EN--10327-2004
EN 10327-2004 中文版 冷成形低碳钢持续热浸涂覆讲解

欧洲标准 EN103272004.6ICS 77.140.50; 77.140.10 替代 EN 10142:2000EN 10154:2002EN 10214:1995EN 10215:1995 冷成形用连续热浸镀低碳钢钢板和钢带——交货技术条件CEN欧洲标准化委员会1 范围1.1 本标准规定了厚度在0.35mm~3.0mm(除非另有协议,见1.2的连续热浸镀低碳钢镀锌(Z、镀锌铁合金(ZF、镀锌铝合金(ZA、镀铝锌合金(AZ和镀铝硅合金(AS(见表1的钢板和钢带的交货技术要求。
这里的厚度是指交货产品镀层后的最终厚度。
本标准适用于所有宽度的钢带和从宽度≥600mm的钢带剪切而成的钢板及从宽度<600mm的钢带剪切而成的定尺产品。
1.2 如果在询价和订货时有协议,本标准也适用于厚度>3.0mm的连续热浸镀镀层扁平材产品。
在这种情况下,产品的力学性能、镀层附着性和表面质量要求都应在订货或询价时进行协商。
1.3 本标准规定的产品主要用于那些将冷成形性和耐腐蚀性作为重要参考因素的场合下。
合金的耐腐蚀性与镀层厚度成正比(见7.3.2。
1.4 本标准不适用于:• 结构用热浸镀镀层扁平材产品(见EN10326;• 冷轧电镀扁平材钢产品(见EN 10152;• 连续有机镀层(涂层带卷扁平材钢产品(见EN 10169-1、EN 10169-2和EN 10169-3• 冷成形用较高屈服强度的连续热浸镀涂层钢板和钢带(见EN 10292。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,仅该版本适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准(包括修改单。
EN 10002-1 金属材料-拉伸试验-第1部分:室温实验方法EN 10020:2000 钢牌号定义和分类EN 10021:1993 钢及钢产品交货一般技术要求EN 10027-1 钢代号体系—第1部分:钢名称、基本符号EN 10027-2 钢代号体系—第2部分:数字代号体系EN 10079 钢产品分类EN 10143 连续热浸镀金属镀层钢板和钢带—尺寸外形及允许偏差EN 10204 金属产品—检验文件的类型EN 10113 金属材料—钢板和钢带—塑性应变比的测定EN 10275金属材料—钢板和钢带—拉伸应变硬化指数的测定EN 10260 钢代号体系—补充符号3 术语和定义本标准除采用EN 10020:2000、EN 10021:1993、EN 10079:1992、EN 10204:1991中的术语和定义外,还采用如下术语和定义:注1 钢铁的防护一般导则见EN ISO 14713.注2 连续热浸镀钢带镀层的成分见3.1到3.4。
欧盟EN10327标准
EN10327-1-欧洲标准 EN103272004.6ICS 77.140.50; 77.140.10 替代 EN 10142:2000EN 10154:2002EN 10214:1995EN 10215:1995冷成形用连续热浸镀低碳钢钢板和钢带——交货技术条件CEN欧洲标准化委员会EN10327-2-1 范围1.1 本标准规定了厚度在0.35mm~3.0mm(除非另有协议,见1.2)的连续热浸镀低碳钢镀锌(Z)、镀锌铁合金(ZF)、镀锌铝合金(ZA)、镀铝锌合金(AZ)和镀铝硅合金(AS)(见表1)的钢板和钢带的交货技术要求。
这里的厚度是指交货产品镀层后的最终厚度。
本标准适用于所有宽度的钢带和从宽度≥600mm 的钢带剪切而成的钢板及从宽度<600mm 的钢带剪切而成的定尺产品。
1.2 如果在询价和订货时有协议,本标准也适用于厚度>3.0mm 的连续热浸镀镀层扁平材产品。
在这种情况下,产品的力学性能、镀层附着性和表面质量要求都应在订货或询价时进行协商。
1.3 本标准规定的产品主要用于那些将冷成形性和耐腐蚀性作为重要参考因素的场合下。
合金的耐腐蚀性与镀层厚度成正比(见7.3.2)。
1.4 本标准不适用于:• 结构用热浸镀镀层扁平材产品(见EN10326);• 冷轧电镀扁平材钢产品(见EN 10152);• 连续有机镀层(涂层带卷)扁平材钢产品(见EN 10169-1、EN 10169-2 和EN 10169-3)• 冷成形用较高屈服强度的连续热浸镀涂层钢板和钢带(见EN 10292)。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,仅该版本适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准(包括修改单)。
EN 10002-1 金属材料-拉伸试验-第1部分:室温实验方法EN 10020:2000 钢牌号定义和分类EN 10021:1993 钢及钢产品交货一般技术要求EN 10027-1 钢代号体系—第1部分:钢名称、基本符号EN 10027-2 钢代号体系—第2部分:数字代号体系EN 10079 钢产品分类EN 10143 连续热浸镀金属镀层钢板和钢带—尺寸外形及允许偏差EN 10204 金属产品—检验文件的类型EN 10113 金属材料—钢板和钢带—塑性应变比的测定EN 10275金属材料—钢板和钢带—拉伸应变硬化指数的测定EN 10260 钢代号体系—补充符号3 术语和定义本标准除采用EN 10020:2000、EN 10021:1993、EN 10079:1992、EN 10204:1991中的术语和定义外,还采用如下术语和定义:注1 钢铁的防护一般导则见EN ISO 14713.注2 连续热浸镀钢带镀层的成分见3.1到3.4。
彩钢压型板标准

彩钢压型板标准
彩钢压型板是一种屋面和墙面装饰材料,由彩色钢板通过冷弯成型制作成。
彩钢压型板的标准可根据不同的国家和地区有所不同,以下是常用的一些彩钢压型板标准:
1. GB/T 12755-2008:钢板与钢带冷弯成型技术要求(China National Standard)
2. ASTM A792/A792M-10:Standard Specification for Steel Sheet, 55% Aluminum-Zinc Alloy-Coated by the Hot-Dip Process (American Standard)
3. JIS G3312:2019:Prepainted hot-dip zinc-coated steel sheet and strip(Japanese Standard)
4. EN 10327:2004:Continuously hot-dip coated strip and sheet of low carbon steels for cold forming - Technical delivery conditions(European Standard)
以上标准主要包括了彩钢压型板的材料、厚度、涂层、耐腐蚀性能、尺寸、表面处理和机械性能等要求。
用户在选择和使用彩钢压型板时应参考相关的标准,并确保符合所需的技术和质量要求。
镀锌基板标准指标牌号
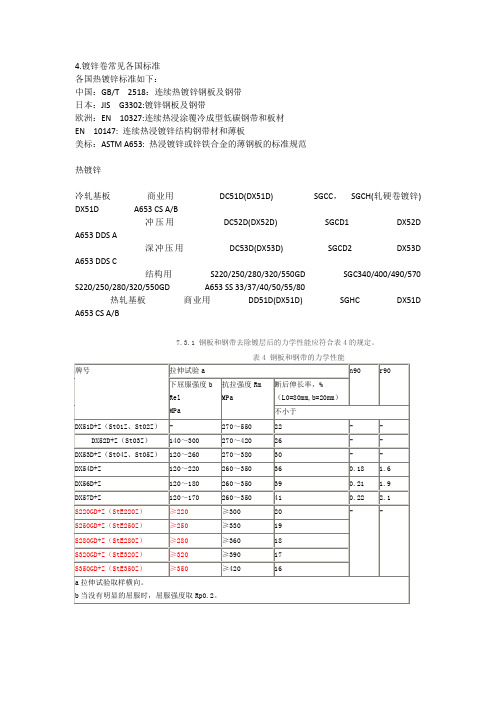
深冲压用DC53D(DX53D) SGCD2 DX53D A653 DDS C
结构用S220/250/280/320/550GD SGC340/400/490/570 S220/250/280/320/550GD A653 SS 33/37/40/50/55/80
16
a拉伸试验取样横向。
b当没有明显的屈服时,屈服强度取Rp0.2。
本标准与国内外相关标准牌号对照表
表A.1 相近牌号对照表
标准
Q/ASB 385-2006
Q/ASB 385-2004
Q/ASB 10-2006
Q/ASB 387-2006
牌号
DX51D+Z
(St01Z、St02Z)
DX51D+Z、St01Z、St01ZH、St02Z、St02ZH
4.镀锌卷常见各国标准
各国热镀锌标准如下:
中国:GB/T 2518:连续热镀锌钢板及钢带
日本:JIS G3302:镀锌钢板及钢带
欧洲:EN 10327:连续热浸涂覆冷成型低碳钢带和板材
EN 10147:连续热浸镀锌结构钢带材和薄板
美标:ASTM A653:热浸镀锌或锌铁合金的薄钢板的标准规范
热镀锌
冷轧基板商业用DC51D(DX51D) SGCC,SGCH(轧硬卷镀锌) DX51D A653 CS A/B
-
SGC440
S350GD+Z(StE350Z)
-
SS50(340)-1/2/3/4
SGC490
表A.1 相近牌号对照表(续)
标准
Q/ASB 385-2006
ASTM A653-05a
汽车用镀锌板

Q/WG(LZ)22-2007
当弯曲直径d=0时,距试样弯曲边部5mm以外不允许有锌层脱落,允许有不露钢基的锌层裂纹,但
没有剥落痕迹。当弯曲直径d=a或d=2a(a=板厚)时,距试样弯曲边部5mm以外不允许有锌层裂纹。锌铁
合金镀层允许有裂纹。
表5 镀层质量表
镀层代号
双面最小镀层质量a
g/m2
三点试验
5 订货所需信息
5.1 订货时用户需提供下列信息: a) 标准号 b) 牌号 c) 镀层种类和镀层质量 d) 是否光整 e) 尺寸及其精度(包括厚度、宽度、长度等) f) 表面结构 g) 表面处理 h) 表面质量(含表面级别、检查面) i) 重量 j) 卷径(内径、外径) k) 包装方式 l) 其它用户特殊要求
镀层种类
镀层质量 g/m2(双面)
60
80 100
120 140
150 纯锌镀层(Z)
180
200 225
250
275 350
60 80
90
100 锌铁合金镀层(ZF)
120
140
150
180 注:如果订合同时经供需双方协议,可以提供表中没有的镀层质量或差厚镀层。
Q/WG(LZ)22-2007
代号 Z60 Z80 Z100 Z120 Z140 Z150 Z180 Z200 Z225 Z250 Z275 Z350 ZF60 ZF80 ZF90 ZF100 ZF120 ZF140 ZF150 ZF180
的镀层。 3.4 锌铁合金镀层(ZF)
热镀锌生产线上生产的通过合金化处理在整个镀层上所形成的锌铁合金层,镀层中铁含量为7-15 %。锌铁合金镀层通过热处理时铁扩散到锌层里获得,这种镀层外观呈均匀的暗灰色。 3.5 光整 (SP)
EN10346:2009 连续热浸镀钢带产品标准.
欧洲标准EN10346EN 10346 连续热浸镀钢带产品技术交货条件CEN欧洲标准化委员会1.范围本标准规定了厚度在0.35-3.0mm(除非另有协议)的冷成型用低碳钢、建筑用钢、冷成型用高强钢连续热浸镀纯锌镀层(Z)、锌铁合金镀层(ZF)、锌铝合金镀层(ZA)、铝锌合金镀层(AZ)以及铝硅镀层产品(AS)和冷成型用多相钢连续热浸镀纯锌镀层(Z)、锌铁合金镀层(ZF)、锌铝合金镀层(ZA)产品交货技术条件。
这里厚度指涂镀后交货产品的最终厚度。
本标准适用于所有宽度的钢带和宽度≥600mm的钢带剪切而成的钢板及宽度<600mm 的钢带剪切而成的定尺产品。
注1:镀(纯)铝产品可以接受,但不在本标准规定范围之内。
注2:如果在询价和订货时有协议,本标准也适用于厚度<0.35mm和>3.0mm 的连续热浸镀镀层扁平材产品。
在这种情况下,产品的力学性能、镀层附着性和表面质量要求都应在订货或询价时进行协商。
注3:本标准规定的产品主要用于那些对冷成形性能、高强度、低屈服强度以及耐蚀性能要求较高的场合。
产品的耐蚀性与镀层厚度即镀层重量有关(见7.3.2)。
本标准规定的产品可用于EN 10169-1、EN10169-2、EN10169-3中规定的用于建筑和一般工程用的有机涂层钢带的基板。
注4:如果在询价和订货时有协议,本标准也适用于其他连续热浸镀热轧钢带产品(与EN10149-2一致)。
2.引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件仅该版本适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准(包括修改单)。
EN 10002-1 金属材料-拉伸试验-第1部分:室温实验方法EN 10020:2000 钢牌号定义和分类EN 10021:2006 钢及钢产品交货一般技术要求EN 10049 金属板带产品表面粗糙度平均值Ra和峰数Rpc的测量。
EN 10079 钢产品分类EN 10143 连续热浸镀金属镀层钢板和钢带—尺寸外形及允许偏差EN 10204:2004 金属产品—检验文件的类型EN 10325 钢-热处理效应屈服强度增加的测定(烘烤硬化系数)ISO 10013 金属材料-钢板和钢带-塑性应变比的测定ISO 10275 金属材料-钢板和钢带-拉伸应变硬化系数的测定3.术语和定义本标准除采用EN 10020:2000、EN 10021:2006、EN 10079:2007、EN 10204:2004中的术语和定义外,还采用如下术语和定义:注钢铁防护的一般导则见EN ISO 14713.3.1 热浸镀锌镀层(Z)将经过预处理的钢带浸入到熔融的锌液中获得的锌镀层,熔融锌液中锌含量应不小于99%。
镀锌板质量证明书

购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准 gb/t13793-2008 质保书编号合同号车号苏e39713 业务员:检查单位:购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准 gb/t13793-2008 质保书编号合同号车号苏e39713 业务员:检查单位:购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准 gb/t13793-2008 质保书编号合同号车号苏e39713 业务员:检查单位:篇二:镀锌板企业标准攀枝花钢铁有限责任公司企业标准连续热镀锌钢板及钢带q/72322100x.003-2004 1 范围本标准规定了连续热镀锌钢板及钢带的定义、分类和代号、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于以冷连轧钢带为基板,通过连续热镀锌方法生产的冷成形用和一般结构用热镀锌钢板及钢带(以下简称钢板和钢带)。
2 规范性引用文件下列文件所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
gb/t222—1984 钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223.11—1991 钢铁及合金化学分析方法过硫酸铵氧化容量法测定量 gb/t223.23—1994 钢铁及合金化学分析方法丁二酮肟分光光度法测定量 gb/t223.32—1994 钢铁及合金化学分析方法次磷酸钠还原—碘量法测定砷量 gb/t223.50—1994 钢铁苯基荧酮—溴化十六烷基胺直接光度法测定锡量gb/t223.53—1987 钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜量gb/t223.62—1988 钢铁及合金化学分析方法乙酸丁酯萃取光度法测定磷量 gb/t223.62—1988 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量 gb/t223.68—1997 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量gb/t223.71—1997 钢铁及合金化学分析方法管式炉内燃烧后重量法测定碳含量gb/t228—2002 金属拉伸试验方法 gb/t232—1999 金属弯曲试验方法gb/t5027—1999 金属薄板和薄带塑性应变比(r值)试验方法 gb/t5028—1999 金属薄板和薄带拉伸应变硬化指数(n值)试验方法 gb/t247—1997 钢板和钢带验收、包装、标志及质量证明书的一般规定 gb/t1839—2003 钢铁产品镀锌层质量试验方法gb/t2975—1998 钢及钢产品力学性能试验取样位置及试样制备 gb/t6397—1986 金属拉伸试验试样 gb/t8170—1987 数值修约规则en10142-2000 冷成形用低碳连续热镀锌钢板及钢带 en10147-2000 结构用连续热镀锌钢板及钢带13 定义本标准采用下列定义:连续热镀锌钢板:在连续热镀锌生产线上把冷轧钢带浸入熔融的锌液中镀锌并经横切以平板状供货的平直板材。
EN_10327_2004

EN 10020:2000、EN 10021:1993、EN 10079:1992、EN 10204:1991 中 规定的和如下的概念和以下的定义都适用于本标准的应用。 注释 1:钢铁保护的一般规则包括 EN ISO 14713。 注释 2:在现实处理的情况下,可有 3.1~3.4 中规定的成分在一个熔池里为宽钢 带连续热浸镀。 3.1 热浸镀锌(Z)
4.1 分类 根据 EN 10020,本标准的钢类属于质量级钢。按其冷成型性的顺序如下分
类(见表 1)。 DX51D:力学弯曲试验质量; DX52D:拉拔质量; DX53D:深冲质量; DX54D:特种深冲质量; DX55D:特种深冲质量(仅+AS),耐热达 800℃; DX56D:专用深冲质量; DX57D:超深冲质量。
范例: 按EN 10143 极限尺寸供货的钢板,公称厚度 0.80mm,限制极限尺寸(S),
公称宽度 1200mm,限制极限尺寸(S),公称长度 2500m m,按EN 10327 标准, 钢DX53D+ZF(1.0355+ZF)的限制平整度公差(FS),镀层量 100g/m2(100),施 以镀层R,表面种类B,表面涂油处理(O):
4.2 名称 4.2.1 缩写名称
对于本标准中包括的钢种而言,表 1 中规定的缩写按 EN 10027-1 和 CR 10260 构成。 4.1.2 材料编号
对于本标准中包括的钢种,表 1 中规定的材料编号按 EN 10027-1 构成。
5 订货说明
5.1 有约束力的说明。 订购方在咨询订购时必须做如下说明: (1)供货数量; (2)产品形状名称(板、带、条状带); (3)尺寸标准编码(EN 10143); (4)尺寸、极限尺寸和形状偏差,如适宜,说明特殊的极限偏差的标记字
皂液器 欧洲 标准

皂液器欧洲标准
欧洲对于皂液器的标准主要涉及到安全性和环保方面,具体标准如下:
1. EN 1040:用于细菌和真菌的消毒性能测试标准。
这个标准通常适用于皂液器,因为皂液用于卫生目的。
2. EN 1500:用于手部卫生的手部消毒剂的测试标准。
如果您的皂液器用于手部卫生,可能需要符合这个标准。
3. EN 1276:食品、工业和家庭用途的细菌灭活剂的基本要求标准。
4. EN 1499:在医疗场所使用的手部消毒剂的基本要求标准。
5. EN 1498:用于外科手术手部消毒剂的基本要求标准。
6. EN 55014-1和EN 55014-2:这是欧盟的CE测试标准,涉及到电磁兼容性和辐射方面的要求。
7. EN 60335:这是欧盟的CE测试标准,涉及到家用和类似用途电器的安全性。
此外,根据欧盟的相关法规,皂液器必须符合欧盟委员会规定的包装和包装废弃物处理的指令。
这些指令包括对包装材料的限制和要求,以确保其对环境的影响最小化。
此外,欧盟还对包装的可回收性和可持续性提出了要求,以减少包装废弃物对环境造成的负面影响。
以上信息仅供参考,建议咨询专业人士获取更准确的信息。
制表:审核:批准:。
常用汽车钢牌号近似对照表
JFS A 2001:1998 JSC270C JSC270D JSC270E JSC270F JSC260G
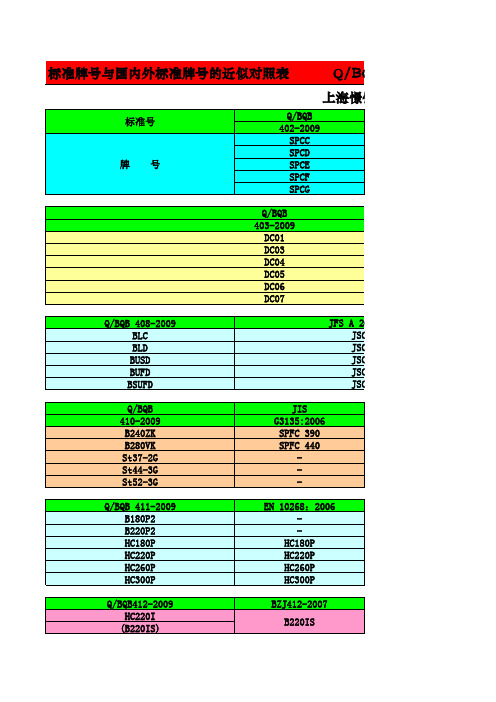
Q/BQB 410-2009
B240ZK B280VK St37-2G St44-3G St52-3G
JIS G3135:2006
SPFC 390 SPFC 440
-
Q/BQB 411-2009 B180P2 B220P2 HC180P HC220P HC260P HC300P
标准牌号与国内外标准牌号的近似对照表
Q/BQB ( 冷轧)
标准号 牌号
上海憬锐实业有限公司 专业汽
Q/BQB 402-2009
SPCC SPCD SPCE SPCF SPCG
Q/BQB 403-2009
DC01 DC03 DC04 DC05 DC06 DC07
Q/BQB 408-2009 BLC BLD BUSD BUFD
Q/BQB 425-2009
DC51D+AZ
HCT500X -
HCT600X
HCT780X -
HCT980X -
HCT690T HCT780T HCT600C HCT780C HCT980C HDT750C HDT780C HDT950C
GB/T 14978-2008 DX51D+AZ
DC52D+AZ DC53D+AZ DC54D+AZ S250GD+AZ S300GD+AZ S350GD+AZ S550GD+AZ
宝钢牌号 冷轧类
BLC BLD BUSD BUFD BSUFD B170P1 B210P1 B250P1 B180P2(BP340) B220P2(BP380) B140H1 B180H1 B340/590DP B400/780DP B340LA B280VK B410LA BLD BUSD BUFD BSUFD BLC BLC B170P1 B200LY B180H1 B280VK B250P1 B280VK B410LA B340/590DP B340LA HC380LA HC420LA
欧盟标准EN10327

7 要求 7.1 化学成分 7.1.1 熔炼分析的化学成分应符合表 1 的规定。 7.1.2 如果询价和订货时达成协议进行成品分析,则与表 1 熔炼分析成分的偏差值应符合表 2 规定。 7.2 力学性能 7.2.1 产品以表 1 中的力学性能要求为基础交货。 7.2.2 如果在询价或订货时有协议,表 1 中规定的产品可以以适用于制造某种具体的部件的要求来供 货。这种情况下,表 1 中的数值不再适用。拒收的允许偏差值应不超过询价和订货时的规定。 7.2.3 如果按 7.2.1 订货,除非在询价或订货时另有协议,否则,表 1 中的力学性能值适用于如下时 间段内(自产品制造之日到用户生产应用之日)的产品: —镀层符合表 1 规定的 DX51D、DX52D 牌号,1 个月; —镀层符合表 1 规定的 DX53D、DX54D、DX55D、DX56D、DX57D 牌号,6 个月。 7.2.4 拉伸试验的数值适用于横向试样,并且与试样的横截面有无镀层有关。
本标准包括的钢牌号,列于表1中的钢是按照EN 10027-1和CR 10260命名的。 4.2.2 钢的数字代号
本标准包括的钢牌号,列于表1中的钢是按照EN 10027-2命名数字代号的。
5 需方应提供的信息 5.1 必要信息 需方应在询价和订货时提供以下信息: a) 交货数量; b) 产品类型(钢板、钢带、定尺); c) 尺寸标准号(EN 10143); d) 公称尺寸和尺寸外形允许偏差,表征相关特殊偏差的符号(如果有); e) 术语“钢”; f) 本标准号(EN 10326); g) 钢名称或钢数字代号和表1中的热浸镀镀层符号; h) 镀层公称重量代号(例如275=275g/m2,两面,见表3~表6); i) 镀层表面结构符号(N、M或R,见7.4和表4、表5); j) 表面质量符号(A、B或C,见7.5); k) 表面处理(C、O、CO、S、P、PO,见7.6)。
挪威海洋工程标准2
挪威海洋工程标准M 501表面处理和保护涂层2004年6月目录前言 (1)序 (1)1概述 (1)2标准规范和参考规范目录 (2)2.1标准规范 (2)2.2 参考规范目录 (3)3.用词定义和缩写 (3)3.2缩写 (3)4.总体要求 (4)4.1概述 (4)4.2计划指定 (4)4.3设备保护和清理 (4)4.4环境要求 (4)4.5油漆 (5)4.6金属材料 (5)4.7车间底漆 (5)4.8不用涂装的表面 (6)4.9搬动和运送涂装好的物体 (6)4.10产品、施工人员和程序的资质认证 (6)4.11金属涂层 (6)4.12记录和汇报 (6)5.健康、安全和环境要求 (6)6.表面处理 (7)6.1喷砂处理的准备工作 (7)6.2喷砂处理 (7)6.3最终表面处理结果 (7)7.涂层施工 (7)7.1概述 (7)7.2施工设备 (8)7.3施工 (8)8.金属热喷涂 (8)8.1概述 (8)8.2涂料 (8)8.3热喷涂施工 (9)8.4修补、管道的现场涂装和有连接金属的涂装 (9)9.防火材料的喷涂 (9)9.1概述 (9)9.2涂料 (9)9.3施工 (10)9.4修补 (10)10.资质要求 (10)10.1产品的资质 (10)10.2公司和人员的资质 (13)10.3程序的资质认证 (14)涂装程序说明书(CPS) (14)涂装系统测试(CPS) (14)11.检测和测试 (15)附录A (17)A.1涂装系统1(必须事先经过测试) (17)A.2涂装系统2(必须事先经过测试) (18)A.3涂装系统3 (19)A.4涂装系统4 (20)A.5涂装系统5 (20)A5.1涂装系统5A(必须进行先期测试) (20)A5.2涂装系统5B(必须进行先期测试) (21)A.6涂装系统6 (21)A.7涂装系统7(必须进行先期测试) (22)A.8涂装系统8 (22)A.9涂装系统9 (23)附录B (23)附录A:涂装系统表附录B:颜色表(供参考)前言挪威海洋工程可竞争性标准(NORSOK)随挪威石油工业的发展而发展,用来保证石油工业发展和实际操作的安全、高效、成本节约。
梅钢产品手册

其他用途
电子方面 工程方面 建筑方面
电极、电缆带、电磁屏幕罩壳等 汽车滤油器、汽车空滤、垫片等 气体流量计内部件、热交换器、厨具、货架等
6
(3) 宝钢产品应用实绩
三片饮料罐 代表用户有王老吉、红牛、娃哈 哈等品牌的包装。
食品罐(三片罐和二片罐) 宝钢镀锡板已广泛应用于食品 包装的各个领域,包括水果罐 头、肉类罐头、鱼罐头、蔬菜罐 头等。代表用户有黄罐、梅林、 古龙等。
DC51D+AZ DX51D+AZ G2+AZ
DC52D+AZ DX52D+AZ G3+AZ
S300GD+AZ S300GD+AZ G300+AZ
EN 10326:2004 EN 10327:2004 DX51D+AZ DX52D+AZ –
S350GD+AZ S350GD+AZ G350+AZ S350GD+AZ
4
(2) 产品用途与选用 产品主要用于家电制造行业、日用及办公用品等,例如:电冰箱、冰柜、空调机、洗衣机、彩电、音像产品、计算 机等。另外还用于搪瓷制品、管材型材制品、压力容器制品的主要基板材料。
普冷产品具体牌号与用途
材料类别 一般用 冲压级
白色家电专用钢
(1) 产品用途与选用
建筑业 民用和工业用建筑的屋顶、外墙、彩涂基板、车库门、栅栏、百叶窗等
家电业 洗衣机、冰箱、电视机、空调、烤箱、通风系统外覆盖件、防爆带钢、太 阳能热水器、电器部件等
汽车工业 汽车消音器、尾气管和催化转换器的防热罩、汽车车体底部零件、高速公 路标志牌等
工业仪表 电控柜、工业冷冻柜、自动售货机等
EN-10327-2004-中文版-冷成形低碳钢持续热浸涂覆讲解

EN-10327-2004 中文版冷成形低碳钢持续热浸涂覆讲解前言本文将介绍 EN-10327-2004 标准的中文版,关于冷成形低碳钢持续热浸涂覆的标准规范。
涵盖了标准的目的及应用范围,产品分类等方面的讲解。
标准的目的EN-10327-2004 的标准的目的是规范冷成形低碳钢持续热浸涂覆的产品分类、要求、试验方法、包装、标志及质量证明等方面的要求。
应用范围EN-10327-2004 适用于冷成形的连续热浸镀锌的带钢和板材。
产品的带宽、厚度和化学成分均需符合本标准的规范。
产品分类本标准将冷成形低碳钢持续热浸涂覆分为两类:DX51D 和 DX52D。
其中又分为以下几个等级:•Z200:钢芯镀锌重量为200g/m2•Z225:钢芯镀锌重量为225g/m2•Z275:钢芯镀锌重量为275g/m2•Z350:钢芯镀锌重量为350g/m2实际应用中,选择哪一种等级的冷成形低碳钢持续热浸涂覆需要根据实际情况而定。
常用的情况是:厚度低的片材,采用 Z275;厚度高的板材和要求使用寿命更长的设备则需要使用 Z350。
相关试验方法以下是本标准中会用到的试验方法:•钢芯厚度和钢芯重量•阻碍外皮涂层剥离能力的测定•涂覆层附着力的测定•腐蚀试验包装及标志符合EN-10327-2004 标准的冷成形低碳钢持续热浸涂覆需要进行包装和标志。
具体规定如下:•包装应该先进行预处理,确保收到的产品的质量。
•包装材料应该能够有效保护产品免受气候变化和运输过程中的外力损伤。
•在包装上标明的信息应该明确无误,包括:检验员号码、生产日期、涂覆等级、涂覆标准等。
•包装应该适应运输,避免在运输过程中产生损坏或其他质量问题。
•每个包装箱或包装袋应该有标记,以区分涂覆层类型、质量等级和批次号。
质量保证指定生产商应负责质量管理和检查。
生产商应遵守质量管理程序,以确保其产品符合 EN-10327-2004 标准的规定。
结论本文讲解了 EN-10327-2004 标准的中文版,关于冷成形低碳钢持续热浸涂覆的标准规范。
EN--10327-2004

EN--10327-2004欧洲标准 EN103272004.6ICS 77.140.50; 77.140.10 替代 EN 10142:2000EN 10154:2002 EN 10214:1995 EN 10215:1995冷成形用连续热浸镀低碳钢钢板和钢带——交货技术条件CEN 欧洲标准化委员会w ww .b zf xw .c o m1 范围1.1 本标准规定了厚度在0.35mm ~3.0mm (除非另有协议,见1.2)的连续热浸镀低碳钢镀锌(Z )、镀锌铁合金(ZF )、镀锌铝合金(ZA )、镀铝锌合金(AZ )和镀铝硅合金(AS )(见表1)的钢板和钢带的交货技术要求。
这里的厚度是指交货产品镀层后的最终厚度。
本标准适用于所有宽度的钢带和从宽度≥600mm 的钢带剪切而成的钢板及从宽度<600mm 的钢带剪切而成的定尺产品。
1.2 如果在询价和订货时有协议,本标准也适用于厚度>3.0mm 的连续热浸镀镀层扁平材产品。
在这种情况下,产品的力学性能、镀层附着性和表面质量要求都应在订货或询价时进行协商。
1.3 本标准规定的产品主要用于那些将冷成形性和耐腐蚀性作为重要参考因素的场合下。
合金的耐腐蚀性与镀层厚度成正比(见7.3.2)。
1.4 本标准不适用于:结构用热浸镀镀层扁平材产品(见EN10326); ? 冷轧电镀扁平材钢产品(见EN 10152);连续有机镀层(涂层带卷)扁平材钢产品(见EN 10169-1、EN10169-2和EN 10169-3)? 冷成形用较高屈服强度的连续热浸镀涂层钢板和钢带(见EN 10292)。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,仅该版本适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准(包括修改单)。
EN 10002-1 金属材料-拉伸试验-第1部分:室温实验方法EN 10020:2000 钢牌号定义和分类EN 10021:1993 钢及钢产品交货一般技术要求EN 10027-1 钢代号体系—第1部分:钢名称、基本符号EN 10027-2 钢代号体系—第2部分:数字代号体系 EN 10079 钢产品分类EN 10143 连续热浸镀金属镀层钢板和钢带—尺寸外形及允许偏差 EN 10204 金属产品—检验文件的类型EN 10113 金属材料—钢板和钢带—塑性应变比的测定EN 10275金属材料—钢板和钢带—拉伸应变硬化指数的测定 EN 10260 钢代号体系—补充符号3 术语和定义本标准除采用EN 10020:2000、EN 10021:1993、EN 10079:1992、EN 10204:1991中的术语和定义外,还采用如下术语和定义:注1 钢铁的防护一般导则见EN ISO 14713. 注2 连续热浸镀钢带镀层的成分见3.1到3.4。
EN_10326_2004

这种结构具有金属光泽,产生于锌铝镀层最无影响的凝固时。大小不同的结 晶和带有不同的光泽取决于生产条件。镀层的质量不受此影响。 7.4.5 铝锌镀层(AZ)的结构
要求。
表 1 钢种和力学性能(纵向试样)
名称
化学成分,质量%(最大)
力学性能
钢级
缩写
材 热浸镀层种类
料
符号
C
号
Si Mn P
屈服强度 抗拉强
延伸率
S
0.2% RP0.2a
度 Rmb
A80c %
MPa* MPa* 最小
最小 最小
S220GD 1.0241 +Z、+ZF、+ZA、
220
300
20
+AZ
A250GD 1.0242 +Z、+ZF、+ZA、 +AZ、+AS
连续热浸镀层结构钢钢板和钢带交货技术条件 ·5·
(14)给产品打印要求的识别标记(见 9.2); (15)对包装的要求(见第 10 节)。
6 生产工艺
钢产品的生产工艺由制造商决定。
7 要求
7.1 化学成分 熔炼分析后的化学成分应符合表 1 中的要求。
7.1.2 咨询订购时如需协议工件分析时,表 1 中熔炼分析的偏差应符合表 2 中的
在要么没有锌花,要么就是带有不同光泽和不同尺寸的锌结晶体。镀层的质量不 受此影响。
如需要明显而又突出的锌花,需在订货时特别说明。 7.4.2.2 小锌化(M)
这种结构产生在有目的的影响凝固过程中。表面有缩小了的锌花,小到某些 情况下肉眼无法辨认。只有当普通锌花(见 7.4.2.1)不足以满足表面外观的要求 时,才给予考虑这样结构。 7.4.3 锌铁合金(ZF)时的结构
喷火器 执行标准
喷火器执行标准
喷火器的执行标准通常根据不同的国家和地区而有所差异。
以下是一些常见的喷火器执行标准:
1. 美国执行标准:美国国家标准协会(ANSI)发布了
ANSI/UL标准96,该标准规定了喷火器的设计、制造、测试和认证要求。
2. 欧洲执行标准:欧洲联盟(EU)发布了EN3系列标准,其中EN3-7规定了可携式灭火器的要求,EN3-8规定了车载灭火器的要求。
3. 国际执行标准:国际标准化组织(ISO)发布了ISO 6182-1标准,该标准规定了自动灭火系统的要求和测试方法。
需要注意的是,上述标准只是一些常见的喷火器执行标准,具体执行标准可能因地区和使用场景的不同而有所变化。
因此,在购买和使用喷火器时,应根据当地的相关法规和标准进行选择和操作。
DINEN10327中文

DINEN10327中⽂DIN冷成形⽤低碳钢连续热浸镀带钢和钢板交货技术条件DIN EN 10327:2004等同采⽤EN 10327:2004冷成形⽤低碳钢连续热浸镀带钢和钢板交货技术条件1 范围本标准规定了对⽤于冷成形的低碳钢连续热浸镀产品的要求,镀层包括锌(Z)、锌铁合⾦(ZF)、锌铝合⾦(ZA)、铝锌合⾦(AZ)和铝硅合⾦(AS)(见表1);厚度0.35mm~3.0mm,除⾮另有协议(见1.2),厚度是指镀后交货成品的最终厚度。
本标准适⽤于所有宽度的带钢及其切成的钢板(宽度≥600mm)和定尺长度(宽度<600mm)。
如果在询洽和订合同时达成⼀致,本标准也可以适⽤于厚度>3.0mm 的连续热浸镀扁平轧材。
在这种情况下,机械性能、镀层附着⼒和表⾯条件的要求也应在询洽和订合同时商定。
本标准涉及的产品主要⽤于以冷成形和耐腐蚀性为主的情形,产品的耐腐蚀性与镀层厚度、即镀层重量(参见7.3.2)成正⽐。
本标准不适⽤于:-结构钢连续热浸镀扁平轧材(参见EN 10326)-电镀锌冷轧扁平轧材(参见EN 10152)-连续有机涂层(彩涂)扁平轧材(参见EN 10169-1、ENV 10169-2 和EN 10169-3)-冷成形⾼强钢连续热浸镀带钢和钢板(参见EN 10292)2 规范性引⽤⽂件下列⽂件中的条款通过本标准的引⽤⽽成为本标准的条款。
凡是注⽇期的引⽤⽂件,其随后所有的修改单(不包括勘误的内容)或修订版均不适⽤于本标准,然⽽,⿎励根据本标准达成协议的各⽅研究是否可使⽤这些⽂件的最新版本。
凡是不注⽇期的引⽤⽂件,其最新版本适⽤于本标准。
EN 10002-1 ⾦属材料—拉伸试验—第⼀部分:室温下的试验⽅法EN 10020:2000 钢种定义和分类EN 10021:1993 钢和钢材通⽤交货技术条件EN 10027-1 钢命名体系—第⼀部分:钢的名字,主要标记EN 10027-2 钢命名体系—第⼀部分:数字表达体系EN 10079:1992 钢材的定义EN 10143 连续热浸镀钢板和钢带—尺⼨和形状公差EN 10204:1991 ⾦属产品—检查⽂件的类型ISO 10113 ⾦属材料—板带—测定塑性应变⽐ISO 10275 ⾦属材料—板带—测定拉伸应变硬化指数CR 10260 钢命名体系—附加标记3 术语和定义EN 10020:2000、EN 10021:1993、EN 10079:1992 和EN 10204:1991 等给出的下列术语和定义适⽤于本标准要求。
涂镀钢卷各标准(国标、美标、欧标、日标)材质对照表
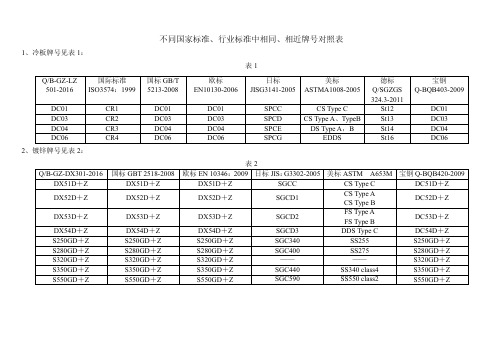
SS255 SS275 —— SS340 class4 SS550 class2
宝钢 Q-BQB420-2009 DC51D+Z DD51D+Z DC52D+Z DC53D+Z DC54D+Z DD54D+Z S250GD+Z S280GD+Z S320GD+Z S350GD+Z S550GD+Z
4、镀铝锌牌号见表 4:
GB/T 14978-2008
DX51D+AZ DX52D+AZ DX53D+AZ DX54D+AZ S250GD+AZ S280GD+AZ S320GD+AZ S350GD+AZ S550GD+AZ
AS 1397-2001
—— G2+AZ G3+AZ
—— G250+AZ
—— —— G350+AZ G550+AZ
2、镀锌牌号见表 2:
Q/B-GZ-DX301-2016 DX51D+Z
DX52D+Z
DX53D+Z
DX54D+Z S250GD+Z S280GD+Z S320GD+Z S350GD+Z S550GD+Z
国标 GBT 2518-2008 DX51D+Z
DX52D+Z
DX53D+Z
DX54D+Z S250GD+Z S280GD+Z S320GD+Z S350GD+Z S550GD+Z
国标 GBT 2518-2008
DX51D+Z
DX52D+Z DX53D+Z
DX54D+Z
S250GD+Z S280GD+Z S320GD+Z S350GD+Z S550GD+Z
表3 欧标 EN 10346:2009 日标 JIS:G3302-2005
船用轴承执行标准
船用轴承执行标准一、引言船用轴承是船舶中重要的机械部件之一。
船只在海上航行时,船用轴承需要承受来自波浪、风力以及船舶自身运动产生的载荷和振动。
为了确保船用轴承的可靠性和安全性,制定了一系列的执行标准。
二、国际标准2.1 ISO标准国际标准化组织(ISO)制定了一些适用于船用轴承的标准,以确保其设计、制造和使用的一致性。
其中包括: 1. ISO 12217:船舶建造 - 船用轴承 - 安全要求2. ISO 248;船舶和海上技术 - 轴承的类型和尺寸2.2 IMO标准国际海事组织(IMO)针对航海安全和环境保护制定了一系列的标准和规则,其中包括了船用轴承的相关要求。
这些标准不仅要求轴承的可靠性和安全性,还要求其对环境的影响要尽量降至最低。
三、国内标准3.1 国家标准中国国家标准化委员会也制定了一些与船用轴承相关的标准。
其中包括: 1. GB/T 14364:船舶用轴承 - 一般技术条件 2. GB/T 14365:轴承 - 船舶用推力球轴承- 技术条件这些标准规定了轴承的材料、制造工艺、性能要求等,以确保其在船舶中的可靠应用。
3.2 分类社会标准船舶必须符合特定的船级社的要求才能取得船级认证。
船级社制定了许多适用于船用轴承的类别社会规则,这些规则更为详细和严格,确保轴承符合高标准的可靠性、安全性和耐久性要求。
四、轴承的设计与制造4.1 材料选择船舶工作环境对轴承的要求非常苛刻,因此轴承的材料选择至关重要。
常用的材料包括具有良好耐蚀性和耐磨性的不锈钢以及具有良好耐海水腐蚀性能的特殊合金。
4.2 制造工艺船用轴承的制造工艺通常需要进行特殊处理,以提高其耐用性和可靠性。
例如,通过热处理和表面处理来改善轴承的硬度和耐磨性。
此外,还需要进行精密加工和测试,确保轴承的尺寸和性能满足标准要求。
五、轴承的安装和维护5.1 安装要求船用轴承的安装需要按照相关标准和规范进行。
在安装过程中要注意以下几个方面:1. 确保轴承和座孔的配合间隙符合设计要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
欧洲标准 EN103272004.6ICS 77.140.50; 77.140.10 替代 EN 10142:2000EN 10154:2002 EN 10214:1995 EN 10215:1995冷成形用连续热浸镀低碳钢钢板和钢带——交货技术条件CEN 欧洲标准化委员会w ww .b zf xw .c o m1 范围1.1 本标准规定了厚度在0.35mm ~3.0mm (除非另有协议,见1.2)的连续热浸镀低碳钢镀锌(Z )、镀锌铁合金(ZF )、镀锌铝合金(ZA )、镀铝锌合金(AZ )和镀铝硅合金(AS )(见表1)的钢板和钢带的交货技术要求。
这里的厚度是指交货产品镀层后的最终厚度。
本标准适用于所有宽度的钢带和从宽度≥600mm 的钢带剪切而成的钢板及从宽度<600mm 的钢带剪切而成的定尺产品。
1.2 如果在询价和订货时有协议,本标准也适用于厚度>3.0mm 的连续热浸镀镀层扁平材产品。
在这种情况下,产品的力学性能、镀层附着性和表面质量要求都应在订货或询价时进行协商。
1.3 本标准规定的产品主要用于那些将冷成形性和耐腐蚀性作为重要参考因素的场合下。
合金的耐腐蚀性与镀层厚度成正比(见7.3.2)。
1.4 本标准不适用于:• 结构用热浸镀镀层扁平材产品(见EN10326); • 冷轧电镀扁平材钢产品(见EN 10152);• 连续有机镀层(涂层带卷)扁平材钢产品(见EN 10169-1、EN 10169-2和EN 10169-3) • 冷成形用较高屈服强度的连续热浸镀涂层钢板和钢带(见EN 10292)。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,仅该版本适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准(包括修改单)。
EN 10002-1 金属材料-拉伸试验-第1部分:室温实验方法 EN 10020:2000 钢牌号定义和分类EN 10021:1993 钢及钢产品交货一般技术要求EN 10027-1 钢代号体系—第1部分:钢名称、基本符号 EN 10027-2 钢代号体系—第2部分:数字代号体系 EN 10079 钢产品分类EN 10143 连续热浸镀金属镀层钢板和钢带—尺寸外形及允许偏差 EN 10204 金属产品—检验文件的类型EN 10113 金属材料—钢板和钢带—塑性应变比的测定EN 10275金属材料—钢板和钢带—拉伸应变硬化指数的测定 EN 10260 钢代号体系—补充符号3 术语和定义本标准除采用EN 10020:2000、EN 10021:1993、EN 10079:1992、EN 10204:1991中的术语和定义外,还采用如下术语和定义:注1 钢铁的防护一般导则见EN ISO 14713. 注2 连续热浸镀钢带镀层的成分见3.1到3.4。
3.1 热浸镀锌镀层(Z )将准备好的产品浸入到纯度至少为99%的熔融的锌液中获得的锌镀层(另见7.4.2)。
3.2 热浸镀锌-铁镀层(ZF )将准备好的产品浸入到纯度至少为99%的熔融的锌液中获得锌镀层,然后退火,形成至少含有8%~12%的铁的铁-锌镀层(另见7.4.3)。
3.3 热浸镀锌铝合金镀层(ZA )将准备好的产品浸入到含有大约5%铝的熔融的锌液中获得的锌铝合金镀层。
3.4 热浸镀铝锌合金镀层(AZ )w ww .b zf xw .c o m将准备好的产品浸入到含有大约55%铝、1.6%硅的熔融的锌液中获得的铝锌合金镀层。
3.5 热浸镀铝硅合金镀层(AS )将准备好的产品浸入到含有大约8%~11%硅的熔融的铝液中获得的铝硅合金镀层。
3.6 镀层重量镀层重量是产品两个面的镀层总重量(用g/m 2表示)。
4 分类和代号4.1 根据EN 10020本标准包括的牌号为非合金钢。
这些牌号按照其冷成形性能的递增进行分类(见表1)。
DX51D :弯曲和成形级; DX52D :冲压级; DX53D :深冲级: DX54D :特殊深冲级;DX55D :特殊深冲级,(仅AS ),耐热达800℃; DX56D :特优深冲级; DX57D :超深冲级。
4.2 代号 4.2.1 钢名称本标准包括的钢牌号,列于表1中的钢是按照EN 10027-1和CR 10260命名的。
4.2.2 钢的数字代号本标准包括的钢牌号,列于表1中的钢是按照EN 10027-2命名数字代号的。
5 需方应提供的信息 5.1 必要信息需方应在询价和订货时提供以下信息: a ) 交货数量;b ) 产品类型(钢板、钢带、定尺);c ) 尺寸标准号(EN 10143);d ) 公称尺寸和尺寸外形允许偏差,表征相关特殊偏差的符号(如果有);e ) 术语“钢”;f ) 本标准号(EN 10326);g ) 钢名称或钢数字代号和表1中的热浸镀镀层符号;h ) 镀层公称重量代号(例如275=275g/m 2,两面,见表3~表6); i ) 镀层表面结构符号(N 、M 或R,见7.4和表4、表5); j ) 表面质量符号(A 、B 或C ,见7.5);k ) 表面处理(C 、O 、CO 、S 、P 、PO,见7.6)。
例如,1 钢板,尺寸允许偏差按EN 10143中公称厚度为0.80mm 的钢板,特殊要求厚度允许偏差(S ),公称宽度1200mm ,特殊要求宽度允许偏差(S ),公称长度2500mm ,特殊要求不平度(FS ),按EN 10327制造的DX53D+ZF (1.0355+ZF ),镀层重量275g/m 2,镀层表面结构R,表面质量B,表面涂油(O ); 1 钢板 EN 10143-0.80S ×1200S ×2500FS 钢 EN 10327-DX53D+Z275-R-B-O 或者:1 钢板 EN 10143-0.80S ×1200S ×2500FSw ww .b zf xw .c o m钢 EN 10327- ZF (1.0355+ZF )+Z275-R-B-O5.2 可选要求本标准中列出如下一些可选要求。
如果需方没有明确提出如下要求,产品按基本要求供货。
a ) 产品交货厚度>3mm (见1.2); b ) 对熔炼分析进行确认(见7.1.2);c ) 产品以适用于制造某种具体的部件的要求来供货(见7.2.2);d ) 镀层重量不同于表3~表5的规定和/或要求差厚钢板(见7.3.2);e ) 大锌花镀层钢板(见7.4.2.1或7.4.5)f ) 在进行铝硅镀层时,对铝铁硅合金层最大重量有特殊要求(见7.4.6);g ) 对热浸镀铝硅合金镀层产品表面表面结构有特殊要求(B 型表面,见7.5.3注); h ) S 类镀层(见7.6.5); i ) 无破断产品(见7.7)j ) 冷加工时要求无滑移线(见7.8.2);k ) 产品单面最大或最小镀层重量有特殊要求(见7.9.2); l ) 告知哪一面已进行检验(见7.10.1);m ) 按本标准要求进行一致性试验(见8.1.1和8.1.2); n ) 提供检验文件和检验文件的类型(见8.1.2); o ) 采用产品的商标进行标识(见9.2); p ) 包装要求(见10)。
6 制造工艺炼钢和制造产品的工艺有生产厂决定。
7 要求7.1 化学成分7.1.1 熔炼分析的化学成分应符合表1的规定。
7.1.2 如果询价和订货时达成协议进行成品分析,则与表1熔炼分析成分的偏差值应符合表2规定。
7.2 力学性能7.2.1 产品以表1中的力学性能要求为基础交货。
7.2.2 如果在询价或订货时有协议,表1中规定的产品可以以适用于制造某种具体的部件的要求来供货。
这种情况下,表1中的数值不再适用。
拒收的允许偏差值应不超过询价和订货时的规定。
7.2.3 如果按7.2.1订货,除非在询价或订货时另有协议,否则,表1中的力学性能值适用于如下时间段内(自产品制造之日到用户生产应用之日)的产品: —镀层符合表1规定的DX51D 、DX52D 牌号,1个月;—镀层符合表1规定的DX53D 、DX54D 、DX55D 、DX56D 、DX57D 牌号,6个月。
7.2.4 拉伸试验的数值适用于横向试样,并且与试样的横截面有无镀层有关。
w ww .b zf xw .c o mEN10327-5-表1 钢牌号和力学性能(纵向试样)代号化学成分 % 质量分数 最大值力学性能 钢号数字代号镀层类型代号 C Si Mn P S Ti屈服强度 R e a MPa* 抗拉强度 R m MPa* 延伸率 A b 80 % 最小塑性应变比r 90 最小加工硬化指数n 90 最小DX51D 1.0226+Z 、+ZF 、+ZA 、+AZ 、+AS -270~22 - - DX52D 1.0350+Z 、+ZF 、+ZA 、+AZ 、+AS 140~300c270~42026 - - DX53D 1.0355+Z 、+ZF 、+ZA 、+AZ 、+AS 140~260 270~380 30 - - DX54D 1.0306+Z 、+ZA 120~220 260~35036 1.6 0.18 DX54D 1.0306+ZF 120~220 260~350 34 1.4 0.18 DX54D 1.0306+AZ 120~220 260~350 30 - - DX54D 1.0306+AS 120~220 260~350 39 1.4d e 0.18eDX55D 1.0309+AS140~240 270~370 37 - -DX56D 1.0322+Z 、+ZA 120~180 260~35039 1.9d 0.21 DX56D 1.0322+ZF 120~180 260~350 41 1.7d e 0.20e DX56D 1.0322+AS120~180 260~350 39 1.7d e 0.20e DX57D 1.0853+Z 、+ZA 120~170 260~350 41 2.1d 0.22 DX57D 1.0853+ZF 120~170 260~350 39 1.9d e 0.21e DX57D 1.0853+AS0.120.500.600.100.0450.30120~170 260~35041 1.9d e0.21e* 1MPa=1 N/mm ;a 如果屈服强度不明显,可以用Rp0.2代替;如果屈服强度明显,该值为下屈服点(R el );b 对于厚度在0.50mm ≤t ≤0.70mm (包括镀层)之间的产品,最小延伸率(A 80)应减少2个单位;对于t ≤0.50mm 的,减少4个单位;c 该数值仅适用于光整产品(表面质量为B 和C 级);d 对于t>1.5mm 的产品,r 90值应减少0.2;e对于t ≤0.70mm 的产品,r 90值应减少0.2 , n 90值应减少0..01。