刀具边界
ug专业英语

Arealaw 面积规律 array 阵列 Arrow 箭头 Arrowlinedisplay 箭头线显示 Arrowsegment 箭头段 ArtisticImage 艺术图像 ASCII 美国信息交换标准码 AspectRatio 纵横比 AssembleAsGroup 装配为组 AssembleStep 装配步骤 Assemblies 装配 AssembliesClearance 装配间隙 Assembly 装配 Assemblyanalysis 装配体分析 AssemblyHiddenLineRemoval 装配消隐线移去 AssemblyModeling 装配建模 AssemblyNavigator 装配导航器 AssemblyNavigatorTool 装配导航工具 Assemblypart 装配部件 Assemblypreferences 装配参数预设置 AssemblySepuencing 装配导航器 Assemblyviews 装配视图 AssemblyZone 装配区域 AssenblySequences 装配次序 Assign 指定 Assignment 分派 Associate 关联 Associated 相关联的 Associative 关联
Addacomponents 添加一个组件 AddExistingComponent 加入已存的组件 Addexistingpart 加入已存的部件 AddViewtoDrawing 在图纸中增加视图 Addingaviewdistance 添加一个视图的距离 Addinganorthographicview 添加一个正投影视图 Addingentries 添加记录 Addingmemberstoassembly 添加成员到装配体中 Addingpoles 添加极点 Additional 附加的 Adjacency 相邻 AdjacentEdgesDevuation 相邻边偏差 Adjust 调整 Adrisor 顾问 AdvancedLights 高级光 Advantagesoverinterpartexpressions 超出部件 间表达式的优 点 Align 对齐 Aligncurve 对准曲线 AlignView 对齐视图 Aligningdrawingviews 对准图纸视图 Alignment 对准 Alignmentmethods 对准方法 Alignmentoptions 对准选项 All 全部 Allow 允许 Allowsubstitution 允许替换 Allowance 余量 Along 沿着 Alongcurve 沿曲线
六章刀具磨损和刀具使用寿命

• 6.2.2粘结磨损
• 粘结是冷焊和熔焊的总称。在摩擦副的实际接触面上,在 极大的法向压力下产生塑性变形而发生粘附—冷焊;在切 削高温区,材料软化而处于易变形状态,由于原子的热运 动作用,原子克服它们之间的位能壁垒,使两种金属互融 的可能性增大,这样发生的粘附—熔焊。在切削过程中, 两摩擦面由于有相对运动,粘结点将产生撕裂,被对方带 走,即造成粘结磨损。
6.2刀具的磨损原因
刀具的磨损过程和机理非常复杂,有机械负荷和硬质点 造成的机械磨损;切屑粘附造成的粘附磨损;周期性交变 载荷造成的疲劳磨损;化学效应造成的氧化和扩散磨损及 刀尖区高温塑性变形、热应力造成的磨损等。其特点可归 纳为: ⑴摩擦接触表面是活性很高的新鲜表面; ⑵摩擦接触的温度很高,可达800oC~1000oC; ⑶摩擦接触面之间的接触压应力很大,可达2GPa以上; ⑷磨损速度很快。刀具的磨损通常是机械、化学和热效应 综合作用的结果。
削速度称为最大生产率的切削速度(Vcp)和经济的切 削速度(Vcc)。一般情况下,应采用经济使用寿命。
• 1.刀具最大生产率使用寿命 • 完成一个工序所需要的工时tw,则:
•
tw
tmtct
tm T
to
t
• tm:工序的切削时间(机动时间) • tct:刀具磨钝后,换一次刀所消耗的时间(包括卸刀、装刀、对
• 国际标准ISO推荐硬质合金外圆车刀的磨钝标准,可以是 以下任何一种:
• (1) VB=0.3mm;
powermill边界表达式

powermill边界表达式
Powermill边界表达式是一种用于定义刀具路径参数的模板,可以包含数学表达式、函数、变量等元素,用于计算和控制刀具路径的各项参数。
这些参数包括加工方式、速度、深度、角度等,用户可以根据特定加工需求来定制刀具路径方案。
在Powermill边界表达式中,常用的参数包括切削进给率()、主轴转速()、掠过进给率()、冷却类型()等。
用户可以根据实际情况编辑这些表达式的值,以获得最佳的加工效果。
除了以上常用的参数外,Powermill边界表达式还包括毛坯边界定义,包括X轴、Y轴和Z轴的边界设置。
用户可以通过设置这些参数来定义毛坯的尺寸和位置,确保刀具路径的加工范围符合要求。
总之,Powermill边界表达式是一种非常实用的工具,用户可以通过编辑和修改这些表达式来获得最佳的加工效果,提高生产效率并降低成本。
MasterCAM刀具切削边界功能在数控铣编程中的应用
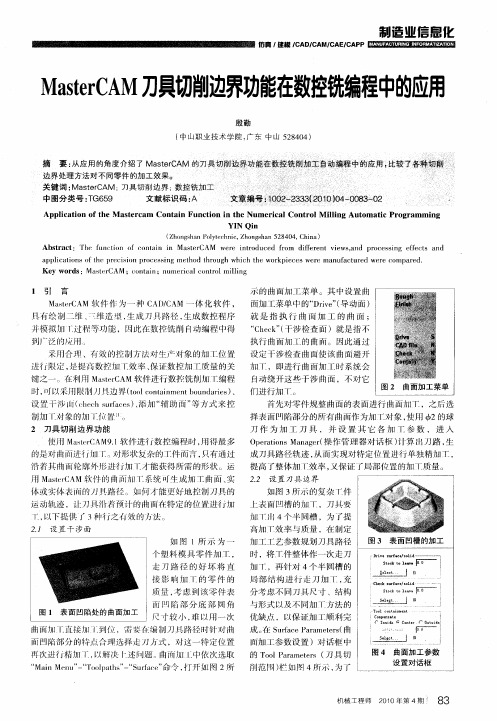
使 』 M s r A 91 件 进行 数 控 编程 时 , 得 最 多 1 at C M .软 】 e 用
上 表 面 凹槽 的加 T ,刀 具 要 加Tf ¨4个 半 网槽 ,为 了提
高 J T 效率 与质 量 ,在 制 定 J Ⅱ
如 图 1所 示 为 一
Ab t a t F e f n t n f c n a n i Ma t r sr c : h u c i o o t i n o s e CAM we e i to u e r m i e e t v e sa d r c s i g e e t n r n r d c d fo d f r n i w ,n p o e s n f c s a d a p i a i n ft e p e i i n p o e sn t o h o g i h t e wo k i c swe e ma u a t r d we e c mp r d p lc to so h r c so r c s i g me h d t r u h wh c h r p e e r n f c u e r o a e .
i02 23 (000  ̄ 03 0  ̄ 332 i )4 08 |2 i
YI Qi N n
| 。 |
Ap lc to f t e M a t r a Co a n Fu to n t e Num e i a nt o i i p i a i n o h s e c m nt i nc i n i h r c lCo r lM l ng Aut m a i o r m m i l o tc Pr g a ng
CAM技术—制造工程师数控铣程

知识链接
幅度:Z字形切入时走刀的宽度。 倾斜角度:Z字形或倾斜线走刀方向与x Oy平面的夹角。 4.刀具参数 在每种加工功能参数选项中,都有刀具参数的设定。“刀具
参数”选项卡如图4 -12所示。 增加刀具:用户可以在刀具库中增加新定义的刀具。 编辑刀具:选中某把刀具后,用户可以对其参数进行编辑。 刀具类型、刀具名称、刀具号、刀具半径R、圆角半径r/a、
上-页 下-页 返回
知识链接
3.扫描线粗加工 扫描线粗加工的加工的方法有以下三种,如图4 - 44所示。 (1)精加工:产生的路径是沿着模型表面进给的精加工轨迹。 (2)顶点路径:其刀具路径是遇到第一个顶点则快速抬刀至
安全高度的加工轨迹。 (3)顶点继续路径:在己完成的加工轨迹中,生成含有最高
加工轨迹。 (1)加工方向
上-页 下-页 返回
知识链接
加工方向共有两种设定,即顺铣和逆铣。具体含义如图4 18所示。
(2)z切入 ①层高:z向每相邻加工层的切削深度。 ②残留高度:系统可以根据其大小来计算z向层高,并且在
对话框内提示 ③最大层间距:是指z向最大的切削深度。 ④最小层间距:输入z向最小的切削深度。 (3) xy切入 在这里xy向切入量有两种设定,如图4-30所示。
此过程以退刀速度垂直向上进给。 (2)下刀的切入方式 如图4 -11所示提供了三种通用的切入方式,基本上适用于
所有的铣削加工方案。
上-页 下-页 返回
知识链接
垂直:刀具沿垂直方向切入,即从上一层沿z轴方向直接切 入下一层。
Z字形:刀具在两个切削层间按Z字形方式切入,直到下一层 的高度上,才开始进行切削。
切削刃长L,在刀具库中会有相应参量的对照显示。
上-页 下-页 返回
PowerMILL.05.边界
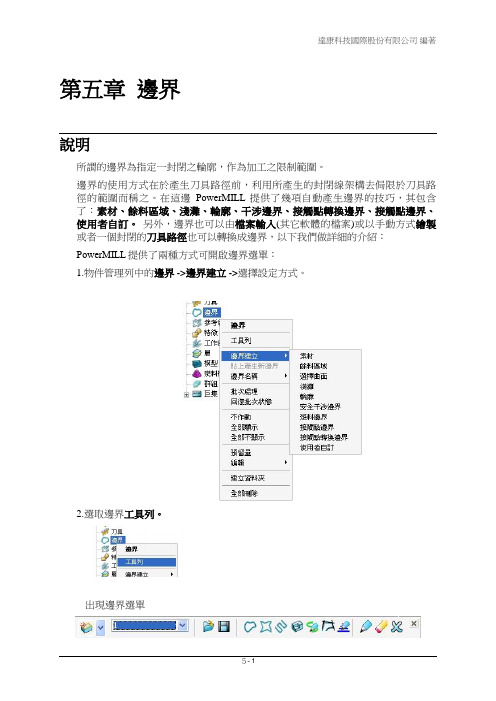
第五章邊界說明所謂的邊界為指定一封閉之輪廓,作為加工之限制範圍。
邊界的使用方式在於產生刀具路徑前,利用所產生的封閉線架構去侷限於刀具路徑的範圍而稱之。
在這邊PowerMILL提供了幾項自動產生邊界的技巧,其包含了:素材、餘料區域、淺灘、輪廓、干涉邊界、接觸點轉換邊界、接觸點邊界、使用者自訂。
另外,邊界也可以由檔案輸入(其它軟體的檔案)或以手動方式繪製或者一個封閉的刀具路徑也可以轉換成邊界,以下我們做詳細的介紹︰PowerMILL提供了兩種方式可開啟邊界選單:1.物件管理列中的邊界 ->邊界建立 ->選擇設定方式。
2.選取邊界工具列。
出現邊界選單選取倒三角形,邊界的選項出現如下(素材、餘料區域、選擇曲面、淺灘、輪廓、干涉邊界、殘料、接觸點邊界、接觸點轉換邊界、使用者自訂)。
素材Block Boundary此邊界是依我們自已設定的素材大小,轉換成邊界。
1)開啟素材選鈕,並且改變X最小值為-30,點選接受。
2)開啟邊界編輯選鈕,選擇建立素材邊界。
3)設定邊界依素材產生,點選執行,邊界將依素材的大小定義成邊界。
餘料區域Rest Material這種邊界的形式是利用先前的刀具(參考刀具),所計算產生清角的範圍輪廓線。
這個3D輪廓封閉區域就是所謂的邊界。
如此能讓我們使用較小的刀具去加工先前未加工到的邊界範圍。
操作範例說明:1)刪除全部,重設選單參數。
2)開啟模型範例 restmill.dgk。
3)定義素材依最大/最小值。
4)定義直徑6mm球刀。
5)點取邊界右鍵 > 邊界建立 > 選擇餘料區域 (Rest Material) 選項出現如下視窗。
補正重疊距離-指的是設定使用球刀時,兩個刀具路徑相互接觸重疊距離。
忽略殘料少於-指的是算出來區域如果少於所設的數字將被移除。
6)點選參考刀具 (Reference Tool) 圖形選鈕。
7)改變參考刀具參數後,設定刀具直徑16mm球刀,點取接受。
PowerMiLL边界详解
9,接触点转换 1,接触点转换边界是由接触点边界 转换来的。 2,此边界公差,刀具,余量等需与 刀路策略中相同。 3,该边界主要用于半精,精加工等
青岛中科昊泰新材料科技有限公司
Qing Dao Zhong ke hao tai new material science&technology CO.,LTD
5、轮廓边界 轮廓边界在模具加工中极少用到。 计算当前坐标系下零件的最大外缘。
青岛中科昊泰新材料科技有限公司
Qing Dao Zhong ke hao tai new material science&technology CO.,LTD
6、无碰撞边界 模具加工中较少使用。开粗刀路不能 使用无碰撞边界。 无碰撞边界是指使用当前刀具(带刀 柄)时,当前坐标系下,安全加工的 范围。
青岛中科昊泰新材料科技有限公司
Qing Dao Zhong ke hao tai new material science&technology CO.,LTD
7、残留模型残留
青岛中科昊泰新材料科技有限公司
Qing Dao Zhong ke hao tai new material science&technology CO.,LTD
4、浅滩边界 浅滩边界主要作用是将复杂特征按照曲 面斜度分区。 不同斜度的分区,可以使用不同的刀路 策略,加工效果会更好。 不同的分区之间最好重叠一段,保证加 工顺畅。 公差,余量,刀具等同样必须与刀路策 略保持一有限公司
Qing Dao Zhong ke hao tai new material science&technology CO.,LTD
毛坯边界在实际编程过程中较少使用,主要用来在二次开发中。 此边界与刀具没有关联。
powermill边界的运用
powermill边界的运用Powermill是一种专业的计算机数控加工软件,广泛应用于机械制造和加工领域。
它具有强大的功能和灵活的操作界面,可以用来设计、模拟和优化数控机床的加工路径。
边界是Powermill中的一种功能,它被用于指定加工对象的限制范围。
在加工过程中,边界可以用来保护工件以及其他不需要被加工的区域,使加工过程更加安全和高效。
Powermill中的边界定义通常通过几何对象来完成。
几何对象可以是线、弧、圆等,它们可以通过绘图工具或从CAD文件导入进行创建。
一旦定义了边界,Powermill就会根据它们来自动生成加工路径,确保刀具只在指定的边界内移动。
边界的运用可以带来以下几个方面的好处:1.安全性:边界的使用可以确保刀具不会越界,防止刀具碰撞或损坏工件。
这是非常重要的,特别是在复杂的加工过程中。
通过正确设置边界,可以避免潜在的事故和意外发生。
2.加工效率:边界可以帮助优化加工路径,减少非必要的移动和空转。
通过限制刀具的移动范围,可以节省加工时间,并提高加工效率。
边界还可以用于指定特定的切割方向和加工顺序,使加工过程更加连续和流畅。
3.精度控制:边界可以用来确保加工过程中的精度和准确性。
通过将边界设置为工件的实际边界,可以避免刀具误差和降低加工尺寸的偏差。
边界还可以用于修复表面缺陷或不均匀加工的区域,提高最终零件的质量和外观。
4.加工策略优化:边界的使用可以帮助优化加工策略和工具路径。
通过分析边界的形状和特征,可以确定最佳的切削参数和工具选型。
边界还可以用于限制切削深度和切入角度,以避免过度切削和加工困难区域。
在实际应用中,边界可以灵活运用于各种加工任务和场景。
例如,在铣削加工中,可以使用边界来规定加工区域和防止过切削。
在车削加工中,边界可以用于限制车削的长度和直径范围。
此外,在模具加工和零件修复中,边界可以用来修复损坏的区域和恢复零件的原始形状。
总之,Powermill的边界功能是一项强大的工具,可用于优化加工路径、提高加工效率和保证加工质量。
hypermill安装及基本功能介绍
刀具路径倒圆角 内部圆角:对型腔或岛屿的内部加工轨迹进行 光滑修圆处理。
加工模式 斜率模式:通过“斜率”模式根据它们斜率 的大小,决定是否在加工时先不对其进行加 工处理。
注意:斜率模式只适用于 圆鼻刀和球刀 如果加工优先顺序选择螺旋,则斜率模式无效。
路径优化:加工区域将被组合起来,高 速易位动作将减少。对有隔绝部分的边 界 (嵌套边界)尤其有效,在跟斜度有关 的加工中,如果定义的铣削区域有好几 个,也很有效。
偏置量 通过一个自由轮廓用作导引曲线来生 成轨迹路径。
轮廓曲线:可选择用来引到轨迹的辅助 曲线。
法向
轮廓计算以垂直于(法向情况)导引曲线的方 向进行。 轮廓长度由边界决定。
计算结果:如图所示
10 模拟仿真
在工法上单击鼠标右键,选择公用程式— hyperVIEW
进入仿真界面
最终模拟结果
11.二次粗加工
(1)复制工法:CTRL+鼠标左键 复制出来的工法会继承被复制工法的参数
(2)换一把新的刀具,如图所示
(3)参数 可以把步距做适当的调整,如图
(4)设置 更改参考毛坯为上一个工法产生的结果毛坯
hyperCAD® (OPEN MIND ), thinkdesignTM (think3) Autodesk InventorTM SolidWorks
hyperMILL界面
CAM编辑:用户界面
➢ 浏览器:创建并剪辑用于创建刀具轨迹的工单列表。定义工单、刀具和转换 坐标系。
➢ 工单编辑器:创建一个新工单。 ➢ 撤销:撤销上一次命令。“撤销”命令不受 CAD 程序约束。 ➢ 转换程序:根据 CAD 模型计算 3DF 多面体模型以用于碰撞检验。 ➢ 删除刀具轨迹:删除当前显示在图形窗口内的刀具轨迹。 ➢ 分析:曲面分析(距离、角度、颜色值)和检测刀具位置。 ➢ 模拟:通过刀具显示模拟所生成的刀具轨迹。 ➢ 设置:适用于hyperMILL中所有后续动作及定义的默认设定值。 ➢ 信息:在线帮助文件、 hyperMILL信息、信息中心。
PowerMiLL边界详解
10,布尔操作
1,边界的操作:求和,求差,求 交
青岛中科昊泰新材料科技有限公司
Qing Dao Zhong ke hao tai new material science&technology CO.,LTD
11,用户定义 1,用户定义边界用途较广,开粗、 二粗清角、.....。曲面半精及精加工中 少用此边界。
青岛中科昊泰新材料科技有限公司
Qing Dao Zhong ke hao tai new material science&technology CO.,LTD
边界
在PowerMill中边界共有以下几种: 1,毛坯 2,残留 3,已选曲面 4,浅滩 5,轮廓 6,无碰撞边界 7,残留模型残留 8,接触点 9,接触点转换 10,布尔操作 11,用户定义 边界是PowerMill中最重要的参数之一,下面 我们以PM2012R2为基础对PowerMill中边界 进行详解。
2,产生边界 方法一般用“勾画”,有单独的对话框,“曲线编辑器”
青岛中科昊泰新材料科技有限公司
Qing Dao Zhong ke hao tai new material science&technology CO.,LTD
青岛中科昊泰新材料科技有限公司
Qing Dao Zhong ke hao tai new material science&technology CO.,LTD
9,接触点转换 1,接触点转换边界是由接触点边界 转换来的。 2,此边界公差,刀具,余量等需与 刀路策略中相同。 3,该边界主要用于半精,精加工等
青岛中科昊泰新材料科技有限公司
Qing Dao Zhong ke hao tai new material science&technology CO.,LTD
刀具角度的基本概念

刀具角度的基本概念:1、前角:基面和前刀面的夹角.是刀具的锋利程度.我们把铁屑流经过的面成为前刀面.2、后角:切削平面和后刀面的夹角.主要影响摩擦和刀具强度.3、主偏角:主切削刃和刀具进给方向的夹角.影响刀具的强度,和影响背向力,主偏角减小,背向力越大,机床的消耗率也越大,并且主偏角还会影响表面粗糙度.4、副偏角、副切削刃与进给方向的反方向的夹角即为副偏角.同样影响强度,摩擦,以及表面粗糙度.5、刃倾角:是控制流屑的方向.主切削刃和基面的夹角.。
数控加工中的边界特征提取与刀具轨迹规划
数控加工中的边界特征提取与刀具轨迹规划随着科技的进步和制造业的发展,数控加工已经成为现代工业中不可或缺的一部分。
在数控加工中,边界特征提取和刀具轨迹规划是两个重要的环节,对于加工质量和效率具有重要影响。
边界特征提取是指在数控加工中,从设计模型中提取出需要进行加工的特征边界。
这些特征边界可以是直线、曲线、圆弧等形状,也可以是复杂的曲面。
边界特征提取的目的是将设计模型转化为数控机床可以理解和加工的形式。
在传统的加工中,工人需要根据设计图纸进行手工测量和标记,然后根据标记进行加工。
而在数控加工中,边界特征提取可以通过计算机软件自动完成,大大提高了加工的效率。
在边界特征提取的过程中,常用的方法包括几何特征提取和曲线拟合。
几何特征提取是通过计算机算法,从设计模型中提取出直线、曲线等基本几何元素。
曲线拟合则是将设计模型中的复杂曲线拟合成一系列简单的曲线段。
这些方法可以根据设计模型的不同特点进行选择和组合,以提取出最准确的边界特征。
在边界特征提取完成后,接下来就是刀具轨迹规划。
刀具轨迹规划是指确定刀具在加工过程中的运动轨迹,以保证加工的准确性和效率。
在数控加工中,刀具轨迹规划需要考虑多个因素,包括切削力、切削速度、切削深度等。
同时,还需要考虑加工过程中的约束条件,如刀具与工件的碰撞避免和刀具路径的平滑性。
刀具轨迹规划的方法有很多种,常用的包括直线插补、圆弧插补和曲线插补等。
直线插补是指刀具沿直线路径进行加工,适用于直线边界特征。
圆弧插补则是刀具沿圆弧路径进行加工,适用于圆弧边界特征。
曲线插补是将复杂的曲线边界特征转化为一系列简单的直线和圆弧插补,以实现加工。
这些方法可以根据加工要求和机床的性能进行选择和优化,以达到最佳的加工效果。
除了边界特征提取和刀具轨迹规划,数控加工中还有其他一些重要的环节。
例如,切削参数的选择和刀具路径的优化。
切削参数的选择包括切削速度、进给速度和切削深度等参数的确定。
刀具路径的优化则是通过计算机算法,对刀具路径进行优化,以减少加工时间和提高加工质量。
公共安全管理之管制刀具管理
公共安全管理之管制刀具管理公共安全是社会发展的基石,公共安全管理体系中的一项重要内容就是管制刀具管理。
刀具的合理管控对于维护社会秩序和公众安全具有至关重要的作用。
本文将详细介绍管制刀具管理的必要性、管理的方法和措施,以及管理中可能面临的挑战和解决方案。
一、管制刀具管理的必要性1. 预防犯罪:刀具作为一种常见的凶器,可以造成严重的伤害和生命危险。
通过对刀具的管控,可以有效预防刀具的非法使用和犯罪行为的发生。
2. 提高公众安全感:对于公众来说,生活在一个安全的环境中是最基本的需求。
对刀具的有效管理可以提高公众的安全感,促进社会的和谐稳定。
3. 防止恐怖袭击:刀具在恐怖袭击中往往是袭击者选择的凶器之一。
通过对刀具的严格控制和管理,可以防止恐怖分子获取和使用刀具进行袭击。
二、管制刀具管理的方法和措施1. 法律法规的制定和完善:政府应制定相关法律法规,明确刀具管制的范围、原则和措施。
同时,需要加强对刀具管控法律法规的宣传,提高公众的法律意识和遵法意识。
2. 建立刀具管制部门:政府可以建立专门的刀具管制部门或委托特定机构进行刀具管理工作。
该部门负责刀具的注册、销售许可、持有人登记等工作,实行刀具的全过程管理。
3. 刀具销售许可和持有人登记:刀具销售商应取得相关销售许可,对刀具的销售对象进行严格审查,并对销售的刀具进行记录。
个人购买刀具需要提供身份证明,并在购买后进行登记备案。
4. 增加刀具的使用限制:政府可以设立刀具使用限制区域,禁止在公众场所和特定区域携带刀具。
同时,对于需要使用刀具的行业和个人,应加强相关许可和管理。
5. 加强执法力度:政府应加强对刀具管理的执法力度,对违法携带、使用刀具的行为进行严肃处理。
同时,要加强对刀具违法使用的监测和预警,及时发现并制止刀具犯罪行为的发生。
三、管制刀具管理中可能面临的挑战和解决方案1. 难以监管互联网销售刀具:随着电子商务的快速发展,刀具在互联网上的销售越来越普遍。
刀具几何形状参数对切削力的影响分析
刀具几何形状参数对切削力的影响分析引言:切削力是刀具加工过程中的重要参数,对加工质量、切削效率和刀具寿命有着重要影响。
刀具的几何形状参数是切削力大小的决定因素之一。
本文将分析刀具几何形状参数对切削力的影响,并提出一些优化措施,以提高加工效率和刀具寿命。
一、刀具几何形状参数的类型1. 刀尖几何形状参数:常见的刀尖几何形状参数包括切割角、刃倒角、刃倾斜角等。
这些参数可以影响刀具与工件间的接触情况,进而影响切削力的大小和方向。
2. 刀尖半径:刀尖半径是刀具边界上一个曲率半径,它可以影响切削力的大小和方向,一般来说,刀尖半径越大,切削力越小。
3. 刀片后角:刀片后角是指刀片后角与工件间的夹角,它可以影响切削力的大小和切屑形态。
较小的刀片后角可以减小切削力,改善切削效果。
二、刀具几何形状参数对切削力的影响1. 刀尖几何形状参数的影响:刀尖几何形状参数可以影响刀具与工件的接触情况,进而影响切削力。
例如,增加切割角可以增加刀具与工件之间的摩擦力,从而增加切削力。
而增加刃倒角可以减小刀具与工件之间的接触面积,从而减小切削力。
刃倾斜角的改变也会影响切削力的大小和方向。
2. 刀尖半径对切削力的影响:刀尖半径主要影响了刀具接触压力的分布。
较大的刀尖半径可以减小切削区域的压力,从而减小切削力。
然而,过大的刀尖半径可能导致刀具易于磨损,减少工具使用寿命。
3. 刀片后角对切削力的影响:刀片后角的改变可以影响切削力的大小,但也会对切削质量产生影响。
在一定范围内,较小的刀片后角会减小切削力,并提升切削质量;然而,过小的刀片后角可能导致切削力不稳定和切削质量下降。
三、刀具几何形状参数的优化方法1. 刀尖几何形状参数的优化:选择合适的切割角、刃倒角和刃倾斜角,可以在保证切削力不过大的前提下,提高切削效果和工具寿命。
优化刀尖几何形状参数的方法包括结构设计与材料选择等。
2. 刀尖半径的优化:根据具体加工要求,选择适当的刀尖半径,以平衡切削力与刀具寿命之间的关系。
刀刃出鞘 Blender中高级刀具工具的使用方法
刀刃出鞘:Blender中高级刀具工具的使用方法Blender是一款功能强大的三维建模软件,其提供了丰富的工具和功能,使用户能够创作出精美的三维模型。
其中,刀具工具是Blender 中常用的工具之一,它能够帮助用户更加高效地进行建模和编辑。
本文将介绍Blender中几种常见的高级刀具工具的使用方法,希望能够对Blender的用户在创作过程中有所帮助。
1. 切割工具(Knife Tool)切割工具是Blender中最基本的刀具之一,它能够帮助用户在模型上进行准确定位的切割。
在Blender中使用切割工具非常简单,只需选择切割工具(K键),然后在模型上划线即可进行切割。
用户还可以通过按住Ctrl键来进行约束切割角度或按住C键来进行可视化约束。
2. 黏贴刀具(Paste Tool)黏贴刀具可以将用户之前切割的路径应用到新的面上,从而快速地创建复杂的模型。
使用黏贴刀具,首先需要将之前切割路径保存到剪贴板中,然后选择所需的面,再通过选择黏贴刀具(Shift + K键)来将切割路径应用到选定的面上。
3. 塑形刀剪(Sculpt Knife)塑形刀剪是一种强大的刀具,它能够帮助用户在模型上进行雕刻和塑形。
用户可以通过调整塑形刀剪的强度和半径来控制刀剪的效果。
此外,用户还可以选择不同的刀剪类型(如拉锯刀、剪刀等),以实现不同的创作效果。
4. 剪贴底面(Trim Brush)剪贴底面是一种剪切和修剪模型的工具,它可以帮助用户快速地调整模型的形状和尺寸。
使用剪贴底面,用户只需选择所需的模型面,然后通过调整工具的强度和半径来进行剪切和修剪操作。
5. 确定边界(Boundaries Tool)确定边界工具是一种用于创建边界、切割和修剪模型的工具,它能够帮助用户在模型上绘制边界并将其应用于模型上的其他面。
使用确定边界工具,用户可以选择所需的面,然后通过单击边界工具按钮来创建边界。
以上是几种Blender中常见的高级刀具工具的使用方法。
刀具刃口定义
刀具刃口定义
刀具刃口,也被称为切削刃或主刀刃,是刀具的前刀面和后刀面的交线部分。
它负责执行主要的切削工作。
具体来说,切削刃口的半径是由前刀面和后刀面相交处的球面曲率来定义的。
此外,刀具上还有另一部分重要的切削区域,即副切削刃,这是由前刀面与副后刀面的交线形成的。
刀具与工件之间的相对运动,即表面成形运动,通常可以分解为主运动和进给运动。
主运动是使工件与刀具产生相对运动以进行切削的最基本的运动。
最后,值得注意的是刃口的质量对切削效果有着重要影响。
例如,如果各刃纹平行并与刃口垂直(纵刃纹),那么刀刃的锋利性和强度将达到最高;而如果在斜刃纹上出现了与之交错的刃纹(X刃纹),则其性能将较差。
PowerMILL教程--08边界
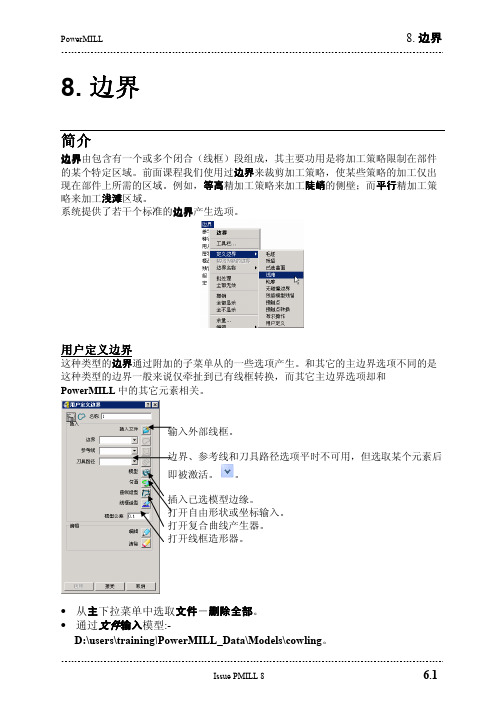
8. 边界简介边界由包含有一个或多个闭合(线框)段组成,其主要功用是将加工策略限制在部件的某个特定区域。
前面课程我们使用过边界来裁剪加工策略,使某些策略的加工仅出现在部件上所需的区域。
例如,等高精加工策略来加工陡峭的侧壁;而平行精加工策略来加工浅滩区域。
系统提供了若干个标准的边界产生选项。
用户定义边界这种类型的边界通过附加的子菜单从的一些选项产生。
和其它的主边界选项不同的是这种类型的边界一般来说仅牵扯到已有线框转换,而其它主边界选项却和PowerMILL中的其它元素相关。
输入外部线框。
边界、参考线和刀具路径选项平时不可用,但选取某个元素后即被激活。
插入已选模型边缘。
打开自由形状或坐标输入。
打开复合曲线产生器。
打开线框造形器。
•从主下拉菜单中选取文件-删除全部。
•通过文件输入模型:-D:\users\training\PowerMILL_Data\Models\cowling。
•选取定义中央型腔和圆倒角的曲面。
•在浏览器中右击边界并选取产生-用户定义,在用户定义表格中左击模型图标(上图箭头所示)。
于是绕模型中的已选部分边缘产生了一边界段。
•选取从顶部查看 (Z),关闭阴影查看但保留线框查看。
•从主下拉菜单中选取工具-捕捉过滤器,不勾取模型(这样可阻止勾画过程捕捉模型节点。
)•右击浏览器中的边界-产生边界-用户定义,随后左击表格中的勾画图标。
• 使用左鼠标键捕捉点,使用自由勾画方法产生一边界。
使用删除上一点图标可删除无效点。
使用表格中的增加点图标 ,也可使用上面表格输入X Y Z 坐标来增加点。
毛坯毛坯边界边界此边界选项绕毛坯轮廓产生一边界段。
• 将快进快进移动高度移动高度重设为安全高度。
• 使用缺省的开始点和结束点设置。
• 按方框定义毛坯,类型为模型,计算毛坯。
• 右击浏览器中的边界,从弹出菜单中选取毛坯。
于是绕毛坯的外边缘在Z0处定义了一二维边界。
已选曲面边界已选曲面边界定义了一个或多个边界段,这些段是激活刀具和已选曲面失去接触的位置。
UG术语
UG 术语[Adver]一,UG加工流程UG几何模型Manufacturing Operation刀具加工参数CLSF刀轨源文件Postprocess后处理NC Code MDFA机床数据文件MDFG *.cls *.Ptp二,UG CAM 术语1,刀具Tools2,边界Boundary3,操作Operation4,刀轨Tool Path5,后置处理Postprocess6,加工坐标系统MCS注意:1,编程原点MCS 的坐标原点2,刀轨坐标为刀具尖端中心坐标3,刀轴矢量缺省状态下是MCS坐标系的Z轴方向4,Boundary 不一定是加工面,加工面是Boundary沿某一方向之投影. Manufacture 主菜单Toolbox->操作管理刀轨管理刀具定义边界管理加工方式Point to Point 点位加工Planar Mill 平面铣Fixed Contour 固定轴曲面铣Varible Contour 变轴曲面铣Cavity Mill 型腔铣...Operation type三,加工操作管理(Operation Manager)Operation Manager 是所有加工编程的入口Toolbox Operation Manager1,管理排列工序2,选择加工方式3,工序操作4,刀轨管理已定义好的工序表对现有工序的调整选择不同加工方式新建,修改,拷贝四,刀具及边界(Tool & Boundary)ChainingTool Position : On TantoBoundary PlaneBoundary Type: Open CloseChange Name边界定义菜单:Toolbox ToolToolbox Boundary五,平面铣Planar Milling走刀方式步距控制刀具选择加工边界选择切深控制进退刀控制加工参数控制刀轨生成进给率机床动作控制加工余量一般过程:1,选择刀具Tool Select2,选择边界Boundary SelectPart Boundary 零件边界Blank Boundary 毛坯边界3,指定底面Floor4,指定走刀方式Zig-Zag , Follow…5,指定其他参数指定安全避让Aviodance指定进刀退刀方式Engage/Retract进给率Feedrate余量Stock机床控制Machine (换刀,开主轴…)…..6,生成刀轨GenerateAvoidance避让Feedrate进给率走刀方式ZigZig with contourFollowProfileStepover 步距Boundary 边界顺铣,逆铣Cavity Milling六,型腔铣Cavity MillingCavity Milling 特点是等高线走刀, 主要用于零件的粗加工.**铣型腔Boundary Geometry Select all**铣型芯Boundary Geometry选Part Geometry选Blank Geometry 毛坯体**铣铸造毛坯Cutting Blank Distance=假想有一定毛坯余量未加工Cut Level Control切深控制在作型腔铣时,可以控制切削深度,还可把深度分成几个范围(Range),然后在每个范围里定义不同的切削深度(Depth Per Cut).增加Range修改Range定义若干Range, 控制Depth Per Cut,得到需要的疏密程度.七,曲面铣Fix Counter Milling曲面轮廓铣由驱动几何体(Drive Geometry) 产生驱动点(Drive Point),驱动点通过设定的投影(Projection Vector)方向到加工面(Part Surface)上,计算出刀位点,生成刀轨. Boundary Drive 边界驱动Radial LineConcentric Arc驱动方式Point/CurveSpiral DriveSurface AreaFlow CutNon-Cutting 非切削运动控制八,后处理Postprocess1,在Operation Manager 里通过Export 生成CLSF 文件2,ToolBox CLSF 进入CSLF Manuger3,选Postprocess 进入数控后处理菜单NC Postprocessing 4, 指定机床数据文件MDFA Specify5,设置NC Output 成为File6,指定输出的NC文件名Output File7,设定单位8,后处理,生成NC 代码*.Ptp 文件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.设置刀具边界
刀具边界是Mastercam用来限制数控加工过程中刀具运行轨迹范围的界线。
通常采用一个或几个无相互干涉的封闭串连(chain)来定义刀具的切削范围,而刀具的切削范围又可以设置为在所选取封闭串连的内部(In side)、外部(Out side)或仅在封闭串连上3种情况。
限制刀具边界的设置为:在加工参数设置框的第二页即Surface parameters(曲面参数)页中的Tool containment(刀具边界设置)栏,按Select(选择),再选择刀具边界线即可(应先在绘图区绘制好要选定的刀具边界)。
2.设置干涉面
干涉面(check surfaces)是由用户在所有加工对象面中选定的、不需要进行本工序加工的面。
Mastercam软件在进行刀具路径计算时,自动按用户预先设置的预留量(stock to leave)对干涉面进行干涉检查,以保证在整个数控加工过程中对干涉面加以保护,避免发生干涉。
干涉面的设置步骤为:在加工参数设置框的Surface parameters(曲面参数)页中选择Check surfaces/solid(干涉面设置)栏,按Select(选择)选择干涉面,并在Stock to leave(设置预留量)处输入适当的预留量数值(≥0)。
预留量数值越大,则表示数控加工过程中刀具离干涉面的距离越大。
3.添加辅助面和辅助线
为了实际加工的需要,编程者自己可以创建加工对象中本来不存在的面或线。
例如:曲面轮廓采用“挖槽”开粗,当提示选取加工范围“选取串联”时,选取事先创建的大于外形轮廓的辅助封闭线。
这样会避免粗加工后在工件轮廓边缘产生毛刺。
在 Mastercam生成刀具路径时,会对这些面或线加以计算,从而可以得到边界超过毛坯轮廓的刀具轨迹。
4.通过设置加工参数实现刀具轨迹区域控制
在浅平面加工时,在加工参数设置框的“浅平面精加工参数”栏中,填入“起始倾斜角度”和“结束倾斜角度”来定义加工区域。
在陡斜面加工时,在“陡斜面精加工参数”栏中填入“起始倾斜角度”和“结束倾斜角度”来定义加工区域,也可以选中“限定深度”,然后定义加工时的最高位置和最低位置(也可以直接在图形上选取),就可以限制刀具轨迹的范围。
能针对表面要求采用最有效的加工方法,提高加工质量和加工效率。
5.对已形成的刀轨进行修剪
先在绘图区绘制一条能避免发生干涉的封闭曲线(如:当工件安装在工作台上发现原刀具轨迹与压板发生干涉时,做一个能避开工件装夹压板的封闭曲线,注意该修剪曲线是以刀具中心移动轨迹为准,应考虑刀具半径的影响),点击主菜单中的“刀具路径”,然后依次选择“下一页”→“路径修剪”,在绘图区中选取事先绘制的封闭曲线,点选“执行”,鼠标左键在刀具路径要保留的区域内点取一点,在对话框中选中“确定”。
则刀具轨迹只保留封闭曲线内或外的部分(由上步骤中选取点所在区域决定)。