刀具型号尺寸对照表
刀具规格表
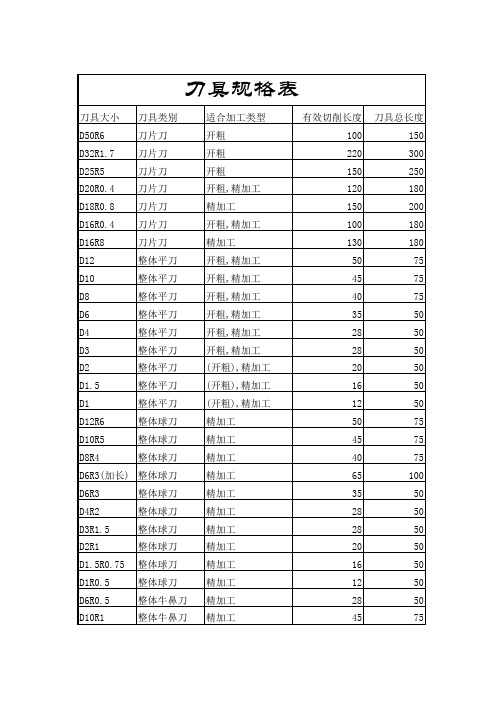
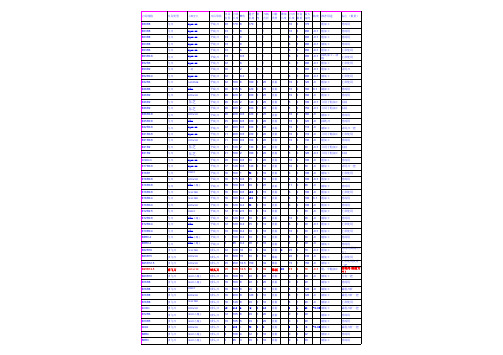
刀具大小 D50R6 D32R1.7 D25R5 D20R0.4 D18R0.8 D16R0.4 D16R8 D12 D10 D8 D6 D4 D3 D2 D1.5 D1 D12R6 D10R5 D8R4 刀具类别 刀片刀 刀片刀 刀片刀 刀片刀 刀片刀 刀片刀 刀片刀 整体平刀 整体平刀 整体平刀 整体平刀 整体平刀 整体平刀 整体平刀 整体平刀 整体平刀 整体球刀 整体球刀 整体球刀 适合加工类型 开粗 开粗 开粗 开粗,精加工 精加工 开粗,精加工 精加工 开粗,精加工 开粗,精加工 开粗,精加工 开粗,精加工 开粗,精加工 开粗,精加工 (开粗),精加工 (开粗),精加工 (开粗),精加工 精加工 精加工 精加工 精加工 精加工 精加工 精加工 精加工 精加工 精加工 精加工 精加工 有效切削长度 100 220 150 120 150 100 130 50 45 40 35 28 28 20 16 12 50 45 40 65 35 28 28 20 16 12 28 45 刀具总长度 150 300 250 180 200 180 180 75 75 75 50 50 50 50 50 50 75 75 75 100 50 50 50 50 50 50 50 75
D6R3(加长) 整体球刀 D6R3 D4R2 D3R1.5 D2R1 D1.5R0.75 D1R0.பைடு நூலகம் D6R0.5 D10R1 整体球刀 整体球刀 整体球刀 整体球刀 整体球刀 整体球刀 整体牛鼻刀 整体牛鼻刀
数控刀具规格表

模胚80*80选D25R5或D16R0.8, 100*100选D30R5、D32R5或D35R5飞刀开粗。
300*300选直径大于D35R5的飞刀进行开粗,如 D50R5或 D63R6 等。
机床小则不能装大于 D50R5的刀具。
最常用的刀有: D63R6、D50R5、D35R5、D32R5、D30R5、D25R5、D20R0.8、D17R0.8、D13R0.8、D12、D10、D8、D6、R5、R4、R3、R2.5、R2、R1.5、R1 和R0.5等。
刀具大小刀具类别适合加工类型有效切削长度刀具总长度D50R6 刀片刀开粗100 150 D32R1.7 刀片刀开粗220 300 D25R5 刀片刀开粗150 250 D20R0.4 刀片刀开粗,精加工120 180 D18R0.8 刀片刀精加工150 200 D16R0.4 刀片刀开粗,精加工100 180 D16R8 刀片刀精加工130 180 D12 整体平刀开粗,精加工50 75 D10 整体平刀开粗,精加工45 75 D8 整体平刀开粗,精加工40 75 D6 整体平刀开粗,精加工35 50 D4 整体平刀开粗,精加工28 50 D3 整体平刀开粗,精加工28 50 D2 整体平刀(开粗),精加工20 50 D1.5 整体平刀(开粗),精加工16 50 D1 整体平刀(开粗),精加工12 50 D12R6 整体球刀精加工50 75 D10R5 整体球刀精加工45 75 D8R4 整体球刀精加工40 75 D6R3(加长) 整体球刀精加工65 100 D6R3 整体球刀精加工35 50 D4R2 整体球刀精加工28 50 D3R1.5 整体球刀精加工28 50 D2R1 整体球刀精加工20 50 D1.5R0.75 整体球刀精加工16 50 D1R0.5 整体球刀精加工12 50 D6R0.5 整体牛鼻刀精加工28 50 D10R1 整体牛鼻刀精加工45 75。
铣刀直径长度规格对照表【免费下载】
50
75
200
4
刀具的变形量与刀具直径是4次方的关系,同样长度的刀具,当刀具直径减少一倍,其变形量将会增大4倍。而铣刀作为数控加工中广泛应用的切削工具,铣刀直径长度有哪些规格型号呢?
铣刀直径长度规格对照表如下:
直柄立铣刀
规格
刃部长度
全长
规格
刃部长度
全长
2
7
40
1/8
3/8
2—5/16
3
8
40
3/16
1/2
2—5/16
4
11
43
1/4
5/8
2—7/16
5
12
47
5/16
3/4
2—1/2
6
13
57
3/8
3/4
2—1/2
8
19
63
7/16
1
2—11/16
10
22
72
1/2
1—1/4
3—1/4
12
26
82
9/16
1—3/8
3—3/8
14
26
82
5/8
1—5/8
3—3/4
16
32
90
11/16
1—5/8
3—3/4
18
32
90
7/8
1—7/8
4—1/8
20
38
100
1
2
4—1/2
产品名称
产品规格
产品材料
锯片铣刀
Ф60—Ф200
高速工具钢
切口铣刀
Ф40—Ф80
高速工具钢
直齿三面刃铣刀
Ф50—Ф130
国标刀具规格
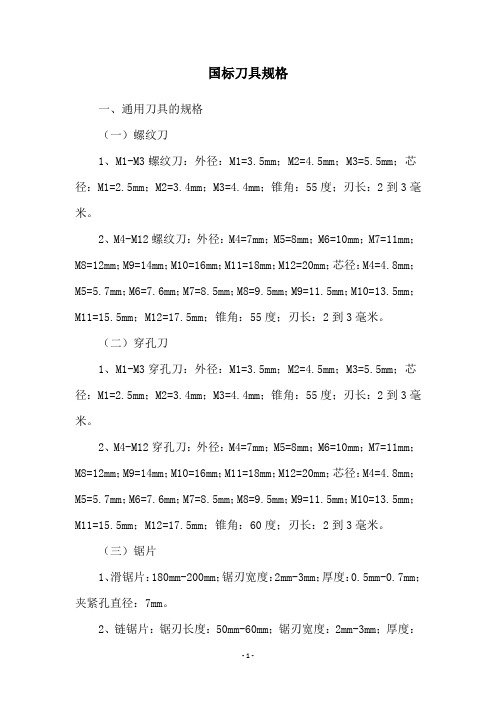
国标刀具规格一、通用刀具的规格(一)螺纹刀1、M1-M3螺纹刀:外径:M1=3.5mm;M2=4.5mm;M3=5.5mm;芯径:M1=2.5mm;M2=3.4mm;M3=4.4mm;锥角:55度;刃长:2到3毫米。
2、M4-M12螺纹刀:外径:M4=7mm;M5=8mm;M6=10mm;M7=11mm;M8=12mm;M9=14mm;M10=16mm;M11=18mm;M12=20mm;芯径:M4=4.8mm;M5=5.7mm;M6=7.6mm;M7=8.5mm;M8=9.5mm;M9=11.5mm;M10=13.5mm;M11=15.5mm;M12=17.5mm;锥角:55度;刃长:2到3毫米。
(二)穿孔刀1、M1-M3穿孔刀:外径:M1=3.5mm;M2=4.5mm;M3=5.5mm;芯径:M1=2.5mm;M2=3.4mm;M3=4.4mm;锥角:55度;刃长:2到3毫米。
2、M4-M12穿孔刀:外径:M4=7mm;M5=8mm;M6=10mm;M7=11mm;M8=12mm;M9=14mm;M10=16mm;M11=18mm;M12=20mm;芯径:M4=4.8mm;M5=5.7mm;M6=7.6mm;M7=8.5mm;M8=9.5mm;M9=11.5mm;M10=13.5mm;M11=15.5mm;M12=17.5mm;锥角:60度;刃长:2到3毫米。
(三)锯片1、滑锯片:180mm-200mm;锯刃宽度:2mm-3mm;厚度:0.5mm-0.7mm;夹紧孔直径:7mm。
2、链锯片:锯刃长度:50mm-60mm;锯刃宽度:2mm-3mm;厚度:0.5mm-0.7mm;夹紧孔直径:7mm。
(四)锯片安装座1、滑锯片:外径:14mm-20mm;内径:7mm;长度:40mm-50mm;厚度:6mm-8mm。
2、链锯片:外径:16mm-20mm;内径:7mm;长度:40mm-50mm;厚度:6mm-8mm。
刀具型号及规格

101 102 103 104 105 106 107 108 109 110 111
螺栓孔钻头 螺栓孔钻头 螺栓孔钻头 螺栓孔钻头 铆钉钻 强力钻 气孔钻 气孔钻 气孔钻 气孔钻 导头钻
HT-029 14*32*12.8 HT-030 19*32 HT-031 18.5*40 HT-032 13*29.5*60
沟槽刀杆 R4沟槽刀杆 4沟槽刀杆 沟槽刀杆 沟槽刀杆 R4沟槽刀 R4沟槽刀 R4沟槽刀 R4沟槽刀 R4沟槽刀 R3沟槽刀
TC50-130A-V3.0-400L TC32-93A-V1.2R-250L-DD TC32-130A-V1.2R-250L-DD D50-130A-V3.0R-400L TC50-117A-V3.0R-400L KJ50-117A-V3.0R-350L
序号品名规格双刃刀pcd中度挤压刀vcg7160412pcd1011毛刺刀片12131415161718192021222324a32svucr16r3正手刀片r3反手刀杆r3菱型刀片r3霸王刀片r4霸王刀片r25挤压刀r25普通亮面刀r25精车刀r08菱型刀片r3反手刀片r3正手整体刀r3金刚石反手刀r2反手刀片r3挤压精车刀片r4挤压精车刀片r3金刚石刀片r3金刚石刀片r4金刚石刀片r08金刚石刀片r12金刚石刀片r12cap刀杆25毛刺刀手柄26金属手柄272829303132tc50130av30400l33tc3293av12r250ldd34tc32130av12r250ldd35d50130av30r400l36tc50117av30r400l37kj50117av30r350l38沟槽刀杆tc50115agida80435380l39tc50110agida80436380l40d50110ah43380l41沟槽刀杆tc50119agida8028h380l42沟槽刀杆tc2089agipa6033h380l43d50119a380l44d50110a380l45d50112ah40380l46d50117ah40380l47ghiur50112a8400l48ghiur5089a6400l49d50130a400l50d50117a400l51tcghiur5015a8350l52d5015a8400lr12菱型刀片r3反手刀r2正手刀片r25挤压刀杆r12刀杆r4沟槽刀杆4沟槽刀杆r4沟槽刀r4沟槽刀r4沟槽刀r4沟槽刀r4沟槽刀r3沟槽刀r3内径刀杆r3内径刀杆r4霸王刀杆r4霸王刀杆53d5090a380l54svjcr2525m1655ghdr2525856575859螺栓孔钻头15376060螺栓孔钻头1531256061螺栓孔钻头143462螺栓孔钻头135312512863螺栓孔钻头1353112864螺栓孔钻头135315256065螺栓孔钻头311512866螺栓孔钻头xt12193267螺栓孔钻头153186068螺栓孔钻头xt193269螺栓孔钻头ht00117356070螺栓孔钻头ht00215326071螺栓孔钻头ht003153212872螺栓孔钻头ht004143112873螺栓孔钻头ht00515296074螺栓孔钻头ht00615346075螺栓孔钻头ht00
刀具规格表

D18R0.8 刀片刀 精加工 150 200
D16R0.4 刀片刀 开粗,精加工 100 180
D16R8 刀片刀 精加工 130 180
D12 整体 75
D8 整体平刀 开粗,精加工 40 75
D6 整体平刀 开粗,精加工 35 50
D4 整体平刀 开粗,精加工 28 50
D3 整体平刀 开粗,精加工 28 50
D2 整体平刀 (开粗),精加工 20 50
D1.5 整体平刀 (开粗),精加工 16 50
D1 整体平刀 (开粗),精加工 12 50
D12R6 整体球刀 精加工 50 75
D10R5 整体球刀 精加工 45 75
D8R4 整体球刀 精加工 40 75
D6R3(加长) 整体球刀 <精加工>65 100
D6R0.5 整体牛鼻刀 精加工 28 50
D10R1 整体牛鼻刀 精加工 45 75
刀具大小 刀具种别 适合加工类型 有效切削长度 刀具总长度
D50R6 刀片刀 开粗 100 150
D32R1.7 刀片刀 开粗 220 300
D25R5 刀片刀 开粗 150 250
D6R3 整体球刀 精加工 35 50
D4R2 整体球刀 精加工 28 50
D3R1.5 整体球刀 精加工 28 50
D2R1 整体球刀 精加工 20 50
D1.5R0.75 整体球刀 <精加工>16 50
D1R0.5 整体球刀 精加工 12 50
刀片参数详解

刀片参数详解品牌: 瑞士LAMINA型号: RDMT10T3MO品名:瑞士LAMINA 数控刀片型号:RDMT10T3MO-LT30形状:圆形后角:15度精度:M 级槽型:单面槽有无孔:有孔形状:圆柱孔+单面倒角40°-60°厚度:3.97mm 内接圆直径:10mm 刀片直径尺寸:公制刀尖高度允差:±0.08-±0.18内接圆允差:±0.05--±0.15厚度允差:±0.13刀片形状对照表如下:正六角形(H ) 正八角形(O)正五角形(P)正方形(S)正三角形(T)菱形顶角80°(C)菱形顶角55° ( D ) 菱形顶角75°(E)菱形顶角50°(F)菱形顶角86°(M)菱形顶角35°(V)等边不等角六角形(W)长方形(L)平行四边形顶角85°(A)平行四边形顶角82°(B)平行四边形顶角55°(K)圆形(R)后角代号对照表如下:A:后角3° B: 后角5° C:后角7° D:后角15° E:后角20° F:后角25°F:后角25° G:后角30° N:后角0° P:后角11° O:其他后角精度代号对照表如下:代号:刀尖高度允差m(mm)内接圆允差ΦD1(mm)厚度允差S1(mm){ A } ±0.005 ±0.025 ±0.025 { F } ±0.005 ±0.013 ±0.025 { C } ±0.013 ±0.025 ±0.025 { H } ±0.013 ±0.013 ±0.025 {E } ±0.025 ±0.025 ±0.025 { G } ±0.025 ±0.025 ±0.13 { J } ±0.005 ±0.05-±0.15 ±0.025 { K } ±0.013 ±0.05-±0.15 ±0.025 { L } ±0.025 ±0.05-±0.15 ±0.025 { M } ±0.08-±0.18 ±0.05-±0.15 ±0.13 { N } ±0.08-±0.18 ±0.05-±0.15 ±0.025 { U } ±0.13-±0.38 ±0.08-±0.25 ±0.13刀尖高度允差对照表如下:[内接圆][正三角形][正方形] [菱形80度][菱形55度] [菱形35度][ 圆形]Φ6.35 ±0.08 ±0.08 ±0.08 ±0.11 ±0.16 —Φ9.525 ±0.08 ±0.08 ±0.08 ±0.11 ± 0.16 —Φ12.7 ±0.13 ±0.13 ±0.13 ±0.15 ——Φ15.875 ±0.15 ±0.15 ±0.15 ±0.18 ——Φ19.05 ±0.15 ±0.15 ±0.15 ±0.18 ——Φ25.4 ——±0.18 ————————Φ31.75 ——±0.20 ————————内接圆允差对照表如下:[内接圆] [正三角形][正方形] [菱形80度][菱形55度] [菱形35度][ 圆形]Φ6.35 ±0.05 ±0.05 ±0.05 ±0.05 ±0.05 ——Φ9.525 ±0.05 ±0.05 ±0.05 ±0.05 ±0.05 ±0.05Φ12.7 ±0.08 ±0.08 ±0.08 ±0.08 ——±0.08Φ15.875 ±0.10 ±0.10 ±0.10 ±0.10 ——±0.10Φ19.05 ±0.10 ±0.10 ±0.10 ±0.10 ——±0.10Φ25.4 ——±0.13 ——————±0.13 Φ31.75 ——±0.15 ——————±0.15槽孔代号对照表如下:{ W }: 有无孔:有孔的形状:圆柱孔+单面倒角40° -60° 有无断屑槽:无{ T }: 有无孔:有孔的形状:圆柱孔+单面倒角40° -60° 有无断屑槽:单面槽{ Q }: 有无孔:有孔的形状:圆柱孔+双面倒角40° -60° 有无断屑槽:无{ U }: 有无孔:有孔的形状:圆柱孔+双面倒角40° -60° 有无断屑槽:双面槽{ B }: 有无孔:有孔的形状:圆柱孔+单面倒角70° -90° 有无断屑槽:无{ H }: 有无孔:有孔的形状:圆柱孔+单面倒角70° -90° 有无断屑槽:单面槽{ C }: 有无孔:有孔的形状:圆柱孔+双面倒角70° -90° 有无断屑槽:无{ J }: 有无孔:有孔的形状:圆柱孔+双面倒角70° -90° 有无断屑槽:双面槽{ A }: 有无孔:有孔的形状:圆柱孔有无断屑槽:无{ M }: 有无孔:有孔的形状:圆柱孔有无断屑槽:单面槽{ G }: 有无孔:有孔的形状:圆柱孔有无断屑槽:双面槽{ N }: 有无孔:无孔的形状:无孔有无断屑槽:无{ R }: 有无孔:无孔的形状:无孔有无断屑槽:单面槽{ F }: 有无孔:无孔的形状:无孔有无断屑槽:双面槽{ X }: 特殊切削刃长度代号和内接圆代号对照表如下:内接圆(mm)R型 W型 V型D型C型S型T型3.97mm —— 02 —— 04 03 03 064.76mm —— L3 08 05 04 04 085.56mm —— 03 09 06 05 05 096.00mm 06 ————————————6.35mm —— 04 11 07 06 06 117.94mm —— 05 13 09 08 07 138.00mm 08 ————————————9.525mm 09 06 16 11 09 09 1610.00mm 10 ————————————12.00mm 12 ————————————12.70mm 12 08 22 15 12 12 2215.875mm 15 10 —— 19 16 15 2716.00mm 16 ————————————19.05mm 19 13 —— 23 19 19 3320.00mm 20 ————————————22.225mm ——————27 22 22 38 25.00mm 25 ————————————25.40mm 25 ———— 31 25 25 4431.75mm 31 ———— 38 32 31 5432.00mm ——————————————厚度代号对照表如下:代号S1:1.39mm 代号01:1.59mm 代号T0:1.79mm代号02:2.38mm 代号T2:2.78mm 代号03:3.18mm代号T3:3.97mm 代号04:4.76mm 代号06:6.35mm代号07:7.94mm 代号09:9.52mm刀尖圆弧代号对照表如下:代号:刀尖圆弧半径(mm)00:无圆角 V3:0.03mm V5:0.05mm 01:0.1mm 02: 0.2mm 04:0.4mm 08: 0.8mm 12: 1.2mm 16: 1.6mm 20: 2.0mm 24:2.4mm 28: 2.8mm 32: 3.2mm刃口处理代号对照表如下:代号F: 尖锐刀刃代号E:倒圆刀刃代号T:倒棱刀刃代号S:双重处理刀刃切削方向代号对照表如下:代号R: 右手代号L:左手代号N: 左右手。
刀片刀杆对照表
刀具内部简称
号 型号 刀具名称 刀具编号
1
S20RSCKCR09(
正)
内孔刀杆 001
内孔刀杆 001-CR09
S16QSCLCR09 (正)
内孔刀杆 内孔刀杆 002 002-CR09
2
S20RMTFNR16 (正)
内孔刀杆 内孔刀杆 003 003-NR16
3
S20RSTFCR16 (正)
16ERG60LD A
外切槽刀 001
外螺纹刀 001
外切槽刀 001-0LDA
外螺纹刀 001-0LDA
适用 WNMG08040 端面刀片 端面刀
刀片 8-PM
001 001-08-PM
适用 刀片
VCMT11030 4-PS(J)
精修刀001
精修刀 001-4PS(J)
适用 WNMG08040 端面刀片 端面刀
精修刀杆 001-CR11
8
S25RMVUNL16 (反)
精修刀杆 精修刀杆002 002-NL16
9
H12MSCLCR09 (正)
内孔刀杆 内孔刀杆 005 (CLCR09)
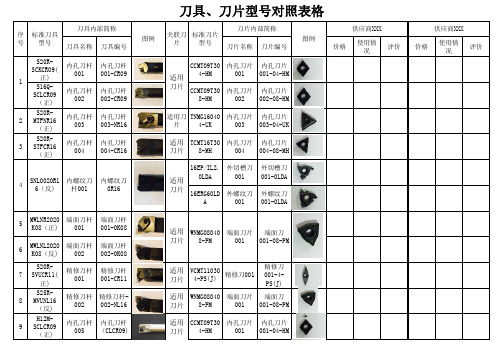
刀具、刀片型号对照表格
图例
关联刀 标准刀片
片
型号
刀片内部简称 刀片名称 刀片编号
图例
适用 刀片
CCMT09T30 4-HM
CCMT09T30 8-HM
内孔刀片 001
内孔刀片 002
内孔刀片 001-04-HM
内孔刀片 002-08-HM
供应商XXX价格Fra bibliotek使用情 况
评价
适用刀 TNMG16040 内孔刀片 内孔刀片
片
4-UK
刀具切削参数表2
22 22 22 16 13 11
2 2 2 2 2 2
40 40 40 35 30 20
-0 -0 -0 -0
精加工 精加工 精加工 精加工
0.03 精加工 -0 精加工
45 45
0 0 0
6 8
0 0 0
10 8
2 2
20 20
-0 -0
精加工 精加工
60 70
0 0 0
16 25
0 0 0
45 50 40 45 45 40 45 45 40 45 45 40
刀柄 刀柄 直径 类型 \ \ \ \ \ \ \ \ \ 25 25 25 25 25 25 20 20 20 20 20 20 20 16 16 16 25 15 15 16 12 20 12 10 16 16 32 32 32 32 20 25 16 16 16 12 20 20 8 16 16 \ \ \ \ \ \ \ \ \ 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 锥柄 锥柄 锥柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄