柜门CAD刀型
后钢板弹簧吊耳CAD图纸
快换钻套 1
衬套
1
钻套螺钉
1
六角薄螺母∅26 1
∅48开口垫圈 1
定位心轴 1
支承板 1
圆柱头螺
3
零件名称
数 量
钻孔夹具
装配图
45钢 碳素钢 45钢
HRC55~60 HRC26~35
45钢 碳素钢 45钢 碳素钢 碳素钢 45钢 45钢 45钢 45钢 45钢 45钢
材料
HRC40~45 HRC28~38 HRC55~60
备注
图号 比例 1:1 数量 1
其余
深5 B
深6
A
深11.5
1:50锥销孔2 配作
技术要求
1、铸件应进行时效处理,消除内应力; 2、未注铸造圆角为R3; 3、铸件不得有气孔、沙眼、缩孔等铸造缺陷; 4、必须经过探伤后方可使用。
制图 校核 审图
钻孔夹具 零件图
图号 比例 1:1 数量 1
其余
技术要求
零件号
材料
编制
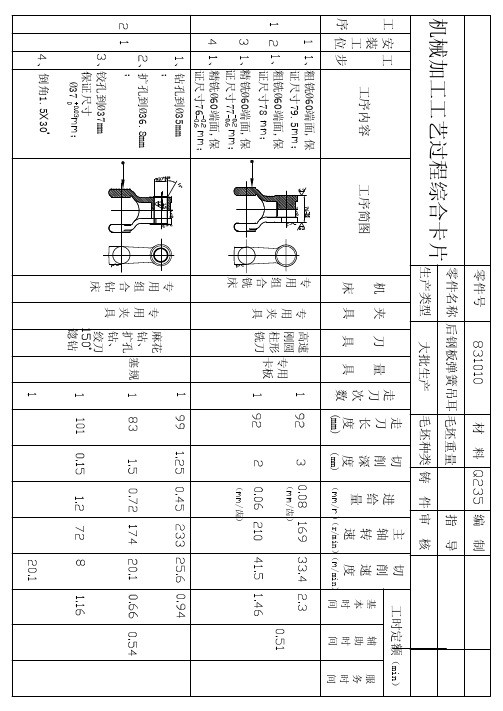
机械加工工艺过程综合卡片 零件名称 后钢板弹簧吊耳 毛坯重量
指导
生产类型 大批生产 毛坯种类 铸 件 审 核
工安工
装 工 序位步
工序内容
、粗铣Ø60端面,保 证尺寸79.5 ;
、粗铣Ø60端面,保 证尺寸78 ;
、精铣Ø60端面,保
证尺寸77
;
、精铣Ø60端面,保
证尺寸76
;
、钻孔到Ø35mm ;
Ø37 保证尺寸
, 倒角1.5 30 ,保证内孔端面粗糙度1.6
粗铣 两内侧 粗铣 两内侧面,保证尺寸
,
3面
保证两内侧端面粗糙度12.5
4
粗铣 侧面
CADCAM和先进制造技术(APT简介)
概述数控加工程序的编制是数控加工技术的重要方面,程序编制水平直接影响到零件加工的质量和效率。
因此,高质量、高效率的编程方法,一直是数控技术研究的重要课题之一,目前国内外研究开发了大量的数控自动编程软件。
数控自动编程系统主要由硬件和软件组成。
硬件主要由计算机、穿孔机、绘图机、磁盘或磁带等外部设备组成;软件主要包括编程语言和程序系统(编译系统)。
编程语言是一套规定的基本符号、字母、数字和用它们描述零件加工的语法、词法规则。
这些符号和规则接近于车间日常用语,用来描述被加工零件的几何形状、几何元素间的相互关系、刀具运动轨迹以及一些必要的工艺参数等。
编程语言易读、易懂、易于修改。
自动编程的方法是由编程人员根据零件图的要求,进行工艺分析,用编程语言在计算机上编写零件加工的源程序,将该源程序送入计算机,经过计算处理后,计算机便自动地输出零件数控加工程序单,绘出零件加工刀具运动中心轨迹。
为了处理源程序,必须有一套预先存放在计算机内的零件源程序处理的程序,即所谓“编译程序”。
该程序将零件的源程序翻译成计算机能够接受的机器语言,并进行主信息处理和后置处理。
其中,主信息处理完成数值计算、刀具中心轨迹计算,并制定辅助功能等工作。
后置处理则针对不同的数控机床的数控系统,将主信息处理后的数据转换成该数控系统规定的数控加工程序。
数控自动编程语言APT数控编程是目前CAD/CAPP/CAM系统中最能明显发挥效益的环节之一,其在实现设计加工自动化、提高加工精度和加工质量、缩短产品研制周期等方面发挥着重要作用。
在诸如航空工业、汽车工业等领域有着大量的应用。
由于生产实际的强烈需求,国内外都对数控编程技术进行了广泛的研究,并取得了丰硕成果。
下面就对数控编程及其发展作一些介绍。
数控编程的基本概念数控编程是从零件图纸到获得数控加工程序的全过程。
它的主要任务是计算加工走刀中的刀位点(cutter location point简称CL 点)。
CADCAM复习资料
一、单选题(共20题,40分)1、以下( )特征属于“扫描特征”。
(2.0)A、通过面扫掠B、延伸体C、沿一条引导线扫掠D、拉伸实体正确答案: D2、永磁式交流同步电机由定子、转子和()三部分组成(2.0)A、检测元件B、磁极C、电枢D、电极正确答案: A3、可以用修正法和抵消法等方法消除()误差(2.0)A、随机B、系统C、粗大D、相对正确答案: B4、主切削刃正着的切削表面称为()表面(2.0)A、已加工B、待加工C、过渡正确答案: C5、下列视图中属于基本视图的是()(2.0)A、局部剖视图B、斜视图C、三视图D、断面图正确答案: C6、平均值一极差控制图的优点是(2.0)A、既用于考察测定的准确度,又可用于考察测定的精密度B、只用于考察测定的精密度C、只用于考察测定的准确度D、不能考察测定的准确度正确答案: A7、取消刀具半径补偿的指令是()(2.0)A、 G41B、 G42C、 G40D、 G49正确答案: C8、( )不是装配中的配对约束。
(2.0)A、对齐B、中心C、配合D、相反正确答案: D9、在系统默认情况下,绘制草图时如果产生了过约束,则所有尺寸会变成( )颜色。
(2.0)A、不变色B、红色C、黄色D、白色正确答案: B10、计算机辅助编程中生成数控加工程序是()阶段的工作(2.0)A、生成刀具轨迹B、选择加工方式和参数C、轨迹模拟D、后置处理正确答案: D11、设备的使用应实行岗位责任制,凡有固定人员操作的设备,该员工即为设备的()(2.0)A、所有人B、责任人C、相关人D、使用人正确答案: B12、对于精密仪器和重要机器中的主要配合,其公差等级应选为()(2.0)A、 IT1至IT7B、 IT2至IT5C、 1T7至IT9D、 IT8至IT13正确答案: B13、螺栓连接通常用于被连接件不太厚又()的场合。
(2.0)A、不需要经常拆装B、需要经常拆装C、受力不大正确答案: B14、数控机床采用伺服电机实现无级变速仍采用齿轮传动主要目的是增大()(2.0)A、输入速度B、输入扭矩C、输出速度D、输出扭短正确答案: D15、速度继电器的文字符号-般用什么来表示()(2.0)A、 KSB、 KTC、 KAD、 KM正确答案: A16、关闭栅格点阵的显示, 打开捕获开关,捕获功能( )起作用。
磨刀教程经典

前言在CNC雕刻加工中,雕刻CAD/CAM软件承担了几何造型和刀具路径编程的任务,CNC 雕刻机承担了雕刻加工的任务,而雕刻刀具则是CNC雕刻机的工具,是两者的桥梁!CAD/CAM雕刻软件在刀具路径编程时,按照最为理想和正确的状态生成了加工刀具路径,而CNC雕刻机床则默默地接受了操作员给予它的刀具,在这里,软件、机床、刀具三者是不具备智能修正的功能的,在三者间容易出现什么问题呢?那就是“使用的刀具与加工程序、机床不匹配!”,由于不匹配带来了一系列的问题,最为直观的表现就是“经常断刀并直接影响了加工成品的精度,甚至出现废品!”。
上述不匹配主要表现为:使用的刀具类型或者刀具直径、刀具角度与加工程序中设定的存在偏差。
那么,我们如何解决这个问题呢?关键在于“操作员是具有思考能力的!”。
也就是说,在工艺正确的前提下,只要CNC雕刻机的操作者按照规范,正确地使用刀具,就能够加工出合格的产品!雕刻刀具在雕刻加工中的重要性是不言而喻的,那么操作者是否会磨制雕刻刀具?是否能够磨制出好用的刀具?《初级磨刀教程》就是解决这个问题的。
通过本教程的学习和反复练习,操作者可以学会以下内容:锥度平底刀的磨制方法平底刀的修磨方法牛鼻刀的修磨方法三棱锥刀的磨制方法本教程是一个完整的磨刀方法体系,面向的对象是CNC雕刻加工行业中的初级学习者,也可供有一定基础的技术人员参考使用。
在使用过程中,可以有选择性的学习,只学习目前需要掌握的刀具磨制方法,同时,可以跳过已经掌握了的内容,在以后需要时,可以随时从本教程中查询。
北京精雕科技有限公司 版权所有 翻印必究第一章 常用刀具介绍CNC 雕刻加工中,使用的刀具和以下这些要素直接相关:CNC 雕刻机床、雕刻加工工艺、雕刻加工材料、雕刻加工的工件特点等等。
如何选择和使用不同类型的刀具?如何磨制不同类型的刀具?这是CNC 雕刻者最为关心的一些问题。
为了学习刀具的磨制,我们首先要了解常用的刀具。
在CNC 雕刻加工中,常用的刀具从其几何形状上来划分,型号有:锥度平底刀、平底刀、牛鼻刀、球头刀、锥度球头刀、三棱锥刀等,这里我们对这几种刀具进行简单了解。
非常详细的电闸开关柜设计CAD图纸大全

车床CAD模型图1
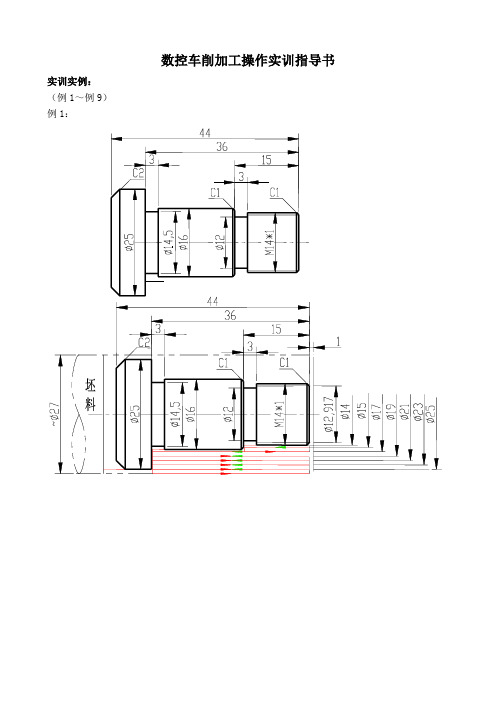
数控车削加工操作实训指导书实训实例:(例1~例9)例1:7例8例9:一、数控车床与数控系统介绍1、数控车床采用浙江金火机床有限公司的CJK0620/A型数控车床,具有车削圆柱面、圆锥面、圆弧面、内孔、外圆切槽等功能,最大加工直径100mm,最大加工长度300mm,主轴最高转速3200r/min,外形如右图。
2、数控系统机床采用江苏仁和新技术产业有限公司CNC-32T/5型数控系统,系统控制面板包括LCD显示器、5个软功能键(F1…)、4个点动方向键、8个手动操作键(F+…)、5个方式转换键(编辑…)和36个编辑键,如下图所示。
LCD显示器显示加工过程;各种参数设定过程;自动和手动状态下工作台坐标的动态计数值以及主轴、刀位、冷却泵状态等辅助信息。
各键和开关的功能如下表。
表2.1 各键和开关的功能和使用键名称功能和使用程序管理键编辑按此键进入程序管理方式,实现加工程序的输入、修改、拷贝、删除等操作。
参数设定键参数按此键进入参数设定方式,对快进速度、主轴最高转速、间隙补偿、换刀反转时间、主轴输出方式、刀补等参数进行设定操作。
自动运行键按此键进入自动运行方式,用于实际加工零件,可实现程序单段运行或连续自动运行。
并可切换到另一程序或选择某一程序段运行。
手动键手动按此键进入手动运行方式,可进行手动进给、刀具回零、刀具坐标清零设参考点及对刀操作。
在手动方式下,可对主轴、冷却泵、刀架进行操作,还可用手摇脉冲发生器代替四个点动方向键进行操作。
复位键复位结束当前状态,重新启动系统,回到主菜单。
一般用于退出急停和用于误操作后出现的死机现象,以及退出检测状态。
软功能键F1、F2、F3、F4、F5五个软功能键在各级菜单中功能不一样,参阅菜单提示做相应的操作。
字母键P、G、S、T、M、F、R、X、Z、N、U、W、L、I、K 数字符号键1、2、3、4、5、6、7、8、9、0、-、·删除键 DEL 在程序编辑时,当光标停在某一数字或字母上,按DEL 键可删除该数字和字母,还可用于删除程序段和加工程序。
电厂主厂房MCC柜系统电气cad原理图

机械CADCAM课程设计设计
课程设计题目二、设计方法与步骤零件建模1、零件①建模Pro/E步聚:2零件②建模Pro/E步聚:3零件③建模Pro/E步聚:(1)、旋转加工(2)、倒角(3)、螺旋扫描加工螺纹(4)、拉销孔4、零件④建模Pro/E步聚:(1)、拉伸40X29方板(2)、旋转加工各孔(3)、螺旋扫描加工两M6螺纹孔5、零件⑤建模Pro/E步聚:(1)、拉伸,厚度为10mm(2)、旋转得到各孔6、零件⑥建模Pro/E步聚:(1)、旋转(2)、旋转去材料加工各孔7、零件⑦建模Pro/E步聚:8、零件⑧建模Pro/E步聚:9、零件⑨建模Pro/E步聚:装配图爆炸图干涉分析图NC加工1、刀具卡片2、零件加工Ⅰ、零件①加工工艺卡工步1(1)刀具设置(2)参数设置(3)屏幕演示(4)NC检测(5)G代码工步2(1)刀具设置(2)参数设置(3)屏幕演示(4)NC检测(5)G代码%N1 T2 M6N2 S1000 M3N3 G0 X20. Y-20.N4 G43 Z20. H2 M7N5 G81 X20. Y-20. R4. F500. N6 G80N7 G81 X20. Y-20. R4. F500. N8 Y-44.N9 G80N10 G81 X20. Y-44. R4. F500. N11 G80N12 G0 Z20.N13 M5N14 M30%工步3(1)刀具设置(2)参数设置(3)屏幕演示(4)NC检测(5)G代码%N1 T2 M6N2 S1000 M3N3 G0 X20. Y-20.N4 G43 Z20. H2 M7N5 G81 X20. Y-20. R4. F5000. N6 G80N7 G81 X20. Y-20. R4. F5000. N8 Y-44.N9 G80N10 G81 X20. Y-44. R4. F5000. N11 G80N12 G0 Z20.N13 M5N14 M30%工步4(1)刀具设置(2)参数设置(3)屏幕演示(4)NC检测(5)G代码%N1 T2 M6N2 S1000 M3N3 G0 X33. Y-94.N4 G43 Z-11. H2 M7N5 G81 X33. Y-74. R-10. F500. N6 X7.N7 G80N8 G0 Y-94.N9 Z-11.N10 M5N11 M30%工步5(1)刀具设置(2)参数设置(3)屏幕演示(4)NC检测(5)G代码%N1 T3 M6N2 S10 M3N3 G1 G43 X33. Y-94. Z-11. F500. H3 N4 G84 X33. Y-74. P2000 R-10.N5 X7.N6 G80N7 G1 Y-94. Z-11. F500.N8 M5N9 M30%Ⅱ、零件②加工工艺卡工步1(1)刀具设置(2)参数设置(3)屏幕演示(4)NC检测(5)G代码工步2(1)刀具设置(2)参数设置(3)屏幕演示(4)NC检测(5)G代码%N1 T1 M6N2 S1000 M3N3 G0 X-20. Y10.N4 G43 Z20. H1N5 G81 X-20. Y10. R1. F500. N6 G80N7 G0 Z20.N8 M5N9 M30%工步3(1)刀具设置(2)参数设置(3)屏幕演示(4)NC检测(5)G代码%N1 T2 M6N2 S10 M3N3 G1 G43 X-20. Y10. Z20. F200. H2N4 G84 X-20. Y10. Z-23. P2000 R1.N5 G80N6 G1 Z20. F200.N7 M5N8 M30%工步4与零件①加工螺纹孔方式相似工步5与零件①加工螺纹孔方式相似工程图参考文献[1] 孙成林.破碎机的最新发展[J].中国粉体技术,2000, 6(2):74-80.。
机械CADCAM技术期末考试复习

机械CAD/CAM技术一、CAD:Computer Aided Design〔计算机辅助设计〕简称。
计算机辅助设计是将人和计算机最正确特性结合起来,辅助进展产品设计与分析一种技术,是综合了计算机与工程设计方法最新开展而形成一门新兴学科。
CAM:Computer Aided Manufacturing〔计算机辅助制造〕通常指数控程序编制,包括刀具路线规划、刀位文件生成、刀具轨迹仿真以及NC代码生成。
二、CAD/CAM系统硬件及软件:1、典型CAD/CAM系统硬件计算机主机、信息存储设备〔主要指外存、如硬盘、软盘、光盘等〕、图形输入设备〔键盘、鼠标、扫描仪等〕、图形输出设备〔显示器、绘图仪、打印机等〕及网络设备、多媒体设备、数控机床、检测设备、物流设备等组成。
2、CAD/CAM系统软件有系统软件,支撑软件,应用软件。
〔1〕系统软件指操作系统和系统实用程序等,它用于计算机管理、控制和维护。
1〕操作系统。
如Windows 2000/xp/NT UNIX〔工作站,微机〕等。
2〕计算机语言及编译系统。
如Basic、Fortran、Pascal、C/C++等,这些高级语言均有相应编译系统。
3〕系统实用程序。
〔2〕支撑软件1〕图形处理软件。
负责CAD绘图,如AutoCAD。
2〕几何建模软件。
Pro/E等。
3〕数据库管理系统。
如FoxBASE,FoxPRO,工程数据库等。
计算方法库:如解线性方程组优化方法软件。
4〕工程分析及计算软件。
有限元分析软件:如ANSYS等机构分析及机构综合软件系统动态分析软件。
5〕文档制作软件。
如WPS,WORD等。
〔3〕应用软件应用软件是用户为解决各类实际问题,在系统软件支持下而设计、开发程序,或利用支撑软件进展二次开发形成程序,如模具设计软件、电器设计软件等。
应用软件功能和质量直接影响CAD/CAM系统功能和质量。
三、CAD/CAM中主要应用在设计、图形、制造和装配四个方面。
(1)设计能随时显示零件形状,并能利用剖切来检查诸如壁厚薄,孔是否相交等问题。
CAD刀模绘图学习经验

A250g :0.3mm 350g :0.5mm 450g :0.65mm 550g :0.8mm 600g :1mm 900g :1.3mm 1200g :1.8mm 1400g :2mm 1600g :2.4mm 厚度*0.0015mmB 天地盒盖比底加尺寸:550g :3.5mm 450g 双裱:4mm 1mm :3.75mm 1.3mm :4.5mm 1.5mm :5mm1.8mm :5.5mm (料厚:6mm ) 2mm :6.5mm2.4mm :7mm 底面料角位处: 1mm :0.75mm1.3mm :1mm1.5mm :1.25mm 1.8mm2mm :1.5mm2.4mm :1.75mmC天地盒耳仔位:一般喷油木盒外加天地盒 尺寸长宽加3mm 高加4mm 一般包料的外盒天地盖长宽+3 高+3没标注的情况下天地盖盖高默认19MM 用刀 符号切刀 // 半刀 /0/ 压痕刀 /x/ 虚线刀 /v/ 1.3mm :1mm (2mm ) 1.5mm :1.25mm (2.5mm ) 1.8mm :1.5mm (3mm ) 2mm :1.75mm (3.5mm ) 2.4mm :2.25mm (4.5mm )注:两边耳仔位相加比咭纸厚度少0.5mmD拉紧7mm :10mm 8mm :11.5mm 9mm :13mm 10mm :14.5mm12mm:17mmE内玉梯级咭冲成形后比实物长宽小0.5mm内玉棉开空比实物长宽+0.75mm或0.5mm压模与实物一样大先压后冲:比实物周边小1mm先冲后压:比开空偏移EV A的厚度+2mm或2.25mm(即长宽小4mm或4.5mm)扇形、方形内玉为先压后冲(比实物周边小1mm或1.25mm)画内玉冲模时(先冲后压),如果币孔位是直径小于7mm,则画¢7mm的孔位,再向拉紧位(后侧、阶梯)偏移1.5mm或2mmF271107019 83度强力11.2细铰271107023 83度中力11.2细铰271107028 83度弱力11.2细铰以上三种铁铰为包皮料铁铰271107025 83度强力10.2细铰271107026 83度中力10.2细铰271107027 83度弱力10.2细铰271107029 83度特弱力10.2细铰(100536-2 PLP44901)G充皮纸:0.15----0.2mm纸绒:0.4mm 普通绒布:0.5mm弹力绒:0.7----0.8mm 色丁:0.12mm(两层0.25mm)新闻纸:0.09mmPP带:0.75mm(两层)泡泡袋:1.5mm一层窗帘布:1mm两层兰色弹力绒:2mm两层咖啡色弹力绒:1.75mm两层金色拉丝纹皮:0.55一层(两层1.1mm)H支撑杆开空按实物长宽-0.5mm拷贝纸:237100171 切100*100 包支撑杆用丝带补强料:0.5mm硬PVC 50*25 无须带保护膜铁片:271307627 单枚固定角度用(JLW00308 JVP22201)天地盒角位补强料:废色丁(白色废色丁)长*20 长为天地盒的高度减5mm 长为门封,须过防脱纱X件/PCSI内玉插边料:长度=EV A插边长+5mm宽=EV A的宽*2+3mm内玉棉插边:(1mm45度EV A)外圆周长减2mm 高度减1.75mmJ车1米3股尼龙线须面线如下:5mm厚:4.05m4mm厚:3.31m3mm厚:2.54m2mm厚:2.01m1mm厚:1.75m所须底线用量:5mm厚:2.08m4mm厚:2.02m3mm厚:1.98m2mm厚:1.82mKA=宽的一半 B=长的4分之一 C=B-0.5mmLCAD转换为JPG格式:用2006版CAD直接点文件--------输出----------保存CDR转换为CAD选中转换的物体--------F12--------宽度(0.00001)--------Ctrl+C---------CAD编辑---------选择性粘贴--------CAD图元----------SC----------输入CDR里的尺寸将图像转到CAD木盒顶底和前三侧用2.5mm厚纤维板,后侧用9mm橡胶木M山字铁片:271307008 JPC00314 铁片冲模59420271307648 DVM00059 铁片冲模54423271307007 JLP99004 铁片冲模54423271307008 JPP47803 铁片冲模66229271307102 ELC00177 铁片冲模70858271307784 EVC00109 铁片冲模78740 / 78741271307805 WLC00018 铁片冲模81324山字钢片:271307742 ELC00170铁片冲模一般按铁片外形往外偏1.5mm(DVM00059)100176-24 DVW00374单往外偏1.25mm(铁片厚0.4mm)N扣盒:按天地盒长宽高画扣盒(1.3mm灰白咭天地盒)381*154*113 10PCS/扣盒长:(高+3.5)*10+6=381宽:145+3+6=154高:102+3+8=113按纸套画扣盒(101195-1 PPP08504)[ 扣盒按盒子最高点+0.7(纸套两层咭纸厚度)]*10+5加泡泡袋装扣盒:扣盒长度 = (盒子摆放的长度+4.5)* 摆放个数 + 6mm扣盒宽度 = (盒子宽度+3)* 摆放个数 + 6mm扣盒高度 = 盒子高度 + 11mm只装胶带的扣盒:长宽+6 高+8O算无纺布:左右方向=实际长+1个高度+重叠部份前后方向=2个宽+2个高+重叠部份拉布:拉角度的左右为门封其余的前后(窄)为门封出色丁补强,如面连尾是纸类包咭纸,按咭纸减5mm(一边留2.5mm)P植绒EV A币孔植绒时要植进刀口面,画刀模图时应当注意方向植绒币孔位跟实物一样大,阶梯咭比实物小0.5mm,植绒EV A一般用45度自制植绒吸塑:160111800自制植绒吸塑:160211800Q冲圆尾钉孔位,一般切口为7mm深圆尾钉铁片料:切:170*40:170为门封(裱新闻纸)40为硬(可裱10枚):2枚/PCS 铁片:271307655 10枚/板2枚/PCS圆尾钉铁片冲模:55846 10件/冲耳仔料:2253(T)55*48/6 48为门封¢1. 5mm的橡筋,孔打¢2mm咭纸定位一般定出刀口,画刀模图时应当注意方向内玉棉一般定出刀口单层皮料啤正面,绑带(纸绒双裱)进刀口朝上A(A方向放10PCS)* B* C(A+0.5)*10 或A*10+5B+3 C+3一般按长宽高+3mm(高可加2.5mm或3mm)灰盒打压痕刀,不分软硬S画底连后背(充皮纸类)左右减1mm,前后减1mm,后背加0.5mm后背断刀位咭纸:后背空位+1mm纸套250g灰白咭X为硬,裱XXX料啤,Y为门封,裱灰面,啤咭纸面(啤料面),小边木盒外形尺寸:158*115*40布袋长= 158*40*25空位(223=205+18 ,18为袋口对折后距边18mm车线)布袋宽=115*40*20 空位(183=175+车线位8mm)W EV A涨大尺寸EV A厚度长涨大宽涨大80*60 7mm 0.75 0.5 120*100 9mm 1.25 1 150*130 11mm 1.5 1.5 180*150 12mm 2 1.5 200*180250*250 涨大2.5-----3mm之间300*300X烟条,木块隔条,中空钉,钥匙袋,内盘插边冲模;101193 PLW00167真皮绒双裱扣带,常用急钮JPW00072书形盒面连尾,2mm灰咭+面顶棉,松身内玉PPW00146PVW00016M514枕头、WPW00082枕头,木插边枕海棉、枕心棉CWW00124无纺布袋天地盒周边珍珠棉锁圆筒印刷纸盒GPC00160GWW01450 GWW01451单实物为有棱边实物,内玉棉开空按实物最大直径+0.25mm 压模按实物最大直径---0.75mm¢10mm 常用急钮270817002 画刀模时急钮孔装¢2mm 鸡眼 JPW00051 黑色弹力绒 插边\纱顶\内底 普通木盒做法 PWW00782 插边:-2.25 –2.5 –2.25 高度-2mm 拉紧:-5纱顶咭:-5.5 –6 内底咭:-4 –4.5 盖底咭开飞道战车 面顶定位咭,面顶棉 GPC00225开飞道战车 纱顶PVC GPC00215 GPC00170CLE00003/02 胶管CLE00001JLE00040 急钮+磁钮 PVC 胶片 扣带JVP22201铁线,铁片(固定角度)GEP98503 GLP19701 手提袋1、外露磁石需要用镀镍磁石,内藏可用镀锌磁石,镀锌磁石易氧化生锈。
论CAD、CAM加工铣削刀具和切削用量选择
论CAD、CAM加工铣削刀具和切削用量选择1 概述在数铣的加工中,刀具以及切削用量的选择是能够关系到加工精度、表面质量以及效率的非常重要的两大因素。
如果所选择的刀具和切削用量合适则能够大大的压缩加工成本,并大大的提高工作的效率,同时还能够取得更好的工作质量。
伴随着CAD/CAM技术的发展,相当数量的软件都已经具有了强大的编程功能,而数铣加工刀具以及切削用量的选择目前都已经可以借助计算机得以实现。
只要编程人员能够借助CAD/CAM软件当中的一系列工艺对刀具以及切削用量等等相关参数进行编制,而后借助后置处理完成配套NC程序的生成。
所谓的数铣加工中也就是人机交互条件下实现加工刀具以及切削用量的最终选择确定,这也就需要具体的编程人员能够了解刀具以及切削用量的选择确定时需要遵循的相关原则及方法。
2 数控铣削加工的刀具选择具体编程人员应当结合数控铣床的加工能力、工件的材料性能以及加工的工序、切削的用量等等多重因素恰当的选择刀具。
2.1 常用的几种数控铣床刀具以铣刀的形状以划分标准,主要有平刀、球刀、牛鼻刀、异形刀等等几种类型。
就用途来说,一般可分为立铣刀、端铣刀、键槽铣刀等等几种类型。
就材料材料来说,可以划分为高速钢铣刀、硬质合金铣刀、金刚石铣刀、立方氮化硼铣刀以及陶瓷铣刀几种。
2.2 选择刀具时应当考虑的几种因素首先是材料以及性能因素,主要有有色、黑色金属,各类复合材料以及塑料等等几种。
还应当综合考虑其硬度、刚度以及耐磨性等等几种。
其次是加工所使用的工艺,主要分为粗加工、半精加工以及精加工这三类。
再次是工件的形状、加工的余量以及零件的精度等这几种。
最后还要考虑的是机床的加工能力以及刀具的切削用量。
2.3 对铣刀的选择一般来说在数铣加工当中CAD/CAM之中一般可以使用不止一种型号的刀具,常用的几种道具及其用途为平刀。
大多是承担对凸台、凹槽、小平面的加工。
一般在进行开粗或者光刀操作的时候都可以用,一般来说平刀多使用在开粗、平面光刀以及外形光刀、清根等领域。
整体厨房CAD制图教程-厨柜绘图教程-家具图-厨柜

整体厨房CAD制图标准一、CAD图的绘图环境:A:图层的管理:在主菜单的格式下拉菜单里选择“图层”或点击快捷方式图层工具,在对话框里点击新建按扭,命名标准层,颜色改为红色,用同样的方法新建管道插座层,颜色改为紫色,再新建说明层,颜色改为蓝色,然后新建序号层,把颜色改为绿色。
最后单击确定按扭。
B:线型的设置:在主菜单的格式下拉菜单里选择“线型”,在对话框里点击加载按扭,再在线型框里选用Acad_iso03W100,再点击确定,然后在对话框里下方的全局比例因子选项里改为3—5,最后单击确定。
C:文字类型的设置:在主菜单的格式下拉菜单里选择“文字类型“,在对话框里单击新建按扭,在弹出对话框里键入标准后确定,文字字体里选仿宋_GB2312,再在字体高度里改为80,然后单击应用,最后点击关闭。
D:标注样式的设置:在主菜单的格式下拉菜单里选择“标注样式”,在对话框里单击新建按扭,在弹出对话框里键入标准后点击继续,在下面这个对话框里点击直线和箭头,有下面对话里的颜色和线型都选用随层,在基线间距栏改为3,在起点尺寸线栏改为20,在起点偏移量栏里改为220,在箭头栏下方选建筑标准,在下方的箭头大小栏改为30,在圆心标记大小栏里改为10,直线和箭头的设置就可以了。
再点击上方的文字按扭,在下面的文字样式选标准,在下面的文字颜色栏里选随层,然后在文字高度栏输入80,再在下面的从尺寸偏移量改为10,在右边的选项里选中ISO标准,这样文字就设置好了。
再点上方的调整按扭,在此对话框里下方的尺寸线上方,不加引线选中。
再点击上方的主菜单,在此对话框里的精度改为80,这样尺寸标注样式就设置好了,最后点击确定,回到总菜单里,再点击左边对话框里的标准,再点右上方的置为当前,最衙点击关闭。
按以上的设置后,标准的绘图环境就设置好了,下面就可以画图了。
三、立面图的绘制清楚的绘制出地柜的高度及台面的厚度,煤气管大概位置及墙垛子的尺寸,门板开启方向及拉手装配位置等。
软体食材切丁机设计(机械CAD图纸)
本科机械毕业设计论文CAD图纸QQ 401339828摘要市场上切丁机多为果蔬切丁机,而软体食材切丁机却不多见,而软体食材的切丁却与日常生活有着很多的联系,在奶茶店、蛋糕店、咖啡屋、饮品店中,对仙草蜜、龟苓膏、寒天水晶冻、水晶果等软质食材的切丁显得尤为重要,而手动切丁无论从效率和效果(易损、不易掌控、不易切制)都显得很不方便,本设计软体食材切丁机解决了这样一个难题。
本切丁机采用智能控制系统,整机由切盒、成型盒、成品盒、刀具、传动系统等部分组成,针对软体食材的特性,合理设计的成型盒,方便煮好的浆液成型、冷却和存放,并可轻松地转移到切盒进行切制,提升了切制效果和切制效率。
独特设置的切盒,可轻松接纳成型盒转移来的软体食材,将切盒放入切丁机的切腔,抽出切盒底板,即可方便快捷地进行切制。
丰富多样的刀具,也为本切丁机切制尺寸规格各不相同的成品提供了有力的保障。
成品盒,方便切制的成品接收和周转。
关键词:软体食材;切丁机;设计Dicing machine on the market for fruit and vegetable more dicing machine, and the software ingredients dicing machine is rare, whereas the dicing software ingredients have a lot of connection with the daily life, in the milk tea shop, in the cake shop, coffee shop, drink shop, on bone honey, turtle three creams, sees frozen crystal, crystal fruit, soft ingredients of dicing is particularly important, and manual dicing in efficiency and effectiveness (vulnerability, difficult to control, cut system) seem so inconvenient, this design software ingredients dicing machine solve such a problem. The dicing machine adopts intelligent control system, the whole machine, molding box, finished product box by box of cutting, cutting tool, the transmission system parts, according to the characteristics of software ingredients, forming box of reasonable design, convenient cooked slurry forming, cooling and storage, and can be easily transferred to cut box for cutting system, improve the system of cutting result and cutting efficiency. Unique set cut into the box and can easily accommodate molding box shift to software ingredients, cut cut the box into the dicing machine cavity, cut out box bottom, can be convenient and quick to cut system. Rich variety of cutting tools, also for the dicing machine cutting size of different products provides a strong guarantee. Finished product box, convenient cutting finished goods receiving and turnover.Keywords: software ingredients; dicing machine ;design摘要 0Abstract (1)1 绪论 (3)1.1 引言 (4)2 软体食材切丁机的结构设计和工作原理 (5)2.1 软体食材切丁机的基本结构 (5)2.1.1 切丁机构 (5)2.1.2 传动机构 (5)图1 结构简图 (5)2.1.3 底座支架机构 (5)2.2 工作原理 (6)3 软体食材切丁机主要部件的确定 (7)3.1 槽轮的设计 (7)3.1.1 槽轮的设计思想 (7)3.1.2 槽轮相关计算 (7)3.2滚子直动从动件圆柱凸轮的设计 (8)3.3 切盒、成型盒、成品盒的设计 (9)3.3.1 切盒 (9)3.3.2 成型盒 (10)3.3.3 成型盒推杆 (10)3.3.4 成品盒 (11)3.4 刀具的设计 (12)3.4.1 纵向刀具 (12)3.4.2 横向转动刀具 (12)3.5 下压推杆的设计 (12)3.6 电机的选择 (13)3.7 减速器的选择 (13)4 传动零件的设计、选择、与计算 (14)4.1 齿轮的设计与计算 (14)4.1.1 设计分析 (14)4.1.2 初步确定齿轮的基本参数和主要尺寸 (15)4.1.3 强度校核 (16)4.2 各转轴的结构设计和计算 (16)4.2.1 轴Ⅰ的设计 (16)4.2.2轴Ⅱ的设计 (17)4.2.3 轴Ⅲ的设计 (18)4.2.4 轴的校核计算 (18)参考文献 (20)总结与致谢 (21)1 绪论1.1 引言转眼间大学四年已过,随着毕业设计的到来,我知道我和母校一起相处的日子不久了。
CAD CAM

CAD(计算机辅助设计)指工程技术人员在计算机及其各种软件工具的帮助下,应用自身的知识和经验,对产品进行包括方案构思、总体设计、工程分析、图形编辑和技术文档整理等一切设计活动的总称。
CAD是一份设计过程,CAD系统具有集合建模、工程分析、模拟仿真、工程绘图等主要功能。
CAPP(计算机辅助工艺分析)是根据产品设计结果进行产品的加工和制造方法和制造过程的设计。
CAPP系统的功能包括毛坯设计、加工方法选择、工序设计、工艺设计、工艺路线制定和工时定额计算等。
工艺设计是制造型企业技术部门的主要工作之一。
应用CAPP 技术能够迅速编制出完整、详尽、优化的工艺方案和各种工艺文件,可极大提高工艺人员的工艺效率、缩短工艺准备周期,加快产品投放市场的进程。
广义CAM(计算机辅助制造)指利用计算机辅助完成从毛坯到产品制造过程中的直接和间接的活动。
狭义CAM指数控程序的编制,包括刀具路线的规划、到位文件的生成、刀具轨迹仿形及后置处理和数控代码生成等作业过程,CAD/CAM集成技术是指一种在CAD/CAPP和CAM各应用系统之间进行信息的自动传递和转换的技术。
它是计算机集成制造系统、并行工程系统、敏捷制造系统等新型集成系统中的一项核心技术。
CAD/CAM系统的主要功能:1)产品几何建模。
是CAD/CAM系统的核心功能,是整个CAD/CAM作业的基础,为产品的设计和制造提供基本的几何数据。
2)成品模型的工程分析处理。
可以开展各种不同的产品性能分析计算作业。
常用的工程分析处理作业内容有:1.运动学、动力学分析2有限元分析3.优化设计3)程图绘制4)辅助制定工业规程(CAPP)5)NC自动编程6)加工过程仿真模拟7)工程数据管理CAD/CAM系统是由硬件、软件和设计者组成的人机一体化系统。
硬件是CAD/CAM系统运行的基础,主要包括计算机主机、计算机外部设备以及系统设备等具有有型物质的设备。
软件是CAD/CAM系统的核心,包括操作系统、各种支撑软件和应用软件。
机械CADCAM技术
1、数控机床坐标系统
数控机床坐标定义(假设工件不动,刀具相对工件运动)
Z轴:与主轴平行,正向-使工件尺寸增大方向 X轴:与工件装夹面平行,水平,与Z轴垂直
车床:沿工件径向,离开工件轴线方向为正向 铣床 卧式:由主轴向工件看,右手方向为正向
立式:由主轴向立柱看,右手方向为正向 Y轴:与Z,X轴垂直,符合右手定律 A,B,C轴:分别绕X,Y,Z轴右旋前进方向
WILLEMIN公司主轴可摆动的五轴加工中心
机床坐标系MCS(Machine Coordinate System):
有固定的坐标原点,是机床厂商通过回零开关由硬件 设定。
参考坐标系RCS(Reference Coordinate System):
是用户为了编程方便,通过G代码由软件设定,坐标 原点不固定。
APTIV、APTAC、APTSS等; • 德国EXAPT、法国IFAPT; • 日本FAPT; • 我国在上世纪70年代推出SKC、ZCX车铣编程系统。
数控语言APT简介
APT数控语言格式:
命令/参数 例:GODLTA/20,20,-5 增量走刀
数控语言常用语句:
初始语句: 例:PARNO 几何定义语句:例 POINT、LINE、CIRCLE、PLANE等 刀具定义语句:例 CUTTER 刀具运动语句:例 GOLFT、GORGT、GOFWD等 切削用量语句:例 FEDRAT、SPEED等 容许误差语句:例OUTTOL、INTOL 后置处理语句:例 MACHINE、SPINDL、COOLNT、END等
加工图示零件APT源程序:
PARTNO/TEMPLATE ;初始语句,TEMPLATE为程序名称
MACHINE/FANUC,6M;后置处理程序的调用
CAD设计图纸_铣刀头

CAD机械制图零件图

2、钻孔结构 〔1〕孔的工艺结构 用钻头加工(jiā gōng)盲孔时,由于钻头尖部有120°的圆锥面, 所以其底部总有一个120°圆锥面。扩孔加工(jiā gōng)也将在直 径不等的两柱面孔之间留下120°的圆锥面。如以下图 钻孔深度指圆柱局部的深度,尺寸标注不包括锥坑,如图 〔2〕端面的工艺结构 钻孔时,应尽量使钻头垂直于孔端面,否那么易将孔钻偏或将钻 头折断。当孔的端面是斜面或曲面时,应先把该平面铣平或制成 凸台或凹坑等结构。如以下图
一、机械加工工艺结构
1、圆角和倒角
〔1〕作用:为了防止因应力集中而发作裂纹,在阶梯轴 和孔的轴肩、孔肩处常以圆角(称倒圆〕过渡。轴和孔的 端面上加工成45°或其他度数的倒角,其目的是为了去除 零件的毛刺、锐边,便于装置和操作平安。如图
第三十五页,共139页。
第三十六页,共139页。
〔2〕画法和尺寸标注(biāo zhù) 轴、孔的规范倒角和圆角的尺寸由GB/T6403.4—1986查
第三十九页,共139页。
钻孔(zuàn kǒnɡ)工 艺结构
第四十页,共139页。
钻孔端面的正确 (zhèngquè)结构
第四十一页,共139页。
3、退刀槽和越程槽 在切削加工中,特别是在车螺纹和磨削时,为了使刀具易于参与, 常在加工外表的台肩处,先加工出退刀槽或越程槽。如以下 (yǐxià)图 稀有的有螺纹退刀槽、砂轮越程槽等。 退刀槽的尺寸标注方式,普通可按〝槽宽×直径〞或〝槽宽×槽 深〞标注。 越程槽普通用局部增加图画出。详细标注可参阅相应国度的规范。
第二十页,共139页。
第二十一页,共139页。
第二十二页,共139页。
3、叉架类零件的表达方法 〔1〕结构特点:普通比拟复杂,很不规那么。主要用于支撑 或夹持零件等。如图 〔2〕主视图选择:叉架类零件加工位置多变,所以主要依据 它们的外形特征和义务位置来选择主视图。如图 〔3〕其他视图选择:通常选用两个基本视图表示。主视图没 有表达清楚的结构〔如:肋、轴承孔等〕采用移出断面、局部 视图和斜视图等。如图 特别提示:上述叉架类零件的另一种(yī zhǒnɡ)表达方案。如 图
法兰盘课程设计说明书(带cad)
第1页序言机械制造夹具程设计是在我们完成了全部基础课、技术基础课、大部分专业课以及参加了生产实习之后进行的。
是一次理论联系实际的训练,因此,的训练,因此,它在我们三年的大学生活中占有重要的地位。
通过本它在我们三年的大学生活中占有重要的地位。
通过本次课程设计,应该得到下述各方面的锻炼:次课程设计,应该得到下述各方面的锻炼:1、 能熟练运用机械制造工艺设计中的基本理论以及在生产实习中学到的实践知识,正确地解决一个零件在加工中的定位、正确地解决一个零件在加工中的定位、夹紧以及夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。
工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。
2 、提高结构设计的能力。
通过设计夹具的训练,应当获得根据被加工零件的加工要求,设计出高效、省力、经济合理而且能保证加工质量的夹具的能力。
工质量的夹具的能力。
3 、学会使用手册及图表资料。
学会使用手册及图表资料。
掌握与本设计有关的各种资料的掌握与本设计有关的各种资料的名称、出处、能够做到熟练运用。
名称、出处、能够做到熟练运用。
就我个人而言,通过这次设计,基本上掌握了零件机械加工工艺规程的设计,机床专用夹具等工艺装备的设计等。
机床专用夹具等工艺装备的设计等。
并学会了使用和查并学会了使用和查阅各种设计资料、手册、和国家标准等。
阅各种设计资料、手册、和国家标准等。
能够顺利的完成这次课程设计,能够顺利的完成这次课程设计,首先得助于老师的悉心指导,首先得助于老师的悉心指导,首先得助于老师的悉心指导,还还有就是我们小组成员间合理的分工和小组成员们的努力。
在这个过程中,使我对所学的知识有了进一步的了解,使我对所学的知识有了进一步的了解,也了解了一些设计工具书也了解了一些设计工具书的用途,同时,也锻炼了相互之间的协同工作能力。
在此,十分感谢老师的细心指导,感谢同学们的互相帮助。
在以后的学习生活中,我将继续刻苦努力,不段提高自己。
将继续刻苦努力,不段提高自己。
cam报告

CAM与CAD密不可分,甚至比CAD应用得更为广泛。
几乎每一个现代制造企业都离不开大量的数控设备。
随着对产品质量要求的不断提高,要高效地制造高精度的产品,CAM技术不可或缺。
设计系统只有配合数控加工才能充分显示其巨大的优越性。
另一方面,数控技术只有依靠设计系统产生的模型才能发挥其效率。
所以,在实际应用中,二者很自然地紧密结合起来,形成CAD/CAM系统,在这个系统中设计和制造的各个阶段可利用公共数据库中的数据,即通过公共数据库将设计和制造过程紧密地联系为一个整体。
数控自动编程系统利用设计的结果和产生的模型,形成数控加工机床所需的信息。
CAD/CAM大大缩短了产品的制造周期,显著地提高产品质量,产生了巨大的经济效益。
CAM (computer Aided Manufacturing,计算机辅助制造)的核心是计算机数值控制(简称数控),是将计算机应用于制造生产过程的过程或系统。
1952年美国麻省理工学院首先研制成数控铣床。
数控的特征是由编码在穿孔纸带上的程序指令来控制机床。
此后发展了一系列的数控机床,包括称为“加工中心”的多功能机床,能从刀库中自动换刀和自动转换工作位置,能连续完成锐、钻、饺、攻丝等多道工序,这些都是通过程序指令控制运作的,只要改变程序指令就可改变加工过程,数控的这种加工灵活性称之为“柔性”。
加工程序的编制不但需要相当多的人工,而且容易出错,最早的CAM 便是计算机辅助加工零件编程工作。
麻省理工学院于1950年研究开发数控机床的加工零件编程语言APT,它是类似FORTRAN的高级语言。
增强了几何定义、刀具运动等语句,应用APT使编写程序变得简单。
这种计算机辅助编程是批处理的。
CAM技术的发展历程CAM是指计算机辅助制造。
它是计算机应用于生产设备管理控制和操作的系统,其核心是计算机数值控制(数控)。
CAM作为整个集成系统的重要一级,向上与CAD实现无缝集成,向下智能、高效地为数控生产提供服务,这是CAM技术在今后发展的主要理论依据。