热浸镀锌合金钢板的膜厚
带钢热浸镀锌时间

带钢热浸镀锌时间1. 简介带钢热浸镀锌是一种常用的防腐处理方法,通过将带钢浸入熔融的锌中,形成一层锌铁合金覆盖在钢板表面,从而保护钢板不被氧化腐蚀。
热浸镀锌时间是指带钢在锌液中的停留时间,它对于镀层质量和耐久性具有重要影响。
2. 确定热浸镀锌时间的因素2.1 锌液温度锌液温度是影响热浸镀锌时间的重要因素之一。
通常情况下,较高的温度可以加快锌与钢板表面的反应速率,从而减少所需的浸镀时间。
然而,过高的温度可能导致过量的锌沉积在表面,并且可能使得镀层产生缺陷。
2.2 钢板厚度钢板厚度也会对热浸镀锌时间产生影响。
较厚的钢板需要更长的时间来确保整个表面都能均匀地与锌液接触,并实现均匀的镀层厚度。
另外,较厚的钢板可能需要更高的温度来提高反应速率。
2.3 锌液组成锌液的组成对热浸镀锌时间也有一定影响。
一般来说,含铁量较高的锌液可以提供更好的镀层质量,但也需要更长的时间来完成反应。
此外,锌液中添加其他合金元素(如铝、铜等)也会对热浸镀锌时间产生影响。
2.4 钢板表面处理钢板表面处理对于热浸镀锌时间同样非常重要。
通常情况下,钢板表面需要进行酸洗、除油等预处理工序,以去除氧化物和污染物,并提供良好的镀层附着力。
如果钢板表面处理不当,则可能需要更长的热浸镀锌时间来保证镀层质量。
3. 确定热浸镀锌时间的方法3.1 实验法实验法是确定热浸镀锌时间最常用的方法之一。
通过在实验室中进行一系列试验,在不同条件下测试不同时间的镀锌效果,从而找到最佳的热浸镀锌时间。
实验法可以提供准确的数据,但需要耗费较长的时间和资源。
3.2 经验法经验法是根据生产实际经验来确定热浸镀锌时间的方法。
通过观察已经成功镀锌的样品,结合生产设备和工艺参数等因素,推断出适合该条件下的最佳热浸镀锌时间。
经验法虽然不够准确,但在实际生产中具有一定的可行性和可靠性。
3.3 模拟计算法模拟计算法是利用数值模拟软件对热浸镀锌过程进行仿真计算,从而得出最佳的热浸镀锌时间。
热浸镀锌的厚度如何控制..

热镀锌厚度的控制调整锌液合金比例;温度,及浸锌时间.如果钢材的硅含量较高,可加入锌镍合金降低上锌量。
也可加入助镀剂添加剂来改变助镀剂的性质,使镀层变得漂亮。
在热镀锌过程中,如果要使镀件表面光亮、镀层博,这跟各道工序都有很大关系,酸洗不到位,助镀液配方不对,锌温高低,人工操作,行车的起吊速度,这都是有很大关系的,这个问题你最好买一本热镀锌的工艺相关的书籍好好看下。
太多学问在里面了。
热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。
这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。
因此,当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或叫渗入)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中的铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,即为锌渣。
当工件从浸锌液中移出时表面形成纯锌层,为六方晶体。
其含铁量不大于0.003%。
减小厚度提高热镀锌锌温,但要考虑锌锅情况,铁锅不宜超过480度,陶瓷锅可以到530度减少浸锌时间取出时速度要缓慢添加锌铝合金可以减少镀层厚度1.放慢工件提升速度。
2.尽量控制镀锌时间。
3.适量添加减薄合金。
关于热镀锌层厚度的说明关于热镀锌层厚度的说明热镀锌镀层的形成机理热浸镀锌是一个冶金反应过程.从微观角度看,热浸镀锌过程是两个动态平衡:热平衡和锌铁交换平衡.当把钢铁工件浸入450℃左右的熔融锌液时,常温下的工件吸收锌液热量,达到200℃以上时,锌和铁的相互作用逐渐明显,锌渗入铁工件表面.随着工件温度逐渐接近锌液温度,工件表面形成含有不同锌铁比例的合金层,构成锌镀层的分层结构,随着时间延长,镀层中不同的合金层呈现不同的成长速率.从宏观角度看,上述过程表现为工件浸入锌液,锌液面出现沸腾,当锌铁反应逐渐平衡,锌液面逐渐平静.工件被提出锌液面,工件温度逐渐降低至200℃以下时,锌铁反应停止,热镀锌镀层形成,厚度确定.热镀锌镀层厚度要求影响锌镀层厚度的因素主要有:基体金属成分,钢材的表面粗糙度,钢材中的活性元素硅和磷含量及分布状态,钢材的内应力,工件几何尺寸,热浸镀锌工艺.现行的国际和中国热镀锌标准都根据钢材厚度划分区段,锌镀层平局厚度以及局部厚度应达到相应厚度,以确定锌镀层的防腐蚀性能.钢材厚度不同的工件,达成热平衡和锌铁交换平衡所需的时间不同,形成的镀层厚度也不同.标准中的镀层平均厚度是基于上述镀锌机理的工业生产经验值,局部厚度是考虑到锌镀层厚度分布的不均匀性以及对镀层防腐蚀性要求所需要的经验值.因此,ISO标准,美国ASTM标准,日本JIS标准和中国标准在锌镀层厚度要求上略有不同,大同小异.热镀锌镀层厚度的作用和影响热镀锌镀层的厚度决定了镀件的防腐蚀性能.详细讨论请参见附件中由美国热镀锌协会提供的相关数据.用户可以选择高于或低于标准的锌镀层厚度.对于表面光滑的3mm以下薄钢板,工业生产中得到较厚的镀层是困难的,另外,与钢材厚度不相称的锌镀层厚度会影响镀层与基材的结合力以及镀层外观质量.过厚的镀层会造成镀层外观粗糙,易剥落,镀件经不起搬运和安装过程中的碰撞.钢材中如果存在较多的活性元素硅和磷,工业生产中得到较薄的镀层也十分困难,这是由于钢中的硅含量影响锌铁间的合金层生长方式,会使ζ相锌铁合金层迅速生长并将ζ相推向镀层表面,致使镀层表面粗糙无光,形成附着力差的灰暗镀层.因此,如上述讨论结果,镀锌层的生长存在不确定性,实际生产中要取得某一范围的镀层厚度常常是困难的,热镀锌标准中规定的厚度是大量实验后产生的经验值,照顾到了各种因素和要求,较为合理.上海永丰热镀锌有限公司2007年8月热镀锌原理及工艺说明1 引言热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法。
sgcc与secc介绍及区别

热浸镀锌钢板(SGCC)和电镀锌钢板(SECC)一. 热浸镀锌钢板(SGCC)1.热镀锌的发展热镀锌是由较古老的热镀方法发展而来的,自从 1836 年法国把热镀锌应用于工业以来,已经有一百四十年的历史了。
然而,热镀锌工业是近三十年来伴随冷轧带钢的飞速发展而得到了大规模发展。
国内尚无钢厂能生产出优质的材料,主要从国外进口的,台湾有chinasteel ,shengyu steel corporation 两家能生产。
主要的特性:1>耐蚀性;2>上漆性;3>成形性;4>点焊性。
用途:极为广泛,小家电产品,外观好的地方。
镀铝锌钢板(SGLD):是一种包含富铝及富锌的多相合金材料。
因为铝和锌的特性,使得它比SGCC的有更优异的性能。
主要特性:1>耐蚀性,其能力比SGCC高出很多;2>耐热性;3>热传导及热反射性;4>成型性;5>焊接性.。
用途:用在一些要求反射性好的地方,如烤箱内部的反射板,电锅的反射板。
台湾的shengyu steel corporation 能够生产。
2.热镀锌原理将铁件清洗干净,然后溶剂处理,烘干后浸入锌液中,铁与熔融锌反应生成一合金化的锌层,其流程为:脱脂——水洗——酸洗——助镀——烘干——热浸镀锌——分离——冷却钝化。
热镀锌的合金层的厚度主要取决了钢材的硅含量等化学成份,钢材的横截面积大小,钢材表面的粗糙程度,锌锅温度,浸锌时间,冷却快慢,冷轧变形等。
结构分类代号: Z-正常锌花(normal regular spangle):按正常冷却速度结晶而获得的锌花,可作一般用途;X-小锌花(minimized spangle):冷却速度经特殊控制,锌花尺寸小于正常锌花,适于涂漆和正常锌花达不到要求的其他场合;漆和正常锌花达不到要求的其他场合;GZ-光整锌花:小锌花经过光整处理,适于深冲和超深冲加工及表面粗糙度要求低的场合。
实验室高柜技术参数汇总(全钢、钢木、pp等结构)
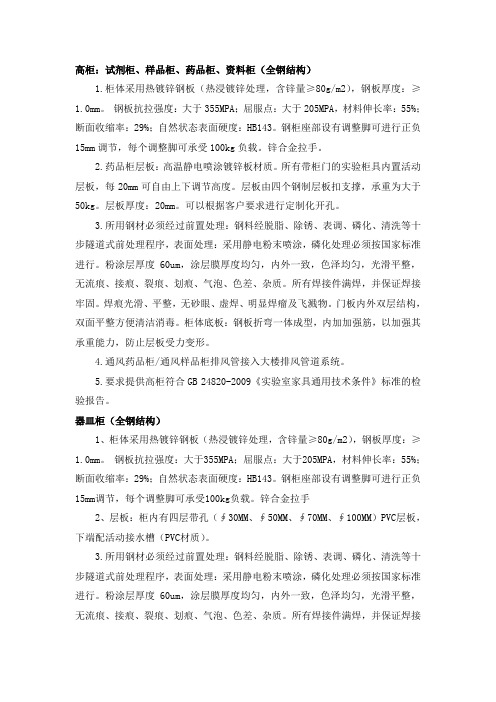
高柜:试剂柜、样品柜、药品柜、资料柜(全钢结构)1.柜体采用热镀锌钢板(热浸镀锌处理,含锌量≥80g/m2),钢板厚度:≥1.0mm。
钢板抗拉强度:大于355MPA;屈服点:大于205MPA,材料伸长率:55%;断面收缩率:29%;自然状态表面硬度:HB143。
钢柜座部设有调整脚可进行正负15mm调节,每个调整脚可承受100kg负载。
锌合金拉手。
2.药品柜层板:高温静电喷涂镀锌板材质。
所有带柜门的实验柜具内置活动层板,每20mm可自由上下调节高度。
层板由四个钢制层板扣支撑,承重为大于50kg。
层板厚度:20mm。
可以根据客户要求进行定制化开孔。
3.所用钢材必须经过前置处理:钢料经脱脂、除锈、表调、磷化、清洗等十步隧道式前处理程序,表面处理:采用静电粉末喷涂,磷化处理必须按国家标准进行。
粉涂层厚度60um,涂层膜厚度均匀,内外一致,色泽均匀,光滑平整,无流痕、接痕、裂痕、划痕、气泡、色差、杂质。
所有焊接件满焊,并保证焊接牢固。
焊痕光滑、平整,无砂眼、虚焊、明显焊瘤及飞溅物。
门板内外双层结构,双面平整方便清洁消毒。
柜体底板:钢板折弯一体成型,内加加强筋,以加强其承重能力,防止层板受力变形。
4.通风药品柜/通风样品柜排风管接入大楼排风管道系统。
5.要求提供高柜符合GB 24820-2009《实验室家具通用技术条件》标准的检验报告。
器皿柜(全钢结构)1、柜体采用热镀锌钢板(热浸镀锌处理,含锌量≥80g/m2),钢板厚度:≥1.0mm。
钢板抗拉强度:大于355MPA;屈服点:大于205MPA,材料伸长率:55%;断面收缩率:29%;自然状态表面硬度:HB143。
钢柜座部设有调整脚可进行正负15mm调节,每个调整脚可承受100kg负载。
锌合金拉手2、层板:柜内有四层带孔(∮30MM、∮50MM、∮70MM、∮100MM)PVC层板,下端配活动接水槽(PVC材质)。
3.所用钢材必须经过前置处理:钢料经脱脂、除锈、表调、磷化、清洗等十步隧道式前处理程序,表面处理:采用静电粉末喷涂,磷化处理必须按国家标准进行。
热浸锌板国标

热浸锌板国标
(原创版)
目录
1.热浸锌板的定义和制作方法
2.热浸锌板的种类和特点
3.国标对热浸锌板的要求
4.热浸锌板在我国的应用和前景
正文
热浸锌板是一种将薄钢板浸入熔解的锌槽中,使其表面粘附一层锌的薄钢板。
这种方法叫做热浸锌,是金属防腐蚀的一种常见方法。
在我国,热浸锌板的生产主要采用连续镀锌工艺,将成卷的钢板连续浸在熔解有锌的镀槽中制成镀锌钢板。
热浸锌板有几种不同的类型,包括合金化镀锌钢板和电镀锌钢板。
合金化镀锌钢板是用热浸法制造,但在出槽后,立即把它加热到 500 度左右,使其生成锌和铁的合金被膜。
这种镀锌板具有良好的涂料的密着性和焊接性。
而电镀锌钢板则是用电镀法制造,这种镀锌钢板具有良好的加工性,但镀层较薄,耐腐蚀性不如热浸锌板。
在我国,热浸锌板的生产和应用都有严格的国家标准。
国标对热浸锌板的要求包括镀锌层的厚度、均匀性、耐蚀性等多个方面。
同时,国标也规定了热浸锌板的检验方法和验收标准。
热浸锌板在我国的应用非常广泛,例如在建筑、机械、汽车等行业都有大量应用。
第1页共1页。
热镀锌和热浸锌的区别
热镀锌和热浸锌的区别1. 不同的概念:热浸镀锌是一种有效的金属防腐蚀方法,主要应用于各个行业的金属结构设施中。
是将除锈后的钢件浸泡在约500℃的锌液中,使钢构件表面粘附在锌层上,从而达到防腐的目的。
热浸镀锌是将除锈后的钢构件浸泡在600℃的锌液中,使钢构件表面粘附在锌层上。
5毫米以下的薄板锌层厚度不小于65英磅m, 5毫米以上的薄板锌层厚度不小于86英磅m。
以防止腐蚀。
2. 制造过程是不同的镀锌是指在金属、合金或其他材料的表面镀上一层锌,起到美观和防锈作用的表面处理技术。
现在主要的方法是热镀锌。
然而,随着冷轧带钢的快速发展,近30年来热镀锌工业得到了大规模的发展。
热镀锌板的生产工艺主要包括:原板制备→电镀前处理→热浸镀→电镀后处理→成品检验等。
根据客户要求,镀锌五金件按照预处理方法,只要不接触水,可保持5-7年不生锈。
当然,如果是盐水测试,也不会超过4个小时。
热浸镀锌是在五金件表面涂上锌锡液,其防锈时间约为传统镀锌的5倍。
户外施工一般采用热镀锌,盐水测试时间为36小时左右。
目前,普遍认为做鸭虫锈是较好的防锈表面处理方法。
一般来说,这种方法用于汽车零部件的防锈。
盐水试验一般持续96小时以上。
但如果硬件是在非常恶劣的环境下使用,一些人使用沥青做表面处理。
3、使用的技术不同:热镀锌就是在角钢、槽钢等金属的表面镀上锌层,用来达到便民的美观和金属的防锈。
热浸锌加工厂是用的锌锡溶液对工件进行的防腐,这种新型的技术可以延长防腐的时间五倍之多,通常使用这种技术的都是室外建设。
因为作用的原理不一样,所以作用的工件也是不一样的。
热浸锌工厂的出现只不过是把作用的范围变广。
热镀锌层防护性能:通常电镀锌层厚度5~15μm,而热镀锌层一般在35μm以上,甚至高达200μm。
热镀锌覆盖能力好,镀层致密,无有机物夹杂。
众所周知,锌的抗大气腐蚀的机理有机械保护及电化学保护,在大气腐蚀条件下锌层表面有ZnO、Zn(OH)2及碱式碳酸锌保护膜,一定程度上减缓锌的腐蚀,这层保护膜(也称白锈)受到破坏又会形成新的膜层。
镀锌钢板分类

镀锌钢板分类
镀锌钢板是一种经过热浸镀锌处理的钢板,具有良好的耐腐蚀性能。
根据不同的用途和制造工艺,镀锌钢板可以分为以下几类:
1. 热浸镀锌钢板:这是最常见的一种镀锌钢板,通过将钢板浸入熔融的锌中进行镀锌,形成一层厚度均匀、附着力强的锌层,能够很好地防止钢板被腐蚀。
2. 电镀锌钢板:这种钢板与热浸镀锌钢板相比,不需要进入高温熔融的锌中进行处理,而是通过电化学反应形成锌层,其镀锌层厚度较薄,但镀锌效果较好,耐腐蚀性能也较强。
3. 合金镀锌钢板:通过将锌与其他金属元素进行合金化,形成一种更加均匀、致密的镀锌层,能够提高钢板的耐腐蚀性能和机械性能。
4. 喷涂锌钢板:这种钢板的表面经过喷涂锌涂层处理,镀锌层厚度较薄,但可以根据需要进行多次喷涂,形成不同厚度的锌层,以达到不同的防腐要求。
总之,镀锌钢板具有广泛的应用领域,不同种类的镀锌钢板具有不同的特点和适用范围,可以根据需要进行选择。
- 1 -。
国标热镀锌钢板含锌层的厚度
国标热镀锌钢板含锌层的厚度
摘要:
1.国标热镀锌钢板含锌层的厚度规定
2.热镀锌钢板的使用寿命
3.镀锌钢板的材质和生产大国
4.国外合金化热镀锌钢板及单面热镀锌钢板的发展概况
5.镀锌钢板的价格及其应用领域
正文:
一、国标热镀锌钢板含锌层的厚度规定
根据我国的GB510018-2002 标准,国标热镀锌钢板含锌层的厚度为180-220g/,而不是以厚度计算。
特殊产品可以加至275g/。
按照这个标准,
1.0 的标准镀锌层含量是220g/。
二、热镀锌钢板的使用寿命
热镀锌钢板的使用寿命一般在20-25 年。
这是因为镀锌层可以有效地防止钢材被腐蚀,延长其使用寿命。
三、镀锌钢板的材质和生产大国
镀锌钢板广泛应用于我们家电、汽车、建筑等行业。
生产热镀锌钢板的大国主要是美国和日本,每年的产量也在不断增加。
四、国外合金化热镀锌钢板及单面热镀锌钢板的发展概况
国外合金化热镀锌钢板及单面热镀锌钢板的生产及发展概况显示,这个领域正在不断发展,需求也在不断增加。
五、镀锌钢板的价格及其应用领域
镀锌钢板的价格受到诸多因素的影响,包括原材料价格、生产工艺、市场需求等。
3厚热镀锌钢板密度

3厚热镀锌钢板密度热镀锌钢板是一种具有优异耐候性和耐腐蚀性的钢材,广泛应用于建筑、汽车、家电等领域。
而钢板的密度是衡量其质量的重要指标之一。
本文将以3厚热镀锌钢板密度为题,从人类的视角进行创作,为读者呈现真实的叙述。
3厚热镀锌钢板是一种常用的厚度规格,其密度直接影响着其重量和强度。
热镀锌钢板的密度通常介于7.85-7.87克/厘米³之间,具体数值取决于其成分和制造工艺。
热镀锌钢板的制造过程中,首先将钢板经过酸洗、除油等预处理工序,然后在高温下进行热镀锌处理。
热镀锌是将钢板浸入熔融的锌液中,使其表面形成一层锌铁合金涂层,从而起到防腐蚀的作用。
3厚热镀锌钢板的密度相对较高,这是因为热镀锌钢板的制造过程中,通过浸入锌液中形成的锌铁合金涂层增加了钢板的质量。
这一涂层不仅使钢板具有良好的耐候性和耐腐蚀性,还提高了钢板的强度和硬度。
热镀锌钢板的密度是一个重要的技术参数,对于设计和选择适当的钢板材料至关重要。
根据不同的应用领域和要求,设计师和工程师需要根据实际情况选择合适的厚度和密度的热镀锌钢板。
在建筑领域,3厚热镀锌钢板常用于屋顶、墙体和结构支撑等部位。
其密度较高,能够提供较好的强度和稳定性,同时具备优异的耐候性,能够抵御恶劣的气候条件和外界环境的侵蚀。
在汽车制造领域,3厚热镀锌钢板常用于车身板件的制造。
其密度较高,能够提供足够的强度和刚性,以保证汽车的安全性和稳定性。
同时,热镀锌处理能够有效延长钢板的使用寿命,降低车辆维护成本。
在家电领域,3厚热镀锌钢板常用于制作冰箱、洗衣机等产品的外壳。
其密度较高,能够提供足够的强度和稳定性,同时具备良好的耐腐蚀性,能够抵御水汽、酸碱等物质的侵蚀。
3厚热镀锌钢板是一种常用的钢材规格,其密度相对较高,能够提供足够的强度和稳定性。
无论是在建筑、汽车还是家电等领域,3厚热镀锌钢板都发挥着重要作用。
通过合理选择和应用,可以满足不同领域对钢板材料的需求,实现优异的性能和可靠的使用效果。
欧洲标准EN-10143连续热浸镀层薄钢板、钢带尺寸、外形允许偏差中文版

连续热浸镀层薄钢板、钢带尺寸、外形允许偏差EN10143:19931范围1.1该欧洲标准规定了连续热浸金属涂层扁钢材的尺寸和外形的偏差(所有宽度或从扁钢产品上分切下来的薄板)厚度W3.0mm的用于冷成型和结构用途的低碳钢钢材。
该厚度是含镀层的最终的交货产品厚度。
1.2该欧洲标准适用于所有热浸金属涂层的扁钢产品,如:一锌或铁锌合金(见EN10142和EN10147);—锌铝合金(见EN10215正在起草中);—铝锌合金(见EN10214,正在起草中);—硅铝合金(见EURONORM 154,正在起草中);一铅合金(见EURONORM 153)。
只要在每次业务中没有不同的或附加的技术交货条件在定货时就不用再另行协商了。
1.3该欧洲标准不适用于:—冷轧的或热轧的无涂层扁钢材(见EN10131和EN10051 );—电镀涂层的宽扁钢产品(见EN10152,举例说明)标准规定的钢材公差。
2参考标准本欧洲标准按日期和不按日期引用了其它的出版物的条款和参考资料。
这些引用的参考资料列在文本的恰当的地方和后面列出的刊物中。
对于过时的参考资料后来又经修改的,或修改了的任何适用于欧洲标准的出版物只能使用他们修改后的或修订后的内容。
对于未注明日期的参考资料请见援引了这些参考物的最新版本。
EN10020钢材的定义和钢级别分类EN10079钢材的定义EN10142连续热镀锌低碳冷轧钢带和薄板供货技术条件EN10147连续热浸镀锌结构钢板和钢带的交货条件EN10214连续热浸镀锌铝(ZA)钢板和钢带的交货条件EN10215连续热浸镀铝锌(AZ)钢板和钢带的交货条件EURONORM 153:19802热浸铅锡(铅合金)涂层冷还原碳轧钢扁钢材的商品级和冲压级—交货条件EURONORM 153:19802热浸铝硅涂层轧钢扁钢材的一般冲压级一交货条件3定义除了在EN10020和EN10079中规定的定义外,下面的定义也可以适用于本欧洲标准。
热浸锌和冷浸锌的区别

热浸锌热浸锌,作为一种有效的金属防腐方式,已被广泛用于各行业的金属结构设施上。
热浸锌是将除锈后的钢构件浸入600℃左右高温融化的锌液中,使钢构件表面附着锌层,锌层厚度对5mm以下薄板不得小于65μm,对厚板不小于86μm。
从而起到防腐蚀的目的。
热浸锌方式的优点:耐久年限长,生产工业化程度高,质量稳定。
因而被大量用于受大气腐蚀较严重且不易维修的室外钢结构中。
如大量输电塔、通讯塔等。
近年来大量出现的轻钢结构体系中的压型钢板等。
也较多采用热浸锌防腐蚀。
热浸锌的首道工序是酸洗除锈,然后是清洗。
这两道工序不彻底均会给防腐蚀留下隐患。
所以必须处理彻底。
对于钢结构设计者,应该避免设计出具有相贴合面的构件,以免贴合面的缝隙中酸洗不彻底或酸液洗不净。
造成镀锌表面流黄水的现象。
热浸锌是在高温下进行的。
对于管形构件应该让其两端开敞。
若两端封闭会造成管内空气膨胀而使封头板爆裂,从而造成安全事故。
若一端封闭则锌液流通不畅,易在管内积存。
由于热浸锌的工艺温度比较高,对回火温度较低的材料很容易使其在镀锌的过程中被退火,从而硬度降低。
此外对配合件使用热浸锌还要考虑镀层的厚度对配合公差的影响。
热镀锌(galvanizing)也叫热浸锌和热浸镀锌:是一种有效的金属防腐方式,主要用于各行业的金属结构设施上。
是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。
热镀锌工艺流程:成品酸洗-水洗-加助镀液-烘干-挂镀-冷却-药化-清洗-打磨-热镀锌完工1、热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百四十年的历史了。
然而,热镀锌工业是近三十年来伴随冷轧带钢的飞速发展而得到了大规模发展。
生产工序热镀锌板的生产工序主要包括:原板准备→镀前处理→热浸镀→镀后处理→成品检验等。
按照习惯往往根据镀前处理方法的不同把热镀锌工艺分为线外退火和线内退火两大类,即:湿法(单张钢板热镀锌法)线外退火单张钢板热镀锌法热镀锌惠林(Wheeling)法(带钢连续热镀锌法)线内退火森吉米尔(Sendzimir)法(保护气体法)改良森吉米尔法美钢联法(同日本川崎法)赛拉斯(Selas)法莎伦(Sharon)法2.线外退火:就是热轧或冷轧钢板进入热镀锌作业线之前,首先在抽底式退火炉或罩式退火炉中进行再结晶退火,这样,镀锌线就不存在退火工序了。
美标A924用热浸镀法对薄钢板金属涂层的一般要求的标准规范

用热浸镀法对薄钢板金属涂层的一般要求的标准规范以固定的名称A924/A924M发行此标准;名称后面的数字表示最初采用的年份或是最终修订的年份。
园括号中的数字表示最终批准的年份。
希腊字母表示最终修订或批准起的翻版变更。
1范围1.1此规格说明书包括一般要求,除非在产品规格书中指定,否则应用于热连续作业线钢卷薄板与定尺长度、金属镀层。
产品应用要求防腐。
产品规格说明书包含详细的强度等级,耐热、易喷涂性或易成形性,或其综合要求。
1.2遵照个别的产品说明书规定,钢板可按照型钢(CS)类型A,B,C,成型钢(FS)冲钢(DS)深冲钢(DDS)深冲钢(EDDS)高温钢(HTS)结构钢(SS)以及高强度低合金钢(HSLAS)用金属镀层生产钢板。
以下每一个的详细信息包含在个别产品的规格说明书中;1.2.1镀锌或锌铁合金1.2.2镀锌—铝合金1.2.3镀铝1.2.4镀铅1.3此一般要求规格说明书包含的产品在以下产品标准中描述:规格说明书A 308; A 463/A 463M; A 653/A 653M; A 755/ A 755M; A 792/A 792M; A 875/A 875M; and A 929/A 929M。
1.4金属镀层钢板产生多种镀层名称,如显示在个别产品规格说明书中,除不同地涂镀钢板外,镀层通常为两面的镀层。
1.5若在要求中出现任何异议,应按照个别产品说明书的要求。
1.6允许购买方确定附加要求,不能否定此一般规格说明书或个别产品规格书的任何规定。
此类附加要求,其验收应遵从与供货商协商决定内容,并应包含在订购信息中。
1.7对于此规格说明书和中参考的多种产品规格说明书测定的意图,根据是国E29四舍五入,在表示限定值中使用数的右手位置取近似值(除SI强度近似值5MPA外)。
1.8对于钢卷与定尺长度,生产厚度要求为的此规格说明书中包含的金属镀层钢板.厚度是瓶子钢与镀层的总合.1.9分别视以英制单位或SI单位的值为标准。
热浸锌概述
热浸锌概述热浸锌又叫热浸镀锌,作为一种有效的金属防腐方式,已被广泛用于各行业的金属结构设施上。
热浸锌是将除锈后的钢构件浸入600℃左右高温融化的锌液中,使钢构件表面附着锌层,锌层厚度对5mm以下薄板不得小于65μm,对厚板不小于86μm。
从而起到防腐蚀的目的。
热浸锌方式的优点耐久年限长,生产工业化程度高,质量稳定。
因而被大量用于受大气腐蚀较严重且不易维修的室外钢结构中。
如大量输电塔、通讯塔等。
近年来大量出现的轻钢结构体系中的压型钢板等。
也较多采用热浸锌防腐蚀。
热浸锌的首道工序是酸洗除锈,然后是清洗。
这两道工序不彻底均会给防腐蚀留下隐患。
所以必须处理彻底。
对于钢结构设计者,应该避免设计出具有相贴合面的构件,以免贴合面的缝隙中酸洗不彻底或酸液洗不净。
造成镀锌表面流黄水的现象。
热浸锌是在高温下进行的。
对于管形构件应该让其两端开敞。
若两端封闭会造成管内空气膨胀而使封头板爆裂,从而造成安全事故。
若一端封闭则锌液流通不畅,易在管内积存。
由于热浸锌的工艺温度比较高,对回火温度较低的材料很容易使其在镀锌的过程中被退火,从而硬度降低。
此外对配合件使用热浸锌还要考虑镀层的厚度对配合公差的影响。
热浸锌镀层外观存在的问题和影响因素1.局部变灰甚至有些地方有网状花纹根据有关资料和有关工艺厂商的研究结果表明,造成这种灰暗锌层的原因主要有:(1)因为钢材含硅量的不同引起的结果。
热浸镀锌时,由于硅的存在,使得锌铁相互扩散加快,合金生成太快,在镀锌水冷前,长到锌层的表面,而锌的光泽要比合金层光泽亮,因而造成灰暗。
形成网状花纹是合金形成得不均匀的结果。
(2)另一个原因是因为镀锌温度太高,合金反应加快,灰暗加重。
其实镀锌产品安装后,内部锌铁相互扩散并不是停止的,合金层依然会慢慢长到锌的表面,这也是镀锌件逐渐变灰暗的一个原因。
因工艺条件的影响,这种外观难以避免。
工艺厂家应控制好温度,也应把握好出水冷却的时间不能太快也不能太慢,尽最大可能减少灰暗镀层。
镀锌钢板的锌厚度标准

镀锌钢板的锌厚度标准镀锌钢板是一种广泛应用于建筑、家具、汽车制造等行业的材料,它具有防腐蚀、耐磨损、美观等优点,因此受到了市场的广泛青睐。
而镀锌钢板的质量标准中,锌层的厚度是一个非常重要的指标。
本文将就镀锌钢板的锌厚度标准进行详细介绍,以便读者更好地了解和选择合适的产品。
首先,我们需要了解什么是镀锌钢板的锌层厚度。
镀锌是将锌金属通过热浸或电镀的方式覆盖在钢板表面,以起到防腐蚀的作用。
而锌层的厚度直接影响着镀锌钢板的防腐蚀性能和使用寿命。
一般来说,锌层厚度越大,钢板的防腐蚀性能就越好,使用寿命也就越长。
在国际上,对于镀锌钢板的锌层厚度有着严格的标准。
根据国际标准,镀锌钢板的锌层厚度通常以“μm”(微米)为单位进行计量。
在一般情况下,镀锌钢板的锌层厚度标准为80μm以上。
而在一些特殊领域,如海洋工程、化工设备等,对于镀锌钢板的锌层厚度有着更为严格的要求,通常要求在100μm以上,以确保产品在恶劣环境下的使用性能。
除了国际标准外,不同国家和地区也会对镀锌钢板的锌层厚度制定相应的标准。
在中国,国家标准对镀锌钢板的锌层厚度也有着明确的规定。
根据《镀锌层技术要求和试验方法》(GB/T 6461-2002)的规定,一般镀锌钢板的锌层厚度应不小于45μm,而在特殊情况下,如重腐蚀环境或要求更长使用寿命的场合,锌层厚度应不小于65μm。
在实际应用中,选择合适的镀锌钢板是非常重要的。
对于一般建筑、家具等领域,符合国家标准的镀锌钢板已经可以满足要求。
而在一些对防腐蚀性能要求更高的领域,如化工设备、海洋工程等,需要根据具体情况选择锌层厚度更大的产品,以确保产品的使用寿命和性能。
总的来说,镀锌钢板的锌层厚度标准是保证产品质量和性能的重要指标。
在选择产品时,需要根据实际使用环境和要求,选择合适的锌层厚度,以确保产品能够发挥最佳的防腐蚀性能和使用寿命。
希望本文的介绍能够帮助读者更好地了解镀锌钢板的锌层厚度标准,为产品选择提供参考和指导。
BQB425-2009 连续热镀铝锌合金镀层钢板及钢带
表9
表面质量级别
代号
特征
较高级的精整表面
表面允许有缺欠,例如小锌粒、压印、划伤、凹坑、色泽不均、黑点、
FB
条纹、轻微钝化斑、锌起伏等。
高级的精整表面
较好的一面允许有小缺欠,例如光整压印、轻微划伤、细小锌花、锌
FC
起伏和轻微钝化斑。另一面至少为表面质量 FB。
7.8.3 对于钢带,由于没有机会切除带缺陷部分,所以允许带缺陷交货,但有缺陷的部分不 得超过每卷总长度的 6%。 7.9 表面结构 钢板及钢带的表面结构应符合表 10 的规定
-
2
a 拉伸试验试样为纵向样。
b 当屈服现象不明显时采用RP0.2,否则采用ReH。 C 当产品公称厚度不大于 0.70mm时,断后伸长率允许下降 2 个单位。
d 试样为GB/T 228 中的P6 试样。
e 试样为GB/T 228 中的P14 试样。
f 对于牌号为 S550GD+AZ 的产品,当产品的厚度不大于 0.7mm 时,由于厚度减薄效应,导致伸长率过 低,以致无法测得到屈服强度。此时,屈服强度用抗拉强度代替。
GB/T 223
钢铁及合金化学分析方法
GB/T 228-2002 金属材料 室温拉伸试验
GB/T 232-1999 金属材料 弯曲试验方法
GB/T 1839-2008 钢产品镀锌层质量试验方法
GB/T 2975-1998 钢及钢产品 力学性能试验取样位置及试样制备
GB/T 4336-2002 碳素钢和中低合金钢 火花源原子发射光谱分析方法(常规法)
7.5.3 拉伸应变痕的要用适当的试验方法进行试验,除非另行规定,试验方法由供方选择。
3
Q/BQB 425-2009
镀锌钢板国家标准厚度

镀锌钢板国家标准厚度简介本文档旨在介绍镀锌钢板的国家标准厚度。
镀锌钢板是一种经过镀铝锌合金处理的钢板,具有耐腐蚀和耐磨损的特性。
为确保产品质量和安全性,各国制定了一系列标准来规定镀锌钢板的厚度范围。
国家标准厚度根据中国国家标准,镀锌钢板的厚度应满足以下要求:1. GB/T 2518-2008:镀锌钢板厚度的通用要求。
该标准适用于镀锌锌层质量等级为G01至G30的热镀锌钢板。
其中,镀锌钢板的厚度范围通常为0.13mm至6.0mm。
GB/T 2518-2008:镀锌钢板厚度的通用要求。
该标准适用于镀锌锌层质量等级为G01至G30的热镀锌钢板。
其中,镀锌钢板的厚度范围通常为0.13mm至6.0mm。
2. GB/T -2009:镀锌薄钢板厚度公差的要求。
该标准适用于薄镀锌钢板,规定了不同厚度范围内允许的公差。
具体厚度范围和公差值请参考该国家标准。
GB/T 14798-2009:镀锌薄钢板厚度公差的要求。
该标准适用于薄镀锌钢板,规定了不同厚度范围内允许的公差。
具体厚度范围和公差值请参考该国家标准。
除了中国的国家标准之外,其他国家也制定了各自的标准来规定镀锌钢板的厚度范围。
对于特定市场或行业,可能有额外的要求和标准。
注意事项在使用镀锌钢板时,建议按照国家标准要求选择合适的厚度。
过薄或过厚的镀锌钢板可能会影响其使用寿命和性能。
此外,使用之前请仔细检查产品的质量和合规性,并遵守相关安全操作规程。
结论镀锌钢板的国家标准厚度范围是根据产品质量和安全性考虑而制定的。
各国的国家标准可能有所不同,因此在购买和使用镀锌钢板时,应遵循相应的国家标准要求。
注:本文所述内容仅供参考,具体厚度范围和要求以最新的国家标准为准。
热浸镀锌钢板与锌铝镁钢板维氏硬度

热浸镀锌钢板与锌铝镁钢板维氏硬度
热浸镀锌钢板与锌铝镁钢板维氏硬度
钢板是一种广泛应用的金属材料,而热浸镀锌钢板和锌铝镁钢板则是
常见的钢板种类。
这两种钢板的维氏硬度是常常被人们所关注的问题。
那么,热浸镀锌钢板和锌铝镁钢板的维氏硬度分别是多少呢?
热浸镀锌钢板,是指将一块铁基材料浸入到经过过热浸镀的熔融锌水中,通过反应在钢板的表面形成一层厚度约为20-30微米的锌层。
这
种工艺可以有效地提高钢板的耐腐蚀性,但其维氏硬度却相对较低。
一般情况下,热浸镀锌钢板的维氏硬度在50-70HV之间。
与之相比,锌铝镁钢板的维氏硬度则相对较高。
锌铝镁钢板是一种新
型金属材料,其硬度优于热浸镀锌钢板,并且具有更好的耐腐蚀性。
这是因为锌铝镁钢板在生产过程中将铝和镁作为亚铁的合金元素加入,这种合金不仅可以提高钢板的耐腐蚀性,同时也可以提高钢板的硬度
和强度。
因此,锌铝镁钢板的维氏硬度通常在90-120HV之间。
总的来说,热浸镀锌钢板和锌铝镁钢板的硬度存在差异,锌铝镁钢板
的维氏硬度要高于热浸镀锌钢板。
锌铝镁钢板的硬度优势主要来自于
其生产过程中加入的铝和镁等合金元素。
不过,在具体应用中,选用合适的钢板种类仍需要考虑其广泛的用途和具体的使用要求。
A653A 653M-09a 热浸镀纯锌锌铁合金镀层钢板标准规范(中文版)新

ASTM A653/A 653M-09a1热浸镀纯锌/锌铁合金镀层钢板标准规范本标准以A 653/A 653M发布;后面的数字表示本标准正式通过的年号,或者最后一次发布的年号。
圆括号中的数字为最后一次重新确认的年号。
上标符号(ε)表示是在最后一次修改或者确定后的版本上编辑的内容。
1 范围1.1本标准包括以钢卷交货或定尺产品交货的热浸镀纯锌、锌铁合金镀层钢带。
1.2钢板产品有多种不同的纯锌/锌铁合金镀层重量及镀层代码,见表1和表S2.1。
1.3除非另有规定,按本标准供货的镀层钢板应符合A924/A924M最新版本的要求。
1.4根据不同用途的需求,钢板加工成不同代码、等级、牌号等四种类型的产品。
1.4.1强制要求钢的化学成分,不强制要求典型的力学性能;1.4.2强制要求钢的化学成分,强制要求力学性能;1.4.3强制要求钢的化学成分,强制要求力学性能(固溶强化或烘烤硬化后的);1.5本标准适用于按英寸-磅单位(A653)或按公制单位(SI)[A653M]订货。
英寸-磅单位和公制单位下的数值并不一定等同。
标准中,SI单位写在括号中。
每种单位体系都应该单独使用。
1.6除非合同中明确要求了公制单位(SI)的代表字母“M”,否则材料应以英寸-磅单位交货。
1.7标注文本中有提供解释的注和脚注,这些注和脚注(不包括图表中的),不应视为标准的要求。
1.8本标准并未涉及所有有关安全的事项,如果涉及这些问题时,由使用者负责。
使用本标准的相关人员有义务预先制定适当的有关安全和健康的操作规程。
2. 引用文件2.1 ASTM标准A 90/A 90 M 锌或锌合金镀层钢铁制品镀层重量试验方法;A370 钢产品力学性能试验方法和定义;A568/A568M 碳钢、高合金钢、低合金钢热轧和冷轧钢板一般要求;A902 合金镀层钢产品相关术语;A924/A924M 热浸镀金属镀层薄钢板一般要求;D7396 镀锌钢铁产品表面喷涂处理导则;E517 塑性应变比试验方法;E546 金属板带产品拉伸加工硬化指数(n值)试验方法;2.2 ISO标准ISO 3575 商品级和冲压级连续热浸镀锌碳素钢ISO 4998 结构级连续热浸镀锌碳素钢3. 术语3.1 定义—见A902与热浸镀金属镀层钢铁产品相关的通用术语。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电 镀 锌 合 金 附着量与Fe含量的化学分析值与X线分析值
Zn-Fe付着量(g/m2)
38.0
Fe mass%
30.0
XRF Value
XRF Value
37.0 36.0 35.0 34.0 34 35 36 Chemical Value 37 38
25.0 20.0 15.0 10.0 10.0 15.0 20.0 Chemical Value 25.0 30.0
Zn-Ka/Fe-Ka 强度比 (低角度侧)
7
5
3
1 0.10 0.20 0.30 0.40 0.50 0.60
Zn-Kb/Fe-Ka 强度比 (高角度侧)
光学系统与分析误差的评价
強度发生0.5%变化时的分析误差(附着量40g/m2 Fe11%时)
● 两个取出角 : Zn-Ka (40°) 、 Zn-Ka (20°) 附着量误差 Zn-Ka(40deg) 强度变化+0.5% Zn-Ka(20deg) 强度变化 +0.5%
热浸镀锌合金化层分析用
荧光多道元素同时分析仪器
热浸镀锌合金化层分析用特殊光学系统
X射线管 高角側测角仪 (Zn Kβ1)
低角侧测角仪 (Zn Kα)
一般元素用 测角仪
测量条件表
仪器 X线光管 外加电压 测试时间 测试面积 光路气氛 波高分光器 理学多道同时分析仪器 端窗型 50kV-50mA 40秒 30mm直径 真空 微分法 Rh 靶 Simultix
需研究分析法的误差
根据烧成条件来推测各层的厚度变化(假定)
样品 B
1
样品
A
样品
3.0 g/m2
C
0.4 g/m2 36.7 g/m2 9.6 g/m2
1.7 g/m2 37.7 g/m2 7.4 g/m2
39.0 g/m2 4.8 g/m2
Sheet steel
例1.<烧成过多> 厚 层、薄 层
EGL薄2层
CGL厚GA
近年
厚热浸镀锌合金
化对应
<仪器分析>
①GDS(采用实验式定量) 界面问题(困难?) ②X线衍射(平行光学系统、实验式定量) ③荧光X线(X线高角、低角取出)
④薄膜FP法 新开发
<化学分析>
取样(溶解)时的溶解深度的控制相当困难 注)近年、膜厚测定主要采用X射线荧光法.
采用XRF,进行合金化热浸镀锌分析
Zn-La X射线強度
64 58 52 46 40 18
30g/m2
23
28
33
38
43
Zn-Ka X射线強度
热浸镀锌合金化层测试強度分布
新方法:两个取出角 20 °(低角度側) 、40 °(高角度側) 即使强度变化,分析值变化也很小(分析误差小)
9
Fe 7% Fe 9% Fe 11% Fe 13% 30g/m2 70g/m2 50g/m2 90g/m2
●
Fe% 误差 0.52% -0.69%
0.90 g/m2 -0.69 g/m2
两个取出角:Zn-Kb/Fe-Ka (40°), Zn-Ka/Fe-Ka (20°)(使用強度比)
附着量误差 Zn-Kb/Fe-Ka 強度比 +0.5% Zn-Ka/Fe-Ka 強度比 +0.5% 0.45 g/m2 -0.30 g/m2 Fe% 误差 0.35% 0.30%
热浸镀锌合金钢板的层结构与特性
Fe 5.5 – 6.2%
相 1相
FeZn13 FeZn7
Fe平均浓度
・Fe 低浓度; 层増加 ・Fe 浓度;約11%、最佳状态 相、相 同时降低 ・Fe 高浓度;层増加
Fe浓度
浓
Fe 7.0 – 11.4% Fe 18.0 – 20.0%
相 Fe5Zn21
(高角)
Zn-Ka Fe-Ka
(低角)
Zn-Fe合金
Fe基
注)分析深度、作为Zn-Fe合金的Fe浓度11%,规定需得到与无限厚相比较99% 的理论荧光X线的厚度.
热浸镀锌合金化测试强度分布
一个取出角 32 °测定Zn-Ka与Zn-La 相对强度变化而言,分析值变化较小.
70
50g/m2 Fe 7% Fe 9% Fe 11% Fe 13% 90g/m2 70g/m2
采用X射线荧光分析(多e-Ka
(标准角度)
分析线 Zn-Ka Fe-Ka Zn-La Zn-Ka Zn-Kb Fe-Ka Zn-Ka Fe-Ka 取出角(度) 32 32 32 40 40 40 20 20 分析深度 (g/m 2 ) 227 165 10 264 325 190 159 117
来自于镀锌层(各层)的X线蛍光強度比
Zn-Kb1 (High) 的X线荧光強度比
1.00
入射X线
层 1层 层
0.69
来自于单位重量的X线荧光強度 1.7g/m2 37.7g/m2 7.4g/m2 来自于下层的X线强度较微弱, 依存于上层的吸收. 假定膜厚
0.43
钢板
FP法将3层作为单层演算.
基准 值 11.40 11.40 11.40
分析結果 46.78 46.41 47.08
分析結果 11.40 10.77 11.98
误差 -0.36 0.29
误差 -0.63 0.57
Fe浓度 [%]
样品 A(基準 ) B(例 1) C(例 2)
特点 厚 薄
厚 (例 1)中,全附着量g/m2、平均Fe浓度%も推定分析值 比基准值小.这是因为来自最深层的灵敏度较低的缘故。 全附着量的推定分析結果的误差比较小。
铁板
Fe - 100%
监控Fe的平均含量,管理烧成流程 (等)制造产品。
相 相 1 相 相
特性 腐蚀(喷涂性) 最佳状态 粉化
融点(℃) 530 620-668 668-720
镀锌合金化分析方法的进展
单面GI
1970年代后半~加拿大编码 1980 中叶~挪威编码 1980年后半~;(表面绣5年、穿孔10年) 2000 前后~ 润滑层 (表面绣1年、穿孔3年) (表面绣3年、穿孔6年)
分析结果的评价
膜厚范围
分析法 XRD(1) (g/m2) 25~110 2.5
σd
Fe浓度范围
(重量%) 4~18
σd
0.6
XRF(2)
本方式
30~90
45~63
1.4
0.77
5~18
9.5~14.5
0.8
0.28
注)XRD(1);川鉄技法Vol.18 N0.2(1986),129-135
XRF(2);日本金属学会法
热浸镀锌合金钢板的 膜厚・Fe浓度的同时分析
Simultaneous Analysis of Thickness and Iron Content of Galvanized Coating
河野 久征、古澤衛一、片岡由行 理学电机工业株式会社
热浸镀锌合金钢板制造流程
冷却流程
合金化(GA)
加热炉
钢板 热浸镀锌(GI) 镀锌槽
H 侧比率
0.0% ZnFe(g/m2) -0.25
L 侧比率
+0.3% Fe% +0.11
热浸镀锌合金化层分析
Fe含量
Fe mass% 16 14
XRF Value
12 10 准 确 度 0.28 8 8 10 12 Chemical Value 14 16
热浸镀锌合金化层分析
Zn-Fe付着量
第30巻、第4号(1991)
<结论> 采用本方式的分析结果,分析范围较窄,分析准确度良好。实际条件下, 可认为具有与上述2法同等的分析性能。
小
结
1.标准X线荧光同时型分析仪器,配置低角度,高角度时, 受限制,为缓和该矛盾,采用利用Zn/Fe之比的薄膜FP法 非常有效,并得到佐证. 2.采用薄膜FP法、可推定理论性分析法所产生的误差,与 传统的实验性验证误差方式相比较而言,可减轻负担.因 可推断误差,得出分析品种的组分(钢板的厚度等)。 3.开发适合压片加工的很薄的磷系润滑层分析、因利用X 线荧光分析法、可同时分析(扩充性)。
基底
例2.<焼成不足> 薄 层、 厚 层
总附着量、平均Fe含有率(%)用各样品同时保持、薄膜FP法、计算各层的 理论强度、推定分析误差。
随着合金化热浸镀铅金属层3相变化 分析误差的理论推定
全附着量 Zn-Fe [g/m2]
样品 A(基准 )
B(例 1) C(例 2)
特点 厚
薄
基准 值 46.78 46.78 46.78
Zn-Ka Zn-Kb Zn-La
分析对象?
Fe-Ka Fe-Kb
1.合金层的平均 Fe (%) 2.合金层的全附着量 (g/m2)
分析上的课题:
1.合金层与钢板均含Fe。 2.合金层不均匀、并且,相的差异曾3层结构。
合金层 Zn,Fe 钢板(Fe)
确定合金层的Fe含量与合金层附着量 ①分析深度的探讨与②薄膜FP法(采用比率法)的开发变得尤 为重要。
测试元素
取出角 分光晶体 检测器
ZnKß
高角度 LiF(200) S-PC
ZnKα
低角度 LiF(200) S-PC
FeKα
高角度 LiF(200) S-PC
FeKα
低角度 LiF(200) S-PC
其它元素
标准 各种 各种
样品高度的分析误差
<0.25mm样品变高时>
2)用ZnKβ (H)/FeKα (H) 和 ZnKα (L)/FeKα (L) 分析时 强度变化 +1.6% 分析值变化 +1.9% 分析值变化 ZnFe(g/m2) Fe% +0.62 -0.69 1) 用ZnKβ (H),ZnKα (L)分析时 强度变化 ZnKβ (H) ZnKα (L)