日本高温炭烧制土窑以及工艺
木炭窑
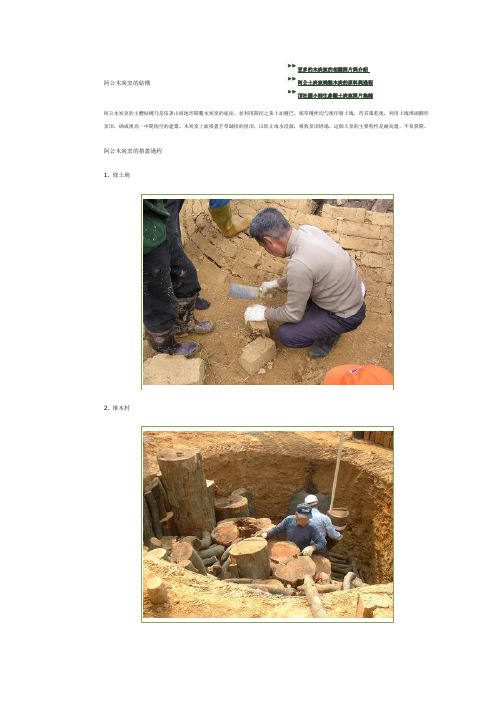
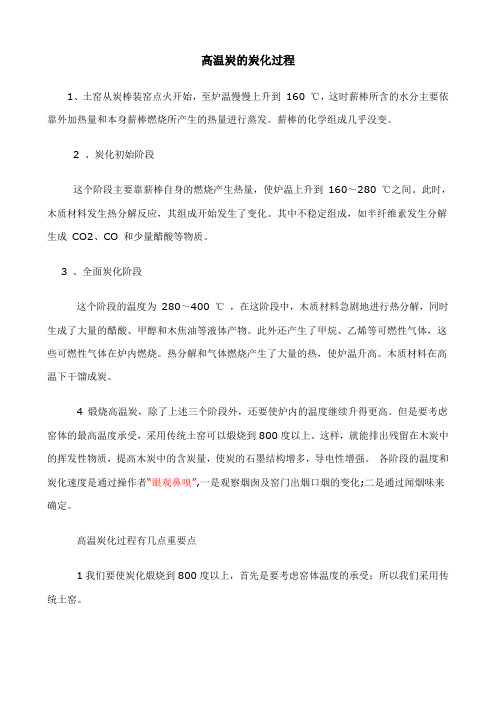
阿公木炭窯的結構 更多的木炭窯的相關照片與介紹阿公土炭窯燒製木炭的原料與過程頂社國小師生參觀土炭窯照片集錦阿公木炭窯的主體結構乃是依著山坡地形開鑿木炭窯的底座,並利用開挖之黃土加鹽巴、稻草攪拌均勻後印製土塊,待其風乾後,利用土塊堆砌圓形窯頂,砌成後為一中間掏空的建築。
木炭窯上面搭蓋芒草鋪排的屋頂,以防止雨水浸濕,導致窯頂坍塌。
這個土窯的主要特性是耐高溫、不易裂開。
阿公木炭窯的搭蓋過程1. 修土埆2. 堆木村3. 堆土埆4. 砌窯頂5. 窯頂填縫6.搭蓋窯頂7. 完成阿公木炭窯燒製木炭的原料 更多的木炭窯的相關照片與介紹阿公木炭窯的結構與搭蓋過程頂社國小師生參觀土炭窯照片集錦製作木炭的原料主要是以荔枝樹、龍眼樹和相思樹為主,其中又以相思樹較為適用,因為別的材質燒了以後會出油,冒出來的煙會刺激眼睛,所以本木炭窯所生產的木炭大都以相思樹為主要材料。
相思樹,台灣全島低海拔山區普遍可見。
花為金黃色的球形小花,在5~6月間盛開。
相思樹的根系非常發達,又能耐風抗旱、適應貧瘠地質,是綠化荒山、保護水土的良好樹種,也是良好的薪炭材,在早期缺乏能源的時代被廣為種植,約40年前,坑子村有15~25座木炭窯,當時山坡地都種滿了相思樹,可說是對 坑子貢獻良多的一個樹種。
阿公木炭窯燒製木炭的過程阿公木炭窯燒製木炭時是以火將土窯加溫,使木材悶燒,直至逼出水氣,讓它脫水、炭化,最後形成木材。
木材放入土窯所需悶燒的溫度通常很高,但最佳的乾燒溫度是750~780度。
每一萬台斤木材大約需要11~12天的悶燒,然後約需再等待18~19天讓它冷卻,然後才可以開窯。
1. 準備相思樹木村 <開滿小黃色小花的相思樹>2. 堆放窯內木材3. 測試燒火口4. 封進木材口5.悶燒木材相传,木炭的发明者是战国时代的孙膑。
在孙膑未出道之前,他与庞涓是师兄弟,同在鬼谷先生门下学艺。
一日,鬼谷先生要考一考他们的智力,命他们二人进山去寻找一种“不冒烟的火”。
日本工艺技术系列

日本工艺技术系列日本工艺技术系列日本工艺技术以其精细和高度精确而闻名于世。
下面将为大家介绍几种典型的日本工艺技术。
首先是陶瓷制作。
日本陶瓷制作历史悠久,其制作工艺非常精湛。
其中,石川县的九谷焼和京瓷是最具代表性的两种陶瓷制作工艺。
九谷焼以其绚丽多彩的彩绘而闻名,每一件作品都经过数次烧制、上釉和彩绘等工序,最后呈现出富丽堂皇的艺术效果。
京瓷则以其白瓷、黑瓷和金瓷等多样的产品而著称,其特点是质地坚硬,光泽独特。
无论是设计还是制作工艺,日本的陶瓷制作都赋予了艺术的品质。
其次是传统木工制作。
日本木工制作注重细节和精确度,且有着丰富的造型和装饰方式。
其中最著名的是名古屋的木雕和京都的镶嵌工艺。
名古屋的木雕以其精巧的雕刻和栩栩如生的立体效果而闻名,常见于寺庙、神社和庭院等建筑中。
京都的镶嵌工艺则是将各种宝石、贝壳和金属等材料嵌入木制品中,通过精巧的拼贴和打磨,制作出华丽而典雅的艺术品。
再来是折纸艺术——折纸艺术是源于中国的古老手工艺术,在日本得到了独特的发展。
日本的折纸艺术追求简洁、优雅和和谐的美感,有着独特的造型和折法。
最著名的折纸艺术品是鹤——日本人将鹤视为吉祥的象征,将其折叠成纸鹤并送给别人,寓意着祝愿对方幸福和健康。
除了纸鹤,还有很多其他的折纸艺术作品,如动物、植物和建筑等,都可以通过精巧的折叠来实现。
最后是日本刺绣。
日本刺绣技艺精湛,以其细腻、丰富和精确而闻名。
日本刺绣通常使用丝线和各种贝壳和宝石等物料,通过巧妙的刺绣和组合,展现出复杂而精美的图案和纹样。
最具代表性的是京都刺绣和桑名刺绣,京都刺绣以其精巧和华美的花草纹样而著名,而桑名刺绣则以其精致的缎片和金线工艺而闻名。
综上所述,日本工艺技术系列以其精细、高度精确和独特的美感而备受赞誉。
无论是陶瓷制作、木工制作、折纸艺术还是刺绣,都展现了日本人追求细节和完美的精神,为世界带来了许多令人惊叹的艺术作品。
高温炭的炭化过程
高温炭的炭化过程
1、土窑从炭棒装窑点火开始,至炉温慢慢上升到160 ℃,这时薪棒所含的水分主要依靠外加热量和本身薪棒燃烧所产生的热量进行蒸发。
薪棒的化学组成几乎没变。
2 、炭化初始阶段
这个阶段主要靠薪棒自身的燃烧产生热量,使炉温上升到160~280 ℃之间。
此时,木质材料发生热分解反应,其组成开始发生了变化。
其中不稳定组成,如半纤维素发生分解生成CO2、CO 和少量醋酸等物质。
3 、全面炭化阶段
这个阶段的温度为280~400 ℃,在这阶段中,木质材料急剧地进行热分解,同时生成了大量的醋酸、甲醇和木焦油等液体产物。
此外还产生了甲烷、乙烯等可燃性气体,这些可燃性气体在炉内燃烧。
热分解和气体燃烧产生了大量的热,使炉温升高。
木质材料在高温下干馏成炭。
4 煅烧高温炭,除了上述三个阶段外,还要使炉内的温度继续升得更高。
但是要考虑窑体的最高温度承受,采用传统土窑可以煅烧到800度以上。
这样,就能排出残留在木炭中的挥发性物质,提高木炭中的含炭量,使炭的石墨结构增多,导电性增强。
各阶段的温度和炭化速度是通过操作者“眼观鼻嗅”,一是观察烟囱及窑门出烟口烟的变化;二是通过闻烟味来确定。
高温炭化过程有几点重要点
1我们要使炭化煅烧到800度以上,首先是要考虑窑体温度的承受;所以我们采用传统土窑。
2是温度的曲线升降,目前制炭设备厂家推广的一些快速炭化炉窑;最快有几十个小时的,还有是几天一窑的土窑,我们追求了量忽略了质。
从热解,炭化到煅烧再到封窑要求的是温度的慢升慢降。
如果一把火能烧出好炭来,我们中国的机制炭就都能出口创汇了。
聊一聊日本9大陶瓷器产地、特色,一起来收藏梦幻日本陶瓷餐具吧

聊一聊日本9大陶瓷器产地、特色,一起来收藏梦幻日本陶瓷餐具吧日本制陶瓷杯碗盘壶种类丰富,质朴或华丽各有千秋,最能展现日本工艺之美。
市面上常见的有田烧、美浓烧、九谷烧......等,有什么不同呢?小编为大家精选出日本九大知名陶瓷器,让你一次弄懂各大陶瓷的产地、历史和特色。
获「GOOD DESIGN AWARD」特别赏的饭碗、茶器系列▋日本六大古窑日本的陶瓷器历史非常悠久,可追溯到绳文时代。
距今大约一万三千年前的绳文土器,被视为日本最初的陶瓷器。
从平安时代后期开始,陶瓷器制造业逐渐兴盛,日本各地广建窑厂。
其中以六个地区的窑厂最为兴盛,包括冈山县的备前烧、爱知县的濑户烧与常滑烧、滋贺县的信乐烧、福井县的越前烧以及兵库县的丹波烧;合称为「六古窑」,并在2017年列为「日本遗产」,为日本奠定了世界陶瓷大国的基础。
备前烧饭碗常滑烧茶器组日本的陶瓷器基本上是以「产地名+烧」为命名原则,例如备前烧就是产於备前(冈山的旧名是备前国)的陶瓷器,只有极少数例外。
接下来赶紧来看看日本三大名陶是指哪些吧!▋初心者必看!日本三大名陶①日本最早生产瓷器之地:佐贺县有田烧被指定为国家传统工艺品的有田烧说到日本最具代表性的陶瓷器就是「有田烧」了。
400年前,丰臣秀吉出兵朝鲜,带回了一批优秀的陶瓷工匠。
其中一位叫做李参平的陶工,在肥前国(现在的九州佐贺县有田町一带)发现了适合制作陶瓷的土壤,有田於是开始发展,成为日本生产瓷器的发源地。
17世纪后期起,有田烧被大量出口到欧洲。
由於有田町不靠海,当时都要透过海港伊万里出口,所以有田生产的瓷器又被称为「伊万里烧」。
后来明治时代随着铁路运输开通,有田烧不再需要透过伊万里就能运送到日本各地,从此才与伊万里烧有了区分。
有田烧最大的特色就是轻、薄、白底蓝花,类似中国的青花瓷,适合日常生活使用。
而依据烧制年代和款式的不同,有田烧又分为古伊万里、古九谷与柿右卫门样式等等。
此外还有只用来「献上用」的上等有田烧,包括专供藩主使用的「锅岛样式」,以及进贡皇室的「禁里样式」,都是最高级的有田烧。
烧炭工艺
备长炭(乌刚炭)的生产工艺备长炭(乌刚炭)据记载为中国(皇帝炭),传到朝鲜后又传到日本叫备长炭。
1.备长炭的树种与形状树种:日本称姥芽栎,中国称乌檩棒,硬度:20度(比铁硬,日本三浦式木炭硬度)。
含水率: 9.7—10.9%,着火温度: 484—521℃,C(碳): 91.44—96.26%,H(氢): 0.09—0.83%,O(氧): 2.17—3.33%,比重: 1.80—1.85(水重为1时),灰分: 1.60—3.70%,挥发量: 8.70—9.20%,炭化颜色:银色或银灰色。
以上是日本称备长炭(中国乌刚炭)工业分析的结果。
2.备长炭(乌刚炭)的燃烧备长炭可在非常低的温度下烧制,在200℃—220℃烧制120—126小时后,逐渐增加温度,在220℃— 500℃—800℃的条件下烧制12小时,在800℃—1000℃以上的条件下保温2—4小时。
然后送入炭灰里灭火,并保持18—20小时。
共计需要(最少)152小时—(最多)162小时。
按照上述工序和时间进行烧制的木炭硬度比铁还硬,敲打时会发出金属的高音。
如果最初烧制温度为220℃以上或达到280℃烧制时,敲打木炭时会发出低音,并很容易破碎,此时的木炭不是合格品。
因此必须严格控制220℃以下,并且烧制时间应控制在120小时—126小时范围内,然后逐渐提高烧制温度到达1000℃以上进行2—4小时高温处理(高温处理时间是从烟道出来的灰青色烟变为白青色烟时开始,通气孔不要一下子全打开,而要逐渐打开,因为这时要使窑中的炭化材料的燃烧颜色呈现白黄色,所以这个时刻掌握住流入空气量是非常重要的,这段时间烟的颜色、炭材料燃烧颜色的变化与制成优质木炭有着极大的关系)。
这段时间和温度的关系如图1所示。
图表1中表示了黑炭(柞木炭等)、白炭(麻栎、青檩棒等)、备长炭(乌檩棒)的温度和燃烧时间差,可供做相互比较。
图表2表示备长炭窑的温度曲线。
注:高温处理是指炭化燃烧最后阶段进行的高温燃烧处理。
试论日本陶瓷的发展与启示

其次,婚姻观的改变也影响了日本家庭的结构和功能。传统上,家庭是日本社 会的重要组成部分,承担着繁衍后代和维护家族延续的重要任务。然而,随着 现代婚姻观的发展,许多年轻夫妇更倾向于追求个人幸福和事业发展,而不是 维持大家庭的传统结构。这种变化可能导致日本社会的家庭结构更加多样化, 同时也可能带来一些社会问题,如老龄化社会和家庭责任的变化等。
二、近代婚姻观
随着日本的现代化进程,婚姻观开始发生变化。明治维新后,日本开始接触西 方的文化和生活方式,这也影响了日本的婚姻观。在这个时期,个人主义和自 由恋爱开始流行起来。年轻人们开始追求自己的爱情和幸福,而不是接受父母 安排的婚姻。
然而,在近代日本,婚姻观也受到了传统文化的影响。虽然个人主义和自由恋 爱得到了更多的认可,但是传统的家庭价值观仍然存在。许多年轻人希望在事 业和个人生活中找到平衡,同时也希望维持家庭的稳定和和谐。
一、传统婚姻观
在古代日本,婚姻被视为一种家族之间的联盟,目的是为了繁衍后代和维护家 族的延续。在这个时期,婚姻通常是由父母安排的,年轻人的意愿并不被考虑。 婚姻被视为一种责任和义务,而不是个人的自由选择。
在封建社会时期,婚姻对于女性的角色更加严格。女性被视为丈夫的附属品, 承担起相夫教子的责任。在这个时期,男性的地位和权利往往高于女性,婚姻 对于女性来说并不是一个真正的选择。
(2)精湛的绘画技艺:日本瓷器的表面绘画非常精湛,通常采用水墨画和浮 世绘等传统绘画技艺。这些绘画技艺使得日本瓷器具有极高的艺术价值。
(3)独特的器型设计:日本瓷器的器型设计具有独特的特点。其中最著名的 就是日式碗、盘等器型的优美弧线设计,这种设计给人以清新典雅之感。
三、对中国陶瓷的启示
1、传承和发展传统技艺:中国有着悠久的陶瓷历史和精湛的制陶技艺,这些 技艺是中国陶瓷文化的瑰宝。然而,随着现代工业的发展和人们审美的变化, 中国传统制陶技艺面临着传承和发展的问题。因此,我们应该积极传承和发展 传统技艺,同时结合现代科技和市场需求进行创新和发展。
日本传统陶瓷的历史和烧制技术

日本传统陶瓷的历史和烧制技术日本的陶瓷艺术源远流长,其历史可以追溯到公元前10世纪。
在这漫长的历史中,日本陶瓷不仅仅是一种实用的工艺品,更是一门艺术形式,展示了日本文化的独特之处。
本文将探讨日本传统陶瓷的历史和烧制技术。
日本陶瓷的历史可以追溯到弥生时代(公元前300年至公元300年)。
在这个时期,日本开始与中国和朝鲜半岛进行贸易,引进了陶瓷技术。
最早的日本陶瓷作品主要是用来存储食物和饮水的容器,如土坛和饮盏。
这些作品的风格和形式受到了中国和朝鲜的影响,但也逐渐发展出了独特的日本风格。
在日本的奈良时代(710年至794年),陶瓷工艺得到了进一步的发展。
在这个时期,陶瓷制作成为了一种重要的手工业,供应了宫廷和寺庙的需求。
奈良时代最著名的陶瓷是“白瓷”,它以其洁白无瑕的外观和精湛的工艺而闻名。
白瓷的制作需要高温烧制,采用了中国的瓷器烧制技术,但在细节和装饰方面加入了日本的特色。
随着时间的推移,日本陶瓷的风格逐渐多样化。
在平安时代(794年至1185年),陶瓷制作成为了一种独立的艺术形式,并开始出现各种各样的陶瓷器物,如茶碗、花瓶和烛台。
平安时代最著名的陶瓷是“青瓷”,它以其独特的青绿色釉和简约的设计而受到赞赏。
青瓷的制作需要高温烧制和精细的控制,这使得它成为了陶瓷艺术家们的挑战。
到了室町时代(1336年至1573年),陶瓷制作进入了一个全新的阶段。
在这个时期,茶道的兴起推动了陶瓷艺术的发展。
茶道强调自然、简约和朴素,这种理念也反映在陶瓷作品中。
室町时代最著名的陶瓷是“烧物”,它以其粗糙的外观和不规则的形状而受到赞赏。
烧物的制作过程中,艺术家们会有意识地制造出一些瑕疵和不完美,以强调自然和朴素的美。
江户时代(1603年至1868年)是日本陶瓷艺术的鼎盛时期。
在这个时期,陶瓷制作成为了一种独立的职业,出现了许多著名的陶艺家。
江户时代最著名的陶瓷是“瓷器”,它以其精致的外观和精湛的工艺而受到赞赏。
瓷器的制作需要高温烧制和精细的绘画技巧,艺术家们经常在瓷器上绘制出精美的花卉、动物和景观。
日本陶艺的知识介绍
⽇本陶艺的知识介绍 陶艺,⼴义讲是传统古⽼陶瓷⽂化与现代艺术结合的艺术形式。
虽然,中国是世界瓷器的发源地,但是,⽇本此次的制作与创意都⼤⼤领先中国。
那么,关于⽇本陶艺,你了解多少呢?以下是有店铺为⼤家整理的⽇本陶艺的知识介绍,希望能帮到你。
深⼊⽣活的⽇本陶艺 中国从纪元前就开始制造瓷器,在汉代开始正式⽣产瓷器,在这以后更有越窑青瓷、唐三彩、宋代官窑、明代五彩、清代官窑等光辉灿烂的陶瓷艺术烛照世界陶瓷艺术与实⽤的千年探索,⽽⽇本⼀直到中世纪只能⽣产陶器,陶器⽣产形成规模,据说是南宋时陶⼯加藤景正与禅师道元⼀起赴中国,学习陶瓷技术,回国后在当时的尾张国(现在的爱知县内)的濑户发现了适合制陶的陶⼟,然后在濑户开窑,开始制造濑户烧,他被奉为⽇本制陶之祖。
以后直到室町时代,除了濑户以外,信乐、常滑、丹波、备前、越前等地也能制造陶器了,被称作“⽇本的六⼤古窑”。
到了1616年,⽇本在攻打朝鲜时带回来的朝鲜陶⼯李参平经过20多年的寻找在肥前(在现在的佐贺、长崎内)找到了适合于瓷器⽣产的百瓷⽯,并在有⽥成功地烧制出瓷器,地点是现在的佐贺县有⽥町。
如今,⽇本不仅实⽤陶瓷业⽣产质量和技术在世界上⾸屈⼀指,⽽且现代陶艺也在世界陶艺中占领先地位。
从⽇本陶艺的状况看,⼤致有如下的特点:第⼀,陶艺作为⼀种⽣活艺术,深⼊到了⽇本社会的各个层⾯。
1926年(⼤正⼗五年),⽇本著名民艺理论家、美学家柳宗悦和著名陶艺家河井宽次郎、浜⽥庄司等提倡⽣活⽂化运动,将由⼿⼯匠⼈制作的⽇常⽣活⽤陶瓷器、漆器等称为“民艺”,积极肯定其艺术的价值,提出“美就在⽣活中”的⼝号,提携⽇本各地具有地⽅特⾊的⼯艺美术,存进其古⽼的“健全的美”的发展,使陶瓷艺术等民间⼯艺在⼯业化的量产潮流中得以发展、创新,并反过来影响量产⽇⽤⼯业美意识的形成和发展。
如今,陶艺深⼊到⽇本社会的各个层⾯,作为⽣活艺术的花道和茶道,都是陶瓷艺术与插花艺术及饮茶艺术的完美结合。
日本陶瓷艺术的发展
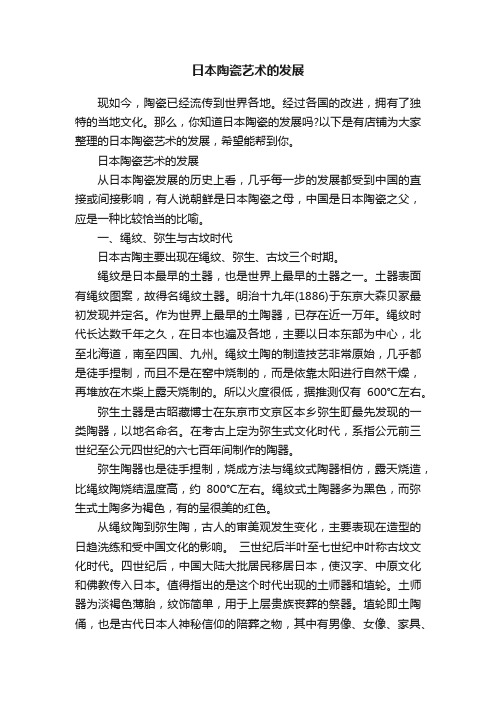
日本陶瓷艺术的发展现如今,陶瓷已经流传到世界各地。
经过各国的改进,拥有了独特的当地文化。
那么,你知道日本陶瓷的发展吗?以下是有店铺为大家整理的日本陶瓷艺术的发展,希望能帮到你。
日本陶瓷艺术的发展从日本陶瓷发展的历史上看,几乎每一步的发展都受到中国的直接或间接影响,有人说朝鲜是日本陶瓷之母,中国是日本陶瓷之父,应是一种比较恰当的比喻。
一、绳纹、弥生与古坟时代日本古陶主要出现在绳纹、弥生、古坟三个时期。
绳纹是日本最早的土器,也是世界上最早的土器之一。
土器表面有绳纹图案,故得名绳纹土器。
明治十九年(1886)于东京大森贝冢最初发现并定名。
作为世界上最早的土陶器,已存在近一万年。
绳纹时代长达数千年之久,在日本也遍及各地,主要以日本东部为中心,北至北海道,南至四国、九州。
绳纹土陶的制造技艺非常原始,几乎都是徒手捏制,而且不是在窑中烧制的,而是依靠太阳进行自然干燥,再堆放在木柴上露天烧制的。
所以火度很低,据推测仅有600℃左右。
弥生土器是古昭藏博士在东京市文京区本乡弥生町最先发现的一类陶器,以地名命名。
在考古上定为弥生式文化时代,系指公元前三世纪至公元四世纪的六七百年间制作的陶器。
弥生陶器也是徒手捏制,烧成方法与绳纹式陶器相仿,露天烧造,比绳纹陶烧结温度高,约800℃左右。
绳纹式土陶器多为黑色,而弥生式土陶多为褐色,有的呈很美的红色。
从绳纹陶到弥生陶,古人的审美观发生变化,主要表现在造型的日趋洗练和受中国文化的影响。
三世纪后半叶至七世纪中叶称古坟文化时代。
四世纪后,中国大陆大批居民移居日本,使汉字、中原文化和佛教传入日本。
值得指出的是这个时代出现的土师器和埴轮。
土师器为淡褐色薄胎,纹饰简单,用于上层贵族丧葬的祭器。
埴轮即土陶俑,也是古代日本人神秘信仰的陪葬之物,其中有男像、女像、家具、武器、船等泥塑,并往往在这些造型中增添人们生活中常见的鸟、兽、鱼等动物塑像,造型十分生动。
四世纪后半叶开始使用辘轳成型,造型更加规整,并且从中国引进还原焰烧制方法,温度高达千度以上,可以大量生产。
土炭窑的制造工艺流程
土炭窑的制造工艺流程
农村土窑就是挖一大坑,填塞木材,然后用泥土夯打好顶盖,木材成炭后,取出木炭,顶盖完好,窑就成功。
有打一横洞,装满木材,堵上洞口,也是炭窑。
1、在烧木炭的地方(炭窑)底部开一下小的通孔,注意不要破坏了别的地方, -定要保证烧炭窑的密封性不受到影响。
2、保持炭窑的底部空气畅通,不同的的炭窑可用不同的方法,有的在底部用砖做成通气道,有的挖成沟壕也是可以的。
3、放入准备好的木柴或薪棒,填满整个炭窑,这个装窑是有一定的讲究的。
4、引燃炭窑内的炭原料(原木或薪棒) , 保持燃烧。
5、窑内烧起来后,封口,注意留下一个出烟的口,直径十厘米左右就行,这个口可以接烟气处理措施处理烧炭时产生的烟气。
窑烧木炭,技术主要在两方面:
1.建窑烧制木炭其实叫无氧碳化,其建窑关键在于密封方面、进气排气、和便于装窑、便于密封等方面。
2.碳化技术,当然这需要一定的经验,一般顺序是装窑,点燃,刚开始时给足氧气让其燃烧,等烧到一半或5分子2时,关闭氧气也就是封窑门,让其在缺氧的状态下慢慢燃烧分解,分解出一氧化碳、木焦油、木醋液等有害气体,只留下炭物质也就是木炭。
土窑烧木炭的正确方法
土窑烧木炭的正确方法
土窑烧木炭是一种传统的木炭制作方法,以下是正确的操作步骤:
1. 选择合适的场地:选择在通风良好的地方进行烧制,远离易燃物和建筑物。
2. 搭建土窑:用砖石或土块搭建一个窑炉,尺寸可以根据需要而定,但一般要保持土窑的上宽下窄的形状,以促进燃烧。
3. 放置木材:在土窑中放置待烧制的木材,木材应选择干燥的、没有进行化学处理的原木。
4. 盖上覆盖物:用草、土或脱落的树皮将木材进行覆盖,以防止空气进入窑炉。
确保覆盖物紧密,以减少氧气进入。
5. 预备点火:在土窑的一侧或底部设立一个点火口,用纸、麦秸等易燃物填充。
6. 点火:点燃点火口的燃料,让火逐渐燃起,确保火势均匀。
7. 控制燃烧速度:一开始燃火时,保持点火口的大小合适,控制火焰的高低,以保持均匀的燃烧。
逐渐增加点火口的大小,控制燃烧速度,避免火势过大或过小。
8. 保持燃烧:监控火焰,保持燃烧状态,可以适当地增加或减少点火口的燃料,以调整火势。
9. 完全烧制:持续燃烧木材,直到木材燃尽,窑炉中没有明火。
10. 熄火与冷却:将窑炉覆盖物全部取下,让窑炉中的炭灰冷却。
11. 取出木炭:当窑炉完全冷却后,取出制成的木炭,并进行
清理。
注意事项:
- 确保安全,在操作过程中注意火焰和炭灰的飞溅,避免火灾。
- 确保环保,选择使用无污染的木材进行制作,并确保炭灰的
处理。
- 需要得到授权或遵守当地法律法规,特别是在有燃烧管制的
地区。
日本工艺美术知识点总结

日本工艺美术知识点总结日本陶瓷工艺美术日本陶瓷工艺美术是日本传统工艺美术中最具代表性的形式之一。
日本的陶瓷工艺起源于古代,经过千百年的发展,形成了多种不同风格和特色的陶瓷作品。
其中,京都是日本最重要的陶瓷产地之一,其陶瓷作品以精美的工艺和细腻的装饰而著称。
而日本伊贺烧、信楽烧等地方也以独特的风格和工艺成为了日本陶瓷艺术的代表。
日本的陶瓷工艺美术以其多样的表现形式和丰富的装饰风格而闻名,其中最具特色的就是日本瓷器的装饰技法。
日本陶瓷作品的装饰主要采用了多种手法,如刻画、绘画、堆塑等,其中最有名的要数日本的釉下绘和釉上绘。
釉下绘是在陶瓷器成型之后,在釉料之下进行绘画,然后再进行釉烧,使色彩更加鲜艳、持久。
而釉上绘则是在釉面上进行着色和绘画,再次进行釉烧,使得作品更加富有立体感和层次感。
这些装饰手法使得日本陶瓷作品在色彩和纹路上具有独特的魅力,成为了日本陶瓷工艺美术的重要特点。
此外,日本陶瓷工艺美术还以其精湛的工艺而著称,日本陶瓷制作的工艺非常独特和精细。
古老的哲学思想和审美理念都融入到了日本陶瓷工艺美术中,使得每一件作品都有着深厚的文化底蕴。
而日本陶瓷艺术的价值观念和审美情趣,也使得其在世界陶瓷艺术中独具风采,值得人们深入了解和感受。
日本漆器工艺美术日本漆器工艺美术是指通过对木器等材料进行漆工加工,将漆料涂布在器物表面,通过多次上釉、打磨等工序,最终制作出具有艺术价值的器物。
日本的漆器工艺美术非常精湛,其作品在世界范围内享有盛誉,尤其是京都、岐阜等地的漆器尤为著名。
日本漆器工艺美术有着悠久的历史,可以追溯至新石器时代。
漆器在日本古代就已经十分流行,而在奈良时代和平安时代,漆器工艺更是达到了巅峰。
日本的漆器艺术以其精湛的技艺和独特的装饰风格,成为了日本传统工艺的代表之一。
日本漆器工艺美术的装饰技法主要有螺髻、贴金、镶象眼、碧砂等。
这些独特的工艺手法使得日本漆器作品在文化内涵和艺术表现力上都具有独特的特点。
日本传统木炭制作与烧烤技艺
日本传统木炭制作与烧烤技艺日本是一个拥有丰富传统文化的国家,而其中之一就是木炭制作与烧烤技艺。
这项技艺源远流长,至今仍然在日本各地保持着活力。
本文将带您了解日本传统木炭制作与烧烤技艺的背后故事和独特之处。
木炭制作在日本可以追溯到几百年前。
当时,木炭主要用于供应铁炉和制作刀剑。
而随着时代的变迁,木炭制作逐渐演变成了一门独特的艺术。
在传统的木炭制作过程中,选择合适的木材至关重要。
日本的木炭制作师傅通常会选择樱花、柚木、榉木等硬质木材,因为它们具有高热值和长时间燃烧的特点。
制作木炭的过程非常复杂,需要经过多个步骤。
首先,木材需要被切割成合适的大小,然后放入一个密封的容器中,以防止氧气进入。
接下来,将容器放入一个特制的炉子中,通过加热木材来除去水分和杂质。
这个过程需要耗费大量的时间和精力,制作出的木炭才能达到高质量的标准。
与传统木炭制作密切相关的是烧烤技艺。
在日本,烧烤被视为一种独特的文化和社交活动。
无论是家庭聚会还是朋友间的聚会,烧烤都是人们喜爱的方式之一。
而日本传统的烧烤方式与西方不同,更加注重细节和独特的烹饪技巧。
日本传统的烧烤技艺被称为“炉端烧”,即将食材直接放在炭火上进行烹饪。
这种方式要求火候掌握得恰到好处,以确保食材的口感和味道。
在炉端烧中,炭火的温度需要根据不同的食材进行调整,以达到最佳的烹饪效果。
例如,鱼类需要高温快烤,以保持其鲜嫩的口感,而肉类则需要低温慢烤,以保持其香气和嫩度。
除了炉端烧,日本还有其他独特的烧烤技艺,例如“铁板烧”和“串烧”。
铁板烧是将食材放在热铁板上烹饪,通过热传导使食材均匀受热。
而串烧则是将食材用竹签穿起来,然后放在炭火上烤制。
这种方式不仅能够保持食材的原汁原味,还能够增加食材的口感和美感。
日本传统木炭制作与烧烤技艺的魅力在于其独特的品味和仪式感。
无论是制作木炭还是进行烧烤,都需要耐心和细致的态度。
这种传统技艺不仅仅是一种烹饪方式,更是一种生活态度和文化传承。
在现代社会,虽然电磁炉和燃气炉等新技术已经取代了传统的炭火烧烤方式,但日本人对于传统木炭制作与烧烤技艺的热爱依然存在。
【茶器】日本六大“烧”

【茶器】日本六大“烧”日/本/古/窑Japan日本的镰仓时代(1185—1333),受中国宋代文化的深远影响,其政治、经济、文化均取得了显著成就。
从镰仓至室町(1336—1573)时代,日本出现了著名的“六大古窑”:濑户、常滑、信乐、越前、丹波、备前,从这些地方诞生的作品,都凝聚着千年的泥土气息与无数陶工的智慧与汗水。
1、豪迈的“常滑烧”“常滑烧”是六大古窑中资格最老、规模最大的窑,位于爱知县知多半岛西海岸常滑市。
其历史可以追溯到千年前。
在灰陶时代的平安末期,其主产品是罐和瓮。
镰仓时代开始生产朴素且坚固的大型日用杂器,起初在烧制时全然不用釉料,技法被称为“自然釉”烧制法。
到了江户时代,人们巧妙地利用当地陶土含铁量多的特点烧制出了朱泥烧、白泥烧、火色烧等陶制品,奠定了现代陶制品的基础。
独特之处:充分发挥陶土丰富优质的特性,其中利用粘土中的铁分烧制出的红色的朱泥,作为常滑烧的代表作而闻名天下。
2、高贵的“濑户烧”烧制出濑户烧的濑户市位于爱知县内陆。
濑户烧与常滑烧相同,都始于制陶业盛行的平安时代,而两者的最大区别是,濑户烧使用釉药来烧制高级陶器。
濑户烧也有数种,其中之一的“赤津烧”巧妙地使用7种釉药,其工艺深受欢迎。
另一种濑户烧的代表则是“染付”,从江户时代后期开始盛行的这项技术是在白瓷上使用被称为“吴须”的青色颜料,所绘制出的花纹独具特色。
现在,濑户烧也烧制了不少可供日常生活使用的陶器,让人们能轻松购买到当时的高级产品。
濑户窑是六古窑中唯一的釉陶正宗产地,也是受中国陶瓷文化影响较深的窑厂之一。
濑户烧在日本享有很高的盛誉,日语中的“濑户物”就是指陶瓷,就像英语中的“中国”就是瓷器一样,销售陶瓷的商店也被日本人称作“濑户物屋”。
濑户的陶瓷业发端于镰仓时期,南宋嘉定十六年(1223年) ,加藤四郎作为道元禅师的随从来到明州(宁波)天童寺,在中国学习了5年制陶技术,归国后在尾张、濑户等地建窑。
因当地不产松树,遂将宁波的龙窑改造成不用松油作燃料也能达到高温的“馒头窑”,成功烧出当时日本独一无二的挂釉陶器,釉色丰富,器体坚实,几乎不吸水,具有中国青瓷风采。
日本高温炭烧制土窑以及工艺
日本高温炭烧制土窑以及工艺传统土窑要烧好炭,窑体十分重要,因为窑体决定「流场」分布,能让热流均匀散布竹材,也才能烧出品质一致的竹炭来.基於此,武岫及瑞竹竹炭窑打窑〈建窑〉规划时,都经过学术单位的指导,甚至远聘日本烧炭职人来台指导打窑及烧窑.但两者传统土窑之结构大不相同,武岫竹炭窑应属倒焰(流)式窑体,热流由上往下,经窑底三处排气口排出,且窑体较高内径较小,分燃烧室及碳化室两入口;瑞竹竹炭窑则属横焰(流)式窑体,热流自燃烧室横向导入碳化窑内,经窑尾单一排气口排出,窑体较低内径似椭圆较大,单一窑口.传统土窑需要较厚的窑壁支撑窑顶圆形结构,所以当窑身直径愈大时,窑顶弧度与重量便会加大,对窑壁的压力亦会增加.因此传统土窑通常不会很大,也不会像陶瓷蛇窑般很长,但为了产能需要,武岫及瑞竹的炭窑都是多个连续搭建,有效共用窑壁结构.现代炭化窑台湾高田便是现代炭化窑,窑炉设计上应是借用陶瓷窑加以改造而成,燃料并非传统土窑使用的木,竹材,而是利用煤气或重油.在日本,有发展更适合大量生产的工业窑体的趋势.工业窑的优点是不占空间,省时,高温,适合大量生产等.但日本对竹炭烧成方式的区分与运用上十分讲究,一般认为作为民生用途之竹炭应用传统土窑烧成的,因为土窑烧炭过程较为自然,较没有被污染的顾虑.而工业窑用在现代工业上较为合适,除较易量产外,相对高温竹碳所具备的释放效能较高.【打窑】「打窑」就是所谓的盖窑,建窑,因为建窑过程需要不断夯实拍打,所以就用「打」来称盖窑.打窑多取用红土,因红土黏性足,结构力强,而且在南投地区取材容易.打窑的场所须慎选避免水文经过,地下层不能为垃圾掩埋场等.以上材料及用地取得合宜,才能进行打窑.打窑大致有以下步骤:定桩,确定窑内径及排气口下桩界定.夯边墙土,窑体侧壁利用红土夯实.钉圆顶模,此模顶需相当坚固以承受夯实窑顶之拍打力量;顶模的弧度也决定窑顶的弧度,一般横流窑之窑顶弧度较小,倒流窑之窑顶弧度较大,以有效将热流均匀导入分布.搭窑口,窑口应预留燃烧室及入窑口,多用耐火砖砌筑,特别是像武岫倒流窑,有两种开口,入窑口与燃烧口需预先留置搭建.夯窑顶土.打窑是一件非常令人吃不消的工作,尤其在打窑顶阶段,一定要一气呵成不得间断.为求最佳碳化水准,窑顶的密和度十分重要,所以制作窑顶时需大量人力不断对稍湿的红土拍打夯实,一层层续接打实在圆顶模板上.据说夯实一个窑顶需要持续进行,达半天以上才会完成,著实累人.【幻化黑钻石—炭化原理】炭化是在缺氧及高温的条件下,将原料热解形成多列孔性炭结构体的过程.并视实际需要取适当温度300-1300℃之间.在炭化燃烧过程中,物质保留炭结构,烧除其中所含的氢,氧等具挥发性成分,即可形成发达的微孔结构.【传统窑竹炭烧炭步骤】取竹竹的种类繁多,常见有桂竹,麻竹,绿竹,刺竹,长枝竹,孟宗竹等,另外较特殊的有人面竹,唐竹,四方竹等.ㄧ般烧竹炭职人多认为孟宗竹最适合烧炭,而且以四至六年生之孟宗竹材最佳.孟宗竹之粗细含水量适中,节低肉厚,质地较佳,且依工研院试验结果显示:孟宗竹成炭效果较其他种类的竹子好,所以目前坊间烧炭职人所选用之竹材亦以孟宗竹为主要对象.同时,以四至六年生为主也有其实质用意,孟宗竹四年生前,竹笋产量最大较具产能,足四年后竹材水分逐渐下降,质地转坚,产能下滑,ㄧ般竹农会依经验淘汰母竹,并改预留新母竹使竹笋产能维持.这种做法产生良性循环,不但可将淘汰之竹材作其他经济用途,亦能使竹林保持活性循环,以达生生不息.区分竹子的年龄需要很老道的经验,武岫炭窑林先生描述:竹子的年龄表现在三个地方:色泽:愈嫩青的竹子年龄愈小,相反竹深色泽呈现深沈的褐绿色,或有苔色年龄较大.竹节:竹节颜色较深者竹龄较大.声音:愈成熟之竹子敲打的音响愈结实,但过老的竹子声音会趋向沈哑.除此之外,竹产地的位置亦是辨认竹材优劣的凭藉之ㄧ.多认为高山近水之成熟竹材又比低山远水者较佳.而超龄竹材品质较差,含糖成分会较高,所以较易柱蚀.乾燥取竹后,竹材应架离地面,避免地气潮湿,致使竹材腐化,并置於室内阴乾,避免日照与露水沾湿以保留竹内所含之微量元素,降低竹材产生发霉的现象.但也有书籍记载:将竹子堆置空旷地区,利用阳光来曝晒,以保留竹子中最多矿物质.两者说法颇为出入,比较ㄧ致的是竹材需要适当的乾燥层度,以减少入窑后过多水气影响烧窑,晾置时间通常需要两周左右.整竹非整枝竹材皆适合烧成为良炭,ㄧ般烧炭职人必须将整只竹材,分段切割,整竹成束.成炭较佳的通常是中间部位,因为竹末梢部分直径较小,竹肉较薄,在炭化过程中容易燃烧引火,成炭后品质也较差,通常会将末端切除三至四尺左右,当作燃材或铺於炭窑上层作为引火入窑提高温度的燃材.竹头部份因肉质较厚含水量较高,要完全炭化不易,但是相对成炭后价值较高.分段裁切成需要长度(视窑体需求而异)后,并依需要对剖或十字分剖开,有人认为整支圆竹入窑较占空间,成炭量较低,对剖后竹节内部利用特殊刀头剔除,使竹在捆绑时可以相互交叠,减少空间浪费.但亦有整束未剖之竹材入窑烧,但内部竹节仍必须利用刀具穿孔互通,以免空气热涨爆开,致使成炭不完整.捆绑所用的材质也十分讲究,不得使用塑胶,尼龙绳及铅线等,避免在烧炭过程中污染竹材,ㄧ般多用麻,棉绳或不锈钢丝捆绑.捆绑后竹材之堆叠亦应至於室内架高,避免又受水气,日照影响.入窑竹材摆置需要相当经验的,应依窑的特性排窑.这是参考窑热流(流场)的不同而变换摆置方向.流场属於由上往下者(倒焰窑),於排窑时竹束应该竖放,且竹头朝上,以获得整体竹材炭化均匀.流场属於由前往后者(横焰窑),排窑时候竹束应该直放,竹头朝窑头,以利热流均匀通过竹材,获得较佳的炭化效果.有部分职人会入窑两次,第ㄧ次入窑主要在求乾燥竹材,乾燥后取出再进炭化窑烧成.封入窑口窑体型式多有不同,有窑炭化窑口及入火口分开,有则单ㄧ窑口.单ㄧ窑口者封入窑口时,应预留燃烧室的空间.这需经验,因为窑口若封实不力,会造成漏气现象,可能会使窑内竹材付之ㄧ炬,而燃烧室与炭化室的挡火墙又需要斟酌高度及口洞大小.太矮所留之孔洞太大,火气与竹材接触机会变高;太高所留孔洞太小,烧窑速度较慢,较不易控温.因此,封入窑口时往往需要很多该窑实际烧窑经验,才能拿捏准确恰当.烧窑传统竹炭窑烧窑的经验比较难透过口述来解说这是多数职人的答覆.以下是个人利用烧陶瓷柴窑的经验,对职人相关答覆中整理出的烧窑概要.并可概分为前火,中火,引火,闷火等四个部分.「前火」,目的主要是去除竹材残留的水分,温度在100℃之内,速度很慢,避免因水分快速蒸发使竹材产生裂缝,造成成炭后竹炭不完整.「中火」,温度在100~300℃之间,温度依然缓慢增加,增添材火时需十分小心避免过早引火致使窑内竹材尽失. 「引火」,当温度逐渐上升至3,4百度,竹材便逐渐炭化,此时便将火引进窑体内上层品质较差之竹材,藉燃烧上层竹材提高整体窑室温度,最高可达800℃左右.「闷火」,是将入柴口及排气口封死,主要目的为断绝氧气及保持窑内温度,此时是窑内竹材整体碳化阶段,因此此阶段需不断检视窑体,若一有烟体冒出便表示有孔隙需立即封补.【烧窑时间】烧窑时间多与窑体结构大小有显著差异,武岫竹炭窑烧窑时间比起瑞竹竹炭窑烧窑时间简短许多,武岫烧竹炭升温时间需要两天达至500℃左右持续延烧十四,十五个小时,封窑缓降温两日以上,前后所需时间共要五日.瑞竹竹炭窑则需要十至十四天升温,引火后封窑持续十至十四天,前后一窑必须个月完成.【窑温辨认与控制】传统窑温可由烧窑之变化特徵来辨认.例如:一百度以前会有大量水气排出;另外也可以观火色变化来辨认,三百度时呈暗红色,温度愈高愈偏橘色.现代则采用电热偶来测定温度.温度控制需要相当的经验才能做到,可从调节排气口,柴火控制及进气量来获得控制,往往因为变因复杂造成温度控制时需要临场判断.【竹碳与备长炭烧成步骤差异】备长炭与竹碳在成炭过程中多了二次引火及消火两个步骤.备长炭在闷火阶段完成后,会将窑门卸开让大量空气进入,引火一举提高窑内炭材精炼温度至1000~1200℃,并快速将炭材钩出洒上消火粉消火,因此备长炭常附著一层白色消火粉,所以又称备长炭为「白炭」.竹炭因本身质地较薄无法负荷二次引火的精鍊,所以以传统土窑所烧出的竹炭温度便无法超过一千度以上了.【现代竹炭窑烧窑方式】现代竹炭窑也称为工业竹炭窑.藉陶瓷窑体结构进行烧制,主要关键应在设法区隔竹材与火焰的接触及如何将碳化过程产生之气体排出及收集.常作为陶瓷烧成时区隔火焰的工具通常称为「匣钵」,利用此概念另制一耐高温容器於窑内,烧窑时将竹材放置其中,即可得达到此效果.该容器所预留的排汽口应对准窑之排气口,可同时达到排气与收集竹醋液的需要.工业窑烧竹炭的好处在容易控温,更易达到高温1000℃以上,可烧出较具导电功能之竹炭.但比较令人质疑的,工业窑在烧炭过程中会不会较具机会附著残物,造成民生使用之污染,因此多数建议工业窑的高温优势应展现竹炭在工业用途上,而非民生日用品上.【竹醋液】竹炭烧窑过程会生成一种强酸液体称为竹醋液.烧窑时,当整体窑内温度达一百度以上,表示竹材水分散失完全,而后所产生之雾体经冷却导管后便可收集到竹醋液.但随温度持续增加至结晶水挥发阶段,该阶段之竹醋液品质较差且易含有焦油物质,多不收集.竹醋液经导管冷却后收集至黑色塑钢桶内,避免受日照并行自然沉淀约半年,取中间一段,所得最佳竹醋液应为澄清如琥珀色一般油亮.依武岫竹炭窑职人解说该竹炭窑一次可收集8至10公斤竹醋原液,经沉淀可取约4公斤竹醋液,因此可知竹醋液之珍贵.竹醋液比重约为1.01,其成分约有两百多种,其中大部分为水,其他主要有甲醇,醋酸,丙酮等.【炭之功用】随碳化温度不同,物质成炭后所具备之效能意有所差异.三百~四百℃间属初等碳化作用,仍残有部分有机质,ㄧ般多用於具吸附水气或土质改良上.四百~六百℃间为所具备之吸附能力最佳,且多数有机质硫化物,焦油等,已与成炭完全分离,固适合家用.六百~一千℃时,导电性逐渐提高,且具有红外线功能,於阻隔电磁波及释放能量上机能较佳.一千℃含以上者,通常适用於工业用途,因温度较高,物质原含有之微量元素挥发较多,且微孔结构因体积比下降而缩减,成炭所具有之吸附能力相对减低.但温度的提升,有助於导电性及远红外线机能提升,故在工业应用上较广泛.【竹炭的运用】竹炭的运用十分广阔,大致可依竹炭本身功能来区分其运用性.一,为「吸附能力」,对水气,气味,硫化物,氮化物,甲醇,苯,酚等有害化学物质能发挥强大吸附能力.高温竹炭具导电性,能吸附电磁波,作为阻隔电磁波之功用.二,为「分解能力」,吸附有毒物质后便对该物质行分解或中和作用.有人实验将大量炭投入已受污染之河川,经炭的吸附分解中和后,受污染的河川开始回覆生机,举出竹炭分解的能力.三,为「释放功能」,炭本身含有微量元素,将炭与自来水加热煮沸后,不但将自来水中所含之氯吸附,更释放出诸多微量元素,使水质更为甘甜好喝.高温烧制之竹炭亦具备有远红外线能量释放的能力.四,为「调节能力」,竹炭对自然水气有调节作用,当环境较为乾燥时吸附竹炭中的水气自然排出;相对地,对潮湿有除湿之功效.最具代表性的是一九七二年发现於长沙马王堆一号墓-軑侯夫人「辛追」之墓的周遭放置了大量的木炭,是其身躯不坏之最大原因,因为大量的炭扮演调节棺木的湿度,而且长达两千年之久.五,为「隔绝能力」,当竹炭超过八百度,具有较佳导电的功能,便对电磁波有吸附的能力,此时对电磁波即可产生隔绝的能力.。
土窑制炭方法
土窑制炭方法
土窑制炭是一种传统的炭制作方法,需要一些特殊的工具和技巧。
以下是制作土窑炭的步骤:
1. 准备工具。
制作土窑炭需要一个大号的土窑、柴火、木材、
锄头、铁锤、细石子和麻袋。
2. 挖掘土窑。
用锄头挖掘一口深约1.5米,直径约2米的圆形坑,将挖出的泥土放置在一旁备用。
3. 筑墙。
用挖出的泥土筑墙,高度约1.5米,墙厚约20厘米。
4. 点火。
把柴火放在坑底,点燃后加入木材。
木材的选择要注意,宜选硬质木材,如橡树、柞树、枫树等。
5. 覆盖泥土。
在木材与柴火的上面,铺上一层细石子,再用泥
土将其覆盖。
6. 加炭材。
待火势足够猛烈时,加入一些炭材,以维持火势。
7. 封窑。
在坑的中央,挖出一个约30厘米深的小坑,将炭材放入其中,再用泥土将其盖上。
随后用泥土封住土窑口。
8. 等待。
等待炭材烧尽,需时约2-3天,炭材烧尽后,窑内温
度逐渐降低。
9. 取炭。
在窑口处挖开泥土,取出窑内的炭。
制作土窑炭需要一定的经验和技巧,操作时需注意安全。
制作好的土窑炭烧烤效果佳,烟熏味浓郁,是许多美食爱好者的首选炭种。
- 1 -。
土窑烧木炭生产技术
土窑烧木炭生产技术
1. 阶段一:构建土窑及烧制技术
(1)选择土窑位置及木炭原料:一般选择山脚潮湿的地方,远离民居,避免烟气污染;木炭原料选择优质的木材,如杨柳、松杉、榆木等;
(2)搭建土窑:安置土窑架,在窑架上垒砖筑成烧窑,一般圆形或长方形,高1米,宽1米五到二米,宽的窑有利于扩大烧烤面积;
(3)加热烧制木炭:把切成小块的木材放进窑内,用木头或煤把窑内火势控制,烧火把木材加热埋灰,炭火逐渐消散;
2. 阶段二:木炭加工技术
(1)烧成木炭后放凉和冷却:把烧完的木炭放在沙地上晾凉,然后把木炭放入水中,用手把木炭搅动,把烧完的木炭放入水中冷却,这样可以去除木炭的灰层;
(2)木炭的分级:把冷却的木炭洗涤干净,然后按照不同的尺寸和形状,用筛子把木炭进行分颗粒或分级,然后用砂轮机分类;
(3)包装木炭:把木炭分级后,用袋子包好,然后把
袋子用扎带扎好,把木炭包装成一定规格的小袋,然后安全储存在阴凉处,以待消费使用。
;。
柴烧介绍及柴烧全过程【图】
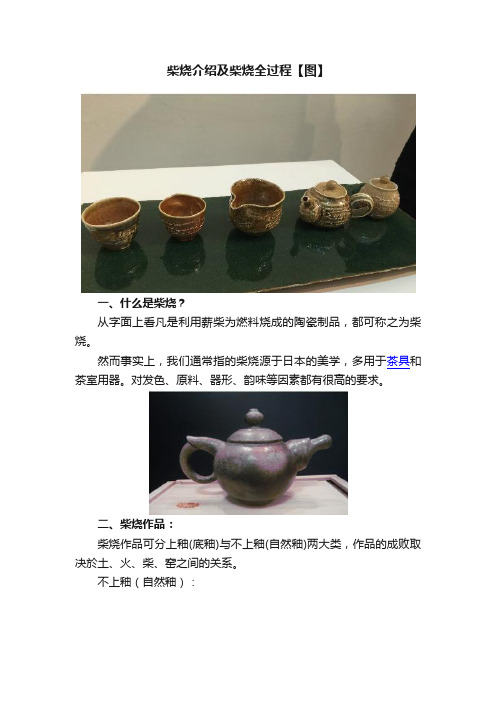
柴烧介绍及柴烧全过程【图】一、什么是柴烧?从字面上看凡是利用薪柴为燃料烧成的陶瓷制品,都可称之为柴烧。
然而事实上,我们通常指的柴烧源于日本的美学,多用于茶具和茶室用器。
对发色、原料、器形、韵味等因素都有很高的要求。
二、柴烧作品:柴烧作品可分上釉(底釉)与不上釉(自然釉)两大类,作品的成败取决於土、火、柴、窑之间的关系。
不上釉(自然釉):上釉(底釉):1、土:柴烧作品里材质以陶土居多,陶土的耐热好,通过柴烧让土能产生一种温润、沉稳、内敛之美。
由于含铁与火接触的过程中气氛的微妙变化,会引发器体表面会呈现更加多样的色彩,相对的,用瓷土进行柴烧,颜色通常是均匀的灰褐色或棕色。
为了达到更佳的效果,陶艺家有时会将瓷泥和陶泥混合,调配出属于自己的泥料。
2、柴:柴烧选用的木材一般需静置约三至六个月以上,忌太潮湿,以利燃烧。
以松木最佳,烧窑时,窑主通常将木头靠在窑壁上,利用窑温帮助其干燥。
3、窑:一般烧窑需三到五天,期间需不眠不休轮班投柴。
投柴的速度和方式、天候的状况、空气的进流量等细微因素,都会影响窑内作品的色泽变化。
下面是两个柴烧作品的对比:4、灰:柴窑烧陶时,完全燃烧的灰烬极轻,随著热气流飘散。
当温度高达1200℃以上时、木灰开始溶融,木灰中的铁与陶坯上中的铁形成釉,呈现不同的色彩变化。
5、自然落灰釉:这种方式形成的釉被称为"自然落灰釉",自然落灰釉乍看不甚起眼,但越看越耐看是柴烧作品的迷人之处。
而在中国古代正统的制瓷标准中,在釉面上落了灰或在胎体上走了火的痕迹都是不被欣赏的,认之为"瑕"。
在传统烧造中,窑工会用匣钵承装陶瓷,避免它和火焰以及窑灰的接触。
现代柴烧技法所追求的是木灰烬与土的自然结合,追求自然朴实的视觉效果以及温厚的触感,是人们厌倦了极度工艺化,追求返璞归真所产生的新的审美。
自然灰釉通常是粗糙亚光的,层次丰富的自然灰釉在表面形成平滑或粗糙的质感,及各种颜色的变化,留下了火曾驻足过的痕迹,自然而无粉饰之气。
日本瓷器“有田烧”的特征
日本瓷器“有田烧”的特征
有田烧制的瓷器通透华美,纤细艳丽,轻薄却有硬度,如玻璃表面柔滑又耐久实用的特征,是上佳的食器首选,被广泛普及。
瓷器比陶器的烧制温度要高很多,使用优质的天草陶土,经1300度的高温烧制后,能接近矿石原来的硬度。
有田烧特有的强度和神秘的透明性,都与使用了优质的陶土和工艺有关,就是做得能透光一样的薄,瓷器还是有出色的强度,如果用手指弹一下的话,就会发出清脆的金属声。
还有,瓷器使用长石质多的陶石粉和高岭土混合制成,故瓷肌细腻,手感光滑。
作为有田烧瓷器的特征,也说到了素地(瓷胎)非常白,更能映出颜色的鲜艳。
有田烧有通透纯白的特征,是与当年那个有出口的历史背景有关。
真因为有了当时进行销往欧洲的贸易商----荷兰东印度公司的严格要求和陶工们的不惜努力地开发的结果,才能有像雪一样地白的质地。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日本高温炭烧制土窑以及工艺传统土窑要烧好炭,窑体十分重要,因为窑体决定「流场」分布,能让热流均匀散布竹材,也才能烧出品质一致的竹炭来.基於此,武岫及瑞竹竹炭窑打窑〈建窑〉规划时,都经过学术单位的指导,甚至远聘日本烧炭职人来台指导打窑及烧窑.但两者传统土窑之结构大不相同,武岫竹炭窑应属倒焰(流)式窑体,热流由上往下,经窑底三处排气口排出,且窑体较高内径较小,分燃烧室及碳化室两入口;瑞竹竹炭窑则属横焰(流)式窑体,热流自燃烧室横向导入碳化窑内,经窑尾单一排气口排出,窑体较低内径似椭圆较大,单一窑口.传统土窑需要较厚的窑壁支撑窑顶圆形结构,所以当窑身直径愈大时,窑顶弧度与重量便会加大,对窑壁的压力亦会增加.因此传统土窑通常不会很大,也不会像陶瓷蛇窑般很长,但为了产能需要,武岫及瑞竹的炭窑都是多个连续搭建,有效共用窑壁结构.现代炭化窑台湾高田便是现代炭化窑,窑炉设计上应是借用陶瓷窑加以改造而成,燃料并非传统土窑使用的木,竹材,而是利用煤气或重油.在日本,有发展更适合大量生产的工业窑体的趋势.工业窑的优点是不占空间,省时,高温,适合大量生产等.但日本对竹炭烧成方式的区分与运用上十分讲究,一般认为作为民生用途之竹炭应用传统土窑烧成的,因为土窑烧炭过程较为自然,较没有被污染的顾虑.而工业窑用在现代工业上较为合适,除较易量产外,相对高温竹碳所具备的释放效能较高.【打窑】「打窑」就是所谓的盖窑,建窑,因为建窑过程需要不断夯实拍打,所以就用「打」来称盖窑.打窑多取用红土,因红土黏性足,结构力强,而且在南投地区取材容易.打窑的场所须慎选避免水文经过,地下层不能为垃圾掩埋场等.以上材料及用地取得合宜,才能进行打窑.打窑大致有以下步骤:定桩,确定窑内径及排气口下桩界定.夯边墙土,窑体侧壁利用红土夯实.钉圆顶模,此模顶需相当坚固以承受夯实窑顶之拍打力量;顶模的弧度也决定窑顶的弧度,一般横流窑之窑顶弧度较小,倒流窑之窑顶弧度较大,以有效将热流均匀导入分布.搭窑口,窑口应预留燃烧室及入窑口,多用耐火砖砌筑,特别是像武岫倒流窑,有两种开口,入窑口与燃烧口需预先留置搭建.夯窑顶土.打窑是一件非常令人吃不消的工作,尤其在打窑顶阶段,一定要一气呵成不得间断.为求最佳碳化水准,窑顶的密和度十分重要,所以制作窑顶时需大量人力不断对稍湿的红土拍打夯实,一层层续接打实在圆顶模板上.据说夯实一个窑顶需要持续进行,达半天以上才会完成,著实累人.【幻化黑钻石—炭化原理】炭化是在缺氧及高温的条件下,将原料热解形成多列孔性炭结构体的过程.并视实际需要取适当温度300-1300℃之间.在炭化燃烧过程中,物质保留炭结构,烧除其中所含的氢,氧等具挥发性成分,即可形成发达的微孔结构.【传统窑竹炭烧炭步骤】取竹竹的种类繁多,常见有桂竹,麻竹,绿竹,刺竹,长枝竹,孟宗竹等,另外较特殊的有人面竹,唐竹,四方竹等.ㄧ般烧竹炭职人多认为孟宗竹最适合烧炭,而且以四至六年生之孟宗竹材最佳.孟宗竹之粗细含水量适中,节低肉厚,质地较佳,且依工研院试验结果显示:孟宗竹成炭效果较其他种类的竹子好,所以目前坊间烧炭职人所选用之竹材亦以孟宗竹为主要对象.同时,以四至六年生为主也有其实质用意,孟宗竹四年生前,竹笋产量最大较具产能,足四年后竹材水分逐渐下降,质地转坚,产能下滑,ㄧ般竹农会依经验淘汰母竹,并改预留新母竹使竹笋产能维持.这种做法产生良性循环,不但可将淘汰之竹材作其他经济用途,亦能使竹林保持活性循环,以达生生不息.区分竹子的年龄需要很老道的经验,武岫炭窑林先生描述:竹子的年龄表现在三个地方:色泽:愈嫩青的竹子年龄愈小,相反竹深色泽呈现深沈的褐绿色,或有苔色年龄较大.竹节:竹节颜色较深者竹龄较大.声音:愈成熟之竹子敲打的音响愈结实,但过老的竹子声音会趋向沈哑.除此之外,竹产地的位置亦是辨认竹材优劣的凭藉之ㄧ.多认为高山近水之成熟竹材又比低山远水者较佳.而超龄竹材品质较差,含糖成分会较高,所以较易柱蚀.乾燥取竹后,竹材应架离地面,避免地气潮湿,致使竹材腐化,并置於室内阴乾,避免日照与露水沾湿以保留竹内所含之微量元素,降低竹材产生发霉的现象.但也有书籍记载:将竹子堆置空旷地区,利用阳光来曝晒,以保留竹子中最多矿物质.两者说法颇为出入,比较ㄧ致的是竹材需要适当的乾燥层度,以减少入窑后过多水气影响烧窑,晾置时间通常需要两周左右.整竹非整枝竹材皆适合烧成为良炭,ㄧ般烧炭职人必须将整只竹材,分段切割,整竹成束.成炭较佳的通常是中间部位,因为竹末梢部分直径较小,竹肉较薄,在炭化过程中容易燃烧引火,成炭后品质也较差,通常会将末端切除三至四尺左右,当作燃材或铺於炭窑上层作为引火入窑提高温度的燃材.竹头部份因肉质较厚含水量较高,要完全炭化不易,但是相对成炭后价值较高.分段裁切成需要长度(视窑体需求而异)后,并依需要对剖或十字分剖开,有人认为整支圆竹入窑较占空间,成炭量较低,对剖后竹节内部利用特殊刀头剔除,使竹在捆绑时可以相互交叠,减少空间浪费.但亦有整束未剖之竹材入窑烧,但内部竹节仍必须利用刀具穿孔互通,以免空气热涨爆开,致使成炭不完整.捆绑所用的材质也十分讲究,不得使用塑胶,尼龙绳及铅线等,避免在烧炭过程中污染竹材,ㄧ般多用麻,棉绳或不锈钢丝捆绑.捆绑后竹材之堆叠亦应至於室内架高,避免又受水气,日照影响.入窑竹材摆置需要相当经验的,应依窑的特性排窑.这是参考窑热流(流场)的不同而变换摆置方向.流场属於由上往下者(倒焰窑),於排窑时竹束应该竖放,且竹头朝上,以获得整体竹材炭化均匀.流场属於由前往后者(横焰窑),排窑时候竹束应该直放,竹头朝窑头,以利热流均匀通过竹材,获得较佳的炭化效果.有部分职人会入窑两次,第ㄧ次入窑主要在求乾燥竹材,乾燥后取出再进炭化窑烧成.封入窑口窑体型式多有不同,有窑炭化窑口及入火口分开,有则单ㄧ窑口.单ㄧ窑口者封入窑口时,应预留燃烧室的空间.这需经验,因为窑口若封实不力,会造成漏气现象,可能会使窑内竹材付之ㄧ炬,而燃烧室与炭化室的挡火墙又需要斟酌高度及口洞大小.太矮所留之孔洞太大,火气与竹材接触机会变高;太高所留孔洞太小,烧窑速度较慢,较不易控温.因此,封入窑口时往往需要很多该窑实际烧窑经验,才能拿捏准确恰当.烧窑传统竹炭窑烧窑的经验比较难透过口述来解说这是多数职人的答覆.以下是个人利用烧陶瓷柴窑的经验,对职人相关答覆中整理出的烧窑概要.并可概分为前火,中火,引火,闷火等四个部分.「前火」,目的主要是去除竹材残留的水分,温度在100℃之内,速度很慢,避免因水分快速蒸发使竹材产生裂缝,造成成炭后竹炭不完整.「中火」,温度在100~300℃之间,温度依然缓慢增加,增添材火时需十分小心避免过早引火致使窑内竹材尽失. 「引火」,当温度逐渐上升至3,4百度,竹材便逐渐炭化,此时便将火引进窑体内上层品质较差之竹材,藉燃烧上层竹材提高整体窑室温度,最高可达800℃左右.「闷火」,是将入柴口及排气口封死,主要目的为断绝氧气及保持窑内温度,此时是窑内竹材整体碳化阶段,因此此阶段需不断检视窑体,若一有烟体冒出便表示有孔隙需立即封补.【烧窑时间】烧窑时间多与窑体结构大小有显著差异,武岫竹炭窑烧窑时间比起瑞竹竹炭窑烧窑时间简短许多,武岫烧竹炭升温时间需要两天达至500℃左右持续延烧十四,十五个小时,封窑缓降温两日以上,前后所需时间共要五日.瑞竹竹炭窑则需要十至十四天升温,引火后封窑持续十至十四天,前后一窑必须个月完成.【窑温辨认与控制】传统窑温可由烧窑之变化特徵来辨认.例如:一百度以前会有大量水气排出;另外也可以观火色变化来辨认,三百度时呈暗红色,温度愈高愈偏橘色.现代则采用电热偶来测定温度.温度控制需要相当的经验才能做到,可从调节排气口,柴火控制及进气量来获得控制,往往因为变因复杂造成温度控制时需要临场判断.【竹碳与备长炭烧成步骤差异】备长炭与竹碳在成炭过程中多了二次引火及消火两个步骤.备长炭在闷火阶段完成后,会将窑门卸开让大量空气进入,引火一举提高窑内炭材精炼温度至1000~1200℃,并快速将炭材钩出洒上消火粉消火,因此备长炭常附著一层白色消火粉,所以又称备长炭为「白炭」.竹炭因本身质地较薄无法负荷二次引火的精鍊,所以以传统土窑所烧出的竹炭温度便无法超过一千度以上了.【现代竹炭窑烧窑方式】现代竹炭窑也称为工业竹炭窑.藉陶瓷窑体结构进行烧制,主要关键应在设法区隔竹材与火焰的接触及如何将碳化过程产生之气体排出及收集.常作为陶瓷烧成时区隔火焰的工具通常称为「匣钵」,利用此概念另制一耐高温容器於窑内,烧窑时将竹材放置其中,即可得达到此效果.该容器所预留的排汽口应对准窑之排气口,可同时达到排气与收集竹醋液的需要.工业窑烧竹炭的好处在容易控温,更易达到高温1000℃以上,可烧出较具导电功能之竹炭.但比较令人质疑的,工业窑在烧炭过程中会不会较具机会附著残物,造成民生使用之污染,因此多数建议工业窑的高温优势应展现竹炭在工业用途上,而非民生日用品上.【竹醋液】竹炭烧窑过程会生成一种强酸液体称为竹醋液.烧窑时,当整体窑内温度达一百度以上,表示竹材水分散失完全,而后所产生之雾体经冷却导管后便可收集到竹醋液.但随温度持续增加至结晶水挥发阶段,该阶段之竹醋液品质较差且易含有焦油物质,多不收集.竹醋液经导管冷却后收集至黑色塑钢桶内,避免受日照并行自然沉淀约半年,取中间一段,所得最佳竹醋液应为澄清如琥珀色一般油亮.依武岫竹炭窑职人解说该竹炭窑一次可收集8至10公斤竹醋原液,经沉淀可取约4公斤竹醋液,因此可知竹醋液之珍贵.竹醋液比重约为1.01,其成分约有两百多种,其中大部分为水,其他主要有甲醇,醋酸,丙酮等.【炭之功用】随碳化温度不同,物质成炭后所具备之效能意有所差异.三百~四百℃间属初等碳化作用,仍残有部分有机质,ㄧ般多用於具吸附水气或土质改良上.四百~六百℃间为所具备之吸附能力最佳,且多数有机质硫化物,焦油等,已与成炭完全分离,固适合家用.六百~一千℃时,导电性逐渐提高,且具有红外线功能,於阻隔电磁波及释放能量上机能较佳.一千℃含以上者,通常适用於工业用途,因温度较高,物质原含有之微量元素挥发较多,且微孔结构因体积比下降而缩减,成炭所具有之吸附能力相对减低.但温度的提升,有助於导电性及远红外线机能提升,故在工业应用上较广泛.【竹炭的运用】竹炭的运用十分广阔,大致可依竹炭本身功能来区分其运用性.一,为「吸附能力」,对水气,气味,硫化物,氮化物,甲醇,苯,酚等有害化学物质能发挥强大吸附能力.高温竹炭具导电性,能吸附电磁波,作为阻隔电磁波之功用.二,为「分解能力」,吸附有毒物质后便对该物质行分解或中和作用.有人实验将大量炭投入已受污染之河川,经炭的吸附分解中和后,受污染的河川开始回覆生机,举出竹炭分解的能力.三,为「释放功能」,炭本身含有微量元素,将炭与自来水加热煮沸后,不但将自来水中所含之氯吸附,更释放出诸多微量元素,使水质更为甘甜好喝.高温烧制之竹炭亦具备有远红外线能量释放的能力.四,为「调节能力」,竹炭对自然水气有调节作用,当环境较为乾燥时吸附竹炭中的水气自然排出;相对地,对潮湿有除湿之功效.最具代表性的是一九七二年发现於长沙马王堆一号墓-軑侯夫人「辛追」之墓的周遭放置了大量的木炭,是其身躯不坏之最大原因,因为大量的炭扮演调节棺木的湿度,而且长达两千年之久.五,为「隔绝能力」,当竹炭超过八百度,具有较佳导电的功能,便对电磁波有吸附的能力,此时对电磁波即可产生隔绝的能力.。