刀具规格
刀具规格表
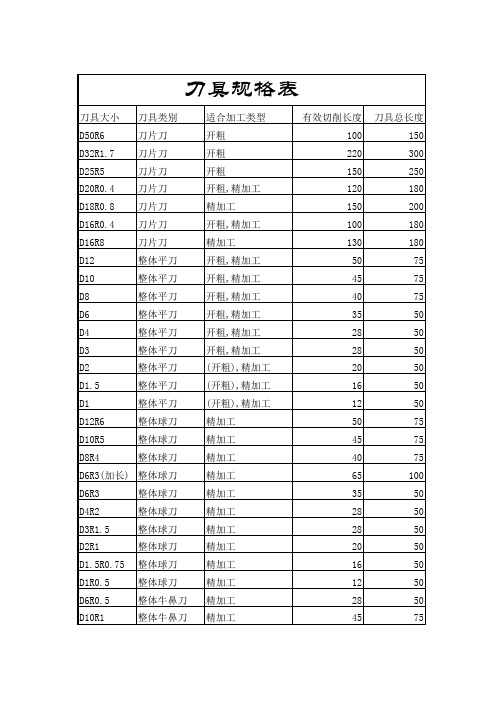
刀具大小 D50R6 D32R1.7 D25R5 D20R0.4 D18R0.8 D16R0.4 D16R8 D12 D10 D8 D6 D4 D3 D2 D1.5 D1 D12R6 D10R5 D8R4 刀具类别 刀片刀 刀片刀 刀片刀 刀片刀 刀片刀 刀片刀 刀片刀 整体平刀 整体平刀 整体平刀 整体平刀 整体平刀 整体平刀 整体平刀 整体平刀 整体平刀 整体球刀 整体球刀 整体球刀 适合加工类型 开粗 开粗 开粗 开粗,精加工 精加工 开粗,精加工 精加工 开粗,精加工 开粗,精加工 开粗,精加工 开粗,精加工 开粗,精加工 开粗,精加工 (开粗),精加工 (开粗),精加工 (开粗),精加工 精加工 精加工 精加工 精加工 精加工 精加工 精加工 精加工 精加工 精加工 精加工 精加工 有效切削长度 100 220 150 120 150 100 130 50 45 40 35 28 28 20 16 12 50 45 40 65 35 28 28 20 16 12 28 45 刀具总长度 150 300 250 180 200 180 180 75 75 75 50 50 50 50 50 50 75 75 75 100 50 50 50 50 50 50 50 75
D6R3(加长) 整体球刀 D6R3 D4R2 D3R1.5 D2R1 D1.5R0.75 D1R0.பைடு நூலகம் D6R0.5 D10R1 整体球刀 整体球刀 整体球刀 整体球刀 整体球刀 整体球刀 整体牛鼻刀 整体牛鼻刀
常见雕刻刀具使用
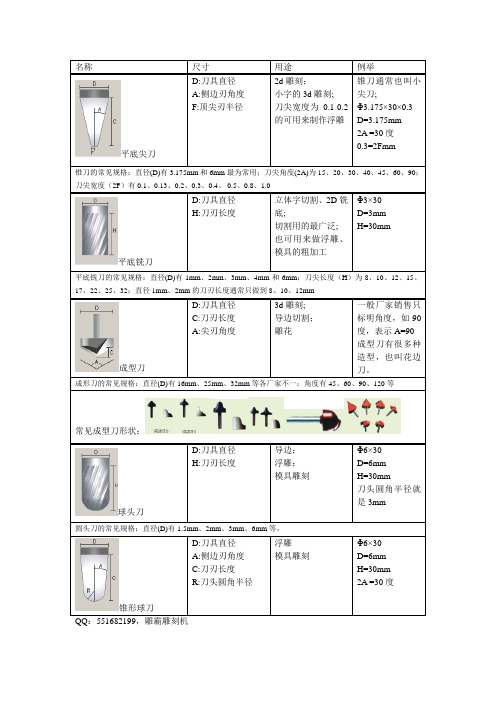
名称尺寸用途例举平底尖刀D:刀具直径A:侧边刃角度F:顶尖刃半径2d雕刻;小字的3d雕刻;刀尖宽度为0.1-0.2的可用来制作浮雕锥刀通常也叫小尖刀;Φ3.175×30×0.3D=3.175mm2A =30度0.3=2Fmm锥刀的常见规格:直径(D)有3.175mm和6mm最为常用;刀尖角度(2A)为15、20、30、40、45、60、90;刀尖宽度(2F)有0.1、0.13、0.2、0.3、0.4、 0.5、0.8、1.0平底铣刀D:刀具直径H:刀刃长度立体字切割、2D铣底;切割用的最广泛;也可用来做浮雕、模具的粗加工Φ3×30D=3mmH=30mm平底铣刀的常见规格:直径(D)有1mm、2mm、3mm、4mm和6mm;刀尖长度(H)为8、10、12、15、17、22、25、32;直径1mm、2mm的刀刃长度通常只做到8、10、12mm成型刀D:刀具直径C:刀刃长度A:尖刃角度3d雕刻;导边切割;雕花一般厂家销售只标明角度,如90度,表示A=90成型刀有很多种造型,也叫花边刀。
成形刀的常见规格:直径(D)有16mm、25mm、32mm等各厂家不一;角度有45、60、90、120等常见成型刀形状:球头刀D:刀具直径H:刀刃长度导边;浮雕;模具雕刻Φ6×30D=6mmH=30mm刀头圆角半径就是3mm圆头刀的常见规格:直径(D)有1.5mm、2mm、3mm、6mm等,锥形球刀D:刀具直径A:侧边刃角度C:刀刃长度R:刀头圆角半径浮雕模具雕刻Φ6×30D=6mmH=30mm2A =30度QQ:551682199,雕霸雕刻机。
数控刀具规格表

模胚80*80选D25R5或D16R0.8, 100*100选D30R5、D32R5或D35R5飞刀开粗。
300*300选直径大于D35R5的飞刀进行开粗,如 D50R5或 D63R6 等。
机床小则不能装大于 D50R5的刀具。
最常用的刀有: D63R6、D50R5、D35R5、D32R5、D30R5、D25R5、D20R0.8、D17R0.8、D13R0.8、D12、D10、D8、D6、R5、R4、R3、R2.5、R2、R1.5、R1 和R0.5等。
刀具大小刀具类别适合加工类型有效切削长度刀具总长度D50R6 刀片刀开粗100 150 D32R1.7 刀片刀开粗220 300 D25R5 刀片刀开粗150 250 D20R0.4 刀片刀开粗,精加工120 180 D18R0.8 刀片刀精加工150 200 D16R0.4 刀片刀开粗,精加工100 180 D16R8 刀片刀精加工130 180 D12 整体平刀开粗,精加工50 75 D10 整体平刀开粗,精加工45 75 D8 整体平刀开粗,精加工40 75 D6 整体平刀开粗,精加工35 50 D4 整体平刀开粗,精加工28 50 D3 整体平刀开粗,精加工28 50 D2 整体平刀(开粗),精加工20 50 D1.5 整体平刀(开粗),精加工16 50 D1 整体平刀(开粗),精加工12 50 D12R6 整体球刀精加工50 75 D10R5 整体球刀精加工45 75 D8R4 整体球刀精加工40 75 D6R3(加长) 整体球刀精加工65 100 D6R3 整体球刀精加工35 50 D4R2 整体球刀精加工28 50 D3R1.5 整体球刀精加工28 50 D2R1 整体球刀精加工20 50 D1.5R0.75 整体球刀精加工16 50 D1R0.5 整体球刀精加工12 50 D6R0.5 整体牛鼻刀精加工28 50 D10R1 整体牛鼻刀精加工45 75。
刀具选用参考

刀刃直径 1.2mm、1.5mm。 刀刃长度 4mm。 刀具长度 35mm。 Φ4 螺纹刀(59 号铜) 刀具用途:专用于高频模具和滴塑模具的开槽及材料去粗 加工。 使用特点:该刀强度好、刀具锋利、加工效果和加工效率 极佳。 刀具规格:刀柄直径4mm。
刀尖角度 60°、90°、120°、145°、150°。 刀尖直径 0.2mm。 刀具长度 25mm。 Φ2、Φ3.175 螺纹槽铣刀 刀具用途:用于浮雕图案和文字的开粗加工,并可进行铝、 铜等金属材料的 加工。 使用特点:刀具锋利、排屑畅顺、应用面广。 刀具规格:刀柄直径 3.175mm、4mm。 刀刃直径 2mm、3.175mm。 刀具长度 38mm(Φ3.175)、35mm(Φ4)。
刀刃长度3mm、6mm。 刀具长度38mm。
双刃直槽牛鼻刀和双刃螺纹牛鼻刀 刀具用途:用作金属 cr12、45 号钢类材料曲面和平面混 合形体的粗、精加
工。 使用特点:在加工曲面和平面的联接处有较好的加工效 果。 刀具规格:刀柄直径 3.175mm、4mm。
刀刃直径 3.175mm、4mm。 刀刃长度 3mm、5mm、7mm。 刀具长度 38mm。 圆弧半径 0.5mm。
3、Φ6 双刃直槽刀--专用于电子制具加工、倒角。
刀柄直径 6mm
刀尖角度 60°、90°、120°、
145°、 150°
Φ2、Φ3.175 螺纹槽铣刀
刀具用途:该类刀具中 Φ2 刀具用于 Cr12 材料的去粗加
工;Φ3.175 刀具用于
紫铜、黄铜材料的开槽和去粗加工。
使用特点:刀具锋利,按合理的工艺使用具有较好的耐用
性。
刀具规格:刀柄直径 3.175mm。
国标刀具规格
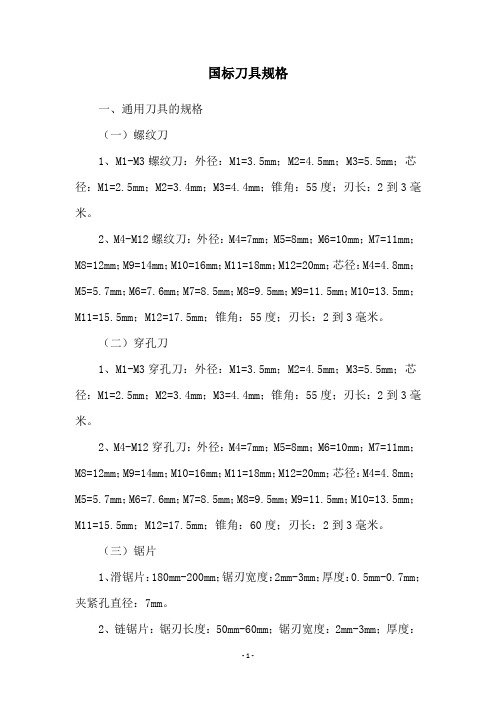
国标刀具规格一、通用刀具的规格(一)螺纹刀1、M1-M3螺纹刀:外径:M1=3.5mm;M2=4.5mm;M3=5.5mm;芯径:M1=2.5mm;M2=3.4mm;M3=4.4mm;锥角:55度;刃长:2到3毫米。
2、M4-M12螺纹刀:外径:M4=7mm;M5=8mm;M6=10mm;M7=11mm;M8=12mm;M9=14mm;M10=16mm;M11=18mm;M12=20mm;芯径:M4=4.8mm;M5=5.7mm;M6=7.6mm;M7=8.5mm;M8=9.5mm;M9=11.5mm;M10=13.5mm;M11=15.5mm;M12=17.5mm;锥角:55度;刃长:2到3毫米。
(二)穿孔刀1、M1-M3穿孔刀:外径:M1=3.5mm;M2=4.5mm;M3=5.5mm;芯径:M1=2.5mm;M2=3.4mm;M3=4.4mm;锥角:55度;刃长:2到3毫米。
2、M4-M12穿孔刀:外径:M4=7mm;M5=8mm;M6=10mm;M7=11mm;M8=12mm;M9=14mm;M10=16mm;M11=18mm;M12=20mm;芯径:M4=4.8mm;M5=5.7mm;M6=7.6mm;M7=8.5mm;M8=9.5mm;M9=11.5mm;M10=13.5mm;M11=15.5mm;M12=17.5mm;锥角:60度;刃长:2到3毫米。
(三)锯片1、滑锯片:180mm-200mm;锯刃宽度:2mm-3mm;厚度:0.5mm-0.7mm;夹紧孔直径:7mm。
2、链锯片:锯刃长度:50mm-60mm;锯刃宽度:2mm-3mm;厚度:0.5mm-0.7mm;夹紧孔直径:7mm。
(四)锯片安装座1、滑锯片:外径:14mm-20mm;内径:7mm;长度:40mm-50mm;厚度:6mm-8mm。
2、链锯片:外径:16mm-20mm;内径:7mm;长度:40mm-50mm;厚度:6mm-8mm。
CNC刀具规格表
φ6*φ16 R0.8
APMT1604PDER-M2
R0.8
RPMW1003 MO-II
R5
- 22 -
RPNX 1204MOSN
R6
EDNW-13T4TN-10
R3
EDNW-15T4TN-10
R3
- 23 -
φ2R1 φ2.5R1.25
XAC-BEM2S1.5
φ3R1.5
XAC-BEM2S2 XAC-BEM2S2.5 XAC-BEM2S3
φ4R2 φ5R2.5 φ6R3
- 16 -
XAC-BEM2S4
XAC-BEM2S5
XAC-BEM2S6
钨钢涂层平底
刀
XAC-PEM2S1
XAC-PEM2S1.5
XAC-PEM2S2
EMR-5R×35×200-C32-3T
飞刀盘 FSRM5063-4T
φ63R3
RPMW1003 MO-II AH120 螺丝:M3.5×10-T15 M4×9-T15
R10 CY250 EDNW-15T4TN-10
-2-
ASR504-22-4T
φ50R3
BAP300R-16×160-C15-2T
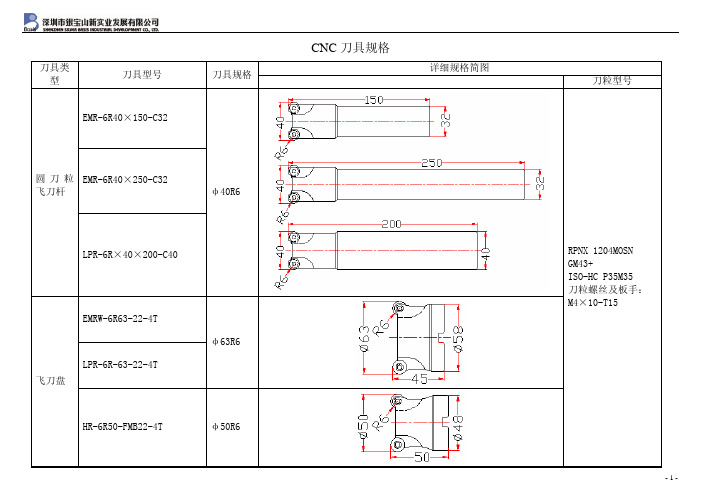
刀具类 型
刀具型号
EMR-6R40×150-C32
刀具规格
圆 刀 粒 EMR-6R40×250-C32 飞刀杆
φ40R6
LPR-6R×40×200-C40
EMRW-6R63-22-4T
LPR-6R-63-22-4T 飞刀盘
HR-6R50-FMB22-4T
φ63R6 φ50R6
CNC 刀具规格
详细规格简图
TDL22.7-250L
粗镗刀
CNC常用刀具种类规格标准

刀盘:SKS-4050R-08-22 42 刀粒:WDMW080520ZTP-
JC8025
φ50R3
R3飞刀盘
φ63R3×50(总长)×60(柄径)
φ50R3×50(总长)×47(柄径)
刀盘:SKS-4063R-10-22 43 刀粒:WDMW10X620ZTP-
JC8015
φ63R3
φ63R3×50(总长)×60(柄径)
10 TAP400R-25*25柄*250L
φ25R0.8×14(刃长)×200(总长)×24(柄径) φ25R0.8×14(刃长)×250(总长)×25(柄径)
11 TAP400R-25*25柄*300L
R0.8飞刀把 φ25R0.8×14(刃长)×300(总长)×25(柄径)
12 TAP400R-32*32柄*160L
21 EMR-C25-5R-25*150L 22 EMR-C25-5R-25*200L 24 EMR-C25-5R-30*160L
φ25R5 φ30R5
φ25R5×150(总长)×25(柄径)
R5飞刀把
φ25R5×200(总长)×25(柄径) φ30R5×160(总长)×25(柄径)
25 EMR-C25-5R-30*200L φ30R5
φ63R3
φ50R3×50(总长)×47(柄径) R3飞刀盘
φ63R3×50(总长)×60(柄径)
52 TBP-8R-20-200 53 TBP-10R-20-140 55 TBP-10R-20-200
φ16R8
φ16R8×95(颈长)×200(总长)×20(柄径)
φ20R10
球头刀杆
φ20R10×140(总长)×20(柄径) φ20R10×200(总长)×20(柄径)
通用刀具明细

通用刀具明细
一、钻柄类:
1、BT40-APU16-130 一体式钻夹头范围:¢1- ¢16
2、BT40-MTA2-45 锥柄钻头夹具莫氏2#
BT40-MTA3-75 锥柄钻头夹具莫氏3# 可以装莫氏钻头、铰刀等
BT40-MTA4-90 锥柄钻头夹具莫氏4#
二、镗刀柄:
1、MAS403BT40-NBH2084 精镗刀镗孔范围:¢8- ¢200 (含配套刀杆)
2、BT40-BSB38-165 粗镗刀镗孔范围:¢38- ¢70
BT40-BSB62-165 粗镗刀镗孔范围:¢62- ¢115
BT40-BSB90-165 粗镗刀镗孔范围:¢90- ¢150
三、盘铣刀柄:
1、BAP400R-50-22-4T 带BT40刀柄(配刀片)
2、SE-545-06-50.8 带BT40刀柄(配刀片)
此刀盘可精加工平面,光洁度能达到1.6,适用高速切削。
还可以做为型面的粗加
工刀具适用。
四、强力刀柄:
1、BT40-C20-105 夹套根据刀具配(建议使用刀具范围¢6- ¢25)
此刀柄可配圆鼻刀、直角台肩铣刀、直柄钻头、直柄立铣刀、铰刀等刀具。
五、寻边器:
1、HME-420
六、锁刀座:
1、BT40-S40
【以上刀具参照德耐斯克刀具手册编制,刀柄采用BT40刀柄,拉钉有45度和60度两种,根据说明书上的规格配。
其使用范围基本能满足普通加工使用要求。
】。
麻花钻刃长的的标准规格

麻花钻刃长的的标准规格
麻花钻刃是一种常见的工业刀具,具有锋利的锥形头和螺旋纹路,
适用于钻孔和切削材料。
而麻花钻刃的规格有着一定的标准,下面是
具体的介绍。
1. 刀片长度:麻花钻刃的刀片通常有短、中、长三种长度,一般范围
在6-50mm之间。
短刀片适用于浅孔加工,而长刀片则可以用于深孔加工。
2. 刃径:麻花钻刃的刃径根据不同的使用要求可从0.1mm-100mm以上,通常使用直径为3-20mm的刃径比较多,也有针对特殊材料切削的麻花钻刃的刃径更加大。
3. 刃数:根据不同的使用要求和机器类型,麻花钻刃的刃数有1-6个不等。
刃数越多,在加工时能够更快速地将材料切割。
4. 材质:麻花钻刃材质的选择也很重要。
常用的材质有高速钢、硬质
合金、陶瓷等,不同的材质可用于不同的材料切割。
5. 接口形式:麻花钻刃的接口形式包括直柄、螺纹柄、内冷却柄等形式。
直柄适用于手动钻床等机器,而螺纹柄则一般用于数控机床。
6. 表面处理:除了基本的规格之外,表面处理也是麻花钻刃的一个重
要方面。
表面处理方式包括黑色氧化、氮化、镀金属等,不同的表面
处理方式可以提高刀片的硬度和耐磨性。
总的来说,麻花钻刃的规格因机型而异,根据工作场合、材料、深度等因素选择合适的规格是保证加工质量和生产效率的关键。
刀具参数

E21R0.8 2200 2000 160 0.4
E17R0.8 2500 2000 160/200 0.3
E40R0.8 1500 2000 200/300 0.7 (柄32、头长50)
E32R0.8 2000 2000 150 0.6
E20R4 2200 2000 150/160/200 0.4
E16R4 2500 2000 150 0.25 (柄15)
E80R8 Βιβλιοθήκη D16 E63R6 D12
E50R5 D10
E40R6 D8
E35R5 D8
E32R6 D6
E30R5 D6
E26R0.8 D5
六.刀具命名:
圆鼻刀 E直径R角
球刀 B直径
筒夹:ER11/ER16/ER20/ER25/ER32/ER40
长度:100/120/150/180/200
八.刀具圆角过度参数
直径 圆角半径 最小半径
Φ50以上 4 3
Φ50~Φ35 3 2
D10 3000 2000 60(75) 75(100) 0.25
D8 3500 2000 45(60) 75(100) 0.2
B16 2500 2000 150 0.2 2 0.35 (单片)
B12 2800 2000 150 0.15 1.5 0.3
D20 2000 2000 70(100) 0.35
D16 2000 2000 70(100) 0.3
D12 2500 2000 60(75) 75(100) 0.25
ER32 50 φ2~φ20mm 100 63
刀具规格的字母解释
刀具规格的字母解释在机械加工领域,刀具是不可或缺的工具之一。
刀具的规格是制定加工方案和选择合适的刀具的重要依据。
但是,对于初学者或者非专业人士来说,刀具规格中的字母缩写可能会让人感到困惑。
因此,本文将为大家详细解释刀具规格中的字母缩写。
ISO标准ISO是国际标准化组织(International Organization for Standardization)的缩写。
ISO制定了许多标准,其中包括刀具规格的标准。
ISO标准中使用的字母缩写如下:1. ISO P:钢材切削ISO P系列刀具适用于钢材的切削加工,包括普通碳钢、合金钢、不锈钢等。
ISO P系列刀具具有高硬度、高耐磨性、高切削速度等特点。
ISO P系列刀具的切削角度为90度。
2. ISO M:不锈钢切削ISO M系列刀具适用于不锈钢的切削加工,具有高速切削、高耐磨性等特点。
ISO M系列刀具的切削角度为90度。
3. ISO K:铸铁切削ISO K系列刀具适用于铸铁的切削加工,具有高耐磨性、高切削速度等特点。
ISO K系列刀具的切削角度为90度。
4. ISO N:非铁金属切削ISO N系列刀具适用于非铁金属的切削加工,包括铝合金、铜合金等。
ISO N系列刀具具有高切削速度、高精度等特点。
ISO N系列刀具的切削角度为90度。
5. ISO S:不锈钢和热硬钢切削ISO S系列刀具适用于不锈钢和热硬钢的切削加工,具有高硬度、高耐磨性等特点。
ISO S系列刀具的切削角度为90度。
6. ISO H:硬质合金切削ISO H系列刀具适用于硬质合金的切削加工,具有高硬度、高耐磨性等特点。
ISO H系列刀具的切削角度为120度。
7. ISO T:螺纹切削ISO T系列刀具适用于螺纹的切削加工,包括内螺纹和外螺纹。
ISO T系列刀具的切削角度为60度。
8. ISO C:中心钻和钻孔切削ISO C系列刀具适用于中心钻和钻孔的切削加工。
ISO C系列刀具的切削角度为120度。
刀具型号及规格

HT-007 13*29*12.8 HT-008 13*32*60 HT-009 15*22.5*60 33*15*12.8 33*13*12.8 XT-21 21*32*63 XT-11.2*32*60 HT-011 13*17*32*60 HT-010 15*31*60 HT-012 23.5*38*180 HT-013 13*19*32 TH-014 15*29.6*12 HT-015 16*29*60 HT-016 15*36*60 HT-017 13*22*60 HT-018 13.5*31*60 HT-019 13.5*34*60 HT-020 15*31*12.8 HT-021 13*32*60 HT-022 14*32*60 HT-023 13.5*32*12.8 HT-024 21*32*60 HT-025 13*29*60 HT-026 19*37 HT-027 14*34*60 HT-028 17*29*60
49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69刀杆 R3内径刀杆 R4霸王刀杆 R4霸王刀杆 R3沟槽刀杆 R1.2 R4 外圆刀杆 外圆刀杆 R1.0铣刀 R1.2重度挤压 ø50加长镗孔刀座
TC50-115A-GIDA80-43.5-380L TC50-110A-GIDA80-43.6-380L D50-110A-H43-380L TC50-119A-GIDA80-28H-380L TC20-89A-GIPA60-33H-380L D50-119A-380L D50-110A-380L D50-112A-H40-380L D50-117A-H40-380L GHIUR50-112A-8-400L GHIUR50-89A-6-400L
常用刀具直径

常用刀具直径(公制)平刀:0.5、1、 2 、3、4、5、6、8、10、12、16、20、¢25、¢28平飞刀:¢6R1、¢8R0.5、¢10R0.5、¢12R0.8、¢16R0.8、¢20R1.0、¢20R0.8 圆鼻头刀:¢25R5、¢30R5、¢30R6¢35R6、¢35R0.8 300 ¢50R6 200毫米¢63R6、¢32R8 长210(150毫米、350毫米、400毫米)球刀:¢1R0.5、¢2R1、¢3R1.5、¢4R2、¢5R2.5、¢6R3、¢8R4、¢10R5、¢12R6、¢20R10、¢25R12.5、¢2.5R1.25球飞刀:¢10R5(常用于精加工)¢12R6 ¢18R8 ¢20R10斜度刀:3×1/2°3×1°3×3/2°3×2°3×3°3×5°刀刃17左右长¢6×1/2°¢6×1°¢6×3/2°¢6×2°¢6×3°¢6×5°(刃27长)¢8×1/2°¢8×1°¢8×3/2°¢8×2°¢8×3°¢8×5°(刃36长)¢10×1/2°¢10×1°¢10×3/2°¢10×2°¢10×3°¢10×5°英制刀具直径规格1/8→3.175mm 1/4→6.35mm 3/16→4.7625mm5/16→7.9375mm 3/8→9.525mm 1/2→12.7mm5/8→15.875mm 3/4→19.05mm 1 →25.4mm刃长60mm 刃长80注: 1英寸=25.4mm铜每刀进给量(步距)粗加工精加工R2 0.1~0.3 0.03~0.15R3 0.15~0.35 0.05~0.18R4 0.2~0.5 0.06~0.20R5 0.25~0.6 0.08~0.25R6 0.30 ~0.8 0.10~0.30R8 0.50 ~1.0 0.12~0.35R5 (飞刀) 0.25~0.6 0.08~0.25R8(飞刀)0.50 ~1.0 0.12~0.3530R5(飞刀) 0.4~1.0 (光铁)数控铣床刀具(数控加工中心刀具)一、按直径分类①公制(mm)刀常用直径为:0.5、1 、1.5 、2 、2.5、3 、4 、5 、6、8 、10 、12 、16 、20、25、28 、30 、32 、35、40、50 、63②英制(INCh)刀常用直径为:1/8、1/4、1/2、3/16、5/16、3/8、5/8、3/4、1、1.5 、2二、按刀具材料分类(1)高速工具钢刀具最常见刀具,价格便宜,购买方便但易磨损,损耗较大。
刀具规格的字母解释
刀具规格的字母解释
刀具规格的字母解释如下:
(1)第一个字母一般表示数控刀具的形状,常用的通常有H、O、P、S、T、C、D和E,分别是正六角形、正八角形、正五角形、正方形、菱形80度顶角、菱形55度顶角和菱形75度顶角。
(2)第2个字母很显然是表示刀具后角角度,常用的字母通常为A、B、C、D、E、F、G、O,A表示后角角度为3°,B为5°,C为7°,D为15°,E为20°,F为25°,G为30°,N为0°,P 为11°,O表示其他后角角度。
(3)第3个字母表示刀具精度等级,最常用的是M级与G 级,一般粗加工及半精加工精加工刀具都是M级,精密加工用刀具以及超硬刀具一般都是G级。
(4)第4个字母表示刀具的前刃面及中心孔型(槽和孔)。
刀具规格
名称:四面刨刀、立轴机平刀、槽刀
一.内孔d:∮25.4、∮30、∮35,∮40 mm(根据客户特殊要求定制)
二.外径D:常规60mm-250mm(依据客户要求定制)
三.高度H:3-200mm
四.齿数T:4-36齿(平刀常规4齿、6齿;槽刀常规6齿以上)
五.材质:刀体,采用45#钢材;
刀片,采用台湾产硬质合金和卢森进口硬质合金;
针对客户的不同需要,提供不同品质的合金。
*槽刀:主要用于加工槽口,开槽,修边;
*平刀:主要用于加工表面,切削光滑木头表面;
*左右斜齿槽刀:主要用于槽位,相对普通槽刀而言锋利多更高,可以达到锯片加工的效果。
*斜齿平刀:主要用于加工表面,用法与普通平口刀相同,斜齿平口刀刃口带有角度,减少加工过程中的阻力,使刀具的切削更显轻松。
以上刀具齿数越多越锋利,加工物表面光洁度越高。
我公司将会根据贵公司切削的材质而推荐相应的国产高品质硬质合金、台湾优质合金、进口卢森堡硬质合金。
生产采用进口合金,锋利度、耐磨性均可达到国产合金的几倍,加性价比极高,欢迎客户试用!。
圆口刀1-5号刀规格简答题
圆口刀1-5号刀规格简答题
圆口刀1-5号刀是根据刀具规格的大小分类的,其中1号是最
小的,5号是最大的。
这些号码一般用来表示刀具的刀杆长度
和刀口宽度。
具体来说,1号刀是最小的,刀杆长度一般为3-4英寸,刀口
宽度约为1/32英寸。
2号刀的刀杆长度为4-5英寸,刀口宽度
约为1/16英寸。
3号刀的刀杆长度为5-6英寸,刀口宽度约为
1/8英寸。
4号刀的刀杆长度为6-7英寸,刀口宽度约为1/4英寸。
5号刀是最大的,刀杆长度为7-8英寸,刀口宽度约为
3/8英寸。
这些不同规格的圆口刀主要用于不同的用途和材料。
较小的1
号和2号刀一般用于细致雕刻和精细工作,如刻字、雕花等。
3号和4号刀则适合用于中等大小的雕刻和雕塑工作,如制作
小雕像、木材雕刻等。
而5号刀则适用于较大尺寸的雕塑或需要较大力量的工作,如石材雕刻等。
总之,圆口刀1-5号的规格大小适用于不同的雕刻和切割需求,选择适合的刀具规格可以提高工作效率和刀具的使用寿命。