焊材烘烤记录
焊材烘焙记录表

编号:
批号:合格证号:烘焙日期:
焊材厂家:
烘焙日期从 时分至时分
备注
12345678910
11
焊接工程师: 检验员: 记录人员: 施工班组:
保温时间(h)保温要求焊材牌号:钢材材质:
实际烘焙降至
恒温(℃)
序号
说明:
1.焊条、焊剂在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(桶)取出到施焊的时间不得超过2小时,酸性焊条不宜超过4小时。
烘干温度250℃-300℃。
规格(mm):烘焙方法:
烘焙数量(kg)
烘干温度(℃)施焊部位
溧阳市天煜港湾机械有
限公司
项目名称:烘干
时间(h)烘焙要求
领用时间领用人(焊工代号)
回收时间
焊接材料烘干、领用、回收记录。
焊接材料烘培记录
焊接材料烘培记录日期:2024年5月1日焊接材料:焊丝ER70S-6目的:去除焊丝表面氧化物和水分烤箱型号:HBA-500烤箱温度范围:50℃-200℃烤箱容量:500L1.烤箱准备-确保烤箱内无杂物和污染物。
-清洁烤箱内部,去除灰尘。
-检查烤箱温度控制器和计时器的正常运行。
2.焊丝准备-验收焊丝外观,检查是否有明显的氧化、水分等。
3.焊丝烘培- 将焊丝平均分布在焊丝网篮中,每篮重量不超过5kg。
-将焊丝网篮放入烤箱中。
-设置烤箱温度为150℃,烘培时间为2小时。
-烤箱门密封,启动烤箱,开始烘培。
-定期监测烤箱温度,确保其在设定温度范围内波动不超过±5℃。
-烤箱温度达到150℃后计时器开始计时。
-在烘培过程中,每30分钟检查一次焊丝的外观和颜色变化情况。
-完成烘培后,关闭烤箱,取出焊丝网篮。
-冷却焊丝至室温。
4.焊丝检验-使用焊丝检验仪检测焊丝的含水率和表面氧化物含量。
-根据焊丝检验仪的说明书进行操作。
-记录检测结果。
5.结果记录-烘培日期:2024年5月1日-烘培温度:150℃-烘培时间:2小时-检测结果:焊丝含水率降低至0.1%,表面氧化物含量降低至0.05%。
6.结论-焊丝经过烘培处理后,焊丝的含水率和表面氧化物含量得到有效去除,焊接质量和可靠性得到提高。
7.备注-本次烘培过程中,烤箱温度控制和计时器运行正常,没有发生异常情况。
-焊丝检验仪正常使用,检测结果准确可靠。
以上是一份焊接材料烘培记录,记录了烘培过程的各项参数和结果,以及烤箱准备和焊丝准备的步骤。
通过这份记录,可以对焊接材料的烘培过程进行有效控制和管理,确保焊接质量的稳定和可靠性的提高。
“焊接材料烘焙记录”填写说明与依据
“焊接材料烘焙记录”填写说明与依据
焊条、熔嘴、焊剂和药芯焊丝等在使用前,必须按产品使用说明书及有关工艺文件的规定进行烘干,对其烘焙过程进行记录。
烘焙记录内容包括:烘焙方法、烘干温度、烘干时间、实际烘焙时间和保温要求等。
一、表格解析
1.责任部门
项目工程部。
2.提交时限
焊材使用前填写完成。
二、填写依据
1.规范名称
(1)《钢结构工程施工质量验收规范》(GB 50205)
(2)《建筑钢结构焊接技术规程》(JGJ 81)
2.相关要求
(1)低氢型焊条烘干温度应为350℃~380℃,保温时间应为1.5~2h,烘干后应缓冷放置于110℃~120℃的保温箱中存放、待用;使用时应放置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用。
(2)对于酸性焊条,在焊接规程中没有明确规定。
一般对于未受潮的酸性焊条可以不烘焙,但现场施工条件有限,焊条存放容易受潮,对受潮的酸性焊条应进行烘干,烘干温度150℃左右,烘干时间1.5~2h。
含有纤维素型焊条(如J 425)的烘干温度应控制在100℃~120℃左右。
(3)烘焙记录应由现场焊接操作人员进行记录。
焊接材料烘焙记录

永升建设集团有限公司
专业技术负责人
专业质检员
记录人
200~240.
1
6月20日
8:00
9:00
100
1
6
钢立柱
50
200~240.
1
6月21日
8:00
9:00
100
1
7
钢立柱
50
200~240.
1
6月22日
8:00
9:00
100
1
8
钢立柱
40
200~240.
1
6月23日
8:00
9:00
100
1
9
钢立柱
40
200~240.
1
6月24日
8:00
9:00
100
1
9
钢立柱
40
200~240.
1
6月24日
8:00
9:00
100
1
10
钢立柱
30
200~240.
1
6月25日
8:00
9:00
100
1
11
钢立柱
40
200~240.
1
6月26日
8:00
9:00
100
1
说明
1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2、焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不宜超过4h;烘干温度250~300℃。
烘焙要求
保温要求
备注
烘干温度
(℃)
烘干时间(h)
实际烘焙
焊接材料烘干记录

陕西省建筑工程质量验收技术资料统一用表
钢结构工程施工质量控制资料
焊接材料(焊条、焊丝、焊剂)烘焙记录
陕GKZ-1008
工程名称
总承包企业
制作企业
烘箱型号
品名、牌号、 生产厂家
烘焙日期
一次烘焙 数量kg
烘焙
温度 ℃
时间 min
年 月日
建设单位
监理单位
安装企业
烘箱容量
保存
温度 ℃
时间 min
回烘
温度 ℃
时间 min回烘 次数年 源自日年 月日年 月日
年 月日
年 月日
备注 烘焙人员
制作企业、安装企业
班组长
工长、工段长
年月日
年月 日
年月日
质检员
监制(建设)单位 核查结论:
年月 日
检查结果
专业技术负责人
监理工程师(建设单位 项目专业技术负责人)
年月日
陕GKZ-1008 备 注
建设)单位
师(建设单位 技术负责人)
焊材烘焙记录单范文

焊材烘焙记录单范文日期:____________序号焊材编号焊条规格制造商焊材种类重量(kg) 烘焙时间(小时) 烘焙温度(℃) 烘焙前焊材温度(℃) 焊材含水率(%)操作员签名记录说明:1.焊材编号:在每次烘焙前,根据实际焊材编号进行记录,确保焊材管理的准确性。
2.焊条规格:填写焊条的具体规格型号,例如:E60133.制造商:填写焊材的制造商信息,确保选择的焊材质量可靠。
4.焊材种类:填写焊材的具体种类,例如:焊丝、焊条等。
5. 重量(kg):填写每次进行烘焙的焊材重量,确保烘焙的焊材量符合要求。
6.烘焙时间(小时):记录每次烘焙的具体时间,确保每次烘焙时间达到要求。
7.烘焙温度(℃):填写每次烘焙的具体温度,确保烘焙温度符合焊材要求。
8.烘焙前焊材温度(℃):填写每次烘焙前焊材的温度,确保焊材处于合适的状态。
9.焊材含水率(%):填写焊材的含水率,确保焊材质量符合要求。
10.操作员:填写进行烘焙操作的操作员姓名,确保责任的明确性。
操作步骤:1.将待烘焙的焊材放入烘焙炉中并关闭烘焙炉门。
2.设定烘焙温度和时间,并启动烘焙炉。
3.等待烘焙结束后,打开烘焙炉门,将烘焙后的焊材取出,并记录焊材的重量、烘焙时间、温度、含水率等相关信息。
4.检查焊材的外观和状态,确保烘焙质量达到要求。
5.将记录填写在烘焙记录单上,并由操作员签字确认。
6.根据烘焙记录单的信息,及时进行焊材的使用和管理,确保焊接质量的稳定性。
注意事项:1.烘焙温度和时间应根据焊材的种类和要求进行调整,确保烘焙质量的稳定性。
2.烘焙后的焊材应储存在干燥、通风良好的环境中,防止焊材受潮和氧化。
3.焊材的烘焙频率和时间间隔应根据实际情况进行合理调整,确保焊材贮存周期内始终处于良好的烘焙状态。
4.烘焙炉的使用和维护应严格按照操作规程进行,确保烘焙炉的正常运行和使用安全。
以上是焊材烘焙记录单的内容,通过详细记录每次烘焙的相关信息,并进行签字确认,可以有效地控制焊材的烘焙质量与焊接质量,确保焊接工艺的可靠性和稳定性。
焊接材料烘焙记录(2)
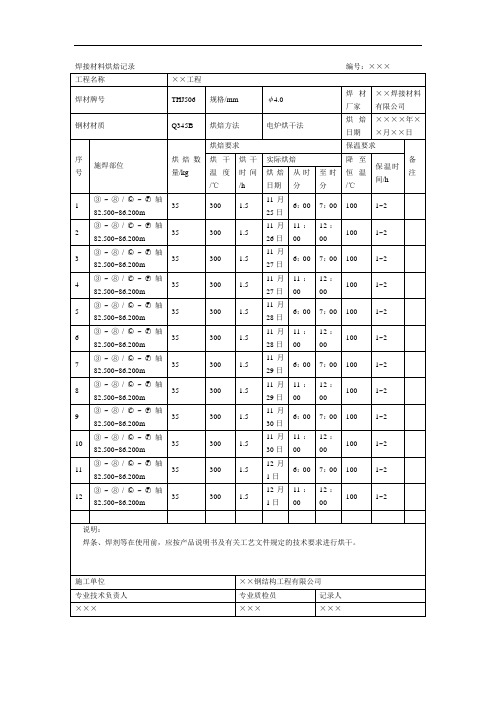
编号:×××
工程名称
××工程
焊材牌号
THJ506
规格/mm
φ4.0
焊材厂家
××焊接材料有限公司
钢材材质
Q345B
烘焙方法
电炉烘干法
烘焙日期
××××年××月××日
序号
施焊部位
烘焙数量/kg
烘焙要求
保温要求
备注
烘干温度/℃
烘干时间/h
实际烘焙
降至恒温/℃
保温时间/h
烘焙日期
从时分
至时分
1
11:00
12:00
100
1~2
说明:
焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
施工单位
××钢结构工程有限公司
专业技术负责人
专业质检员
记录人
×××
×××
×××
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月25日
6:00
7:00
100
1~2
2
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月26日
11:00
12:00
100
1~2
3
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月27日
6:00
7:00
100
7:00
100
1~2
10
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月30日
11:00
12:00
焊条、焊剂、焊丝烘焙记录

E4303ф3.2
天津市金桥焊材集团有限公司
1
160
焊条
E4303ф3.2
天津市金桥焊材集团有限公司
1
160
焊条
E4303ф3.2
天津市金桥焊材集团有限公司
1
160
焊条
E4303ф3.2
天津市金桥焊材集团有限公司
1
160
焊剂
F6A0-EM12 10-60目
天津市金桥焊材集团有限公司
1.5
180
焊剂
焊条、焊剂、焊丝烘焙记录
工程名称:***有限公司镁材加工车间使用部位:钢架、吊车梁
材料名称
规格型号
生产厂家
烘干时间(h)
温度(℃)
日期
焊条
E4303ф3.2
天津市金桥焊材集团有限公司
1
160
焊条
E4303ф3.2
天津市金桥焊材集团有限公司
1
160
焊条
E4303ф3.2
天津市金桥焊材集团有限公司
1
160
天津市金桥焊材集团有限公司
1
160
焊丝
ER50-6ф1.2
天津市金桥焊材集团有限公司
1
160
焊丝
ER50-6ф1.2
天津市金桥焊材集团有限公司
1
160
焊丝
ER50-6ф1.2
天津市金桥焊材集团有限公司
1
160
注:工程所用焊条及焊剂焊丝均严格按照工艺流程操作随烘随用。
烘干操作人:
年月日
检查验收货人:
年月日
天津市金桥焊材集团有限公司
1.5
180
焊剂
F6A0-EM12 10-60目
焊条烘烤记录
焊条烘烤记录SH/T3543-G117焊条烘烤记录日期:2013年6月4日单位名称:榆林圆恒压缩机安装工程牌号:CHE xxxxxxxx6批号:HT-01规格:3.2×350数量:10Kg入库自编号:21烘烤次数:1开始时间:6月23日23时15分结束时间:6月24日5时20分烘箱温度恒定在180℃烘烤负责人:XXX责任工程师:(空缺)烘箱送电恒温记录如下:温度(℃):15 16 14 12 10 14 13 12 10温度(℃):300 290 300 300 280 300 280 290 300该记录表明,CHE xxxxxxxx6焊条在2013年6月23日至24日进行了一次烘烤,烘烤时间为6小时5分,温度恒定在180℃。
烘烤负责人为XXX。
记录编号:CHE xxxxxxxx6批号:无入库日期:无编号:无规格:无数量:无温度记录:时间(小时)。
5.5.5.5.5.5.5.5.5时间(分钟)。
0.5.10.15.20.25.30.35.40温度(℃)。
180 180 180 180 180 180 180 180 180烘烤记录:烘烤次数:1烘烤负责人:XXX焊条型号:HT-01焊条规格:3.2×350烘烤温度:300℃烘烤时间:2小时10分钟开始时间:2013年6月13日23时15分结束时间:2013年6月14日1时25分责任工程师:无以上是榆林圆恒压缩机安装工程的焊条烘烤记录,符合SH/T3543—G117的标准要求。
SH/T3543—G117焊条烘烤记录单位名称:榆林圆恒压缩机安装工程牌号:CHE xxxxxxxx6批号:入库自编号规格:3.2×350mm数量:10Kg烘箱送电恒温,温度为180℃,烤1次,时间为1小时。
负责人:XXX日期:2013年11月11日开始时间:23时15分结束时间:5时20分移入保温箱后,再进行1次烘烤,温度为180℃,时间为2小时。
焊 条 烘 干 记 录
5月22日
THJ422
4.0*400
60Kg
1000C
40分钟
1次
叶云
5月23日
THJ422
4.0*400
70Kg
1000C
40分钟
1次
叶云
备
注
操作人员:
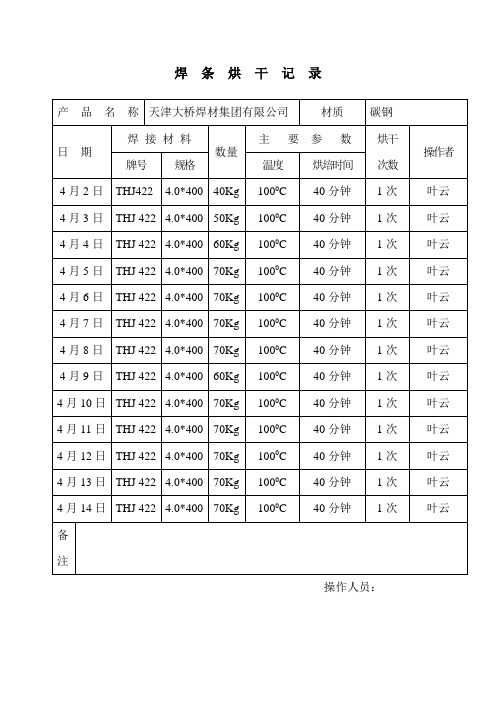
焊条烘干记录
产品名称
天津大桥焊材集团有限公司
材质
碳钢
日期
焊接材料
数量
主要参数
烘干
次数
操作者
牌号
规格
温度
烘培时间
5月24日
THJ422
4.0*400
3.2*350
30Kg
1000C
40分钟
1次
叶云
备
注
操作人员:
焊条烘干记录
产品名称
天津大桥焊材集团有限公司
材质
碳钢
日期
焊接材料
数量
主要参数
烘干
次数
操作者
牌号
规格
温度
烘培时间
6月17日
THJ422
4.0*400
40Kg
1000C
40分钟
1次
叶云
6月18日
THJ422
3.2*350
60Kg
1000C
40分钟
材质
碳钢
日期
焊接材料
数量
主要参数
烘干
次数
操作者
牌号
规格
温度
烘培时间
6月5日
THJ422
4.0*400
40Kg
1000C
40分钟
1次
叶云
6月6日
THJ422
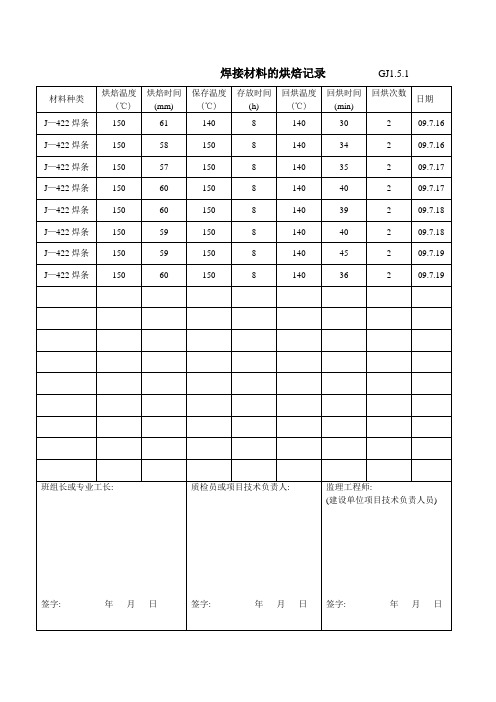
焊接材料的烘焙记录GJ1.5.1
09.7.17
J—422焊条
150
60
150
8
140
40
2
09.7.17
J—422焊条
150
60
150
8
140
39
2
09.7.18
J—422焊条
150
59
150
8
140
40
2
09.7.18
J—422焊条
150
59
150
8
140
45
2
09.7.19
J—422焊条
150
60
150
8
140
36
2
09.7.19
焊接材料的烘焙记录GJ1.5.1
材料种类
烘焙温度
(℃)
烘焙时间
(mm)
保存温度
(℃)
存放时间
(h)
回烘温度
(℃)
回烘时间
(min)
回烘次数
日期
J—422焊条
1பைடு நூலகம்0
61
140
8
140
30
2
09.7.16
J—422焊条
150
58
150
8
140
34
2
09.7.16
J—422焊条
150
57
150
8
140
35
埋弧焊剂
150
58
150
8
140
34
2
09.7.16
埋弧焊剂
150
57
150
8
140
35
2
09.7.17