Siemens—808D调试手册(已完)
【西门子】SINUMERIK 808D 参数手册

【西门子】SINUMERIK 808D 参数手册简介SINUMERIK 808D 是西门子公司开发的一种先进的数控系统,旨在为机床制造商和操作员提供高效可靠的控制解决方案。
本文档将详细介绍SINUMERIK 808D的参数和参数设置方法,以帮助用户更好地理解和使用该系统。
参数介绍SINUMERIK 808D的参数可以根据不同的应用场景进行设置,以满足用户的具体需求。
参数主要分为两类:1.系统参数:用于配置系统的基本设置,包括系统语言、显示屏亮度、通信接口等。
这些参数的设置对整个系统的运行起到重要作用,用户需要根据实际情况进行相应设置。
2.功能参数:用于配置具体的功能模块,例如轴控制、进给控制、夹具控制等。
这些参数的设置与具体的机床功能有关,用户需要根据机床的特点进行相应设置。
参数设置方法1. 进入参数设置界面在SINUMERIK 808D的操作界面上,点击菜单栏中的“参数设置”选项,即可进入参数设置界面。
2. 选择要设置的参数在参数设置界面中,可根据需要选择要设置的参数。
用户可以通过浏览参数列表、输入关键词或使用快捷键来快速定位需要设置的参数。
3. 设置参数值选中要设置的参数后,用户可以在参数设置界面中对其进行相关设置。
设置方法包括手动输入参数值、选择预设选项或通过其他方式进行设置。
4. 保存参数设置设置完成后,用户需要点击界面上的“保存”按钮,将设置的参数值保存至系统中。
在保存参数过程中,系统会进行相应的参数校验和冲突检测,确保参数的合法性和有效性。
5. 导出参数设置如果用户需要将参数设置保存到外部设备或进行备份,可以通过导出功能将设置的参数保存为文本文件。
用户可以选择导出所有参数或仅导出部分参数,以便于以后恢复或共享。
参数值的意义对于不熟悉SINUMERIK 808D系统的用户来说,参数值往往具有一定的技术含义。
下面介绍一些常见参数的意义和设置建议:1.通信接口设置:该参数用于配置系统与外部设备的通信接口方式,包括以太网、串口、USB等。
808D参数设置

数字量输出接口 - X200、X201
快速输入/输出 - X21
主轴电动机正反转控制
手轮接口
脉冲驱动接口
808D
PPU与X轴驱动器的连接
模拟量主轴接口 - X54
主轴速度给定
主轴编码器接口
串行通信接口
保存数据 “数据存储”功能将易失性存储器的内容保存在非易失性存储区中。 前提条件: 当前无程序正在执行。 在数据备份正在进行时,勿执行任何操作动作。 备份了数控系统和 PLC 数据。 调用所存储数据的步骤如下: 1. 在数控系统引导启动时按下<选择>键。 2. 在设置菜单中选择"Reload saved user data”。 3. 按下<输入>。
数字量输出接口xx200xx201快速输入输出xx21主轴电动机正反转控制手轮接口脉冲驱动接口808ddppu与xx轴驱动器的连接模拟量主轴接口xx54主轴速度给808D 参数设置
参数的作用
数控参数是数控系统所用软件的外在设置,它决定了机床的功能、控制精度等。 机床参数使用的正确与否,直接影响到了机床的正常工作及机床性能的充分发挥。 按下 PPU 上的“上档”+ “系统”可进入“系统”操作区。 起始屏幕显示了机床配置 数据和可用软键。 软键名称 调试
电源接口
调试 设置数控系统、PLC 以及 HMI
启动模式。
功能
机床数据 PLC
系统数据
设置系统机床数据。 提供 PLC 调试与诊断功能。
备份和恢复系统数据。
软键名称 设置口令
功能 输入相应口令(系统口令、制 造商口令和终端用户口 令)来存取不同用户级别。 将易失性存储器的内容保存在 非易失性存储区中。
SINUMERIK 808D ADVNCED 操作与编程步骤(车削)

第 页 第 7 页
操作与编程操车作削与编程 - 车削
附注
操作与编程 - 车削
第8页
808D ADVANCED
上电与
回参上考电点与
内容
回参考点 上电与
回参考点
内容 单元说内明容
单本元单说元明讲述机床的启动方法和回参考点的方法。 单元说明
本单元讲述机床的启动方法和回参考点的方法。 本单元讲述机床的启动方法和回参考点的方法。
使用右图使所用示右按图键所组示合按,进键组合,进
机床零点 (M) 由机床制造商设定,并且无法改变。
机床零点 由机床制造商设定,并且无法改变。
入服务模入式机。床 配置。 可以在服可务以模在式机下床激配活置或取下激活或取
消激活口消令激。活 口令。
工件零点 (W) 是工件坐标下的原点。
工件零点 是工件坐标下的原点
请填写以下信息以完成登记: 机床制造商 (OEM)
机床代理商
最终用户
SINUMERIK 808D 产品序列号: SZV 机床制造商名称: 最终用户名称: 机床型号: 公司名称: 联系方式:
联系地址 ( 城市,省 ): 您可通过以下联系方式发送此登记表格 传真至 010 64719991 电邮至 @
第6页
808D ADVANCED
准备工作 准备工作
操作步骤
操作步骤
机床 坐机标床系统
坐标系统
控制器的口令功能用以设置使用者对系统的访问权限。一
口令控制器的些口令任功务能,用如以“设基置本使操用作者”对、系统“的高访级问操权作限”。以及调试功能等,
口令
一些任务均,如取“决基于本所操设作置”的、口“令高级。操作”以及调试功
第4页
手动换刀 MDA 使用手轮移动进给轴 零件编程 保护等级 程序执行 断点搜索 参考点 RS232 , USB 与网络 数据存储 程序模拟 子程序 编程举例 计时器 / 计数器 ISO 模式
808DII数控外圆磨床简明使用手册V1.6

务必确认 HMI 和应用程序版本号高于(图 1-1) 中的版本号。
关于数控系统的更详细说明请参考西门子 808D 编程手册、操作手册和诊断手册。
图 1-1
二、操作注意事项
因意外事故可能会造成人身伤害和机床损坏,机床配置了安全装置(包括硬件和软件): 1, 机床防护罩(包括砂轮防护罩) 2, X、Z 轴的极限限位开关。在此开关范围内的软极限开关(参数设定)和可编程软极限。 3, 急停按钮。 4, 进给暂停按钮、复位键。 5, 过热、过流保护开关,以及互锁开关、门开关(选配)。 6, 报警显示,信息显示,原点回零异常警示(增量式编码器)。 7,使用程序锁或者操作权限(密码)来保护程序和变量以及参数不被意外修改。 8,基本联锁:这种联锁必须修改 PLC 才能改变,例如砂轮未启动时冷却液不能启动 9,可变联锁:这种联锁可以通过修改参数取消,例如将动静压主轴更换为普通主轴时,可以取消主轴油 泵和砂轮的联锁。主轴压力继电器故障时,可以取消压力继电器和砂轮的联锁。 10,界面已经编入多种保护措施,如果需要修改请联系我公司技术人员。 11,自动运转启动后可能激活已经编入加工程序的保护措施,可以修改程序来改变。
V1.6 V1.4 V1.3 V1.2 V1.1 V1.0
意见及建议反馈:cqmlf@
一、概述.......................................................................................................................................................................3 二、操作注意事项.......................................................................................................................................................3
西门子808速度开关操作说明书

BULLETININSTRUCTIONS808SPEED SWITCHESRear View of Speed Switch Front View of Speed SwitchLess Lockout Solenoid and Less Lockout Solenoid andMounting Bracket Mounting BracketNEMA Type 1, 4 and 13 Enclosure NEMA Type 1, 4 and 13 EnclosureDESCRIPTIONin these applications,the device with either normally open or normally closed con-tacts can be used depending upon the requirements of the cir-cuit. For example, when connected to an alarm circuit, the speed switch can be used to sense belt breakage. The speed switch can also be used to sequence conveyors where it is essential for one conveyor to be in motion or up to a preselected speed before a second conveyor is started. See Figure 3. The switch will also indicate thedirectional movement of a conveyor by monitoring the rotation of a suitable driven shaft. See Figure 4.PRECAUTIONSM2 starts automati-cally when Ml comes up to speed.NOTE: See applicable standards, codes, and laws for allapplications.L 1-80 50-1000Maximum Shaft Ooeratina Soeed (RPM) 1200 2000Maximum Driving Torque (Inch-Pounds) 3.5 3.5Temperature Rise (Degrees F) 120 140q When mounted with adjustment screws not at thesame level, minimum adjustable speed IS 20 R PMIMPORTANT: Do not run the speed switch at any time at a speed higher than theindicated maximum speed since permanent damage to the switch may result.The speed switch is easily adjusted by means oftwo external adjusting screwshex wrench.Prior to adjustment run the speed switch at operating speed until the switch reaches its normal operating temperature.PLUGGINGTurn adjusting screw(s) outNOTE: Contact blocks are supplied with a common jumperwhich may be removed if isolated contacts are desired. Replace cover, torque cover screws 8-10 in.-lbs.INTERCHANGEABLE MOUNTING BRACKETS3 Point Flange4 Point FlangeMOUNTING TABLE 3 OescriotionBase Mounting (NEMA Type 1, 4 and 13)3 Point Flange Mounted 4 Point Flange Mounted808-N1808-N2808-N3Part NumberPeriodic inspection of the shaft seal issuggested. If seal wear is evident, replace with external bearing seal kit. Catalog Number 808-N5 Installation instructions are included with replacement kit.not attempt to disassemble the shaft assembly.attempt may permanently damage the speedBearings are sealed and are of the permanently lubricated type. In severe environments, such as cement dust, the shaft seal should be cleaned and lubricated with “Anderol 757” or equivalent. “Anderol 757” is a synthetic diester multi-purpose grease.Lockout CoverSolenoid ForkSpeed SwitchWith Lockout SolenoidNEMA Type 1, 4and 13 EnclosureExploded View ofSpeed Switch with Lockout SolenoidLOCKOUT SOLENOIDscrews provided. Thesescrews should be torqued to 20-24 in.-lbs. The lockout solenoid fork must straddle the copper operating lever (see exploded view). Mount cover as shown in exploded view with two #8--32x 1” screws provided. Be sure the top plate gasket is in place before torquing cover screws, 8-10 in.-lbs.LOCKOUT SOLENOID KITS120 60 480 60110 50 808-NLA1 440 50 808-N LA4208 60 808-NLA20 600 60240 60220 50TYPICAL LOCKOUT SOLENOID CONNECTIONS(if used)NOTE: See applicable standards, codes, and laws for allapplications.MOTORT 1T2。
(完整word版)西门子PLC操作手册(24个点)
5.PLC串口通讯线一条
三、实验原理
1.工作原理接线图如图二所示
2.三相电动机顺序控制要求如下:
(1)先拨上正转开关SB1,再拨下SB1,电机以Y-△方式启动,Y形接法运行5秒后转换为△形运行。
(2)先拨上停止开关SB3,再拨下SB3,电机立即停止运行。
(3)先拨上反转开关SB2,再拨下SB2,电机以Y-△方式启动,Y形接法运行5秒后转换为△形运行。
(4)先拨上停止开关SB3,再拨下SB3,电机立即停止运行。
四、实验步骤
1、先将PLC的电源线插进PLC侧面的电源孔中,再将另一端插到220V电源插板。
2、将PLC的电源开关拨到关状态,严格按图二接线,注意12V电源的正负不要短接,电路不要短路,否则会损坏PLC触点。
3、将PLC的电源开关拨到开状态,并且必须将PLC串口置于ON状态,然后通过计算机或编程器将程序下载到PLC中,下载后,再将PLC的电源开关拨到关状态。
5、PLC串口通讯线一条
三、实验原理:
1.工作原理接线图如图六所示:
2.四台电机的控制要求如下:
四台电机启动时每隔1s依次启动,停止时,四台电机同时停止。
3.报警器的控制要求是当条件X1=ON时蜂鸣器鸣叫,同时,报警灯连续闪烁10次,每次亮1.5s,熄灭1s,此后,停止发光报警。
四、实验步骤:
1、先将PLC的电源线插进PLC侧面的电源孔中,再将另一端插到220V电源插板。
5.PLC串口通讯线一条
三、工作原理
1.工作原理接线图如图四所示:
2.交通灯控制要求:
(1)该单元设有启动和停止开关S1、S2,用以控制系统的“启动”与“停止”。S3还可屏蔽交通灯的灯光。
(2)交通灯显示方式。
Sinumerik 808D 转接程序和操作程序指南版本2013-01 转接机的培训手册说明书
Sinumerik 808D Programming and Operating Procedures for Turnings NotesProgramming and Operating — Turning Page 2 808D808DPage 3 Programming and Operating — TurningsBasic knowledge of programming for turning is required, before operating of a machine !NotessProgramming and Operating — Turning Page 4 808D808DPage 5 Programming and Operating — TurningMCP mode ChangingMode NavigationThe 808D machine control panel (MCP) is used to select the machine operating Menu navigationOperating area navigationAxis movement The 808D machine controlpanel (MCP) is used tocontrol manual operation ofthe axis.The machine can be movedwith the appropriate keys.OEM key The 808D machine controlpanel (MCP) is used to con-trol OEM machine functions.The machine functions canbe activated with the appro-808D(PPU)haseight vertical softkeys(abbr. SKs) on theright of the screen.These SKs can beactivated with thecorresponding button(located on the right). 808D(PPU)has eight horizontal SKs on the bottom of thescreen. These SKs can be activated with the corresponding button (located below).Programming and Operating — Turning Page 6 808D808D The service mode is opened with the appropriate key combination.In the service mode, the password can be activated and deactivated.The machine zero point (M) is determined by the machine manufacturer and cannot be changed.The workpiece zero point (W) is the origin of the workpiece coordinate system.The reference point (R) is used for synchronizing the measuring system.The tool holder reference point (F) is used to determine the tool offset.s NotesProgramming and Operating — Turning Page 8 808DStep 1Turn on the main switch of the machine.Step 2Make sure you perform the following operationRelease all the EMERGENCY STOPbuttons on the machine!End808D Page 9 Programming and Operating — TurningStep 3Step 2EndProgramming and Operating — Turning Page 10 808Ds Notes808D Page 11 Programming and Operating — Turnings NotesProgramming and Operating — Turning Page 12 808DPlease make sure the system is in JOG mode.Press “Offset” on the PPU.808D Page 13 Programming and Operating — TurningPress the “New tool” SK on the PPU.Press the “OK” SK on the PPU Press the “Input” button on the PPUThe correct “Edgeposition” selectiondirectly determinesthe correct toolcompensation which willbe described in thenext unit.Observe the relationship between the tool point direction and the positivedirection of the X axis and the Z axis.Find the corresponding position relationship in the figure belowNote that the tool tip direction here is the direction afterthe correct tool offset, not only the direction in tool load-The tool edge position code can also be changed in the posi-tion showed in the figure.Enter “3” at “Edgeposition”.Select the type of required tool.Note: Not every tool has eight position codes. All the options are shown above.Programming and Operating — Turning Page 14 808D808DPage 15 Programming and Operating — TurningPress the “Offset” key on the PPU.Press the “Edges” SK on the PPU. Use “D” code to represent the tool edge. The system activates theNo.1 tool edge as default at the beginning.orPress the “New edge” SK on the PPU.Press the “Tool list” SK on the PPU. → →→ →Programming and Operating — TurningPage 16808DPress the “Machine” key on the PPU.Press the “T.S.M” SK on the PPU. Press “CYCLE START” on the MCP.Press the “Back” SK on the PPU.Press the “JOG” key on the MCP.A maximum of nine tool edges can be created for each tool!Different tool lengths and radii can be saved in different tool edges as required.Please select the right tool edge for machining according to requirement!A handwheel can control the axis motion instead of the “JOG” button.Press the “Machine” key on the PPU.Press the “Handwheel” key on the MCP.The selected axis can now be moved with the handwheel.if set MD14512[16]=80 , the system will deactivate the func-Under “WCS” or “MCS”,a handwheel will be shownbeside the axis symbols,representing that the axiscan be moved using hand-808D Page 17 Programming and Operating — TurningStart the spindle before adjusting tools as follows: Press the “Machine” key on the PPU.Press the “CYCLE START” key on the MCP.Press the “Back” SK on the PPU.Press “Reset” on the MCP to stop the spin-dle rotation.Measure length:XPress the “Machine” key on the PPU.Press the “JOG” key on the MCP.Programming and Operating — Turning Page 18 808DUse the“Handwheel”key on theMCP andselect a suita-ble feedrateMove directly to zero point.Press the “Set length X” SK on the PPU.“X=0” or “Z=0” in the workpiececoordinate system is shown as “X0” /“Z0” in the following text.808D Page 19 Programming and Operating — TurningMove directly to zero point Press the “Back” SK on the PPU.Press the “Set length Z” SK on the PPU.Use the“Handwheel”key on theMCP andselect a suita-ble feedrateoverride toProgramming and Operating — Turning Page 20 808DPress the “Machine” key on the PPU. Press the “JOG” key on the MCP. Press the “Machine” key on the PPU. Press the “T.S.M” SK on the PPU.Press “CYCLE START” on the MCP. Press the “Reset” key on the MCP to stop the coolant function.You can see that the coolant function key on the MCP is active.In order to ensure the machine safety and correctness, the results of the tool offset should be tested appropriately.Press the “Machine” key on the PPU.Press the “MDA” key on the MCP.The ROV function activates the feedrate override switch underPress “CYCLE START” on the MCP.Increase the feedrate override gradually to avoid accidents caused by an axis moving too fast and observe whether the axis moves to the set position.NotesNotesBefore measuring, the spindle can be started as follows: Press the “Machine” key on the PPU.Press the “JOG” key on the MCP.Press “CYCLE START” on the MCP.Make sure the active tool is the measured toolPress the “Machine” key on the PPU.Press the “JOG” key on the MCP.Press the “Reset” key on the MCPto stop the spindle rotation.Press the “Offset” key on the PPU.Press the “Back” SK on the PPU.Enter tool number “1” in“T”.Set “Save in” as “G54” (or other offset).Set “Distance” as “0”Press the “Set work offset” SK on the PPU.Repeat the operations to set the “X” zero point. Press the “Back” SK on the PPU after measuring.In order to ensure the machine safety and correctness, the results of the tool offset should be tested appropriately.Press the “MDA” key on the MCP.The ROV function activates the feedrate override switch underPress “CYCLE START” on the MCP.Increase the feedrate override gradually to avoid accidents caused by an axis moving too fast and observe whether the axis moves to the set posi-tion.NotesNotes808D Page 31 Programming and Operating — TurningSelect NC as the storage location for the program. Programs can only be created12After editing the system will save it automatically.Programming and Operating — Turning Page 32 808D808D Page 33 Programming and Operating — TurningX0 Z50G500 ZG500 XX0 Z50G54 ZG54 XG54 X0G54 Z0G500 ZG500 XProgramming and Operating — Turning Page 34 808DStraight line (parallel/unparallel to axis)Straight line (parallel/unparallel to axis)808D Page 35 Programming and Operating — TurningG41 → direction along the tool mo-G42 → direction along the tool mo-Programming and Operating — Turning Page 36 808D808D Page 37 Programming and Operating — TurningProgramming and Operating — Turning Page 38 808DNotes808D Page 39 Programming and Operating — TurningNotesProgramming and Operating — Turning Page 40 808DThe easiest way to “Turn.” SK, you can enter the cycle and The “Contour turn-ed parameters canfollows:With the “New” SK and “Contour milling”, the operation can beN170 CYCLE95( "DEMO:DEMO_E", 2.5, 0.2 , 0.1 , 0.15 , 0.35 , 0.2 , 0.15 , 9 , , ,)Don't change!;*GP*;*RO*;*HD*The relevant cycle Select “Groove”N230 CYCLE93( 30.00000, -30.50000, 7.00000, 5.00000, 0.00000, 0.00000, 0.00000, 1.00000, 1.00000, ,0.00000, 0.20000, 0.10000, 2.50000, 0.50000, 11, )The easiest way toThe relevant cycle Select “Thread”N290 CYCLE99( 0, 20.00000, -18.00000, 20.00000, 2.00000, 0.00000, 1.00000, 0.01000, 29.00000, 0.00000, 1, 2, 2.50000 , 3001031, 1, , 0, 0, 0, 0, 0, 0, 0, 1, , , , 0)N375 CYCLE82( 5.00000, 0.00000, 2.00000, -5.00000, 0.00000, 0.50000)。
808调试步骤

华中808M系统调试说明(参考)说明:此文阅读对象主要为公司客服一线服务人员,机床厂及零散用户车间调试人员,此文须和对应的PLC和用户自定义报警文本信息以及P参数注释文件配合起来阅读,PLC使用的时候,需要把3个文件(808.DIT,PMESSAGE.txt,parm-1-27.tar)配套一起使用。
写本文目的:2014年本人调试808系统相对比较多,一直想将8型PLC做一个标准化,14年期间一直没有实现这个目标,2015年1月份,本人和华北片区孙亚伟花了一些精力和时间将此项工作完成了。
笔者心中觉得所谓的标准化是这样的:用户拿到我们的一套系统后,按照我们提供的PLC点位,采用我们提供的标准梯形图,完全能够独立调试出来。
基本上不用现场改梯形图,只需要改一些P参数即可。
所以笔者在2015年1月份结合自己1月份调试的一些机床,写了一个调试说明,此PLC是在公司标准版的1.21版本的PLC基础上,自己增加修改了,达到实现用一个PLC可以实现目前主流刀库(常规斗笠刀库和机械手刀库)和常规的第四轴转台的目的,目前经过验证,已经可以正常使用。
PLC点位说明请参照附件里面的点位说明,PLC就是按照此点位做的。
1)严格按照电路图接线,PLC点位见PDF 文档说明的PLC点位说明.即总线从系统后背出来后,按照以下顺序连接总线,系统后背XS6接口------主轴驱动器-----X轴驱动器----Y轴驱动器-----Z轴驱动器-----A轴驱动器(没有就跳过)-----IO模块---回系统后背PORT3!主轴驱动器上的接电机动力线的V和W要换相序.初次上电,不松开急停,可以输入密码后,点设置--参数--系统参数--设置配置,此时可以看到一个总线连接顺序的图,通过此图可以看到总线连接的顺序,务必保证所按照上文所提到的连接顺序去连线的,否则请重新检查总线连接顺序,如果总线连接顺序是对的.点系统版本,仔细屏幕左边版本是否为:1.21.00.14420(目前是此版本,后续可能会有更高版本),如果是的,说明软件是最新版本,可以不用升级,如果不是的,请务必采用安装包升级软件到最新版本。
SINUMERIK_808D_调试手册
Siemens AG Industry Sector Postfach 48 48 90026 NÜRNBERG 德国
文件订购号: 6FC5397-4EP10-0RA0 Ⓟ 12/2012 本公司保留技术更改的权利
Copyright © Siemens AG 2012. 保留所有权利
目录
1 交付检查 ...........................................................................................................................................7
4.2
PPU 键盘功能 .................................................................................................................... 28
4.3
MCP 操作模式切换............................................................................................................. 29
合格的专业人员
本文件所属的产品/系统只允许由符合各项工作要求的合格人员进行操作。其操作必须遵照各自附带的文件说明,特 别是其中的安全及警告提示。 由于具备相关培训及经验,合格人员可以察觉本产品/系统的风险,并避免可能的危 险。
按规定使用 Siemens 产品
请注意下列说明:
商标 责任免除
警告 Siemens 产品只允许用于目录和相关技术文件中规定的使用情况。如果要使用其他公司的产品和组件,必须得到 Siemens 推荐和允许。正确的运输、储存、组装、装配、安装、调试、操作和维护是产品安全、正常运行的前 提。必须保证允许的环境条件。必须注意相关文件中的提示。
SIEMENS调试手册
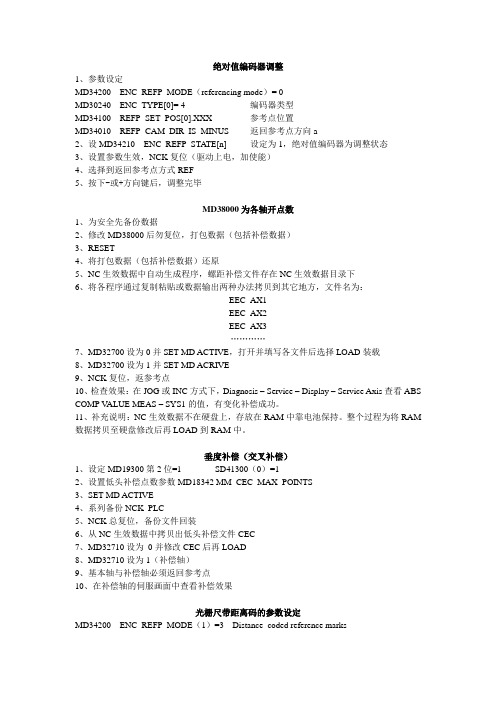
绝对值编码器调整1、参数设定MD34200 ENC_REFP_MODE(referencing mode)= 0MD30240 ENC_TYPE[0]= 4 编码器类型MD34100 REFP_SET_POS[0].XXX 参考点位置MD34010 REFP_CAM_DIR_IS_MINUS 返回参考点方向a2、设MD34210 ENC_REFP_STA TE[n] 设定为1,绝对值编码器为调整状态3、设置参数生效,NCK复位(驱动上电,加使能)4、选择到返回参考点方式REF5、按下-或+方向键后,调整完毕MD38000为各轴开点数1、为安全先备份数据2、修改MD38000后勿复位,打包数据(包括补偿数据)3、RESET4、将打包数据(包括补偿数据)还原5、NC生效数据中自动生成程序,螺距补偿文件存在NC生效数据目录下6、将各程序通过复制粘贴或数据输出两种办法拷贝到其它地方,文件名为:EEC_AX1EEC_AX2EEC_AX3…………7、MD32700设为0并SET MD ACTIVE,打开并填写各文件后选择LOAD装载8、MD32700设为1并SET MD ACRIVE9、NCK复位,返参考点10、检查效果:在JOG或INC方式下,Diagnosis – Service – Display – Service Axis查看ABS COMP V ALUE MEAS – SYS1的值,有变化补偿成功。
11、补充说明:NC生效数据不在硬盘上,存放在RAM中靠电池保持。
整个过程为将RAM 数据拷贝至硬盘修改后再LOAD到RAM中。
垂度补偿(交叉补偿)1、设定MD19300第2位=1 SD41300(0)=12、设置低头补偿点数参数MD18342 MM_CEC_MAX_POINTS3、SET MD ACTIVE4、系列备份NCK_PLC5、NCK总复位,备份文件回装6、从NC生效数据中拷贝出低头补偿文件CEC7、MD32710设为0并修改CEC后再LOAD8、MD32710设为1(补偿轴)9、基本轴与补偿轴必须返回参考点10、在补偿轴的伺服画面中查看补偿效果光栅尺带距离码的参数设定MD34200 ENC_REFP_MODE(1)=3 Distance_coded reference marksMD34300 ENC_REFP_MARKER_DIST(1):LS型尺设为20LB型尺设为80MD34310 ENC_MARKER_INC(1):LS型尺设为0.02LB型尺设为0.04相关参数:MD34320 MD34060螺距补偿一MD38000为各轴开补偿电数。
01_Sinumerik808D_调试指南

8 9
67 78 89
X2 X51,
XXXX5525241, ,XX553XXX2652, 04X53脉RS冲23驱2动接ARPnuS器口al2sl接3eo2g口dirsnipvteeinr主模RdifnaSlet轴拟c2ee3irn编主f2atec码轴接refsa器接口ce接口口
10 9 10 X30 X30 X51, XU5S2B, 接X5口U3S, B用i于nt连erf接a脉cMeC冲, fPo驱r 动co器nn接ec口tion with the
11 10 X1
12 1111 X1
13
12 1312
X30 电源接口MC, +P24V DCU电S源B 接口 , 用于连接 MCP
X1 -
电池接口Psuopwpelyr
supp电ly源int接er口fac,e+, 2+42V4V直D流C电po源wer 电池接口
-
CF卡插B槽attery inte系rfa统ce软件 CF 卡插槽
14
14
连接电缆和电线时,需要弄清楚相关接口和相关接线端子的位置。
PPU正面 PPUPPfrUon正t 面
接线下前It图ne,r是om需ridPne要ParlU弄tbo连lo清c接cok楚n器sn相一neec览关et dc:接atbo口leb和se ak相nndo关ww接nir.e线s,端th子e 的loc位at置ion。of all connectors and
USBinterface
调试指南
第8页
808D 车削与铣削
手轮 24V 直流电源
Sinumerik 808D 铭记指南版本 2013-01 培训手册铭记指南第 2 页 808D 转

Sinumerik 808D Commissioning GuideNotesCommissioning Guide Page 2 808D Turning and Milling808D Turning and Milling Page 3 Commissioning GuideNotesCommissioning Guide Page 4 808D Turning and Milling808D Turning and Milling Page 5 Commissioning GuideCommissioning Guide Page 6808D Turning and MillingPPU = P anel P rocessing U nit MCP = M achine C ontrol P anelSpindle encoder USBHandwheels+24V DC power supply 808D MCPSINAMICS V60Motor Motor MotorSINUMERIK 808D PPUPC/PG Spindle motorInverter or servo spindle drive Cut -out dimensionsThickness2 to 5mmCabinet panel80 mmNotes :1. PC/PG is not included in Siemens supply range2. "USB", "Handwheel","24V DC power supply", "Emergency stop button", "Inverter or servo spindle drive", "Spindle encoder" are options.Emergency stop button808D Turning and Milling Page 7 Commissioning GuideBBAAX10 NCMCPThe clamps are located at the positions indicated with the black triangles.The black triangles can be seen in the following picture with red circles.In total 14 clamps are provided together with the delivery of PPU 1. 8 clamps for mounting PPU. 2. 6 clamps for mounting MCP.14Legend Interface CommentX100, X101, X102Digital inputsX200, X201Digital outputsFAST I/OX301, X302Distributed I/OHand-wheel inputsSpindle encoder interfaceAnalog spindle interfaceRS232 interfaceX51, X52, X53Pulse drive interfacesUSB interface, for connection with theMCPPower supply interface, +24V DC powersupplyBattery interfaceSlot for the System Compact Flash Card(CF card)USB interface111334Commissioning Guide Page 8 808D Turning and MillingMCP backBB AAX10NC1Legend Interface CommentMCP Back1X10USB interface, for connection with thePPU①Maintenance door (as Page 8, legend 12)② Battery③Battery interface④Battery connectorNoteBattery: Lithium 3V DC 950mAHLife time: 3 yearsOrder number: 6FC5247-0AA18-0AA0.Note:When you have Alarm 2100 the battery must be changed.808D Turning and Milling Page 9 Commissioning GuideCommissioning GuidePage 10808D Turning and Milling1A -1B -+5V M 1 2 3 4 5 6 7 8 9 10X10+PULS/1(green) -PULS/2(yellow) +DIR/3 (gray ) -DIR/4 (pink ) +ENA/5 (brown ) -ENA/6 (white )RST/8() M24/9 (red)ALM1/10() ALM1/11(blue) RDY1/12(black) M24/16()+24V/14() RDY2/13(purple) Z-M/15(pink3 phase AC 220VSet point cableThese 4 aspects should be considered during selection of 24V DC supply calculation base on name shield Encoder cable Brake cablePower cablewhiteblackWarning: connection error between X5 and X6 may cause damage on the drive.E -stop Limit X+ Limit X - Limit Y+ Limit Y - Limit Z+ Limit Z - Ref X M1 2 3 45 6 7 8 9 10X100+ 24VMillingDigital InputsDistribution I/O board For the connection of distribution I/O on X301configured. MLFB for distribution I/ORef Y Ref Z Magazine count Magazine at spindle position Magazine at original position Magazine at release position Magazine at clamp position M1 2 3 4 5 6 7 8 9 10X101+24V Disk magazine: magazine rotating CW Disk magazine: magazine rotating CCW Disk magazine: magazine in spindle position Disk magazine: magazine in original position Disk magazine: spindle tool releaseHandheld unit active M1 2 3 4 5 6 7 8 910X201Coolant level low Cooling motor overload Lubrication level low Lubrication motor overload M1 2 3 4 5 6 7 8 9 10X102+24V Working lampChip remover forward Chip remover reverse Cooling pump Lubrication pump Safety door open M1 2 3 4 5 6 7 8 910X200TurningDigital Inputs11 - Handheld unit: axis X selected 13 - Handheld unit: axis Z selected 14 - Handheld unit: axis 4th selected 15 - Handheld unit: INC X1 16 - Handheld unit: INC X10 17 - Handheld unit: INC X10018 - Handheld unit: enabledMFor the connection of distribution I/O on X301configured. MLFB for distribution I/O : 6EP5 406X301 Distributed I/OE -stop Limit X+ Limit X -Limit Z+ Limit Z - Ref X M1 2 3 4 56 7 8 9 10X100+ 24VTurret motor overload Reserved for other turretChuck open Coolant level low Cooling motor overload Lubrication level low Lubricating motor overload M1 2 3 4 5 6 7 8 9 10X102+24V Work lampTailstock advancing Tailstock retracting Coolant pump Lubrication pump Chuck output 1Chuck output 2M1 2 3 4 5 6 7 8 910X200+24V Turret motor CW Turret motor CCW Reserved for other turret Reserved for other turret Gear change: low Gear change: highHandheld unit active M1 2 3 4 5 6 7 8 910X201Ref. Z T1 T2T3T4T5T6M1 2 3 4 5 6 7 8 9 10X101Spindle/ inverter motor(black)blackblack blackSpindle/ inverter motorType in “SUNRISE” Type in time and date using the key-board and the andTo accept the selection.Type in SUNRISE Select the language withOn power up of the control the current alarms 4060 and 400006 can be acknowledged with the “Reset” and “Alarm cancel” buttonsThere are 4 parameters that have to be set depending on which axis motor has been used in the construction of the machine.7.7Nm10 NmData Data1.52.117.718338585Functionvertical =0 - horizontal=1Spindle braking timeMax Tool number in magazineLubrication intervalLubrication durationTool magazine:spindle poisoning angleTool magazine: Preparation position of Z axes for tool changeTool magazine: Tool changing posion of Z axes Tool magazine: velocity of Z axis, Go to tool change preparation positionTool magazinevelocity of Z axis, back to tool chan-ge preparation positionRange Functionality- flat bed=0 - inclined bed = 15~200Spindle braking time4, 6Max Tool number in turret.(for tool amount >6, PLC to beprogrammed by customer them-selves)5~30HED turret: Tool clamping time for 30~200HED turret: Time monitoring fortool changeLubrication interval12~2000Lubrication durationPLC MD is to be adapted to suit the machineChanges will be activatedMD set to default valueMD set to previous value It may be that the machine tool builder requires further PLC functionality, if this is required the PLC has to be modified.To install PLC programming tool, follow the information in :-PLC Subroutines manual page 11 to 12(install PLC programming tool)To make a connection to the PPU, press SKThen follow the information in:-PLC Subroutines manual page 19 to 22First the “Sample PLC blocks” should be uploaded to the PC, then the modifications can be made to achieve the required functionality. Once this has been completed, the PLC should be put into stop and the mod-ified PLC should be downloaded into the PPU. The PLC must then be PLC Subroutines manual page 23-30 All I/O status must be checked with the electrical drawing using the following SK’s. The status is shown on the right hand side as shown Vertical SK’s allow you to select digital inputs or outputs and selection ofChoose digital inputChoose digital outputChoose the digital O/I addresses of Byte -Choose the digital O/I addresses of Byte +You can edit the PLC user alarm text either directly on the HMI, or off line by transferring the file using a USB stick.Vertical SK’s allow you to import and export the text file from the HMI, and SK that that allows the text file to be directly edited on the HMI.You can edit the axis machine data for the required axis.Vertical SK’s allow you to edit, activate or set as default value.Used to select the axis (X or Z turning or X, Y, or ZChanges will be activatedMD set to default valueMD set to previous valueImport the backup alarm text into the PPUEdit the alarm textExport the finished alarm text from the PPUV60 digital drive display normal status should be S-RUN .You can edit the axis machine data and the for the required axis. Vertical SK’s allow you to edit, activate or set as defaultUsed to select the axis (X or Z turn or X, Y, or Z mill)Changes will be activatedMD set to default valueMD set to previous valueAn axis can be referenced You can edit the spindle machine data required.Vertical SK’s allow you to edit, activate or set as defaultUsed to select the axis (X or Z turn or X, Y, or Z mill)Changes will be activatedMD set to default valueMD set to previous valueTest spindle in MDA modeMD 30200 is not in assistant and default value = 1..?Vertical SK allows you to, create the “series start-up archive” press SK Create production archiveWhen creating the productionbackup, store archive to USB You can edit the axis machine data for the required axis.Vertical SK’s allow you to edit, activate or set as defaultUsed to select the axis (X or Z turn or X, Y, or Z mill)Changes will be activatedMD set to default valueMD set to previous valueYou can edit the axis machine data for the required axis.Vertical SK’s allow you to edit, activate or set as defaultUsed to select the axis (X or Z turn or X, Y, or Z mill)Changes will be activatedMD set to default valueMD set to previous value You can edit the axis machine data for the required axis.Vertical SK’s allow you to edit, activate or set as defaultUsed to select the axis (X or Z turn or X, Y, or Z mill)Used to enter compensation data via the HMIChanges will be activatedVertical SK allows you to, create the “production archive” press SK Create Start-up archiveuparchive, store archive to USBNotes808D turning and milling Page 31 Commissioning guideNotesCommissioning guide Page 32 808D Turning and Milling808D Turning and Milling Page 33 Commissioning GuideVertical SK allows you to load the “production archive” press SK “LoadLoads production archiveWhen loading the productionarchive, use archive on USBTo continue press the SKCommissioning Guide Page 34808D Turning and MillingYou can edit the axis machine data for the required axis. Vertical SK’s allow you to edit, activate or set as defaultTo continue press the SK You can edit the axis machine data for the required axis. Vertical SK’s allow you to edit, activate or set as defaultTo continue press the SKUsed to select the axis (X or Z turn or X, Y, or Z mill)Changes will be activatedMD set to default valueMD set to previous value Used to select the axis (X or Z turn or X, Y, or Z mill)Changes will be activatedMD set to default valueMD set to previous value808D Turning and Milling Page 35 Commissioning GuideCommissioning GuidePage 36808D Turning and MillingYou can edit the axis machine data for the required axis. Vertical SK’s allow you to edit, activate or set as default To continue press the SKUsed to select the axis (X or Z turn or X, Y, or Z mill)Changes will be activatedControl will activate MDTo continue press the SKVertical SK allows you to, create the “production archive” press SK Create start -up archiveuparchive, store archive into OEM directory and on a USB+808D Turning and Milling Page 37 Commissioning Guides NotesCommissioning Guide Page 38 808D Turning and Milling808D Turning and Milling Page 39 Commissioning GuideCommissioning Guide Page 40808D Turning and MillingThe programming tool will prompt you that the software will close automatically and you will have to start the programming tool again.A connection must be made so that the PLC programming tool canActivate the PLC connection setting in 808D (password set to “sunrise”)Press soft keyPress key: +Operating processes : Follow the steps 1-3 on you PCConnection activateSame baud rate setting on PC3.Refresh1.PPU interface: 22.confirm baud rate setting is same as the setting on PPUThe correct system must Be chosen.Place the PLC into STOP. The location of the syntax errorcan be located easily, usingthe information contained inthe status window.Status : 0: LOW, 1: HIGH。
808D数控车床电气控制系统设计说明书

摘要数控技术发展飞速的今天,数控技术在现代制造业发挥越来越重要的作用,数控机床是数控制造业的核心,本文主要介绍了对数控车床的电气系统设计的过程。
本设计以CK6140车床为载体,对其数控电气系统经行详细设计。
其内容包括强电设计、弱电设计、PLC输入输出及接口设计,本设计选用西门子808D数控系统。
最后绘制出整个机床的电气系统原理图等。
本设计给出了整个机床的原理图绘制过程,重点部分模块化,较详细地介绍了各个部分的功能及用途。
分为 380V强电回路,控制回路,PLC输入输出控制,主轴驱动模块和进给伺服驱动模块,并介绍了相关的电气知识。
通过本设计说明书可以基本上掌握数控车床的电气原理,以及基本的电气常识,使读者无论是从整体上还是各个模块中都能够了解到数控车床相关的一系列电气知识。
关键词:数控系统;数控车床;PLC控制1ABSTRACTThe numerical controls that the technique development fast today, the numerical controls technique at the modern manufacturing industry exertive more and more importance function, numerical control tool machine is number control a manufacturing industry of core, this text mainly introduced logarithms to control the processed that the electricity system of lather design.The design CK6140 lathe as the carrier, the detailed design of the its NC electrical system through the line. its contents includes a strong electrically design, weakness design, PLC importation output and Interface design. The design uses a Siemens 808D CNC system. Finally, to map out the whole machine electrical system schematic. This principle diagram which designs to the whole tool machine draws process and the point parts of mold piece turn and compared to in detail introduce each function and use of part. Is divided into the 380 Vs strong electricity back track, control back track, the PLC importation outputs a control, the principal axis drives a mold piece and enters to servo drive a mold piece, and introduced related electronic knowledge.Through this design system can basically control numerical control the electricity principle of lather, and basic electronic common sense, make the reader regardless can understand numerical control the lather related series of electricity knowledge from wholly the top still each mold piece.Key Words:NC system; NC lathe; PLC control2目录摘要------------------------------------------------------------------------------------------------------- 1 ABSTRACT ------------------------------------------------------------------------------------------- 2目录------------------------------------------------------------------------------------------------------ 3第一章绪论----------------------------------------------------------------------------------------- 61.1前言 ------------------------------------------------------------------------------------------ 61.2国外数控系统的发展趋势 ------------------------------------------------------------- 61.2.1新一代数控系统采用开放式体系结构 ------------------------------------ 61.2.2新一代数控系统控制性能大大提高---------------------------------------- 71.2.3数控系统向软数控方向发展 ------------------------------------------------- 71.3我国数控技术的发展-------------------------------------------------------------------- 81.4CK6140数控车床主简介 ---------------------------------------------------------------- 9第二章西门子808D数控车床系统 --------------------------------------------------------- 112.1 西门子808D系统简介 --------------------------------------------------------------- 112.2人机界面 ---------------------------------------------------------------------------------- 132.3进给系统 ---------------------------------------------------------------------------------- 132.4 主轴驱动系统--------------------------------------------------------------------------- 132.5刀架控制系统 --------------------------------------------------------------------------- 142.6电柜设计及电源选用------------------------------------------------------------------ 142.6.1在设计电柜时应注意以下事项:----------------------------------------- 142.6.2 24VDC电源选用---------------------------------------------------------------- 152.7数控系统各部分的连接及接口 ----------------------------------------------------- 152.7.1系统的接线---------------------------------------------------------------------- 152.7.2 接口布置 ------------------------------------------------------------------------ 15第三章CK6140数控车床的基本组成和工作原理 --------------------------------------- 173.1数控车床组成 --------------------------------------------------------------------------- 173.2数控车床工作原理 --------------------------------------------------------------------- 193.3 CK6140数控车床运动分析 ---------------------------------------------------------- 2033.4 CK6140数控车床电气系统简述 ---------------------------------------------------- 21第四章CK6140数控车床硬件系统设计及元件选型------------------------------------ 254.1主轴驱动系统 --------------------------------------------------------------------------- 254.1.1主轴电动机---------------------------------------------------------------------- 254.1.2主轴电动机选型 --------------------------------------------------------------- 254.2机床进给伺服系统 --------------------------------------------------------------------- 264.2.1 CK6140数控车床对伺服驱动进给系统的要求------------------------ 274.2.2 伺服电机的选型--------------------------------------------------------------- 284.3控制电路原理图设计------------------------------------------------------------------ 314.3.1 380V系统强电控制回路----------------------------------------------------- 314.3.2电源回路 ------------------------------------------------------------------------- 334.4常用电器元件的选型------------------------------------------------------------------ 344.4.1低压电器选型的一般原则 -------------------------------------------------- 344.4.2断路器的选型------------------------------------------------------------------- 344.4.3电动机保护用自动开关的选型 -------------------------------------------- 354.4.4 熔断器选型 --------------------------------------------------------------------- 354.4.5接触器的选型------------------------------------------------------------------- 354.4.6热继电器的选型 --------------------------------------------------------------- 364.4.7中间继电器---------------------------------------------------------------------- 364.5 CK6140数控车床控制面板 ---------------------------------------------------------- 37第五章PLC设计及参数设置------------------------------------------------------------------- 395.1 PLC的基本结构及工作原理 --------------------------------------------------------- 395.2 PLC与CNC机床的联接方式 -------------------------------------------------------- 405.3 CNC加工代码在PLC上的实现方法----------------------------------------------- 415.3.1 T功能代码的实现方法------------------------------------------------------- 425.3.2 M功能代码实现方法--------------------------------------------------------- 425.4 PLC程序的模块化设计---------------------------------------------------------------- 425.5 PLC输入输出地址分配---------------------------------------------------------------- 425.6参数设置 ---------------------------------------------------------------------------------- 4445.6.1 PLC参数设置-------------------------------------------------------------------- 445.6.2机床参数设置------------------------------------------------------------------- 45第六章结论--------------------------------------------------------------------------------------- 47致谢 -------------------------------------------------------------------------------------------------- 48参考文献 --------------------------------------------------------------------------------------------- 495第一章绪论1.1前言装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度,机床制造业是一个国家的基本装备工业,是工业生产的技术基础,数控技术在给机床制造业带来显著经济效益及广阔发展前景的同时,也是发展新兴高新技术产业和尖端工业(如信息技术及其产业、航空、航天等国防工业产业)的使能技术和最基本的装备,因此它已成为衡量一个国家制造业水平的重要标志之一。
Siemens调试手册

STS 参数设置现场控制电送上以后,首先根据办公室发到现场的程序和参数设置完成,执行SCRIPT文件把控制字都设置好,这样SINAMICS和SIMOTION建立通讯,然后开始执行Auto-config驱动器恢复到工厂设置参数,根据现场实际电动机输入电动机参数,开始做Auto-turning。
这些内容在调试手册中已经叙述过了,本文强调Turning完成以后有些参数需要手动修改和调试主管调试的时候要注意的参数。
下面叙述有的参数即有画面又有参数这样理解更加易懂,如没有画面就用参数叙述。
此文档分3部分内容,第1部分是必看内容,第2部分是需要现场调试,第3部分是提示参数。
1.参数必须这样设置:(1)P290 = 1 (torque limit,No reduction,要关闭这个功能)(2)P295 = 600s (驱动器风扇延时运行时间)(3)P346=0.8S(motor excitation build-up time,电机励磁时间)(4)P347=0.8S(motor de-excitation time,电机去磁时间)(5)P1240=0 (VDC OFF) 见如下页面(6)P1496=0 (acceleration precontrol )见如下页面speed Setpoint Filter(7)P1442 = 4ms (默认设置,设置不对可能会引响速度跟随不佳)见如下画面Speed Controller(8)P1517 = 0ms (acceleration torque time) 见如下页面Torque Setpoint(9)P1416 = 0ms (默认设置)见如下画面Speed Setpoint Filter(10)下面2幅页面是关于Brake control 请按照红颜色圈的地方检查一遍2.基本参数需要调试工程师根据现场情况来设置:(1)P1460=8 (PI增益参数,当自整定以后有数据但是西门子工程师建议8左右)见Speed Controller(2)参数P640,P1520,P1521 (最大电流,最大正转矩,最大负转矩)这3个参数所在的地方我先讲一下原理,力矩限制参数(P1520,P1521),电流限制参数(P640),力矩和电流好像是串联的,如果有一个数据小了,就小的为主。
Sinumerik 808D ADVANCED 启动指南及培训手册说明书

Training manualSinumerik 808D ADVANCED Commissioning Guide Version 2013-09s NotesCommissioning Guide Page 2 808D ADVANCED Turning and Milling808D ADVANCED Turning and MillingPage 3 Commissioning GuidesThe warranty is connected to the product serial number of the808D ADVANCED.You can find the product serial number:On the back of PPU system hardware.Picture 1product serialnumberOr on the display.After switch-on, press the “Shift” and “Alarm” keys together.Then press the “Extension” buttonThis will enter into the system area.(see picture 1)Press softkey to enter the screen of service axes ( see picture 2).Press softkey to enter the screen of version data ( see picture 3).You can find the serial number information which needs to be registeredstarting with the letters “SZV”.For any question about ”SZV” serial number and the steps to register ,Please contact the Siemens Technical Support & Service Hotline:+86 4008104288Picture 2Picture 3Product identification / SINUMERIK 808D ADVANCEDNotesCommissioning Guide Page 4 808D ADVANCED Turning and Milling808D ADVANCED Turning and Milling Page 5 Commissioning GuideNotesCommissioning Guide Page 6 808D ADVANCED Turning and Milling808D ADVANCED Turning and Milling Page 7 Commissioning GuideCommissioning Guide Page 8 808D ADVANCED Turning and MillingIn the following technical drawing the mounting dimensions for the PPU and the MCP are shown.You must provide sufficient space (recommended distance: 80 mm) between the maintenance door and the cabinet wall for replacing the For further components refer to :- Commissioning manual page 21Spindle encoderUSB stickHandwheels+24V DC power supply808D MCPMotor Motor MotorSINUMERIK808D ADVANCED PPUPC/PG Spindle motorInverter or servo spindle driveNotes :1. PC and memory stick is not included in scope of delivery.2. "USB", "Handwheel","24V DC power supply", "Emergency stop button", "Inverter or servo spindle drive", "Spindle encoder" are also not included in scope of delivery.Emergency stop buttonFactory NetworkSINAMICS V70 In total 14 clamps are provided together with the delivery of PPU 1. 8 clamps for mounting PPU. 2. 6 clamps for mounting MCP.Terminator808D ADVANCED Turning and Milling Page 9 Commissioning GuideBBAAX10 NCMCPThe clamps are located at the positions indicated with the black triangles. The black triangles can be seen in the above picture highlighted with red circles.PPU = P anel P rocessing U nit MCP = M achine C ontrol P anel808D PPU808D MCPCommissioning Guide Page 10 808D ADVANCED Turning and MillingThe clamps are located at the positions indicated with the black triangles. The black triangles can be seen in the following picture with red circles.MCPMCPVertical MCP without handwheelVertical MCP with ingrate handwheel808D PPU808D MCPThe cut-out dimensions for the 808D ADVANCED vertical PPU and Cut-out dimensionsElectrical cabinet> 20 mm> 20 mm> 20 mm> 20 mm> 100 m m> 100 m mSINAMICS V70 Servo driveSINAMICS V70 Servo driveSINAMICS V70 Servo drive For further information refer to :-Circuit breaker (optional) Switches off the power supply to protect thenetwork when overcurrent occursLine filter (optional)Protects the network from harmonic load and/or interference voltages.Braking resistor (optional) Absorb excess regenerative energy in the DC link when the capacity of the internal braking resistor is insufficientSINUMERIK 808D ADVANCEDEmergency stop button (optional)Stops a motor in emergency cases.24 V DC power supplyBrake cableEncoder cableP o w e r c a b l e3 phase 380V AC line supplyL1 l2 l3SIMOTICS S-1FL6 servomotorSINIMICS V70 servodriveAccessories not included in the scope of deliveryConnections not necessarily requiredShielding layerDrive bus terminator14 311 13414 126 47Legend Interface CommentMCP Back X10USB interface, for connection with thePPUBB AAX10 NCMCP back1NoteConnect USB cable between X30 on PPU and X10 on MCP.These 4 aspects should be considered during selection of 24V DC supply calculation base on name plate. Consideration of redundancy coefficient base on regulation of OEMMCP backX10 NCE-stop Limit X+ Limit X - Limit Y+ Limit Y- Limit Z+ Limit Z- Ref X M1 2 3 45 6 7 8 9 10X100+ 24VMillingDigital inputsDistribution I/O board For the connection of distribution I/O on X301must be configured. MLFB for distribution I/ORef Y Ref ZMagazine countMagazine at spindle position Magazine at original position Magazine at release position Magazine at clamp position M1 2 3 4 5 6 7 8 9 10X101+24VDisk magazine: magazine rotating CW Disk magazine: magazine rotating CCW Disk magazine: magazine in spindle position Disk magazine: magazine in original position Disk magazine: spindle tool releaseHandheld unit active M1 2 3 4 5 6 7 8 910X201Coolant level lowCooling motor overload Lubrication level lowLubrication motor overload M1 2 3 4 5 6 7 8 9 10X102+24VWorking lampChip remover forward Chip remover reverse Cooling pump Lubrication pump Safety door open M1 2 3 4 5 6 7 8 910X200Turning Digital inputs11 - Handheld unit: axis X selected 13 - Handheld unit: axis Z selected 14 - Handheld unit: axis 4th selected 15 - Handheld unit: INC X1 16 - Handheld unit: INC X10 17 - Handheld unit: INC X100 18 - Handheld unit: enabledMFor the connection of distribution I/O on X301must be configured. MLFB for distribution I/O X301 Distributed I/OE-stop Limit X+ Limit X -Limit Z+ Limit Z- Ref X M1 2 3 4 56 7 8 9 10X100+ 24VTurret motor overload Reserved for other turretChuck openCoolant level lowCooling motor overload Lubrication level lowLubricating motor overload M1 2 3 4 5 6 7 8 9 10X102+24VWork lampTailstock advancing Tailstock retracting Coolant pump Lubrication pump Chuck output 1 Chuck output 2 M1 2 3 4 5 6 7 8 910X200+24VTurret motor CW Turret motor CCWReserved for other turret Reserved for other turret Gear change: low Gear change: highHandheld unit active M1 2 3 4 5 6 7 8 910X201Ref. Z T1 T2 T3 T4 T5 T6 M 12345678910X101Spindle/ inverter motor(black)blackblack blackSpindle/ inverter motorSINUMERIK 808D ADVANCED PPUSINUMERIK 808D ADVANCED PPUIn some cases, an extra language has to be selected. Double-click the “Setup.exe”During the installation various dialogue boxes will appear. The dialogue boxes should be acknowledged and where necessary installation data should be entered and confirmed.Installing all the software packages will take approximately 30 minutes. When the installation has finished icons will be placed on the desk top.Activate the PLC connection setting in 808D (password set to “sunrise”) Double click highlighted area.The connection is now established, this is shown by a green box.Status description on front LED’s of PPUIf the drive data is different from the 808D backup data, a data synchroni-zation is required for synchronizing the drive data files between the NCStatus description on SINAMICS V70 Item DescriptionStatus LED’s indicator colour RDY-GreenStatus on power up with incremental encoderStatus on power up with absolute encoderType in “SUNRISE”Type in time and date using the key-board and the andWhen the PPU shows the followingTo accept the selection.On power up of the control the current alarms 4060 and 400006 can be acknowledged with the “Reset” and “Alarm cancel” buttons Type in SUNRISESelect the language withYou can load a new system language or update an existing language on Siemens will provide each language in the form of an archive file.“Option”, a new licence key Press the SKTo active an “Option”, enter Press the SKFunctionvertical =0 - horizontal=1Spindle braking timeMax Tool number in magazineLubrication intervalLubrication durationTool magazine:spindle poisoning angleTool magazine: Preparation position of Z axes for tool changeTool magazine: Tool changing posion of Z axesTool magazine: velocity of Z axis, Go to tool change preparation positionTool magazinevelocity of Z axis, back to tool change preparation positionRange Functionality- flat bed=0 - inclined bed = 15~200 Spindle braking time4, 6 Max Tool number in turret.(for tool amount >6, PLC to beprogrammed by customer them-selves)5~30 HED turret: Tool clamping time for 30~200 HED turret: Time monitoring fortool change5~300 Lubrication interval12~2000 Lubrication durationPLC MD is to be adapted to suit the machine To continue press the SKChanges will be activated MD set to default value MD set to previous valueIt may be that the machine tool builder requires further PLC functionality, if this is required the PLC has to be modified.To install PLC programming tool, follow the information in :- PLC Subroutines manual page 8 (install PLC programming tool) To make a connection to the PPU, press SK Then follow the information in:-PLC Subroutines manual page 18To continue press the SKFirst the “Sample PLC blocks” should be uploaded to the PC, then the modifications can be made to achieve the required functionality. Once this has been completed, the PLC should be put into stop and the modified PLC should be downloaded into the PPU. The PLC must then bePLC Subroutines manual page 25To continue press the SK All I/O status must be checked with the electrical drawing using the following SK’s. The status is shown on the right hand side as shown Vertical SK’s allow you to select digital inputs or outputs and selection ofTo continue press the SKChoose digital inputChoose digital outputChoose the digital O/I addresses of Byte -Choose the digital O/I addresses of Byte +You can edit the PLC user alarm text either directly on the HMI, or off line by transferring the file using a USB stick.Vertical SK’s allow you to import and export the text file from the HMI, and SK that that allows the text file to be directly edited on the HMI.To continue press the SKImport the backup alarm text into the PPU Edit the alarm textExport the finished alarm text from the PPU Set “address data” for each axis: Remove drive bus cable from terminal X10 Press M repeatedly (until “FUnC” is displayed) Press ▼(until “Addr” is displayed) Press ▼(until desired address is displayed) Press ▼(until “SAvE” is displayed) Screen will go blank (wait about 20sec) (Screen will display “S OFF” or a fault code) Replace drive bus cable to terminal X10 Drives must now be powered off/onStarts the configuring of the V70 drive.Starts the configuration of spindle motor motors on the M3 Drive BusSelect the motor from the table that matches the motor name plate.Starts the configuring of the motor data to the drive All axis motors are indentifiedStarts the configuration of each unidentified spindleAll axis and spindle motors are indentified.You can edit the spindle machine data for the required axis.Vertical SK’s allow you to edit, activate or set as default value.MD set to default valueMD set to previous valueTo continue press the SK To continue press the SKFollowed by creating the drive dataYou can edit the axis machine data and the for the required axis. Vertical SK’s allow you to edit, activate or set as defaultUsed to select the axis (X or Z turn or X, Y, or Z mill)Changes will be activatedMD set to default valueMD set to previous valueAn axis can be referenced You can edit the spindle machine data required.Vertical SK’s allow you to edit, activate or set as defaultUsed to select the axis (X or Z turn or X, Y, or Z mill)Changes will be activatedMD set to default valueMD set to previous valueTest spindle in MDA modeVertical SK allows you to, create the “series start-up archive” press SK Create production archiveWhen creating the productionbackup, store archive to USB You can edit the axis machine data for the required axis.Vertical SK’s allow you to edit, activate or set as defaultUsed to select the axis (X or Z turn or X, Y, or Z mill)Changes will be activatedMD set to default valueMD set to previous valueYou can edit the axis machine data for the required axis.Vertical SK’s allow you to edit, activate or set as defaultUsed to select the axis (X or Z turn or X, Y, or Z mill)Changes will be activatedMD set to default valueMD set to previous value You can edit the axis machine data for the required axis.Vertical SK’s allow you to edit, activate or set as defaultUsed to select the axis (X or Z turn or X, Y, or Z mill)Used to enter compensation data via the HMIChanges will be activatedThere are three “Optimization2 Aggressive measurement3 Conservative measurementPress “Start Optim.” SK Select the required strategy.To continue press the SKThe following window will be shown.To continue press the BUTTON To continue press the BUTTONThe axis optimization operation process will now optimise MZ1 axis of highPress “Next” SK to continueand low frequency measurement process. (a repeat of the 8 passes asVertical SK allows you to, create the “production archive” press SK “Create Create Start-up archivearchive, store archive to USB。
SINUMERIK808D基础说明及应用[整理版]
![SINUMERIK808D基础说明及应用[整理版]](https://img.taocdn.com/s3/m/1399eecca48da0116c175f0e7cd184254b351b9d.png)
00000SINUMERIK 808D基于操作面板的紧凑型数控系统SINUMERIK 808D车削和SINUMERIK 808D 铣削极其坚固耐用,并且非常容易维护。
强大的数控功能能够确保在很短的加工时间内实现极佳的工件加工精度和表面加工质量。
SINUMERIK 808D数控系统配置SINAMICS V60驱动系统和SIMOTICS 1FL5伺服电机,完美应用于普及型数控车床、数控铣床及立式加工中心。
借助SINUMERIK 808D在线向导功能,从机床样机调试到批量生产、机床销售直至操作编程的所有环节的培训成本可降至最低。
000000典型应用000000SINUMERIK 808D 车削000000SINUMERIK 808D 车削符合现代普及型车床的所有要求- 高轮廓精度和高动态特性,确保了最高的机床生产效率,尤其是在进行大批量车削加工时表现尤为突出。
完美适合于车削加工应用:- 一个加工通道中最多4 进给轴/ 主轴- 专为斜床身和平床身数控车床定制的系统软件000000 SINUMERIK 808D 铣削000000SINUMERIK 808D 铣削完美适用于现代普及型铣床及立式加工中心。
得益于SINUMERIK MDynamics 铣削工艺包的速度控制功能,SINUMERIK 808D 铣削也适用于模具加工。
因此在普及型铣削应用方面,SINUMERIK 808D 铣削具有完美的性价比。
完美适合于铣削加工应用:- 一个加工通道中最多4 进给轴/ 主轴- 专为立式加工中心定制的系统软件- 适用于模具加工000000设计000000客户受益000000•完美的质量和耐用性:000000严格按照德国质量标准设计和生产,同样适用于恶劣环境00000 0•高性能和高生产率:000000- 80位浮点数纳米级计算精度确保最大程度的减小内部计算误差- 强大的车削、铣削及钻削工艺循环- 带智能路径控制和程序段预读的SINUMERIK MDynamics确保模具加工的应用000000•便捷调试:000000- 通过USB接口连接,即插即用的机床控制面板(MCP)- 集成式和分布式I/O点设计,方便灵活- 针对车削和铣削工艺应用而设计的数控单元、机床控制面板以及优化的V60伺服驱动,最大程度地简化典型车床和铣床的调试- 借助于startGUIDE在线向导中的调试向导和批量生产向导,SINUMERIK 808D按步骤引导调试人员完成机床样机调试和批量生产000000•易于销售:000000- 通过快捷键Ctrl+D即可启动startGUIDE在线向导中的销售向导,系统会以幻灯片的形式来帮助机床销售人员更生动具体地展示机床及的特点与优势,系统在出厂时已包含了对于SINUMERIK 808D数控系统的基本介绍000000•易于使用:000000- 实用JOG手动操作,支持T/S/M功能以及带图形辅助的刀具和工件的测量- 带图形支持的工艺循环编辑界面和轮廓计算器- 前面板USB接口可用于数据传输和执行加工程序- 兼容ISO编程语言- 手动机床选项(MM+)使传统普车操作和数控加工完美结合- 维护计划能智能的管理机床维护任务,确保机床处于最佳的运行状态000000。
Siemens—808D调试手册(已完)

SIEMENS 808D调试(山东威达加工中心)1.接口:(1)数字量输入接口3个,分别为X100,X101,X102(此接口为10针插座)(2)数字量输出接口2个,分别为X200,X201(此接口为10针插座)(3)快速输入输出接口1个,为X21(此接口为10针插座)(4)分布式输入输出接口2个,分别为X301,X302(此接口为50针排线插座)(5)手轮输入接口X10(此接口为10针插座)(6)主轴编码器接口X60(此接口为15孔DB头插座)(7)主轴模拟量输出接口X54(此接口为9孔DB头插座)(8)RS232通信接口X2(此接口为9针DB头插座)(9)连接驱动器接口3个,分别为X(X51)/Y(X52)/Z(X53)(此接口为15针DB 头插座)(10)连接操作面板的USB接口1个(11)DC24V接口1个(为4针接口)2.各接口信号:(1)数字量输入接口X100、X101、X102(输入24V有效)(2)数字量输出接口X200、X201(输出信号为24V,接继电器线圈的正端)(3)快速输入输出X21(4)分布式输入输出:X301、X302分布式输入输出接口的引脚分布图如下:输入输出均为24V有效。
数字量输入接法:数字量输出接法:(5)手轮输入信号X1010 -2B 手轮2,B相脉冲负(6)脉冲驱动接口X51、X52、X53:3各接口一致。
(7)模拟量主轴接口X54:(8)主轴编码器X60:(9)RS232接口X2:3.参数:按【上档】+【系统/诊断】或【ALT】+【N】键进入,制造商级别密码为SUNRISE。
(1)显示机床数据(200-1200):鉴于参数太多,此仅列出重要参数。
(2)通用机床数据(10000-18999):(3)通道机床数据(20000-28999):(4)轴机床数据(30000-38999):(5)一般设定数据(41000-41999):4.PLC:(1)PLC状态列表:查看输入输出信号及各寄存器数据状态,同时可以修改某些寄存器数据。
Sinumerik 808D 编程与操作步骤(车削)

808D
第 17 页
操作与编程 — 车削
配置刀具 操作步骤
启动主轴
刀具必须先装载并旋转到位。
对刀前可先根据以下步骤启动主轴 按 PPU 上的“加工操作”键 按 PPU 上的“T.S.M”软键 在“主轴速度”中输入数值“500”
使用 PPU 上的“选择”键选“M3”
按 MCP 上的“循环启动”键 操作与编程 — 车削
操作界面
808D(PPU) 屏 幕 右 侧 有 8 个垂直排列的软键,由其 右侧对应位置的按键激活。
808D(PPU)屏幕下方有 8 个水平排列的软 键,由其下侧对应位置的按键激活。
第6页
808D
准备工作 准备工作
机床 坐机标床系统
坐标系统
操作步骤
操作步骤
控制器的口令功能用以设置使用者对系统的访问权限。
操作步骤
按 MCP 上的“复位”键来停止主轴旋转 按 PPU 上的“返回”软键
第3页
附录 第 113~116 页
结束
操作与编程 — 车削
索引
绝对值与增量值 编辑零件程序 执行机床 M 功能 计算器 修改时间 轮廓编辑 创建并测量刀具 创建零偏 循环 空运行 主轴手动 帮助 编程功能表 刀具磨损 手动启动主轴
操作与编程 — 车削
34
手动换刀
33
MDA
21
使用手轮移动进给轴
89
第2步 第步
结束
输入用户或制造商口令 输入用户或制造商口令
更改用户或制造商口令 更改取用消户激或活制用造户商或口制令造 商口令 取消激活用户或制造商口令
808D
第结束7 页
操作与编程 — 车削
第 页
操作与编程车削
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SIEMENS 808D调试(山东威达加工中心)
1. 接口:
(1)数字量输入接口3个,分别为X100, X101, X102 (此接口为10针插座)
(2)数字量输出接口2个,分别为X200,X201 (此接口为10针插座)
(3)快速输入输出接口1个,为X21 (此接口为10针插座)
(4)分布式输入输出接口2个,分别为X301, X302 (此接口为50针排线插座)
(5)手轮输入接口X10 (此接口为10针插座)
(6)主轴编码器接口X60 (此接口为15孔DB头插座)
(7)主轴模拟量输出接口X54 (此接口为9孔DB头插座)
(8)RS232通信接口X2 (此接口为9针DB头插座)
(9)连接驱动器接口3个,分别为X (X51)/Y (X52)/Z (X53)(此接口为15针DB 头插座)
(10)连接操作面板的USB接口1个
(11)DC24V接口1个(为4针接口)
2. 各接口信号:
(1)数字量输入接口X100、X101、X102 (输入24V有效)
(2)数字量输出接口X200、X201 (输出信号为24V,接继电器线圈的正端)
分布式输入输出接口的引脚分布图如下: I 肝—
数字量输入接法:
(5) 手轮输入信号X10
参数:按【上档】+【系统/诊断】或【ALT】+【N】键进入,制造商级别密码为SUNRISE
(3) 通道机床数据(20000-28999):
(4) 轴机床数据(30000-38999):
(5) 一般设定数据(41000-41999):
4. PLC:
(1)PLC状态列表:查看输入输出信号及各寄存器数据状态,同时可以修改某些寄存器数据。
(2)PLC程序:可以查看主程序及各子程序。
(3)PLC报警编辑:可以编辑各PLC报警内容。
5. 其他:。