伺服真圆测试-E(new)
伺服电机原点,正负极限符号

伺服电机原点,正负极限符号
(最新版)
目录
1.伺服电机的原点
2.伺服电机的正负极限符号
正文
1.伺服电机的原点
伺服电机是一种将电脉冲转化为角位移的电机,广泛应用于各种自动化控制系统中。
在使用伺服电机时,确定其原点至关重要,因为原点是伺服电机进行位置控制的基准点。
原点通常表示为电机转子静止时的位置,即电机转子与电机外壳之间的某个固定角度。
确定伺服电机原点的方法有多种,如使用外部传感器、通过齿轮或丝杠的初始位置等。
在实际应用中,通常需要根据控制系统的要求和实际工况来选择合适的原点确定方法。
2.伺服电机的正负极限符号
伺服电机在控制系统中通常用正负极限符号来表示其允许的角位移
范围。
正负极限符号通常用“+”和“-”表示,它们代表了伺服电机允许的最大正向和负向角位移。
正负极限符号的确定与电机的实际应用场景和控制系统的要求密切相关。
在确定伺服电机的正负极限符号时,需要考虑电机的工作范围、负载情况、控制系统的控制精度等因素。
此外,为了保证伺服电机的正常工作和使用寿命,正负极限符号的设定应尽量避免电机在极限位置附近工作。
总之,伺服电机原点和正负极限符号是伺服电机应用中的重要概念。
第1页共1页。
真圆度测定仪说明书

2仪器的设置F面介绍RA-116系列产品的设置环境和仪器的连接方法。
2. 1设置环境的选择使用环境对RA-116系列产品的测定功能有一定影响,因此设置仪器时要注意以下几点;-设置在无振动、无灰尘、无油污而且温度变化较小,相对稳定的场所。
-避免选择温度急剧变化的场所,适合在20C± 10C的温度范围内使用。
•保存温度最好维持在—10 C ~60 Co•避免在温度过高的场所使用。
(湿度85%X下,在封闭的地方)-选择使用额定电压的90~110%之间的电源。
-采用高精度测试仪进行测量时,要注意避免振动和空气流动的影响。
2. 2仪器的摆放2.2.1仪器的摆放布局主体部分以及空气过滤器部分的摆放布局,请参照下图。
2.2.2导线的连接方法请根据下图连接导线。
仪器在发热、冒烟、焦味等异常状态下继续使用,有导致火灾或通电的危险。
因此在使用时发生异常现象,请立即切断电源、拔掉电源插头。
然后联系代理商或者营业所。
2.2.3调整桌面(工作台,载物台)的安置注意以下操作请在规定大气压下进行。
如在非规定大气压下进行操作,会损伤空气轴承。
拆卸固定板(请参照示意图)。
备注:在运送此仪器时要用到固定板,请保管好固定板。
工作台的CX CY两个角扭向左扭转,使工作台易置入中心轮。
CX角扭方向一致。
工作台安置到中心轮时,使中心轮的’•’标记和工作台的插入酸化银电池(适用于RA-116D产品)如图示,在工作台上固定的4个电池盒中插入酸化银电池。
A )在测头倾斜的状态下进行测量,必须重新调整测头尖端与 R 轴中心对齐。
电池的使用年限通常为 1〜2年。
如果,显示屏(LCD 有显示“ B”字样,表示电池电量不足。
这时,请立即更换电池。
224调主机部分的水平请根据以下的顺序,调整主机的水平度。
在供给压缩空气的状况下、主机接入电源 。
CRT 画面设定到如下图所示位置。
在工作台上放置水平调整器,在下图的※标记处进行水平调整。
在调出水平后, 他2点作为辅助轻轻摁一下。
真 圆 度 测 定
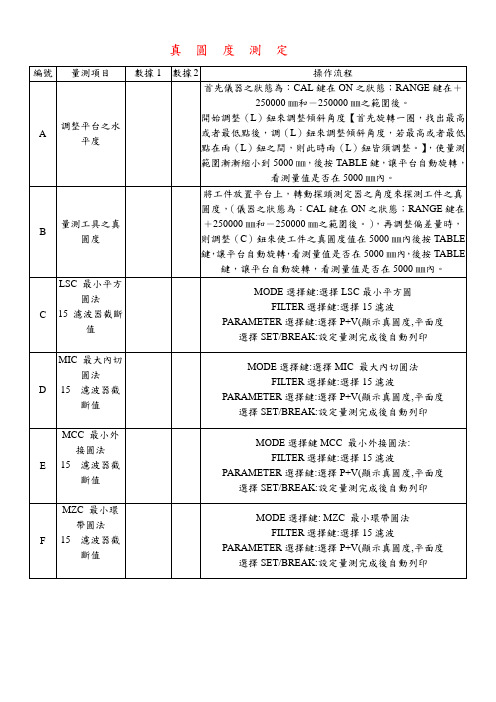
真圓度測定
二: 問題研討
1項目所使用的量測程序是否能量測出符合其定義之量測值?
2.使用真圓度機量測真圓度,與其他方法所得之量測值結果,有何不同?
3.請說明真圓度量測知意義級量測時需注意事項。
儀器:真圓度測定使用動力:空氣壓力
問題研討
1.LSC MIC MCC MZC 這四種真圓度量測法,實際上以何種方法
作為量測依據
2.真圓度使用的量測程序是否能量測出符合其定義之量測值
3.你使用真圓度機量測真圓度,與其他方法之量測結果有何不同
真圓度量測
二:問題研討
1:你認為你所測得的工件真圓度是否準確?為甚麼?
2:真圓度機器的應用性量測包含了平面度、同軸度、直角度、同心度及平行度等,請問你量測了哪些項目?
3:LSC、MIC、MCC、MZC這四種真圓度量測之方法,實際上是以哪種作為依據。
最新交流伺服运动控制系统的检测技术及元件

e=kUmcosθcosωt
感应同步器输出信号的处理方式
(鉴相方式)
根据感应输出电压的相 位来检测位移量。
滑尺上的正弦、余 弦励磁绕组提供同频率 、同幅值、相位差90°
的交流电压,即
us=Umsinωt
uc=Umcosωt
us和uc单独励磁,
➢鉴相方式
在旋转变压器定子的两相正交绕组上分别加上幅值相等、频率相同的
正弦、余弦激磁电压 Us Umsi nt , Uc Umcost
转子旋转后,两个激磁电压 在转子绕组中产生的感应电压线性叠加得
总感应电压为: U k s s U i 机 n k c c U 机 o k s m c U o t 机 s ) ( 因此,只要检测出转子输出电压的相位角,就知道了转子的转角。
工作可靠,抗干扰能力强 满足精度、分辨率、测量范围 使用维修方便、成本低
性能指标
系统精度:是指在一定长度或转角内测量积累误差的最大 值,如±0.002~0.02mm/m,±10"/360°等
系统分辨率:是测量元件所能正确检测的最小位移量,如 直线位移的分辨率为0.001~0.01mm。角位移分辨率为2"
• 优点: 1)精度高,精度 0.5-3mm,分辨率 0.1mm 2)易实现动态测量和自动化测量 3)较强的抗干扰能力
• 缺点: 1)对环境要求高,怕振动,怕油污 2)高精度光栅制作成本高
目前多用于精密定位的数控机床。
4 光电编码器
光电盘随主轴转动,光电元件把通过光电盘和光栏 板射过来的忽明忽暗的光信号(近似于正弦信号)转换 为电信号,经整形、放大等电路的变换后变成脉冲信 号,计算脉冲的数目,可测出工作轴的转角,测定计 数脉冲的频率,可测出工作轴的转速。
伺服电机测试步骤

伺服电机是指在伺服系统中控制机械元件运转的发动机,是一种补助马达间接变速装置。
在伺服电机投入使用之前,需要对伺服电机进行一些测试,以确保其能正常安全地工作。
下面就给大家介绍一下伺服电机的测试步骤是怎样。
首先,先测试一下电机,任何电路也不用连接,把电机的三根线任意两根短路在一起,用手转动电机轴,感觉起来有阻力,那就OK。
第二步,把驱动器按图纸接上电源(例如用了调压器,从100V调到220V,怕驱动器是100V的),通电,驱动器正常,有错误信息显示,对照说明书,是显示了编码器有故障的错误,这个也正常,还没有连接编码器呢。
第三步,接上编码器,再开机,没有任何错误显示了。
第四步,按照说明书上设置驱动器。
例如设置了“速度控制模式”,然后旋动电位器,电机没有转动。
按说明书上的说明,调整拨动开关,最后把“Servo-ON”拨动以后,电机一下子锁定了,OK!然后旋动电位器,使SPR/TRQR输入引脚有电压,好!电机转动起来了。
伺服驱动器上的转数达到了1000、2000、3000最后可到4000多转。
说明书上推荐是3000转的,再高速可能会有些问题。
第五步,重新设置了伺服驱动器,改成“位置控制模式”,把运动控制卡(或者使用MACH3,连接电脑并行口)接到脉冲、方向接口上,电机也转动了!按照500Kpps的输出速率,驱动器上显示出了3000rpm。
正反转都可自行控制。
最后,再调节一下运动控制卡,和做的小连接板。
板子上的LED阵列是为了测试输出用的,插座是连接两相编码器的,另一个插座是输出脉冲/方向的,开关、按钮是测试I/O输入的。
以上就是关于伺服电机测试步骤的相关信息,如果缺少专业的检测人员,建议购置一台专门用于伺服电机的测试系统既可以节省人力成本,又可以提高检测效率保证质量。
ZDT-I 伺服电机测试系统采用模块化设计,依据国内外最新测试标准,结合用户测试需求,完成伺服电机性能测试。
伺服驱动器的功率检测原理
伺服驱动器的功率检测原理伺服驱动器的功率检测原理是通过检测驱动器输入和输出端的电流和电压,来计算出驱动器的功率消耗。
伺服驱动器是用于控制伺服电机运行的装置,通过控制电流和电压输出来实现对电机的精确控制。
功率消耗的检测对于伺服驱动器的性能评估和系统运行的监测非常重要。
伺服驱动器的输入端一般是交流电源,而输出端则是直流电源供应给伺服电机。
在伺服电机工作时,驱动器会通过控制电流和电压的输出来实现电机的旋转和运动。
因此,通过对输入和输出端的电流和电压进行检测,可以计算出驱动器的功率消耗情况。
首先,我们需要通过电流传感器来检测驱动器输入端的电流。
电流传感器通常采用霍尔传感器或电流变压器,能够将电流信号转换为电压信号进行测量。
将电流传感器连接到驱动器的输入端,可以实时监测输入电流的变化。
通过对输入端电流的测量,可以得到驱动器输入端的电流值。
接下来,我们需要通过电压传感器来检测驱动器输入端的电压。
电压传感器一般采用电位器或变压器,能够将输入电压转换为可测量的电压信号。
将电压传感器连接到驱动器的输入端,可以实时监测输入电压的变化。
通过对输入端电压的测量,可以得到驱动器输入端的电压值。
此外,我们还需要通过电流传感器和电压传感器来检测驱动器输出端的电流和电压。
与输入端类似,输出端电流和电压的测量可以帮助我们了解驱动器输出端的功率消耗情况。
通过对输出端电流和电压的测量,可以得到驱动器输出端的电流值和电压值。
有了输入和输出端的电流和电压的测量数据后,我们可以计算出驱动器的功率消耗。
功率(P)是电流(I)乘以电压(V)的乘积,即P = I * V。
通过对输入端电流和电压的乘积,可以计算出驱动器输入端的功率消耗。
同样地,通过对输出端电流和电压的乘积,可以计算出驱动器输出端的功率消耗。
通过不断监测输入和输出的电流和电压,并实时计算功率消耗,可以对伺服驱动器的工作状态进行监测和评估。
如果功率消耗异常高,可能表示伺服驱动器存在故障或负载变化等问题。
高精度伺服马达全站仪测量原理(一)
高精度伺服马达全站仪测量原理(一)高精度伺服马达全站仪测量1. 什么是高精度伺服马达全站仪测量•定义•作用2. 伺服马达在全站仪中的应用•全站仪简介•伺服马达在全站仪中的角色和功能3. 高精度测量的原理•光学原理–仰角测量原理–水平角测量原理–距离测量原理•伺服控制原理–伺服马达控制系统概述–高精度驱动原理解析4. 高精度测量的关键技术•光学技术–高精度镜头设计与制造–光学信号处理技术•控制技术–伺服系统设计与调试–高精度传感器应用与校准5. 高精度伺服马达全站仪在工程测量中的应用•建筑工程测量•土木工程测量•矿山工程测量6. 现有的高精度伺服马达全站仪产品•品牌1•品牌2•品牌37. 结语•高精度伺服马达全站仪的发展趋势•对未来工程测量的影响和意义高精度伺服马达全站仪测量1. 什么是高精度伺服马达全站仪测量•定义–高精度伺服马达全站仪测量是一种精准测量技术,通过利用伺服马达和全站仪的组合,进行高精度的测量工作。
•作用–高精度伺服马达全站仪测量在工程测量领域具有重要的应用价值,可以实现对建筑、土木和矿山工程等各类工程项目的高精度测量。
2. 伺服马达在全站仪中的应用•全站仪简介–全站仪是一种测量仪器,集合了光学、机械和电子等多种技术,可同时测量水平角、垂直角和斜距等参数。
•伺服马达在全站仪中的角色和功能–伺服马达作为全站仪的核心部件之一,主要用于控制仪器的运动并精确定位,同时承担着反馈控制和闭环控制的任务。
3. 高精度测量的原理•光学原理–仰角测量原理:利用高精度的角度测量装置,通过测量光线入射角和反射角的变化,计算出仰角值。
–水平角测量原理:利用全站仪内置的水平角编码器,通过读取旋转角度的变化,计算出水平角值。
–距离测量原理:利用光电测距技术,通过发射和接收一束红外光,测量光在空气中传播的时间,并结合光速,计算出距离值。
•伺服控制原理–伺服马达控制系统概述:通过对驱动电机电流的控制,实现精确的驱动和位置控制。
伺服电机常用电气测试方法精选文档

检查项目
检查方法
判定基准
设备
1
相电阻
测量U-V,V-W,W-U的相间电阻,并将测量值转换为25℃的相电阻值,即
R:25℃时的换算电阻
RT:电阻的测量值
T:测量电阻时的温度
平均相电阻为(RUV+RVW+RWU)/6
满足电机特性设计值
惠斯登电桥
2
相电感
LCR仪表频率为1kHz,输入电压为1V。测量U-V,V-W,W-U的相间电感,然后取平均值,得到相电感L=(LUV+LVW+LWU)/6。
Ld:直轴电感
Lq:交轴电感
满Байду номын сангаас电机特性设计值
LCR仪表
4
齿槽转矩
被测电机不通电,手动拉动数字测力计,拉到杠杆滑动前瞬间的力的显示值 ,乘以力臂长L,就是齿槽转矩幅值(单峰幅值)。
定额转矩值的3%以内
专用测量装置、数字测力计
5
反电势波形
用一台伺服电机通过连轴器拖动被测电机,转速保持在1000rpm,测量并记录被测电机的相间电压波形。
额定转速空载电流
测量电机在空载额定转速下的相电流。
满足电机特性设计值
级交流电流计、专用电机驱动器
15
额定电流
测量在额定转矩和额定转速下电机的相电流。
16
额定转速空载噪声
测量电机在空载额定转速下离电机0.5米处的噪声。
无异常噪声,小于65dB(A)
听觉、KSC1502指示噪声仪
17
转矩常数
利用以下公式算出转矩常数,即
图1测量线间电阻
图2测量线间电感
图3杠杆测量法
图4测试反电动势
图5测试额定效率
伺服驱动器测试报告
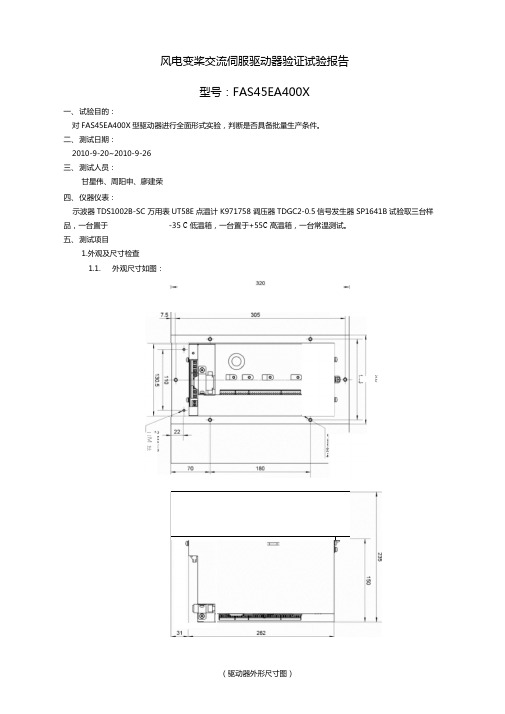
风电变桨交流伺服驱动器验证试验报告
型号:FAS45EA400X
一、 试验目的:
对FAS45EA400X 型驱动器进行全面形式实验,判断是否具备批量生产条件。
二、 测试日期:
2010-9-20~2010-9-26 三、 测试人员:
甘星伟、周阳申、廖建荣 四、 仪器仪表:
示波器TDS1002B-SC 万用表UT58E 点温计 K971758 调压器TDGC2-0.5信号发生器 SP1641B 试验取三台样品,一台置于 -35 C 低温箱,一台置于+55C 高温箱,一台常温测试。
五、 测试项目
1.外观及尺寸检查 1.1.
外观尺寸如图:
(驱动器外形尺寸图)
3W
H
一
二M
詳
测试结果记录在图上
结论:合格
1.2.铭牌检查:
铭牌应包括以下内容:
型号:FAS45EA400X
知 . ********* ^生产批次. ***********
生产厂商:桂林星辰科技有限公司结论:合格
2.常温测试:
由于被试电机与客户电机不同,做本组测试时,允许对电流环和速度环参数进行调整以获得满意效果
3.低温试验
4.高温测试
5.环境温度应力筛选
温度范围—40 C〜+60C 循环次数:12次(不通电)温度变化率:5C /min
保温时间:40mi n
试验结果:合格
6.电磁兼容
测试结果:合格
7.参数检查:
8. 安全检查:
六、整机测试结论:合格,可投入量产。
质量部2010-09-27
附表:速度环线性:。
新的伺服电机该如何测试呢?

新的伺服电机该如何测试呢?伺服电机在封闭的环里面使用,它需要随时把信号传给系统,同时把系统给出的信号来修正自己的运转。
因此,伺服电机的运转不能出差错,必须经常检修,在新的伺服电机投入使用前,也需要经过严格的测试。
下面就给大家介绍一下它是如何测试的。
1、初始化参数在接线之前,先初始化参数。
在控制卡上:选好控制方式;将PID参数清零;让控制卡上电时默认使能信号关闭;将此状态保存,确保控制卡再次上电时即为此状态。
在伺服电机上:设置控制方式;设置使能由外部控制;编码器信号输出的齿轮比;设置控制信号与电机转速的比例关系。
一般来说,建议使伺服工作中的最大设计转速对应9V的控制电压。
比如,山洋是设置1V电压对应的转速,出厂值为500,如果你只准备让电机在1000转以下工作,那么,将这个参数设置为111。
2、接线将控制卡断电,连接控制卡与伺服之间的信号线。
以下的线是必须要接的:控制卡的模拟量输出线、使能信号线、伺服输出的编码器信号线。
复查接线没有错误后,电机和控制卡(以及PC)上电。
此时电机应该不动,而且可以用外力轻松转动,如果不是这样,检查使能信号的设置与接线。
用外力转动电机,检查控制卡是否可以正确检测到电机位置的变化,否则检查编码器信号的接线和设置3、试方向对于一个闭环控制系统,如果反馈信号的方向不正确,后果肯定是灾难性的。
通过控制卡打开伺服的使能信号。
这是伺服应该以一个较低的速度转动,这就是传说中的“零漂”。
一般控制卡上都会有抑制零漂的指令或参数。
使用这个指令或参数,看电机的转速和方向是否可以通过这个指令(参数)控制。
如果不能控制,检查模拟量接线及控制方式的参数设置。
确认给出正数,电机正转,编码器计数增加;给出负数,电机反转转,编码器计数减小。
如果电机带有负载,行程有限,不要采用这种方式。
测试不要给过大的电压,建议在1V以下。
如果方向不一致,可以修改控制卡或电机上的参数,使其一致。
4、抑制零漂在闭环控制过程中,零漂的存在会对控制效果有一定的影响,最好将其抑制住。
伺服电机性能检测

关注工业机器人、 高端数控机床等 应用,开始进入
端数控机床等高级 数控装备,实现智 能制造“国产化”
工业机器人市场
关注传统伺服 数控应用,主 打方向为低端 日系伺服市场 的替代
7
国内机器人伺服电机发展趋势
为实现在2025年的智能制造“国产化”,国产机器人伺服电机需要在以下两 方面实现突破,所以,这两方面也是我们将来伺服电机检测的主要突破方向。
3 伺服电机梱测整体解决方案
9
机器人伺服电机检测标准
目前机器人伺服电机没有对应的国标试验标准,故需要依据伺服电机的行业标准 进行试验方案的定义。
参考标准:
GB 755-2008 《旋转电机 定额和性能》 GB/T 16439-2009《交流伺服系统通用技术条件》 GB/T 30549-2014《交流永磁伺服电机通用技术条件》 GB/T 7345-2008 《控制电机基本技术要求》 GB/T 12350-2009 《小功率电动机的安全要求》 GB/T 14817-2008 《永磁式直流伺服电动机 通用技术条件》 GB/T 14819-2008 《电磁式直流伺服电动机 通用技术条件》 GB/T 22669-2008 《三相永磁同步电动机试验方法》 JB/T 10184-2014 《交流伺服驱动器 通用技术条件》 JB/T 11991-2014《工业机械数字控制系统用交流伺服电动机》 JB/T 5866-2004《宽调速永磁直流伺服电动机通用技术条件》 JB/T 5867-2004《空心杯电枢永磁直流伺服电动机通用技术条件》 JB/T 5868-2004《印制绕组直流伺服电动机 通用技术条件》
2 机器人伺服电机梱测标准及项目
3 伺服电机梱测整体解决方案12Βιβλιοθήκη 传统电机测试系统整体方案架构
伺服零位校准原理

伺服零位校准原理详解概述伺服零位校准是指通过一系列的操作和算法,将伺服系统的零位(也称为原点位置)精确地确定并校准,从而确保系统在工作过程中的准确性和可靠性。
伺服系统通常由伺服驱动器和伺服电机组成,其主要功能是将输入信号转换为精确的输出运动。
在伺服系统中,零位校准是非常重要的,它直接影响到系统的精度和稳定性。
如果零位校准不准确,系统可能会出现误差累积、位置偏移等问题,导致工作结果不可靠甚至损坏设备。
伺服系统基本原理为了更好地理解伺服零位校准原理,首先需要了解伺服系统的基本原理。
伺服系统由控制器、传感器和执行器组成。
控制器负责接收输入信号并进行处理,传感器用于测量实际位置和速度信息,执行器则根据控制器的指令进行运动。
伺服系统的基本工作原理可以简单概括为以下几个步骤:1.接收输入信号:控制器接收输入信号,通常是指令位置或速度信号。
2.误差计算:控制器将测量到的实际位置和输入信号进行比较,计算出误差值。
3.控制算法:控制器使用控制算法根据误差值计算出校正信号。
4.输出信号:控制器将校正信号发送给执行器,执行器根据信号进行运动。
5.反馈控制:传感器实时测量执行器的位置和速度信息,并将反馈信号发送给控制器。
6.循环控制:控制器根据反馈信号不断调整校正信号,使得误差逐渐减小,直到达到设定的精度要求。
伺服零位校准原理伺服零位校准是伺服系统中的一个重要环节,它的目的是将伺服系统的零位精确地确定并校准,从而确保系统在工作过程中的准确性和可靠性。
伺服零位校准通常包括以下几个步骤:1.初始位置设定:在进行零位校准之前,需要将伺服系统的位置设定到一个已知的初始位置。
这可以通过手动调整或其他方式实现。
2.零位搜索:伺服系统在初始位置设定后,通过控制器发送指令,使执行器进行搜索运动,直到找到一个特定的位置,该位置被定义为零位。
3.零位判定:在搜索过程中,传感器实时测量执行器的位置,并与设定的零位进行比较。
当两者相等或误差在一定范围内时,判定为找到了准确的零位。
真圆调整说明
9.12 真圆度调整1、调整前的准备•准备电脑、PC 卡/RS232C 传输线、三菱真圆测试软件DBBE.EXE •设定参数:1)基本I/O 参数(如使用RS232通讯)2)基本参数#1224bit0=1(取样数据输出有效) 3)1148=1(初始高精度有效)4)取消丝杆背隙#2012、机械误差补偿 #4006 #4016 #4026。
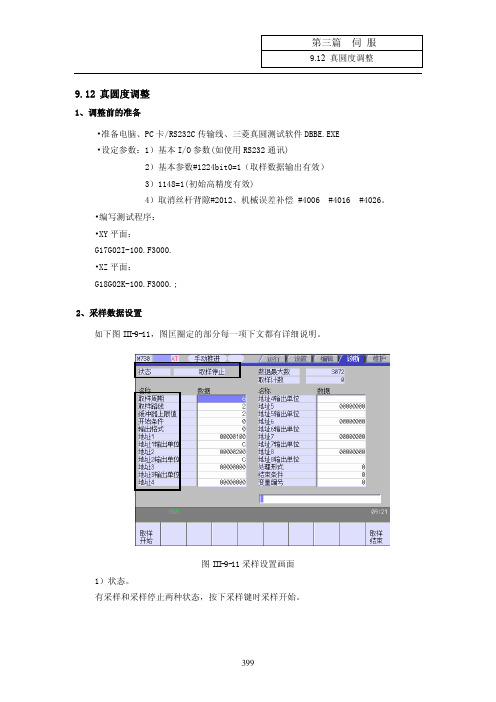
•编写测试程序: •XY 平面:G17G02I-100.F3000. •XZ 平面:G18G02K-100.F3000.;2、采样数据设置如下图III-9-11,图匡圈定的部分每一项下文都有详细说明。
图III-9-11 采样设置画面1)状态。
有采样和采样停止两种状态,按下采样键时采样开始。
2)采样周期。
采样周期=1.7msX设定值。
设置值越大采样周期越长,当F值比较小时,走完整个圆弧所需要的时间比较长,可以适当的放大采样周期以完成完整的采样。
另外,在不改变采样周期的情况下,增加缓冲区上限也可以增加总的采样时间(参照“缓冲区上限值”一项说明)。
3)采样路径。
最多可设置8通道,但缓存区大小是固定的,设定通道越多时,每个通道所分配的缓存区会相应减小4)缓冲区上限设定范围0-1279。
取样缓冲区容量=(设定值+1)X 10245)开始条件0: 手动启动。
在此仅介绍手动启动方式。
6)输出格式。
0: 以10进制输出1: 以16进制输出7)地址1-8(取样地址)伺服第一到第N轴地址对应000100、000200、000300,,,000N00主轴第一到第N轴地址对应010000、020000、030000,,,0N0000同期攻丝调整时设定为伺服第三轴:FB000300,主轴第一轴 FB010000。
主轴同期调整时设定为第一主轴:FB010000,第二主轴 FB020000。
真圆度调整时伺服第一轴 FB000100,伺服第二轴 FB000200.例:如检测XY轴电气真圆时,地址1设置为000100(如X轴为第一轴),地址2设置为000200(如Y轴为第一轴)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
伺服真圓測試一、測試前準備儀器: ( A ) 個人電腦乙台,為避免分析時間過長,建議使用 Pentium 166 等級以 上之 CPU 。
( B ) Windows 95 以上之作業系統(本公司提供英文及日文系統真圓測試 S/W,一般建議使用日文系統,但須有日文視窗作業系統)。
( C ) RS232C 傳輸線乙條(一般資料傳輸線)。
二、調整前所需設定之參數:※ NC 機種後面括弧代表該版本以後使用★取樣位址1為軟體顯示的水平軸、取樣位址2為軟體顯示的垂直軸。
★觸發取樣信號CYCLE START ( A )、取消機械側補正:若原先已有補正值,需先抄錄下來再設為0。
M500系列M50/M64/M65/M66 軸 (背隙) 第一頁 #12 G1back#2012 機械誤差 第一頁 # 6 SC #4006 、 #4016 、 #4026 ( B )、M64、M65、MAGIC 64 測試模式: (1) 基本參數 #1224 BIT 0 設 1 (取樣信號模式ON )(2) I/O 參數 #9118 DATA ASCII 設 1(傳輸資料模式指定ASCII ) (3) M50 因為沒有高精度模式(G61.1),做出來的圓太小,並不建議使用,以採實際的雷射測試為準。
( C )、M500M 、M520AM 、M510M 測試模式:(1) 變更至機械參數“ DIAGN ” → “ I/F 診斷 ” → ( 1001 ) ( ) ( M ) → “ INPUT ” (2) 設定取樣模式“ PARAM ” → “ 菜單 ” → “ 基本 ” → 14吋CRT;4 / 6 頁 #56 → 9吋CRT;6 / 9 頁 #24 → “ test “ 內 “ D ” → “ INPUT ”# ( ) DATA ( D ) INPUT ★ 實際上 “ D ” 並不顯示NC 機種 M50 M500M M520AM MAGIC 64M64 M64(C5)M65 M65(A5)M625 觸發取樣 42601 600837E0 1F7E0 471000 423000433000 433000 443000 C98BD0取樣週期. 42605 600837E4 1F7E4 471004 423004433004 433004 443004 C98BD4取樣位址1 42620 60083800 1F800 471020 423020433020 433020 443020 C98BF0取樣位址242624600838041F804471024423024433024 433024 443024 C98BF4← 取樣週期所設定的時間 →← G02(G03)的時間 → Thinking Future & Create OpportunityBNP-TECH001-E0( D )、取樣位址軸 數 1(X) 2(Y) 3(Z) 4 5 6 7 增加值伺服 1000D930 1000E3B01000EE301000F8B01001033010010DB010011830 A80HM500M主軸 1000D90C 1000E38C 1000EE0C 1000F88C 1001030C 10010D8C 1001180C A80H 伺服 56530 56BB057230578B057F30585B058C30 680HM520AM主軸 5650C 56B8C 5720C 5788C 57F0C 5858C 58C0C 680H伺服 800428D0 80043C1080044F5080046290M50主軸 8004891C800488EC 伺服 80424170 8042437080424570804247708042497080424B70M64 主軸 80424FAC 80424F4C C*L 版以下時需使用直接位址。
伺服 00 10 20 30 40 50 M64/M65 MAGIC 64 M625 主軸 70 80★軸數加10即為MCP 號碼,設定 500 系列時需注意MCP 號碼之對應。
★取樣資料採用16進制,所以輸入位址時需要於最後增加 ” H ” 。
★位址設定錯誤時,會發生當機或NC 暴走。
★如果設定錯誤,導致當機資料無法輸入時,請重新關閉電源再開。
★MCP 號碼超過17以上時,M500M 請再加上(A80)H ,M520M 則加上(680)H 。
★M64直接位址XY 軸設定例: ★M50直接位址XY 軸設定例: 取 樣 位 址 1取 樣 位 址 2取 樣 位 址 1取 樣 位 址 2(423020) ( 70 ) (B) (423024) ( 70 ) (B)(42620) ( 80 ) (B)(42624) ( 80 ) (B)(423021) ( 41 ) (B) (423025) ( 43 ) (B)(42621) ( 04 ) (B)(42625) ( 04 ) (B)(423022) ( 42 ) (B) (423026) ( 42 ) (B)(42622) ( 28 ) (B)(42626) ( 3C ) (B)(423023) ( 80 ) (B) (423027) ( 80 ) (B)(42623) ( D0 ) (B)(42627) ( 10 ) (B)( E )、打開電腦進入Windows 系統並接上 RS232C ,執行 DBBE.EXE ,所有 參數都已內建,除了要選擇在軟碟或硬碟執行外,只要一直按 ENTER 就可進入畫面。
三、寫簡易測試程式:( A )、XY平面:G91G28XYZ0;G00X-300.Y-200.;← +-符號請參照機械廠 N01G02I-100.F3000.;行程方向而改變。
GOTO 01;↖ 若初期值不是 X Y 平M99;面需增加 G17( B )、ZX平面:G91G28XYZ0;G00X-300.Y-200.Z-200.;N01G18G02K-100.F3000.;GOTO 01;M99;★以上程式請先跑合一次,以確定無過行程。
四、M64 XY平面測試步驟:[I/F診斷] 異警/診斷 4<設定資料>76543210HEX76543210HEX423000 423001 423002 423003 423004 423005 423006 423007 00000000000000000000001000000000000001100000000000000010000000000000200006000200Y 0000Y 0008Y 0010Y 0018Y 0020Y 0028Y 0030Y 003800110000000000000000000000000000000000000000000000000000000000003000000000000000裝置資料模式裝置資料模式(423000) ( 1) (B) ( ) ( ) ( ) LSK mm ABS G40 G54 記憶異警伺服主軸 I/F診斷菜單( A )、按“ DIAGN ” → “ I/F診斷 ”開始輸入數值。
( B )、設定取樣週期(423004)(6)(B)→ “ INPUT ”其中所設定的 6 會隨著進給速率及圓的半徑有所不同。
一般 F1000 設 10F3000 設 6F5000 設 4( C )、設定取樣位址1(423020)(00)(B)→ “ INPUT ”取樣位址1所顯示為水平軸。
( D )、設定取樣位址2(423024)(10)(B)→ “ INPUT ”取樣位址2所顯示為垂直軸。
( E )、單節執行程式,使下一個執行位置為N01 G02 I-100. F3000.;( F )、觸發取樣(423000)(1)(B)→ “ INPUT ”馬上接著按 CYCLE START ( G )、循圓執行完畢後,觀察 423000 的值是否由 1 變為 0 ,如果太快或太慢則適當調整觸發時間。
( H )、於電腦鍵盤上按 F1,等待信號輸入。
★NC data input 1100 sec.(I)、於“ DIAGN ” 內按 “菜單 ”至 “輸出 ”。
(J)、在“輸出 ”畫面中 #(S)→ “ INPUT ”,資料便開始送往個人電腦。
(K)、傳送完畢後,在個人電腦按 F5 就會將取樣的訊號顯示在電腦上。
(L)、在訊息列鍵入相關參數,以作為比較之參考依據,最後再按 F3 將檔案儲存。
(M)、此循圓軟體內定的解析度為0.005mm/div,欲做更細部調整時,可用滑鼠直接點選粉紅色的range:再輸入欲變更的解析範圍,如0.002 ENTER五、M64 ZX平面測試步驟:( A )、修改程式為ZX平面之循圓程式。
( B )、設定取樣位址1(423020)(20)(B)→ “ INPUT ”水平軸設定為Z軸。
( C )、設定取樣位址2(423024)(00)(B)→ “ INPUT ”垂直軸設定為X軸。
( D )、於個人電腦直接點取修改軸名稱。
( E )、其他操作同XY平面。
六、M65 系統版本A7X版以後資料取樣採用畫面操作,原I/F診斷畫面輸入位址方式取消。
(本文件只介紹基本功能,欲知擴張機能請洽三菱電機NC技術支援組)★畫面位置:I/F診斷→連按菜單到出現SUPPORT→下一頁Z ( A )、畫面相關名詞解釋:(1) 状態表示 <STATE>表示現在的狀態。
“取樣中" “SAMPLING"“取樣停止" “SAMPLING STOP"(2) 取樣計數 “SMP COUNTER"表示取樣處理中的取樣緩衝區位置。
取樣緩衝區01n-1 緩衝區的結尾(最新資料) 取樣計數(n) → n 緩衝區的開頭(最舊資料)(3) #0 取樣起動 “#0 SMP START"(設定範圍:0~1,9)以 “1”→ “INPUT”開始取樣。
取樣結束後自動恢復為 “0”。
0:取樣停止1:取樣起動開始9:取樣強制終了。
(4) #1 週期 “#1 CYCLE"(設定範圍:1~255)設定取樣週期。
※ 取樣週期 = 3.5ms*倍率倍率 = (設定值+1)/2 [整數值]例) 設定值1或2時為3.5ms週期,設定值3或4時為7.1ms週期(5) #2 點數 “#2 MARKS"(設定範圍:1~8)設定取樣點數。
※ 以取樣緩衝區的容量設定分割點數,取樣點數增加一點相對的取樣數就減少。
(6) #3 緩衝區 “#3 BUFFER"(設定範圍:0~1)設定緩衝區領域。
0:內藏記憶體(SRAM)1:卡匣記憶體(容量自動判別)※ 卡匣記憶體未實裝時,以及加工程式容量為1280m以上時無法選擇1。