常场景和异常场景的模拟,以确保系统的稳定性和鲁棒性。
3.功能测试:对整个系统进行功能测试,测试用户界面的操作性、数据处理的准确性和控制策略的正常运行。
可通过模拟用户场景实现测试,或者实际将系统投入到使用中进行测试。
4.性能测试:测试系统对大规模数据的处理能力,如同时控制多个空调设备的运行等。
通过监测系统的响应时间和资源占用情况,评估系统的性能是否满足需求。
5.软件优化:根据测试结果,对系统进行优化,包括减少资源占用、提高响应速度等。
优化的目标是提高系统的稳定性和用户体验。
6.用户验收测试:将系统交付给用户进行验收测试,确保系统满足用户需求并符合设计要求。
总结:空调自动控制系统的软件设计和调试是一个复杂的过程,需要对用户需求进行详细分析,设计合理的系统架构,并进行多层次的测试和优化。
纺纱车间空调气压平衡与温湿度控制
l.
48 No.
2
Ma
r.2021
Tex
t
i
l
eAcces
so
r
i
es
【36 】 100
纺纱车间空调气压平衡与温湿度控制
杨进岗,金 波,孙 艳
(咸阳纺织集团有限公司 一分厂,陕西 咸阳 713199)
摘要:为弥补纺纱车间空调全自动控制系统的不足,减少夏冬季节空气由门窗进入对温湿度的干
气管道系统的技术管理工作.
至纺纱牵伸不正常;相对湿度过小时,易发生纤维脆
第 48 卷 第 2 期
2021 年 3 月
Tex
t
i
l
eAcces
so
r
i
es
断、短 绒 增 加、飞 花 增 多、纤 维 抱 合 力 差、强 力 下 降、
断头增多、毛羽增多等问题
.
[
2
G
3]
101 【37 】
25×10 m /h,
10 万 锭 总 排 风 量 为 1.
25×10
8
合计
69830
252980
211000
422000
4
66.
2
约占总风量 的 47.
5% . 区 域 内 形 成 负 压 的 概 率 也
较大,通道门附近各 台 车 的 生 活 受 室 外 空 气 影 响 也
较大,冬季温差可达到 3 ℃ ~5 ℃ ,尤 其 是 细 纱 121
在冬季初期即室外平均温度不低于15 ℃ 时,排
风采用调 节 窗 60% 回 用、
40% 外 排 措 施 实 现 微 负
【38 】 102
Vo
l.
48 No.
纺织厂空气调节教程
纺织厂空气调节教程第一章绪论 (1)重点: (1)第二章湿空气的物理性质和i-d图 (5)重点: (5)§1 湿空气的组成及其状态方程 (5)§2 湿空气的状态参数 (6)§3 I-d图的绘制和应用 (11)§4 空气状态的测量 (20)第三章车间冷热负荷的计算 (23)重点: (23)§1 传热的基础知识 (23)§2 空调系统冷热负荷的计算(包括估算) (25)第四章空气调节设备 (30)重点: (30)§1 空调室送风系统概述 (30)§2 空调室设备 (31)§3 空气的加湿和加热设备 (36)§4 通风机和泵 (38)§5 通风管道及送排风方式 (43)§6 冷源 (48)第五章空气调节基本原理 (50)重点: (50)§1 纺织厂送风系统 (50)§2 喷水室喷水量和喷水温度的确定 (53)§3 空气调节方案分析与计算 (60)第六章温湿度调节与管理 (76)重点: (76)§1 日常运转调节 (77)§2 全年性调节 (83)§4 空调节能技术 (86)第七章纺织厂除尘 (87)重点: (87)§1 除尘概述 (87)§2 除尘设备 (88)课程性质:专业技术基础课课程特点:实用性强,理解为主,重点突出,前后联系紧密,具有一定的学习难度。
学习要求:上课、笔记、作业;有问题及时解决。
课程重点:1、掌握纺织厂空气调节的基础知识;2、了解常见空调设备的结构及工作原理;3、掌握空调管理与温湿度调节的方法;4、了解空调的节能技术以及常用空调测试仪器及测试方法。
5、基本的除尘知识与常用的除尘设备。
参考书籍:中国纺织出版社《纺织厂空调与除尘》(中国纺织总会教育部编写)纺织工业出版社《纺织厂空气调节》(无锡轻大)第一章绪论重点:1.纺织厂空气调节的任务是什么?2.纺织厂除尘的任务是什么?3.棉尘对人体健康有什么危害?4.空气调节系统的基本组成和基本流程是什么?5.影响人体健康的空气环境因素有哪些?6.空调中常用的“实感温度”是何意义?7.温湿度对纺织纤维吸湿性能、强度、伸长度、柔软性、导电性能的影响?8.温湿度对纺织生产工艺的影响?(一)纺织厂空气调节的任务纺织厂空气调节的任务:使车间空气的温度、湿度、速度、清洁度和新鲜度(统称为空气调节的“五度”),能够满足工艺生产和人体舒适的要求,并使之不受室内、外各种条件变化的影响。
《纺织除尘与空调(第2版)》教学课件—08车间空调系统的运行调节

• 二、运行管理的基本内容和措施 • 三、运行管理的基本规章制度
三ቤተ መጻሕፍቲ ባይዱ第Ⅲ区域的调节
四、第Ⅳ区域的调节
五、第Ⅴ区域的调节
各个工况区的全年运行调节情况汇总
目录
第四节 车间温、湿度的自动调节系统
一、车间温、湿度自动调节系统的组成
二、一次回风定露点空调自控系统分析
三、二次回风变露点空调自控系统分析
目录
第五节 车间空调运行管理
• 一、运行管理的主要目标
• 1.满足生产要求 • 2.降低运行成本 • 3.延长使用寿命
关系为:
G
Qy
hB hK
改变送风量调节空气相对湿度
二、调节喷水温度
三通调节阀调节喷水温度 改变机器露点调节空气温度
三、调节喷水量
冬季开冷车时逐渐增加喷水量的空气状态变化过程
四、调节新、回风混合比
五、调节加热量
五、调节加热量
调节新、回风混合后的预热量 M 点改变为升温至 M '
调节新风预热量
• 当纤维性质和含水率变化、纺纱支数改变、混纺比例更 改、浆料和上浆率不同等情况出现在纺织工艺中时,需要 及时调节车间温、湿度以适应半制品回潮率的要求。
•当车间温、湿度符合半制品回潮率需要时,空调运行调节 重点是用最经济的运行方式稳定纺织工艺环境的温、湿度 条件。
二﹑车间空调运行调节的室内气象区
纺织厂车间所控制的空气参数允许的最高、最低室内空气 温度和相对湿度包围起来的阴影面积,就是室内空气温、 湿度参数允许的全年波动区。
例如某纺织厂细纱车间冬季 限定温度为24~27℃,夏 季为30~32℃,而相对湿 度冬季为50~55%,夏季 为55~60%,在h-d 图上用 一阴影面积来表示该车间的 室内气象区。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纺织空调自动控制系统调节方案论文导读:纺织空调自动空调控制系统通常采用PLC/DDC控制单元。
空调自动控制系统通常采用定露点调节和变露点调节方案。
定露点调节方案。
变露点调节方案。
变露点调节方案,纺织空调自动控制系统调节方案。
关键词:纺织空调,自动控制系统,定露点调节方案,变露点调节方案
纺织空调自动空调控制系统通常采用PLC/DDC控制单元。
通过对车间空气的温度、湿度、焓值等参数测量和比较,对新回风比例、一次加热量、喷水温度、再热量、送回风机的风量进行调节,从而达到稳定车间温湿度参数、实现最大限度节能的目的。
根据纺织厂特点,空调自动控制系统通常采用定露点调节和变露点调节方案,介绍如下。
一、定露点调节方案
1、定露点调节方案简介
定露点调节方案是指通过PLC/DDC控制系统,通过保持恒定的送风露点,来控制车间的温湿度。
这种调节方案是一种应用较多的方法。
纺织车间由于余热量变化较大、余湿量基本不变,室内热湿比接近无穷大。
论文发表,变露点调节方案。
空调室送入车间的空气状态变化过程接近等湿线变化,这就为定露点送风控制提供了条件。
在某一个特定的时期内,只要送风机器露点保持稳定,就可利用改变送风和二次回风比的方法,控制室内温湿度。
2、定露点调节方案中机器露点的控制
(1)利用改变喷水温度控制送风露点
由于负荷的变化引起送风露点变化时,调节器按一定的调节方案输出控制信号,控制电动调节阀,调节循环水的开度,利用改变冷(热)水和循环水的混合比,将露点温度控制在给定的范围内。
(2)利用改变新回风的混合比、喷淋循环水的露点控制方法
当采用调节新回风比,并在喷水室内喷淋循环水进行露点控制时,利用空调室露点温度计检测机器露点。
根据露点温度测量值和调节器的设定值进行比较,根据露点温度的偏差,调节器按一定的规律输出控制信号,由电动风阀调节新回风比,使新回风混合点在某一时期内稳定在某一等焓线上,利用喷淋循环水等焓加湿的方法稳定机器露点。
由于纺织空调的特点,利用定露点进行送风调节是一种应用较多的方法,介绍如下。
论文发表,变露点调节方案。
3. 定露点调节方案
定露点调节方案可分为定风量调节和变风量调节。
定风量调节是指向车间送风量保持一定的情况下,送风露点保持恒定;变风量调节是指向车间输送风量发生改变,但送风露点仍然保持恒定。
(1)定风量调节
机器露点确定以后,若采用定风量调节方法,这时可以采用调节二次回风比的方法,调节向车间送风的状态点,达到控制车间温度和相对湿度的要求,如车间温度升高,相对湿度下降,则减少二次回风比;反之应增大二次回风比。
(2)变风量调节
机器露点一定,若采用变风量调节方法,这时空调室可以根据车间负
荷引起的车间温湿度变化,输送同一露点的空气,采用不同的风量,达到温度车间温湿度的要求。
当车间温度升高,相对湿度降低时,则增加送风量。
论文发表,变露点调节方案。
反之,当车间温度降低,相对湿度升高时,则降低送风量。
纺织车间由于某一时期喷淋水的温度一定,而且大多数企业感到冷量不足,因此机器露点在某一时期一般稳定在一个温度范围之内,这时采用定露点变风量的控制方法可较好地稳定车间的温湿度,由于送风量的变化有较好的节能效果,因此定露点变风量的控制方法在多数纺织企业得到了应用。
二、变露点调节方案
1、变露点调节方案简介
变露点调节方案是指通过PLC/DDC控制系统,通过保持变化的送风露点,来控制车间的温湿度。
论文发表,变露点调节方案。
这种调节方案是一种逐步得到推广应用的控制方法。
对于室内相对湿度要求较严格、室内产湿量变化较大的场所,可以在车间直接设置温湿度传感器,利用车间温湿度直接和控制器的设定参数相比较,给出控制信号,控制相应的调节结构。
这种直接根据室内温湿度偏差进行调节,采用浮动机器露点、并辅以送风量调节的方法,来平衡车间扰动因素的影响,称为变露点控制方法,或称为直接控制法。
它与定露点相比,具有调节质量好、适应性强、节能环保的优点,目前已逐渐得到广泛的应用。
2、变露点调节方案调节原理
变露点控制的工作原理如图1所示。
假定室内余热量恒定而余湿量变化,则热湿比将发生变化。
当热湿比为时,送风露点为;如果余湿减少,热湿比增加为,则送风应增加含湿量,相应的送风露点应升至;如果余湿增加,热湿比减少为,则送风应减少含湿量,相应的露点应降至。
这时可以采用改变送风量,或二次回风比的方法控制车间温湿度。
可以看出,当余湿变化时,只要改变送风状态露点温度就能满足被调对象相对湿度不变的要求,这就是变露点控制方法的调节原理。
论文发表,变露点调节方案。
在冬季,若车间需要加热时,车间热湿比线为εD,可以采用二次加热的方法达到室内热湿比εD需要的送风状态点。
随着自动控制技术的发展和计算机技术的应用,空调自动控制已成为纺织空调节能控制的重要手段之一,采用计算机强大的处理能力,可同时实现新回风比调节、喷水温度控制、变风量调节等内容,并可逐时根据空气调节室外气候分区和车间温湿度控制范围确定最节能运行方案,实现大幅度节能。
论文发表,变露点调节方案。
三、结论
本文总结了纺织空调中两种调节方案:定露点调节方案和变露点调节方案。
定露点调节方案是指通过PLC/DDC控制系统,通过保持恒定的送风露点,来控制车间的温湿度,这种调节方案目前应用较多。
变露点调节方案的送风露点则可以变化,它的调节质量好、适应性强、节能环保,目前已逐渐得到广泛的应用。