QC工程图范文
QC工程图范本2

管理NO: I.QA-WI-094 B記号記号担当△No.○●担当10○●IQC20○○倉庫○作業者○40○作業者○无欠品50○作業者○无欠品60○作業者○无欠品70○作業者○无欠品80○作業者○无欠品90○作業者○无欠品100○作業者○无欠品110○作業者○无欠品120○作業者○无欠品130○作業者140○FQC○无装反、划伤150○作業者○无欠品160○ 作業者○无欠品170○作業者○无欠品180○ 作業者○无欠品190○作業者○弹力检查200○ FQC○无欠品210○ 作業者○无欠品220○作業者●组长230○ 作業者○ 240○作業者○无欠品250○作業者●组长260○作業者●组长电批扭力测试仪不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告扭力確認T=2.5kgfcm±0.1两次/一天电批扭力测试仪有每日电批力矩确认表不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告改定蔡蓉利2008-10-14工程、部品名:UBA-CASH BOX (标准) UBA-CASH BOX (IGT)<对象图番>代表图番:東莞東坑龍泉電子廠制定:2007年9月30日流程全数無全数無卡尺員数:型式:图版外観:寸法注文書:納品書頻度页码: 1/2改定理由改定理由改定担当全数全面修改無工程名、部品名工具·设备检查要图·略图管理項目点検項目管理水準IQC 成型品:板金:平行针部材管理全数無記録卡尺目視有目視記録類关连规格·仕样书·手顺书 及异常时的处理BOM表入出荷日記録先入先出依据作業指導書料件不能有变形,损件,混料等状况不可有左記不良现象每次有来料入库报验单入荷毎来料检查记录表来料入库报验单购入检查基准兼检查表不具合发生时立即向组长、主管报告作業指導書: I·PR-WI-001-01A搬送轴组件装配依据作業指導書组装到位不可有左記不良现象目視滑轮加工作業指導書:I·PR-WI-001-02B左导向加工依据作業指導書组装到位目視作業指導書:I·PR-WI-001-03B左导向投入依据作業指導書组装到位不可有左記不良现象目視作業指導書:I·PR-WI-001-04B齿轮5、右弹簧组装依据作業指導書组装到位不可有左記不良现象全数目視 压入治具無作業指導書:I·PR-WI-001-05AFQC外观检查依据检查基准书组装到位无欠品不可有左記不良现象全数目視 有FQC检查记录表检查基准書: I·QA-WI-078-002B推动轴装配依据作業指導書组装到位不可有左記不良现象全数目視無作業指導書:I·PR-WI-001-06C传送带装置依据作業指導書组装到位不可有左記不良现象全数目視無作業指導書:I·PR-WI-001-07A右导向加工依据作業指導書组装到位不可有左記不良现象作業指導書:I·PR-WI-001-08B全数目視無右导向装置依据作業指導書组装到位不可有左記不良现象全数目視無作業指導書:I·PR-WI-001-09A滑轮装置依据作業指導書组装到位不可有左記不良现象全数目視無作業指導書:I·PR-WI-001-10A机芯检查依据作業指導書要安装到位、无变形、欠品不可有左記不良现象全数 目視有检查日报表作業指導書:I·PR-WI-001-11B推连板组立依据作業指導書组装到位不可有左記不良现象全数目視無作業指導書:I·PR-WI-001-12B全数目視全数目視目視T=4kgfcm±0.1两次/一天电批扭力测试仪無PU架组立依据作業指導書组装到位不可有左記不良现象推板软胶组立依据作業指導書组装到位不可有左記不良现象作業指導書:I·PR-WI-001-16A全数目視無全数有检查日报表小机芯检查依据作業指導書安装到位、无变形、欠品不可有左記不良现象FQC外观检查依据检查基准书组装到位不可有左記不良现象全数目視有FQC检查记录表目視無作業指導書:I·PR-WI-001-17B不具合发生时立即向组长、主管报告無固定机芯依据作業指導書電批扭力動作確認,无欠品,组装到位不可有左記不良现象变速轮 推动板组装依据作業指導書组装到位不可有左記不良现象全数全数目視无组装到位不可有左記不良现象作業指導書:I·PR-WI-001-18B無全数目視装齿轮依据作業指導書组装到位,无欠品不可有左記不良现象全数目視無全数无固定控制杆依据作業指導書電批扭力動作確認全数无扭力確認T=2kgfcm±0.1两次/一天測定器橡胶轮必须全部装入轮槽30组装到位依据作業指導書装置滑轮盖依据作業指導書電批扭力動作確認控制杆加工依据作業指導書扭力確認有每日电批力矩确认表有每日电批力矩确认表不具合发生时立即向组长、主管报告作業指導書:I·PR-WI-001-13B不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告作業指導書:I·PR-WI-001-15C作業指導書:I·PR-WI-001-14C不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告检查基准書:I·QA-WI-078-001B不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告不具合发生时立即向组长、主管报告作業指導書:I·PR-WI-001-19B不具合发生时立即向组长、主管报告作業指導書:I·PR-WI-001-22A作業指導書:I·PR-WI-001-20A作業指導書:I·PR-WI-001-21A捺印变更标志无漏盖不可有左記不良现象推连杆装配1QC 工程图承认张桃园蔡容利确认作成。
简易版QC工程图范例
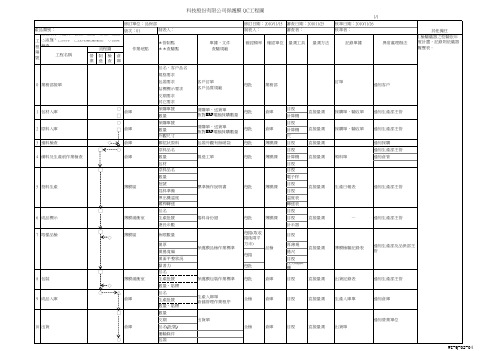
1/1 修訂單位:品保部 產品類别: 工 工程順序(進料、檢查、生產、分裝、檢查、出貨) 程 ○搬運‧△保存‧□品名數量確認‧◇品質檢查 编 流程圖 工程名稱 號 營業 制造 檢查 倉庫 作業地點 *管制點 **查驗點 品名、客戶品名 規格要求 0 業務部接單 包裝要求 貼標標示要求 交期要求 其它要求 1 包材入庫 ○ □ ○ 2 原料入庫 3 進料檢查 □ 4 備料及生產前作業檢查 □ ◇ ○ 倉庫 □ 倉庫 倉庫 倉庫 採購單號 數量 採購單號 數量 外觀尺寸 顆粒狀原料 原料品名 數量 包材 原料品名 數量 5 投料生產 薄膜區 批號 混料準備 押出機溫度 螺桿轉速 □ 6 成品標示 □ ◇ 薄膜緩衝室 品名 生產批號 總長米數 7 取樣品檢 薄膜區 魚眼數量 膜厚 膜捲寬幅 膜面平整狀況 黏著力 □ 8 包裝 ◇ ○ 9 成品入庫 □ 10 出貨 ○ 倉庫 △ 倉庫 薄膜緩衝室 品名 生產批號 數量、貼標 品名 生產批號 數量、貼標 數量 交期 品名(批號) 運輸條件 包裝 出貨單 全檢 倉庫 目視 直接量測 出貨單 通知營業單位 生產入庫單 倉儲管理作業程序 全檢 倉庫 目視 直接量測 生產入庫單 通知倉庫 保護膜包裝作業標準 每批 倉庫 目視 直接量測 出貨記錄表 通知生產部主管 保護膜品檢作業標準 每捲 每批 每捲(取收 捲後兩平 方米) 品檢 捲料身份證 每批 薄膜課 標準操作說明書 每批 薄膜課 製造工單 每批 薄膜課 包裝外觀有無破袋 每批 薄膜課 請購單、送貨單 核對ERP電腦採購數量 請購單、送貨單 核對ERP電腦採購數量 每批 倉庫 目視 計算機 目視 每批 倉庫 計算機 尺 目視 目視 計算機 目視 目視 電子秤 目視 目視 温度表 轉速表 目視 目視 計米器 目視 厚薄規 捲尺 目視 拉力測試機 直接量測 薄膜檢驗記錄表 通知生產部及品保部主 管 直接量測 — 通知生產部主管 直接量測 生產日報表 通知生產部主管 直接量測 領料單 直接量測 通知採購 通知生產部主管 通知倉管 直接量測 採購單、驗收單 通知生產部主管 直接量測 採購單、驗收單 通知生產部主管 客戶訂單 客戶品質規範 每批 業務部 訂單 通知客戶 單據、文件 查驗規範 確認頻率 確認單位 量測工具 量測方法 記錄單據 異常處理辦法 版次:01 制表人: 修訂日期:2010/11/15 審查日期:201011/25 制表人: 審查者: 核準日期:2010/11/26 核準者: 其他備註 1.檢驗儀器之校驗依年 度計畫,記錄則依儀器 履歷表。
qc工程图范本
qc工程图范本
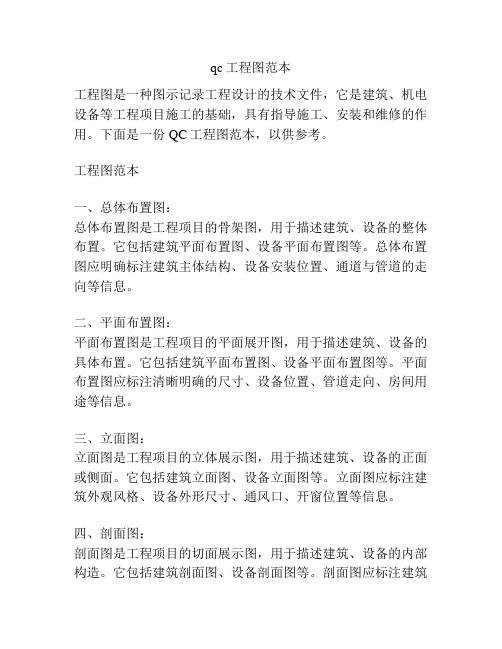
工程图是一种图示记录工程设计的技术文件,它是建筑、机电设备等工程项目施工的基础,具有指导施工、安装和维修的作用。
下面是一份QC工程图范本,以供参考。
工程图范本
一、总体布置图:
总体布置图是工程项目的骨架图,用于描述建筑、设备的整体布置。
它包括建筑平面布置图、设备平面布置图等。
总体布置图应明确标注建筑主体结构、设备安装位置、通道与管道的走向等信息。
二、平面布置图:
平面布置图是工程项目的平面展开图,用于描述建筑、设备的具体布置。
它包括建筑平面布置图、设备平面布置图等。
平面布置图应标注清晰明确的尺寸、设备位置、管道走向、房间用途等信息。
三、立面图:
立面图是工程项目的立体展示图,用于描述建筑、设备的正面或侧面。
它包括建筑立面图、设备立面图等。
立面图应标注建筑外观风格、设备外形尺寸、通风口、开窗位置等信息。
四、剖面图:
剖面图是工程项目的切面展示图,用于描述建筑、设备的内部构造。
它包括建筑剖面图、设备剖面图等。
剖面图应标注建筑
楼层高度、设备内部构造、管道走向等信息。
五、细部图:
细部图是工程项目的局部展示图,用于描述工程的细节部分。
它包括建筑细部图、设备细部图等。
细部图应标注特殊构造、连接方式、材料规格等信息。
综上所述,QC工程图范本涵盖了建筑平面布置图、设备平面
布置图、建筑立面图、设备立面图、建筑剖面图、设备剖面图、建筑细部图、设备细部图等内容。
工程图应准确、明确地展示工程的布置和构造,以指导施工和管理。
QC工程图范例

控
制
项
目
2
浸泡
去除异物 、腐烂变 质及不可 食部分 便于清洗 、去虫、 软化泥土
中
中
***操作规程
3
清洗
清洗泥土 、杂质、 部分细菌
高
蔬菜清洗流程
4 …
脱水 …
去除蔬菜 表面水分
高
甩干机操作规 程、菜品摆放 标准、菜品重 量标准
控
制
项
目 记录/表单 操作人员 监控地点 监控频率 每批
控制标准 净菜验收标准
类食品生产过程QC工程图
序 号 1
设备设施/ 过程名称 工具 择菜
目的
重要程度 质量指标 操作标准 蔬菜择选标准 泥沙、虫水 、器具等清 洁,浸泡时 间、温度 清洗机、水 、工具清 洁,水温 度,保鲜剂 添加量、浓 度,水压, 气压,洗菜 分量,洗菜 机速度 甩干程度, 折伤率,转 速,时间, 器具卫生
监 控 方 监控方法/ 取样数量 工具 目测
法
பைடு நூலகம்
净菜验收标准
每批
目测
净菜验收标准
水温记录表、 理化记录表、 微生物记录表 、添加剂使用 记录表
洗菜人员
净菜验收标准
***记录
捡菜人员、包 装人员
监
控
方
法 监控人员 记录/表单 现场抽检记录 异常处理
备注
返工
现场抽检记录 调整/返工
香葱无此工序
QC工程图范本

IQC
抽样检验按 YLN-WI-008-A0 抽样计划作业 指导书
1.测试仪器 2.游标卡尺 3.目视
1.将不良品留样 2.发《进料异常处 理单》给相关部门 3.跟踪处理结果
五金件进料→暂放→检验
进料检验
1.外观 2.尺寸 3.包装/标示 4.适配
《进料检验作业 规范》 零件规格书
1.进料检验记录 2.尺寸原始记录
抽样检验按IQC来自YLN-WI-008-A0 1.游标卡尺 抽样计划作业 2.目视
指导书
1.将不良品留样 2.发《进料异常处 理单》给相关部门 3.跟踪处理结果
流程图
工序名称
管制重点
作业标准
记录方法
责任人员
检验频率
检验方式
异常处理
生产领料→核对物料→材 料上线
领料
1.标识 2.包装
依照《BOM》表 领料记录表单
表》
SMT组长/工艺
序)
3.贴片效果确认
4.机器保养记录
1.核对8段炉温设置
SMT
值/实际值是否与 SOP相符 2.炉温曲线是否与 产品型号相符
《作业指导书》 《炉温曲线》 《回流焊保养作 业指导书》
《巡检记录报告》 《回流焊保养记录 表》
作业员 IPQC SMT组长/工艺
3.机器保养记录
1.核对机器贴片程
作业员 IPQC 工艺
3.机器保养记录
作业员全检 IPQC.2H/510Pcs
自检 巡检 监管
作业员全检 PQC.2H/510Pcs
自检 巡检 监管
IPQC.2H/510Pcs
自检 巡检 监管
1.将不良品区分 2.指导员工作业 3.发《品质异常处 理单》给相关部门
弹簧产品生产QC工程图范例

日期:长度/节距
目视
内/外径拉压力测试机耳环方向投影仪卡位
卡尺
角度
目视
间隙
投影仪
配合硬度
卡尺
颜色目视平整度
目视
磨平尺寸卡尺
表面处理效果
外观外观效果
剔除易物
变形/压印等不良
电子称
包装方式单包数量封口机总数量
标签标识钉书机
型号检验报告
批量生产
手加工(需要时)
回火处理磨平
表面处理出货检验
包装出货
适用钢线
半成品弹簧
半成品弹簧
半成品弹簧半成品弹簧
成品弹簧
包材
弹簧机、对
应小扳手
手动冲床、对应治具回火炉
弹簧磨平机
外发件
/操作员
自检
QC抽检QC抽检QC抽检
IQC抽检包装人员QA抽检随机进行随机进行随机进行
/
/全检随机进行
30分钟/次
1次/小时/
/
/
//2PCS-5PCS
10PCS/次AQL二级1.0
AQL二级1.0
AQL二级2.5
/AQL1.0目视目视目视/卡尺作业指导书/OK
样品
作业指导书/OK 样品作业指导书/OK样品作业指导书/OK样品
来料检验作业指导书/作业指导书
品管《来料检验报告》
/
按客户要求提供出货检验报告
品管《巡检检验单》
品管《手工巡检单》
品管《热处理记录表》
/
7
8
10
9
11
12
13。
QC工程图 Word 文档 (3)
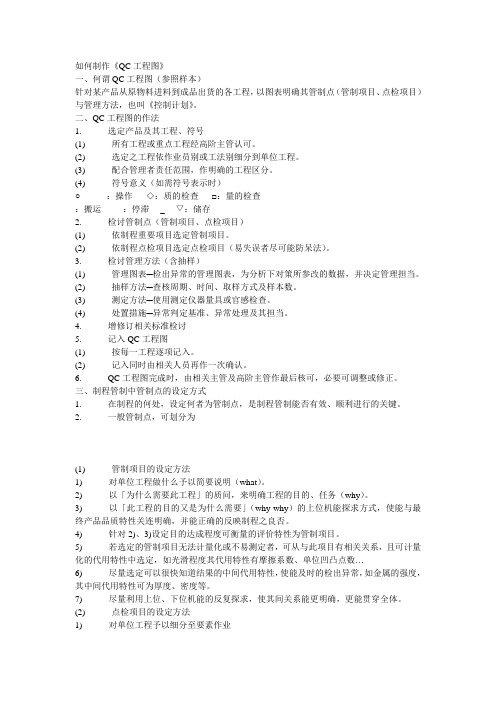
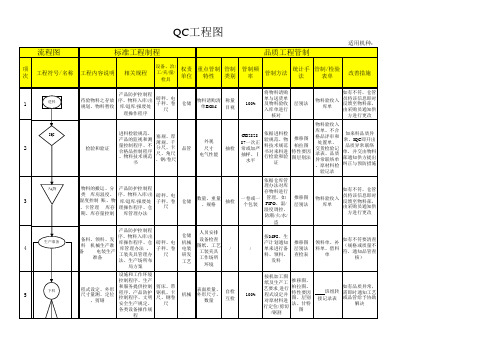
如何制作《QC工程图》一、何谓QC工程图(参照样本)针对某产品从原物料进料到成品出货的各工程,以图表明确其管制点(管制项目、点检项目)与管理方法,也叫《控制计划》。
二、QC工程图的作法1. 选定产品及其工程、符号(1) 所有工程或重点工程经高阶主管认可。
(2) 选定之工程依作业员别或工法别细分到单位工程。
(3) 配合管理者责任范围,作明确的工程区分。
(4) 符号意义(如需符号表示时)○:操作◇:质的检查□:量的检查:搬运:停滞 ▽:储存2. 检讨管制点(管制项目、点检项目)(1) 依制程重要项目选定管制项目。
(2) 依制程点检项目选定点检项目(易失误者尽可能防呆法)。
3. 检讨管理方法(含抽样)(1) 管理图表─检出异常的管理图表,为分析下对策所参改的数据,并决定管理担当。
(2) 抽样方法─查核周期、时间、取样方式及样本数。
(3) 测定方法─使用测定仪器量具或官感检查。
(4) 处置措施─异常判定基准、异常处理及其担当。
4. 增修订相关标准检讨5. 记入QC工程图(1) 按每一工程逐项记入。
(2) 记入同时由相关人员再作一次确认。
6. QC工程图完成时,由相关主管及高阶主管作最后核可,必要可调整或修正。
三、制程管制中管制点的设定方式1. 在制程的何处,设定何者为管制点,是制程管制能否有效、顺利进行的关键。
2. 一般管制点,可划分为(1) 管制项目的设定方法1) 对单位工程做什么予以简要说明(what)。
2) 以「为什么需要此工程」的质问,来明确工程的目的、任务(why)。
3) 以「此工程的目的又是为什么需要」(why-why)的上位机能探求方式,使能与最终产品品质特性关连明确,并能正确的反映制程之良否。
4) 针对2)、3)设定目的达成程度可衡量的评价特性为管制项目。
5) 若选定的管制项目无法计量化或不易测定者,可从与此项目有相关关系,且可计量化的代用特性中选定,如光滑程度其代用特性有摩擦系数、单位凹凸点数…6) 尽量选定可以很快知道结果的中间代用特性,使能及时的检出异常,如金属的强度,其中间代用特性可为厚度、密度等。
QC工程图范本
目视
全检 全检 “SOP”
“制程自主检验记 录表”
E
不良品标示后 选出待组长或 品管确认、依 “不合格品管 制程序”
a.良品转品保检 验。 b.不良品如颗 粒,毛屑区分放 置待研磨抛光台 车.
e.光泽,膜厚,色差比对样
品.
a.外观不可有明显刮伤,少
漆,积漆,流漆,喷漆不均,发
制程条件
具体管制特性
抽样方法 检测方法
大小 频率
标准
分析方法及表单
管制 范围
异常处理
备注
点规
光源:800~1000LUX 异色点不允许有, 检验角度:30~45° 压伤,刮伤,变形,缩水,油污等
目视距离:35cm (依NOTEBOOK类产品检验规范 目视时间:10秒 和SIP)
目视
MA: 0.25 MI: 0.65
“NOTE
检验角度:30~45° 4.膜厚:68~78µm
6.百格钢
目视距离:35cm 5.酒精试验后不可有反白,退 刀3M600#
N/A
每次 /1pcs
BOOK类产品 检验规范”
“首件检验记录表”
B
依“异常处理 作业指导书”
目视时间:10秒 色现象.
胶带
“SIP”
6.百格测试附着力后,被测面 7.三菱铅
亮,脏污等.
26
FQC检检
外观
点规,样品
光源:800~1000LUX 检验角度:30~45° 目视距离:35cm 目视时间:10秒
b.颗粒不允有. c.凹陷,异色点参照客户签 样. d.有感刮伤不允许,无感刮伤 A,B面距离36cm看不清者允收
目视
MA: 0.25 MI: 0.65
QC工程图范本(1)

文件编号 制定日期 检验方式 异常处理
扣上盖
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
装灯头 ↓ 1:装灯头时必须将 边线卡入卡槽内。 《OP自检报表》 2:拧灯头后灯头与 《作业指导书》 《巡检记录报告》 塑件之间配合紧密, 无明显缝隙。 作业员 PQC 组长 OP全检 PQC:2H/20Pcs 自检 巡检 监管 1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
核准
审核
编制
产品名称 页次 流程图 打钉 ↓ 工程名称 管制重点 作业标准 记录方法 共五页-第4页 责任人员 检验频率
文件编号 制定日期 检验方式 异常处理
打钉
1:打钉不可出现高 低不一; 2:不可有打重钉、 《OP自检报表》 漏打钉现象; 《作业指导书》 《巡检记录报告》 3:固钉扭力 E27 B22≥3.5N/M E14 E17≥1.5N/M
作业员 PQC 组长
OP全检 PQC:2H/20Pcs
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
包装 ↓ 1:包装方式 2:外观 《OP自检报表》 《作业指导书》 《巡检记录报告》 作业员 PQC 组长 OP全检 PQC:2H/20Pcs 自检 巡检 监管 1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
装灯头
扣图钉(焊灯头) ↓ 扣图钉 (焊灯头)
1:扣图钉后要求图 钉与灯头配合紧密, 无明显缝隙。 《OP自检报表》 《作业指导书》 2:焊锡灯头要求锡 《巡检记录报告》 面平滑、饱满焊锡高 度1.2-1.5mm
作业员 PQC 组长
2019年QC工程图参考范例
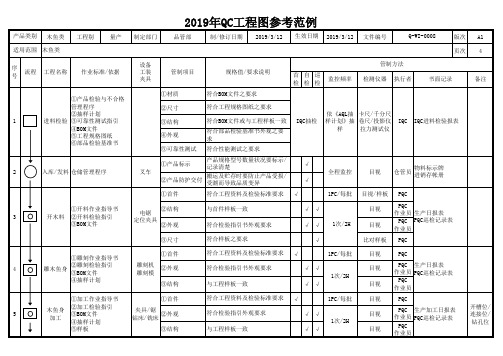
产品类别 木鱼类 工程别 量产 制定部门 品管部 制/修订日期 2019/3/12 生效日期 2019/3/12 文件编号 Q-WI-0008 版次 页次 设备 工装 夹具 管制方法 管制项目 规格值/要求说明 首 自 巡 检 检 检 监控频率 检测仪器 执行者 书面记录 备注 A1 4 适用范围 木鱼类 序 号5来自木鱼身 加工6
浸/喷 胶水 一次
①胶水浸/喷作业指导 书 ②IPQC检验指引 ③样板 ④抽样计划 ⑤BOM文件
①首件 喷枪 毛刷 ②外观 ③结构 ①首件 砂纸 砂带 介刀 ②外观 ③结构 ①首件 喷油枪 钳子 ②外观 ③颜色 ④附着力测试 ①首件
符合检验标准之要求 符合检验指引外观要求 与样板一致 符合工程资料及检验标准要求 符合检验指引外观之要求 与工程样板一致 符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求 符合附着力测试指引之要求 符合检验标准之要求 符合检验指引外观之要求 与样板一致 符合BOM文件之要求 与首件样板一致 符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求 符合附着力测试指引之要求 符合检验标准之要求 符合检验指引外观之要求 与样板一致 与样板一致 符合工程资料及检验标准要求
2
入库/发料 仓储管理程序
叉车
产品规格型号数量状况要标示/ 记录清楚 搬运及贮存时要防止产品受损/ ②产品防护交付 受潮而导致品质变异 ①首件 符合工程资料及检验标准要求 与首件样板一致 符合检验指引书外观要求 符合样板之要求 符合工程资料及检验标准要求 符合检验指引书外观要求 与工程样板一致 符合工程资料及检验标准要求 符合检验指引外观要求
10
喷PP水
①喷涂作业指导书 ②IPQC检验指引 ③附着力测试指引 ④抽样计划 ⑤BOM文件
生产车间QC工程图

一、流程和结构
二、各工序管控重点
备注:Q--品质管控重点 M--设备管控重点
三、说明
QC工程图------流程和管控重点
Q-拆袋方法
内包装去除状况农副产品分选效果原料感官检查配料称量误差配料无配漏
生鲜料斩绊效果原料残余量品种标识覆盖密闭余料处理方式M-电子称准确性绞切设备卫生周转容器卫生
Q-原料确认色拉油计量炒制温度炒制时间
炒制投料顺序辅料添加时机辅料搅拌均匀起锅温度
M-温度计准确性流量计准确性煮酱锅搅拌翅
Q-包材确认包装状况叠袋状况单包重量
大袋/料筐装量日期设定M-包装机速度
横纵封封合温度电子称校验包装机卫生料筐卫生
Q-包材确认包装状况叠袋状况单包重量管制卡填写标签张贴M-封合温度电子称校验包装机卫生
Q-口味品评
包装/装箱/重量入库抽验微检指标理化指标
各岗位卫生标准M-检验设备
前处理炒制自动包装半自动包装抽验入库1、QC 工程图模板,依据工序差异进行分类管理
2、明确了各工序品质和设备的管控重点、管制标准、频次及异常处理方法
装箱Q-杀菌状况装箱状况
转运识别管制卡码箱层数
标签正确及粘贴到位
M-杀菌釜参数栈板状况杀菌车及容器卫生
换产
Q-用料确认
M-设备及管路清洗、消毒。
QC工程图 模版

砂芯制作
射砂机/砂芯模
铸造/ 单据、规格、数量 砂 操作员 芯存放入库备用
抽检
每批次
依据<铸造砂芯工艺流程>要求砂 <铸造首件/巡检记 如有品质异常,需即时通知工 〈铸造砂芯工艺流程〉、
芯强度,硬度,数量等检验记录
录表>
程或品管给予协助解决
〈砂芯机作业指导书〉
浇注成型 毛坯前处理
终检
精工多工序
6
加工
称
操作员
单据、规格、数量
抽检
每批次 每批次
按领料单对原材料进行必要的核 对
依据<铸造砂芯工艺流程>要求配 比成分,添加化学剂数量等检验记
录
<领料单>
<铸造首件/巡检记 录表>
如有单据不齐不给予领料作 业,并及时提报相关主管协助
解决
<仓库管理程序>
如有品质异常,需即时通知工 〈铸造砂芯工艺流程〉、 程或品管给予协助解决 〈砂芯搅拌机作业指导书〉
检具
抛光/ 操作员
表面质量、尺寸、数 量
抛光机/焊机/风枪
抛光/ 操作员
表面质量、尺寸、数 量
目测、卡尺、及专 配套专用抛光检具
FQC
表面质量、尺寸及安 装实配验证、数量
抛光机、拉丝机、 卷圆校平机、钢/ 卷尺,卡尺、角尺
采购 / 供应商
镀前装配重点/表面 质量、尺寸、数量
组装/ 装配重点/表面质量 操作员 、尺寸、数量
理单>
如有品质异常,需即时通知工 程或品管给予协助解决
〈制程检验管理程序〉、 〈生产制程管理程序〉
第1页/共3页
QC工程图(铸造本体全工序)
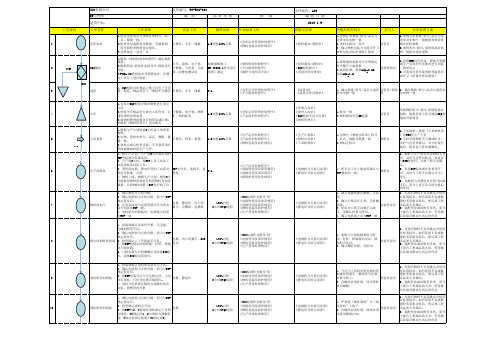
2019年QC工程图范本

PQC
生产日报表PQC巡检记录表
②外观
符合检验指引外观之要求
√
√
1次/2H
目视
PQC作业员
①产品检验与不合格管理程序②抽样计划③可靠性测试指引④BOM文件⑤工程规格图纸⑥部品检验基准书
①材质
符合BOM文件之要求
IQC抽检
依《AQL抽样计划》抽样
卡尺/千分尺卷尺/投影仪拉力测试仪
IQC
IQC进料检验报表
②尺寸
符合工程规格图纸之要求
③结构
符合BOM文件或与工程样板一致
④外观
符合部品检验基准书外观之要求
生产日报表PQC巡检记录表PQC批量抽检记录表货品移交单
②字唛/图标
符合BOM文件之要求
√
③颜色
与工程样板一致
√
√
1次/2H
目视
PQC作业员
④外观
符合检验指引外观之要求
√
√
目视
PQC作业员
⑤附着力测试
符合附着力测试指引
√
3M胶纸
PQC
15
滴眼睛
①滴眼睛作业指导书②IPQC检验指引③BOM文件④抽样计划
②外观
符合检验指引外观之要求
√
√
1次/2H
目视
PQC作业员
③颜色
与工程样板一致
√
√
目视
PQC作业员
④附着力测试
符合附着力测试指引
√
3M胶纸
PQC
14
移印
①移印作业指导书②IPQC检验指引③抽样计划④工程样板⑤BOM文件
移印机丝印菲菻丝印模具
①首件
符合样板或工程规格资料
√
QC工程图-(品管)文档
设施和工作环境 控制程序、生产 CNC、塞 和服务提供控制 规、厚薄 程序、产品防护 规、千分 控制程序、文明 尺、卡尺 安全生产规定、 、角尺、 各类设备操作规 风枪
程
机械
表面质量、 形位尺寸、
数量
首检 自检 互检 巡检
按机加工图
首检:1Pcs/ 纸及生产工
次;巡 艺要求,进行
检:5Pcs/2 程式设定并 Hs 自检 对原材料进 互检: 行定位
理操作程序
磅秤、电 子秤、卷
尺
检验和验证
进料检验规范、 产品的监视和测 量控制程序、不 合格品控制程序 、物料技术规范
书
塞规、厚 薄规、千 分尺、卡 尺、角尺 、钢/卷尺
物料的搬运、分 产品防护控制程 类 库房温度、 序、物料入库/出 磅秤、电 湿度控制 账、物 库/退库/报废处 子秤、卷 、卡管理 库存 理操作程序、仓 尺 期、库存量控制 库管理办法
装接插件、谐振 杆、抽头焊接、 清洁、自检互检 (各谐振杆间距 、谐振杆对地高 度、谐振杆对窗 口尺寸、飞杆对 地高度之量测)
塞规/尺
设施和工作环境 (自制量
控制程序、生产 检具)卡
和服务提供控制 尺、扭力
程序、产品防护 扳手、力
控制程序、文明 矩计、自
安全生产规定、 制装配工
各类设备操作规 装/夹具、
如有不符,仓管
物料验收入 库单
员将该信息即时 反馈至物料部, 由采购员通知供
方进行更改
GB282887一次正 常或加严 抽样、Ⅰ
水平
依据进料检 验规范、物 料技术规范 书对来料进 行检验和验
证
推移图 柏拉图 特性要因 图层别法
物料验收入 库单、不合 格品评审和
QC工程图(范本)
目视检查
包裝,打包
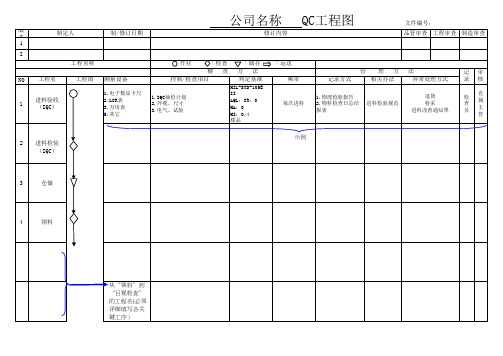
出货检验 (OQ程名称 NO 工程名 进料验收 (IQC) 工程图 测量设备
1.电子数显卡尺 2.LCR表 3.万用表 5.其它
QC工程图
文件编号: 品管审查 工程审查 制造审查
制定人
制/修订日期
修订内容
:检查 檢 查 控制/检查項目
1.IQC抽检计划 2.外观、尺寸 3.电气、试验
:作业
:储存 方 法 判定基准
从“领料”到 “目视检查” 的工程名(必须 详细填写各关 键工序)
工程名称 NO 工程名 工程图 测量设备 键工序)
:检查 檢 查 控制/检查項目
:作业
:储存 方 法 判定基准
:运送 管 频率 记录方式 理 方 相关办法 法 异常处理方式 记 录 审 核
从“领料”到 “目视检查” 的工程名(必须 详细填写各关 键工序名)
MIL-STD-105E II AQL:CR:0 MA:0 MI:0.4 樣品
:运送 管 频率 记录方式
1.物理检验报告 2.物料检查日总结 报表
理 方 相关办法
法 异常处理方式
退貨 特采 进料改善通知單
记 录
检 查 员
审 核
直 属 主 管
1
每次进料
进料检验规范
2
进料检验 (IQC)
示例
3
仓储
4
领料
QC工程图模板

进料检验员
1.组织MRB对有争议、影响不明确 或生产急需的不良批次进行判退 、特采决定 2.对连续交货出现重缺判退供应 商开立《质量异常反馈单》
1、确认数量/料号/品名与退货 仓管员/采购 1、确认数量/料号/品名与退货单
单及实物一致
员
及实物一致
《外购入库单》 《委外入库单》 《IQC检验不良入库单》 《物料管理卡》
6
生产前准备
3、需使用电批、静电环等的工站需对 其进行较准、点检
SOP文件夹、备料车、备 料架
N/A
《电烙铁使用及保养规范》 《电批使用及保养规范》
4、物料上线,根据生产计划,提前2小
《熔胶枪使用作业规范》
时按机型物料需求进行检查物料类别及
数量,并将物料放置于SOP对应的工位
1、确认静电环点检合格;
手推车、叉车、栈板
A/B类料100%点数
《仓库运作管理控制程序》 《物料包装及防护规范》
1.根据《来料检验控制程序》确定抽样
数量; 2.根据样品/检验作业指导书/图纸进行 检验; 3.PCBA/IC类检验必须带静电环,在静
卡尺、塞规、电子称、 计数器、万用表、示波 器、防静电测试仪
电工作台上进行检验。
5、门锁拉簧左右两侧螺钉需涂抹502胶
水,涂抹502胶水需均匀。
1、组装前确认电机和各部件无不良;
2、确认电批扭力点检合格,扭力与SOP
规定值对应;
《XXX标准作业指导书》
9
电机组件的组装
3、按SOP组装马达与马达固定座、主动 同步带轮、门形光电感应器组件;
电批、静电环
100%自检
《电批使用及保养规范》
1.帐实一致 2.物料摆放符合5S标准
QC工程图模板
10
滑轨组件的组装
100%自检 2小时IPQC巡检
《XXX标准作业指导书》 《电批使用及保养规范》 《物料包装及防护规范》 《生产异常处理规范》
《电批扭力点检记录表》 《静电环点检记录表》
1、严禁将“线性滑块”从“线 性滑轨”上取下 组装作业员 2、各螺丝必须拧紧,滑块在滑 轨滑动顺畅自如;
XXX有限公司 QC工程图 适用产品: 工艺流程 工序名称 工作要领
6
生产前准备
1、按生产计划,生产前2小时将机型的 SOP等标准文件准备好; 2、生产前2小时,按SOP上各工站治工 具需求准备好治工具; 3、需使用电批、静电环等的工站需对 SOP文件夹、备料车、备 N/A 其进行较准、点检 料架 4、物料上线,根据生产计划,提前2小 时按机型物料需求进行检查物料类别及 数量,并将物料放置于SOP对应的工位 1、确认静电环点检合格; 2、确认电批扭力点检合格,扭力与SOP 规定值对应; 电批、静电环、内六角 3、注意章油座与反射型感应开关的安 扳手、尖嘴钳、电烙铁 装方向需如SOP一致; 4、电机组件的组装时,电机线方向需 与SOP一致
XXX有限公司 QC工程图 适用产品: 工艺流程 工序名称 工作要领
1.核对送货是否与采购订单料号、品 名、数量一致; 2.检查外包装箱是否破损,有破损则 需开箱检查物料是否损坏; 3.急料加盖“急需”章
文件编号:WC-ENG-028 编 制 品 质 审 核 批 准
文件版次:A00 编 制 日 期 2013/1/9
11
锁章模块的组装
1、确认电批扭力点检合格,扭力与SOP 规定值对应; 2、检查确认上工序组装无不良; 电批、内六角扳手 3、按SOP组装保护外壳、保护上盖、保 护模块滑块、章柄夹套、章柄 、光轴 、保护下盖、 机械锁。
工程施工qc范本
工程施工qc范本一、项目名称:XXX 工程二、项目地点:XXX 市三、项目负责人:XXX四、施工单位:XXX 施工公司五、工程概况:1. 工程名称:XXX 工程2. 工程内容:XXX3. 工程规模:XXX 平方米4. 工程地点:XXX5. 工程周期:XXX 天6. 工程预算:XXX 元六、施工单位质量控制组织1. 施工单位质量控制组织结构:2. 负责质量控制的人员:- 质量控制部负责人:- 质量控制员:- 施工安全负责人:3. 工程质量目标:七、质量控制计划:1. 质量控制计划制定:- 制定人:XXX- 制定时间:XXX- 审批人:XXX- 审批时间:XXX2. 质量控制计划执行:- 确保施工过程符合相关标准要求;- 确保施工过程中的质量问题及时得到解决;- 进行完工验收评价和记录。
八、质量控制程序:1. 材料质量控制:- 合格供应商的选择;- 材料验收标准及验收程序;- 材料使用记录。
2. 施工工艺控制:- 施工工艺标准及程序;- 工艺施工记录;- 施工现场管理。
3. 施工质量监督:- 质量监督计划;- 不合格品处理程序;- 质量问题整改措施。
4. 施工质量验收:- 施工节点验收;- 竣工验收;- 质量验收标准及程序。
九、质量检查记录:1. 施工前质量检查记录;2. 施工过程质量检查记录;3. 施工结束质量检查记录;4. 质量问题整改记录。
十、工程质量报告:1. 工程质量信息汇总;2. 质量检查结果统计;3. 质量问题处理情况报告。
十一、质量奖惩措施:1. 优秀工程奖励;2. 不合格品处理处罚;3. 奖惩记录和通报。
十二、质量管理体系改进:1. 定期组织质量管理体系审查;2. 制定改进措施,并执行;3. 定期开展内部培训。
十三、施工单位质量管理改进方案:1. 加强施工人员质量意识培养;2. 完善施工工艺规范;3. 加强施工管理标准化。
十四、结束语:以上是针对XXX工程施工质量控制的范本。
希望该 QC 范本可以帮助质量控制人员更好地制定和执行施工质量控制计划,确保工程施工质量符合相关标准要求,以保障工程的质量和安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钻咀使用次数 符合参数表 ≤1.4mil 30-50(调频) 10-15mm 1.6-2.6kg/cm2 1.6-2.6kg/cm3 1.6-2.6kg/cm4 70-100℃
碱度:5-15g/L 温度:55± 65℃
沉铜前处理机
工序点检表 每班
立即调整
每班 每班
LAB分析记录 沉铜点检表
立即调整 立即调整
每班 每班 每班 每天 首板 首板 每班 每班 每批 每Lot 配槽时 每班
LAB分析记录
通知PQA、主管工程师
45-55℃ 1.2-3.0kg/cm2 符合MI
蚀刻缸药水压力 1.6-2.6kg/cm2 氨水洗压力 线宽
蚀刻点检表
立即调整 立即调整
蚀刻
用百倍镜检测 线距 蚀刻后板面检查 褪锡机 褪锡缸温度 压力 符合MI
磨板机每日点检表
立即调整
一次
每班
温、湿度记录
印刷
7
*
线路转移 曝光机
6-8kg/cm2 3-6格 75℃*10min 1000h以上 无脏污 大于70CMHG 6-8(格) 曝光次数 不允许有定位缺陷 40-50% 18-35(调频)
一次 一次 一次 一次 一次
每班 每班
每20-25PNL
点检表 曝光灯管更换 曝光指数记录 菲林使用记录 首板检查记录 立即更换 立即调整 报废 返洗返工
2次 2次 1次 3-5片 1次 1次 300块 首板 全检 首板 全检
每天 每天 每月
2
△
入库
湿度 存贮期 板厚检查 手动开料机 铜厚检查
温湿度记录表 入库检查记录表
立即调整
通知主管、PQA工程 师处理
每批 每炉 每炉 每炉
首件记录
退仓/全检分 选/报废
3 ● 开料 烤箱
外围尺寸检查 符合MI 公差+2/-1mm 150± 5℃ 烘板温度 4H 烘板时间 烘板厚度 切铝片 每叠50块 尺寸:符合MI要求 无凹痕、损边 尺寸:符合MI要求 无凹痕、损边
显影机
显影缸药水温度 28-32℃ 显影段上下喷压力 1.5-2.5kg/cm2 显影液浓度 Na2CO3:0.8-1.2% 循环水洗压力 1-2kg/cm2 线宽 线距 显影后板面检查 除油 微蚀 酸洗 符合MI要求 符合MI要求 无开路、短路、显影不净 、拍偏、曝光不良 H2SO4:10ml/L H2O2:8-18g/L H2SO4:5--10% CuSO4:0.03-0.06% H2SO4:170-220g/L
立即调整 立即调整
每班
磨板每日点检表
立即调整
每罐 每罐 每罐
通知主管\PQA 工程师
生产记录
立即调整
预烘时间(双面 30min± 5min 印)
一次
每炉
烤板记录
第4页,共7页
序号
流程图
名称
加工设备名称
管理项目
控制标准
预烘
预烘时间(双面 30min± 5min 印) 温度 湿度 刮胶硬度 总压力 21± 3℃ 55-65% 65-75度 6.5-8kg/cm2
*
二铜电镀
电镀二铜
镀铜
化验室分析记录 立即调整 第3页,共 7页
序号
流程图
名称
二铜电镀
加工设备名称
管理项目
镀铜
控制标准
CI:40-80PPM SNSO4:25-35g/L
电镀二铜
评价/测量技术
化验室分析
样本
一次 容量 每周 频率
化验室分析记录
控制方法
异常处理方 法
立即调整
镀锡 8 蚀刻缸药水浓度 蚀刻缸温度 蚀刻机
一次
每班
点检记录表 SOP
依据
通知主管\PQA工程 师
一次
每批
生产记录
立即调整 第5页,共 7页
11 序号
* 流程图
名称
加工设备名称
管理项目
外围尺寸 孔径 外观检查
控制标准
评价/测量技术
样本 容量
一次 不少于 20% 首板
频率
控制方法
异常处理方 法
通知PQA工程 师、主管
锣板机
成型 冲床HY
核对资料 装模 首板加工 冲板 环境 E-T 温湿度控制 绝缘测试 导通测试 外观检查 FQC全检 板曲 外观抽查 线宽,线隙 板厚 V-CUT余厚 孔径 板曲测试 溶剂测试
立即调整
序号
流程图
名称
加工设备名称
管理项目
磨板速度 酸洗浓度 酸洗缸压力 水膜试验
控制标准
20-25(调频) H2SO4:3-5% 1-2kg/cm ≥15S
2
评价/测量技术
速度表 化验室分析 压力表 秒表 压力表 温度表 温湿度计 压力表
样本 容量
1次 一次 1次 一次 1次
频率
每班 配槽时 每班 每班 每班
评价/测量技术
目视 目视 目视 针规 温湿度计 针规 红胶片 目视 目视 目视 目视 标识 显微镜 速度表 直尺 压力表 压力表 温度计 化验室分析 温度表
样本 容量
1次 1次
频率
每班 每班
控制方法
异常处理方 法
钻咀及机台机身 清洁无杂物钻孔数据测试表 钻孔自主检查表 点检表
钻房IPQC首板检查记录
三次
样本 容量 频率
控制方法
异常处理方 法
华扬专供: 生 益无卤素FR-4
符合来料检验规范 41*49 ≥6.0 288℃ 10秒 ≤1.5 94V-0 符合来料检验规范 符合来料检验规范 符合来料检验规范
四张
每批 来料检验报告
1
大料尺寸 剥离强度 覆铜板检查 △ 热冲击试验 翘曲度 燃烧性 表面电阻率 体积电阻率 吸水率 温度
3.175mm以下使用返磨四次以下
每次 100%全检 不少于批量10% 一次 一次 一次 全检 1次 一次 一次 一次 一次 一次 一次 一次 一次 每批 每班 每班 每班 每班 每班
钻孔每日生产记录 IPQA抽查记录 IPQA监督 钻咀返磨品质检查表 粗糙度记录
通知主管 立即更换
通知主管、PQA工程 师处理
无开路、短路、缺口、线路粗糙、蚀 刻不净、褪锡不净、孔内无铜等
H2SO4:3-5% 酸洗浓度 1-2kg/cm2 酸洗压力 溢流水洗压力 1-2kg/cm2 磨板机 高压水洗压力 >10bar 8-15mm 磨痕宽度 磨刷电流 磨板速度 烘干温度 搅拌时间 开油 静止时间 有效时间 烘板温度 预烘 1.0-2.5A 16-22(调频) 100-120℃ 5-10min 10-15min 24H 75± 5℃
每日点检表
立即调整
分析记录 每日点检表 首板检测记录 首板检测记录 检查记录 化验室分析记录 化验室分析记录 化验室分析记录
立即调整 立即调整
通知主管,PQA 工程师处理 通知主管,PQA 工程师处理
100% 不少于批量20% 一次 一次 一次 一次 2天 每班 3天 每周
立即返洗 立即调整 立即调整 立即调整
立即调整 返工
显影后外观检查 曝光不良等 白色热固油墨 文字 / OSP (华扬专供无卤太阳油 墨)
不少于20%
烤箱 3M胶带
文字烘烤温度是否正常 文字烘烤时间是否正常 依据文字检验判定项目
有无印反,印偏,漏印,阴影,不清楚
温度150±5℃ 时间:30min 依照公司检验标准
文字可辨认
通知主管\PQA工程 师
计时表 目视 真空表 用曝光尺测量 500次 显影后目视全检 SPC控控制图 速度表 温度表 压力表 化验室分析 压力表 百倍镜 百倍镜 QC目视全检 IPQA目视抽查 化验室分析 化验室分析 化验室分析 化验室分析
每班 每2小时 全检 3-5块 每批 一次 每班 一次 一次 一次 一次 一次 每款 每款 每班 每班 每班 每班 每班 每班 每班
烘烤记录
通知主管、 IPQA处理
开料机 切垫板
开料自主检验记录表
立即调整
第1页,共7页
序号
流程图
名称
加工设备名称
管理项目
吸尘状况 钻咀使用 孔径测量 钻房温湿度
控制标准
无吸尘不良 有点检记录 符合MI:+0.05/-0.05mm 温度:18-22℃ 湿度:40%-70% 无大孔、小孔 无偏孔、未穿、少孔
H2SO4:80-120ml/L 微蚀缸 H2O2:60-80ml/L CU :5-50g/L 温度:25-35℃ 加速缸 沉铜线 沉铜缸 酸度:8-12% NaOH:8-12g/L HCHO:3-6ml/L CU2+:1.0-3.0g/L 温度:38-45℃ 级数≥7级 CuSO4:60-90g/L 8-12mm
双而无卤-OSP
客户名称 物料名称 流程栏记号:●工序名称
序号 流程图 文件编号 QA-200909-1A
QC工程图
制表: 审核 批准:
料号 △检验点 *关键工序
加工设备名称
321001
名称
管理项目
板厚(1.0) 铜厚(1/1) 外观
控制标准
评价/测量技术
千分尺 铜箔测厚仪 目测 卷尺 材料来料检查报告
2+
化验室分析 温度表 化验室分析 化验室分析 温度表
金相显微镜
一次 一次 一次 一次 一次 一次 1次
每班 每班 每班 每天 每班 每4H 每班
LAB分析记录 沉铜点检表
立即调整 立即调整
LAB分析记录
立即调整
背光 磨痕宽度
沉铜点检表 背光记录 磨板机每日点检表
立即调整 立即调整
直尺
第2页,共7页
无油墨用错、显影不净、曝光不 良、拍偏等 无拍偏、油墨用错、显影不净、