气体氮碳共渗在汽油机气门弹簧上的应用
气体碳氮共渗零件形变分析和改进措施
气体碳氮共渗零件形变分析和改进措施史亚贝,邰 鑫(河南工业职业技术学院机电工程系,河南南阳473009)摘 要:气体碳氮共渗是在气体介质中,将碳和氮同时渗入工件表层,并以渗碳为主的化学热处理工艺。
相对于渗碳、渗氮,碳氮共渗具有一定的工艺优势,且易获得高的力学性能。
但生产中发现,此工艺在处理非均匀截面的套筒类零件时,易发生较大形变。
本文通过试验验证,着重分析零件变形原因,并提出相关改进意见。
关键词:气体碳氮共渗;套筒类零件;力学性能中图分类号:T G161 文献标志码:AAnalysis and Improvement Measure of G as C arbonitriding P arts DeformationSHI Yabei,TA I Xin(Department of Electrical&Mechanical Engineering,He’nan Polytechnic Institute,Nanyang473009,China) Abstract:Gas nitrocementation is a mechanical heat treatment process of mingling carbon with nitrogen in the surface of workpiece under the condition of gas medium,which had certain processing advantages and can obtain better mechanical property compared with carburization,nitriding and nitrocementation.But sleeve parts of non-uniform section often gener2 ated large deformation when gas carbonitriding process had been used in production.So its deformation reasons were ana2 lyzed in this paper,and the improvement measures were presented.K ey w ords:G as carbonitriding,Sleeve parts,Mechanical property 碳氮共渗是在一定温度下向钢的表层同时渗入碳和氮的过程,碳氮共渗习惯上又称作氰化。
碳氮共渗技术的研究与应用
碳氮共渗技术的研究与应用碳氮共渗技术是一种新型的碳固化/氮掺杂技术,主要是利用钙碳化物的渗透性、反应性和热膨胀性,使空气中的氮原子在碳表面和表面之间共渗,从而有效地保护碳表面和表面,并提高碳表面抗热性能。
其出现主要是为了解决传统氮掺杂技术中存在的问题,如掺杂层太厚、掺杂层太薄、掺杂层不均匀等,其主要优势有:(1)杂层比传统氮掺杂技术薄至少一个数量级,可以有效很降低碳材料的比表面积,提高了碳材料的物理机械性能;(2)渗技术制备的层与基体一体化,无明显的界面,能够提高碳材料的抗热性能;(3)用共渗技术制备的层能够有效提高被掺杂材料的热导性,从而减小碳材料的热膨胀度;(4)渗技术用于碳材料的制备,可以有效降低物理机械性能下降的程度;近年来,碳氮共渗技术得到了广泛应用,在化学、能源、航空航天、船舶和军工等领域都有着重要的作用。
在化学方面,碳氮共渗技术可以用来制备高性能碳基助剂和介孔材料,例如以碳为基体的碳氮共渗催化剂,碳氮共渗介孔材料,等等。
这些介孔材料存在着催化特性、高比表面积、高热传导率等优点,在控制环境污染、改善空气质量等领域有重要的应用。
在能源方面,碳氮共渗技术可以用来制备钛碳复合材料,用于锂离子电池和超级电容器的电极材料。
这类复合材料具有较高的比容量和比能量,从而可以提高锂离子电池的安全性和稳定性,改善超级电容器的体积电容量;而且,同时具备较好的高温稳定性和抗潮湿性能,在节能、降耗和环境保护方面发挥着重要的作用。
在航空航天方面,碳氮共渗技术可用来制备碳氮复合材料,其具有优异的抗热、抗衰老性能,同时具有较好的抗氧化性能,因此可以用于航空航天领域中高温材料的制备,有效提升飞行器耐受高温环境的能力,从而提高航空安全性和可靠性。
在船舶领域,碳氮共渗技术可用来制备低密度、耐腐蚀性强、导热性、抗热稳定性好的复合材料,可用于制备船舶中的耐热保温材料,提高船舶的防护性能;而且,它还具有良好的抗氧化和抗磨损性能,从而能够延长船舶的使用寿命,改善船舶的经济效益。
北京碳氮共渗

北京碳氮共渗一、什么是碳氮共渗?碳氮共渗是指在一定的工艺条件下,将含有碳和氮的介质(如气体、液体或固体)与金属表面接触,通过热处理使其在金属表面形成一定深度的强化层。
这种强化层具有较高的硬度、耐磨性和抗腐蚀性能。
二、北京碳氮共渗技术应用情况1.汽车零部件北京地区的汽车零部件生产企业广泛应用碳氮共渗技术,如发动机凸轮轴、摇臂等关键部件。
通过碳氮共渗处理,可以提高这些零部件的硬度和耐磨性,延长使用寿命。
2.模具制造在模具制造领域,碳氮共渗技术也得到了广泛应用。
通过对模具表面进行碳氮共渗处理,可以提高模具表面硬度和耐磨性,延长使用寿命。
3.航空航天领域在航空航天领域,碳氮共渗技术也被广泛应用于发动机叶片等关键部件的制造中。
通过碳氮共渗处理,可以提高这些零部件的耐热性和耐腐蚀性。
三、北京碳氮共渗技术的优势1.提高材料表面硬度通过碳氮共渗技术处理后的材料表面硬度可以得到显著提高,从而提高了材料的耐磨性和抗腐蚀性能。
2.延长使用寿命由于碳氮共渗技术可以使材料表面硬度得到提高,因此可以延长材料的使用寿命。
3.节约成本与其他表面处理技术相比,碳氮共渗技术不需要使用昂贵的合金材料,因此在一定程度上可以节约成本。
四、北京碳氮共渗技术存在的问题和发展趋势1.存在一定的环保问题在碳氮共渗过程中,会产生大量废弃物和废水。
这些废弃物和废水对环境造成一定污染。
2.发展趋势随着环保意识的不断增强,未来碳氮共渗技术将更加注重环保问题。
同时,在汽车、航空航天等领域的不断发展,碳氮共渗技术也将得到更广泛的应用和推广。
五、结论北京碳氮共渗技术是一种重要的表面处理技术,广泛应用于汽车、模具制造、航空航天等领域。
通过碳氮共渗处理可以提高材料表面硬度和耐磨性,延长使用寿命。
未来,碳氮共渗技术将更加注重环保问题,并得到更广泛的应用和推广。
中温气体碳氮共渗
中温气体碳氮共渗介绍中温气体碳氮共渗是一种常用的表面处理工艺,主要应用于金属制品的硬化和耐磨性提升。
本文将从定义、工艺流程、应用领域等方面对中温气体碳氮共渗进行全面探讨。
定义中温气体碳氮共渗是指在中温下,通过将含有碳氮成分的气体与金属表面进行接触,使碳氮元素在金属表面扩散,并与金属原子发生化学反应,从而在金属表面形成一层具有高硬度和耐磨性的化合物层。
工艺流程中温气体碳氮共渗的工艺流程通常包括以下几个步骤:1. 表面准备首先,需要对金属工件进行表面准备,包括去除表面氧化物、油污等杂质,以确保气体能够充分接触金属表面。
2. 清洁处理金属工件经过表面准备后,需要进行清洁处理,以去除表面的杂质和污染物,保证金属表面的纯净度。
3. 预处理在清洁处理后,需要对金属工件进行一些预处理,如钝化处理、活化处理等,以提高金属表面的反应性。
4. 碳氮共渗将含有碳氮成分的气体引入碳氮共渗设备中,通过控制温度、压力和时间等参数,使气体与金属工件表面进行接触和反应,从而实现碳氮的共渗。
5. 冷却处理碳氮共渗完成后,需要对金属工件进行冷却处理,以稳定共渗层的组织结构,并提高其硬度和耐磨性。
6. 后处理最后,对共渗后的金属工件进行后处理,包括清洗、除去残留气体等,以保证共渗层的质量和稳定性。
应用领域中温气体碳氮共渗广泛应用于各个行业的金属制品表面处理,主要包括以下几个方面:1. 汽车工业中温气体碳氮共渗可用于汽车发动机的活塞、曲轴、凸轮轴等零部件的表面处理,提高其硬度和耐磨性,延长使用寿命。
2. 机械制造在机械制造行业中,中温气体碳氮共渗可用于各种机械零部件的表面处理,如齿轮、轴承、滚子等,提高其硬度和耐磨性,增强其使用性能。
3. 刀具行业中温气体碳氮共渗可用于刀具的表面处理,使刀具具有更高的硬度和耐磨性,提高切削效率和使用寿命。
4. 航空航天在航空航天领域,中温气体碳氮共渗可用于发动机零部件、涡轮叶片等的表面处理,提高其耐高温和耐磨性能,提升航空发动机的性能。
弹簧的渗碳和可控气氛及真空热处理

弹簧的渗碳弹簧的渗碳是指向弹簧的表面渗入碳原子的过程。
渗碳目的提高弹簧表面硬度、井式气体渗碳炉耐磨性及疲劳强度,同时保持心部良好的韧性。
渗碳用弹簧为含0. 1-0. 25%C的低碳弹簧。
碳高则心部韧性降低。
弹簧的氮化氮化是指向弹簧的表面渗入氮原子的过程。
氮化用弹簧为含Cr、Mo、Al、Ti、V的中碳弹簧。
常用弹簧号为38CrMoAl。
氮化温度:500-570℃。
氮化层厚度不超过0.6-0.7mm。
常用氮化方法为气体氮化法与离子氮化法。
气体氮化法与气体渗碳法类似,渗剂为氨。
离子氮化法是在电场作用下,使电离的氮离子高速冲击作为阴极的弹簧。
与气体氮化相比,氮化时间短,氮化层脆性小。
氮化的特点⑴氮化件表面硬度高(HV1000-2000),耐磨性高。
⑵疲劳强度高。
由于表面存在压应力。
氮化层组织38CrMoAl氮化层硬度⑶工件变形小。
原因是氮化温度低,氮化后不需进行热处理。
⑷耐蚀性好。
因为表层形成的氮化物化学稳定性高。
氮化的缺点:工艺复杂,成本高,氮化层薄。
用于耐磨性及精度均要求很高的零件,或要求耐热、耐磨及耐蚀的零件。
如仪表的小轴、轻载齿轮及重要的曲轴等。
弹簧可控气氛热处理向炉内通入一种或几种一定成分的气体,通过对这些气体成分的控制,使弹簧在热处理过程中不发生氧化和脱碳,这就是可控气氛热处理。
一般可控气氛往往是由CO、H2、N2及微量的CO2和H2O与CH4等多种气体混合而成。
适当调整混合气体的成分,可以控制气氛的性质,达到无氧化脱碳或渗碳的目的。
弹簧真空热处理虽然真空热处理设备的投资比较大,但金属和合金在真空热处理时会产生一些和常规热处理技术所没有的作用,是一种能得到高的表面质量的热处理新技术,目前越来越受到重视。
真空热处理的效果,真空的保护作用真空加热时,由于氧的分压很低,可以有效防止氧化和脱碳。
同时真空热处理属于无污染的洁净热处理。
表面净化作用在高真空中氧的分压很低,加热可以加速金属氧化物分解,从而获得光亮的表面。
气门弹簧分类的名词解释

气门弹簧分类的名词解释气门弹簧是一种重要的发动机部件,它承担着控制气门运动的关键角色。
在发动机的工作过程中,气门需要周期性地开启和关闭以实现进气和排出废气的流动。
气门弹簧通过提供足够的弹力来保证气门的正常运动。
根据其特点和用途不同,气门弹簧可以分为以下几类。
1. 常弹簧:常弹簧是一种经典的气门弹簧类型,其结构简单、可靠性高,广泛应用于多种内燃机中。
常弹簧通常由一根或多根圆钢线绕成,弹簧的形状和尺寸可以根据发动机设计需求进行调整。
常弹簧的特点是弹力均匀,可靠性好,但在高转速和高温下容易发生共振、蠕动等问题。
2. 双弹簧:双弹簧是由两个相互缠绕在一起的弹簧组成的,它采用了不同弹性系数的两根钢丝,通过叠加双重弹性来提高气门弹簧的性能。
相对于常弹簧,双弹簧具有更高的弹力和更好的动态特性,可以适应高转速和高温环境下的工作需求。
双弹簧在高性能发动机中得到了广泛应用。
3. 可变弹簧:如同其名字所示,可变弹簧是一种能够根据发动机工况的变化自动调整其弹力的弹簧类型。
可变弹簧通常由多个压缩或拉伸弹簧组成,并通过一种特殊的构造使得弹簧能够根据气门运动状态来调整其工作弹力。
这种弹簧的主要优点是能够在不同工况下提供最佳弹簧性能,从而保证气门的安全和稳定运动。
4. 液压弹簧:液压弹簧是一种利用液体的压缩性来提供弹力的特殊设计。
它通常包括一个密闭的液压腔室,里面填充了特殊的液体,并且通过调整压力来控制弹簧的刚度。
液压弹簧具有非常好的动态特性和适应性,能够在高转速和高温环境下提供更加稳定的弹簧性能。
这种弹簧在高性能发动机和赛车中得到了广泛应用。
总的来说,气门弹簧的分类主要基于其结构、性能和用途的不同。
常弹簧是经典的气门弹簧类型,应用广泛;双弹簧具有更高的性能和可靠性,适用于高性能发动机;可变弹簧能够根据工况需求自动调整其弹力,提供最佳弹簧性能;液压弹簧利用液体压缩来提供弹力,具有良好的动态特性和适应性。
这些气门弹簧的分类为发动机的正常工作提供了重要保障,也为不同类型的发动机提供了合适的选择。
氮碳共渗工艺流程

氮碳共渗工艺流程
《氮碳共渗工艺流程》
氮碳共渗工艺是一种通过将氮气和碳源同时引入工件表面进行热处理的方法,以提高材料表面的硬度和耐磨性。
这种工艺在金属加工和热处理行业中被广泛应用,特别是在汽车零部件、机械零件和工具加工领域中具有重要的意义。
该工艺流程主要包括准备工作、氮碳共渗处理、淬火和回火等步骤。
在准备工作阶段,首先需要清洗和除去工件表面的油污、锈蚀等杂质,确保表面光洁。
然后将工件放置在氮碳共渗炉中,在一定的温度和气氛条件下进行处理。
氮气和碳源配比通过控制进气量和比例来实现,以保证渗碳层的均匀性和硬度。
处理时间取决于工件材料和尺寸,通常在几小时到数十小时不等。
处理完毕后,工件需要进行淬火和回火处理。
淬火是通过急冷工件表面,使其达到较高的硬度,提高耐磨性和强度。
回火则是通过加热工件至一定温度,然后进行缓慢冷却,使其获得适当的韧性和塑性。
这两项处理操作对于提高工件的综合性能至关重要。
总的来说,氮碳共渗工艺流程具有较为清晰的步骤和操作规范,通过合理控制处理参数和时间,可以获得理想的表面硬度和性能。
在实际应用中,需要针对不同的工件材料和要求,选择合适的处理工艺和工艺参数,以获得最佳的处理效果。
气体氮碳共渗活塞的尺寸控制

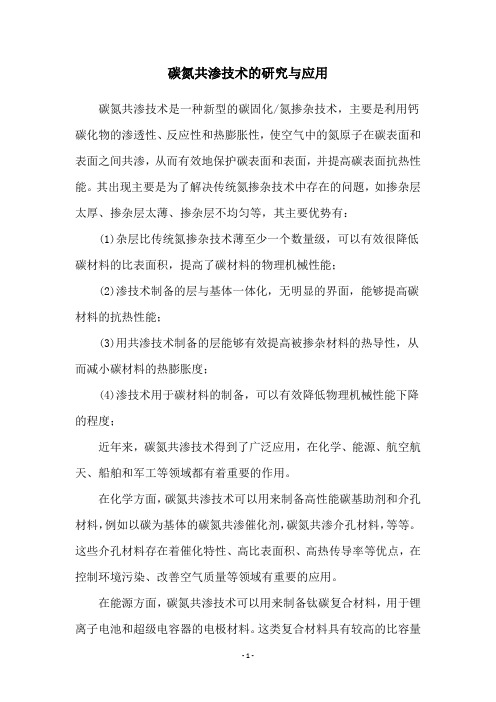
气体氮碳共渗活塞的尺寸控制气体氮碳共渗活塞的尺寸控制毛杰,吴岩,赵丽艳(1.嘉兴职业技术学院,浙江嘉兴314000;2.沈阳凿岩机械股份有限公司,辽宁沈阳110025)DimensionControlofGas.Nitr0carburizingPistonsMOJie一,WUY an2,ZHAOLi—yan2(1.JiaxingV ocationTechnicalCollege,JiaxingZhejiang314000,China;2.ShenyangRockDrillCo.,Ltd.,ShenyangLiaoning110025,China)中图分类号:TG156.8文献标识码:B文章编号:0254.6051(2004)03.0067.02活塞是凿岩机上最重要的易损件,其主要失效形渗速度,共渗前增加了一道预氧化处理工序,具体工艺式是:①活塞头部凹陷或崩碎;②活塞体因磨损而报见图2.废.因此,必须要求活塞具有高的耐磨性,好的耐冲击性和耐疲劳性能.某公司每年为用户生产约2000支活塞,在气体氮碳共渗过程中,零件常因畸变,尺寸超差而报废.为解决畸变问题,选用了一些零件进行研究,以找到畸变特点和原因,提出改进措施.l试验方法及结果试验材料为5CrNiMo钢,其形状尺寸见图1所示,热处理在井式炉和井式气体渗氮炉一35—6,RQ3—35—9D炉中进行.为提高渗层的均匀性和氮碳共图1凿岩机活塞形状及尺寸Fig.1Theshapeanddimensionofpistononrockdrill时la]/h图2活塞的气体氮碳共渗处理工艺Fig.2Thegasnitrocarburizingprocessofthepiston试验件为精加工后的零件.零件经气体氮碳共渗处理后,直径整体胀大,具体结果见表1.由表1可见,活塞类零件采用常规气体氮碳共渗处理时,其直径胀大量约为(0.025~0.035)rain.在正常操作条件下,一般只改变零件的体积,而不改变外形,并且没有明显的方向性.当氮碳共渗层厚度均匀时,在各个方向上的胀大量是相同的.表1零件经常规气体氦碳共渗处理后直径胀大量Table1Thediameterexpansionofpartsafternitrocarburizing2影响直径胀大的因素钢铁零件在氮碳共渗处理时,表面形成£相(Fe2一N)和'相(Fe4一N)组成的化合物层及含氮的a相的扩散层,合金钢尚有合金氮化物存在.由于£相和'相的比容(£相约为0.1453cm3/g,'相约为0.1406cm0/g)大于基体相的比容(基体a相约为0.1269cm3),从而导致零件直径(体积)胀大.分析认为,在氮碳共渗处理时,影响零件直径胀大的因素有以下几个:(1)氮碳共渗层厚度零件表面的氮碳共渗层(尤其是化合物层)厚度是影响直径胀大的主要因素.图3所示为该活塞氮碳共渗后直径胀大量与氮碳共渗层(包括化合物和扩散层)厚度的关系.由图3可以看出,随着氮碳共渗层厚度的增加,直径胀大量加大,且作者简介:毛杰(1963一),女,辽宁本溪人,高级工程师,现从事金属材料等方面的教学工作.联系电话:0573—2098078(0)Fig.3 收稿日期:2003—12—0110E721.5斗<2O51O152O253O渗氮层深度/um图3渗氮层深度与直径胀大量的关系Therelationshipbetweenthethicknessofnitride layerandthediameterexpansionofparts《金属热处理}2004年第29卷第3期67直径胀大量约为氮碳共渗层厚度的25%.(2)温度零件装入井式炉中,在570℃进行3h氮碳共渗处理.经测定,炉罐内,上部温度为570℃,下部为580~(2.实测零件上的下端直径胀大量列于表27由表2可见,由于炉罐内下部温度比上部温度高,导致零件下端直径胀大量比上端大约大0.O05mm.表2温度对零件胀大量的影响Table2Theinfluenceoftemperatureonthediameterexpansionofparts (3)合金元素对5CrNiMo钢活塞进行氮碳共渗处理时,零件表面形成了由e相和7'相组成的化合物层,同时形成合金氮化物.合金氮化物的形成,伴随零件直径(体积)胀大.显然,含有氮化物形成元素的合金钢,经过氮碳共渗后,受到铁的氮化物和合金氮化物的共同作用,它的直径(体积)胀大量比碳钢要大.3控制活塞直径胀大量的措施(1)零件在精磨前,需进行550~600℃回火,以清除机械加工应力.(2)零件在气体氮碳共渗处理前,用清洗剂清洗干净,表面不得有油渍,锈斑污物等.(3)零件在气体氮碳共渗处理前,先进行活性气体预处理,去除表面的钝化膜,提高零件表面金属的活性,促进渗层均匀性,防止零件直径局部胀大超差. (4)依据零件在气体氮碳共渗处理过程中直径胀大规律,会同设计人员,提出零件在氮碳共渗前的尺寸公差.这是保证零件最终尺寸公差最重要的措施. (5)严格控制氮碳共渗工艺参数,炉罐内各部位的温度偏差控制在≤5℃,炉内气氛应充分搅拌,保证炉气均匀.(6)在进行气体氮碳共渗处理前,操作者必须仔细核对零件尺寸.采取以上控制措施后,活塞零件直径胀大量控制在(0.010~0.015)inrn,零件尺寸达到技术操作条件规定,结果见表3.该方法应用在凿岩机的活塞,长轴等零件的热处理中效果良好,每年可减少因变形超差造成的损失l0万多元.表3采取措施后零件的直径胀大量Table3Thediameterexpansionofparts aftertakingtheineasul~一氮碳共渗前氮碳共渗后直径胀大量/件号一一直径/mm直径/nmamn1l49.935499500.0l5149.86549.8750.010—349.86049.8750015449.94049.95000105575℃X2.5h49.95049.96200126油冷49950499650.015749.95049965001584994549955001094994549.9550.010lO49.945499550010参考文献:[1:沈本龙,王龙飞.控制软氮化零件变形的措施[J].金属热处理,1990,15(2):,一种精确控制铁镍软磁合金磁性能的退火工艺任卫斌(中国空空导弹研究院热表处理车间,河南洛阳471003) AnnealingProcessofPreciseControlMagneticPropertiesofPermalloyRENWei—bin(ChinaAirborneMissileAcadenly,LuoyangHe'nan471003,China)中图分类号:TG156.2文献标识码:B文章编号:0254.6051(2004)03.0068.03与其它软磁合金相比,铁镍软磁合金在低磁场下具的电子元器件.但在特殊场合下,对其磁性能不仅要求有很高的导磁率和很低的矫顽力,广泛用于制作灵敏度一定的允许值,而且要求一定范围的精确值,这就对磁高,尺寸精,体积小,高频损耗小,时间和温度稳定性好性退火工艺提出了更高的要求.通过对该类合金中的研究,磊热Ere艺nw工eibin0已01i瓤联'匿系电话:0379—4759278一n1ai1:@sna.㈣l1芍笠硼科与吊乍ll王退上乙。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为了不降低材料基体强度 ,氮碳共渗温度不 得高于原材料淬火后的回火温度 (原回火温度为
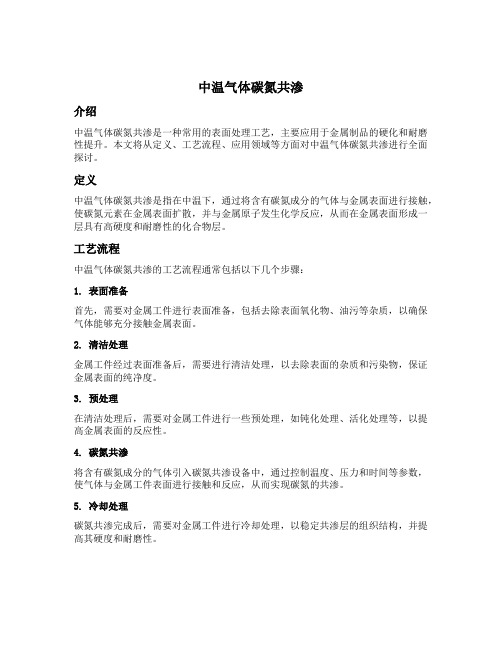
图 2 井式渗碳炉示意图
氨气流量和压力通过针形阀进行调节 。罐内 压力用 U形油压计测量 ,一般控制在 3 050 mm 油 柱 (1mm油柱 = 7184 MPa) ,泡泡瓶内盛水 ,以观察 供氨系统的流通状况 。在渗氮工艺控制技术中 ,把
引 言
国内外的汽车发动机都在朝着大功率 ,高速 , 低能耗的方向发展 ,其进排气机构中需设计 、使用 高应力轻量化的气门弹簧 。和 10年前相比 ,弹簧 应力提高了 30% ,重量下降了 25%左右 ,安全系 数由通常的 1. 3 降低到 1. 1,而疲劳寿命则达到 2. 3 ×107 h以上 。据业内专家预计 ,到 2010 年 , 中国对气门弹簧的需求将达到 3 000 万件 (不包 括摩托车和柴油机 ) ,这是一个巨大的市场 。而 目前中国的汽油机气门弹簧基本依赖进口 ,其中 主要原因是中国目前还没有合适的弹簧氮化技 术 ,难以进入这一领域 。为了满足上述技术要求 , 在正确设计弹簧的结构 ,合理选择截面材料的基 础上 ,应选择高强度弹簧材料或表面强化技术 ,这 是一种必然的发展趋势 [ 1 ] 。对于一些需要引入 更高残余应力的气门弹簧 ,只采用单一的喷丸强 化工艺是不够的 ,还需进一步采用先渗氮后喷丸 这种复合强化工艺 。表面渗氮不仅能提高弹簧的 表面硬度 ( HV > 900 ) ,改善弹簧的耐磨性 ,更重 要的是能引入更高的残余应力场 ,由此提高弹簧
试验装置如图 2 所示 ,它是由渗碳炉 ,供气 (或供液 ) 系统 、氮分解测定系统和测温系统组 成 。井式炉具有良好的密封性 ,炉中的渗氮罐一 般用 1C r18N i9Ti钢制造 ,钢中的镍及镍的某些化 合物对氨的分解具有很强的催化作用 。
图 1 钢丝金相组织 (400X)
112 试验方法 11211 工艺原则
表 1为部分工业国相应牌号弹簧钢的化学成 分 (质量分数 , % )对照表 。
目前生产的温度较高 ,工作应力大 ,转速快的 现代汽车 、摩托车发动机的气门弹簧 ,多采用牌号 为 OTEVA275SC,OTEVA270SC, SWOSC2V 和 55CrSiA 这 4 种材料 ,其中 OTEVA 275SC, OTEVA 270SC 和 SWOSC2V 钢丝采用真空冶炼技术 ,产品的性能更 为稳定 ,所以技术人员决定采用 OTEVA 275SC和 SWOSC2V 材料卷制的弹簧进行氮化试验 。
(470 ±10 ℃) ,故碳化物不会明显长大 ,因此基体 硬度也不明显下降 。表面硬度在 450 ℃ ×4 h时 有明显提高 ,但时间更长后因表面氮化物的形成 而使硬度降低 。
11313 表层残余应力
在 X2350型 X射线衍射分析仪上 ,采用侧倾
法对已软氮化处理 ( 450 ±10 ℃ ×4 h)和未氮化
ω( P)
ω( S)
ω( Cr) ω( Cu)
≤0103 ≤01025 0150~0180
0102 01020 0150~1100
0102 01020 0165~1105
ω(V ) ω(N i)
0105~0125 0105~0115 0120~0140
日本 SWOSC2V
0150~0160 1120~1160 0150~0180 ≤0103 ≤01030 0150~0180
处理的弹簧内侧不同深度上 45°方向的残余应
力 [ 5 ]进行测量 ,其结果见图 4。
根据 Audi公司标准中心 ( Zentralnorm )规定
的“气门簧残余应力检验 - PV3104”的要求 ,即圆
簧内侧表层不同深度上与轴线成 45°方向的残余
应力值应满足下列数值要求 :
内侧表 面
(深 度
Z
=
用显微硬度计 (维氏硬度计 )测定的试样及 弹簧的表面和芯部硬度见表 2:
项目
表面硬度 心部硬度
样件 1 630 572
表 2 450 ±10 ℃ ×4 h软氮化前后表面及心部硬度
软氮化前 (HV011) 样件 2 样件 3 样件 4 Nhomakorabea平均
样件 1
软氮化后 (HV011) 样件 2 样件 3 样件 4
气体氮碳共渗在汽油机气门弹簧上的应用3
宛杰魁 , 张加林 , 庄耀峰 , 张贤礼
(无锡威孚精密机械制造有限责任公司 弹簧研究所 ,江苏 无锡 214028)
摘要 :分析了用 SWOSC2V , OTEVA 275SC牌号弹簧钢丝卷制的汽油机气门弹簧引入氮化工艺的可行性 ,经讨论后确定以 450 ±10 ℃温度对气门弹簧进行低温气体氮碳共渗 (气体软氮化 )处理 ,通过工艺试验和分析 ,确定了汽油机气门弹簧气 体氮化工艺 。对处理后的弹簧经金相 、静压试验和疲劳试验表明 ,气体软氮化能进一步提高汽油机气门弹簧的抗松弛及 工作可靠性 。 关键词 :气门弹簧 ;表面强化 ;软氮化 ;松弛 ;残余应力 中图分类号 : TK413. 43 文献标识码 : B
国家
牌号
OTEVA 270SC 瑞典 OTEVA 275SC
OTEVA 290SC
ω(C)
ω( Si) ω(Mn)
0150~0160 1120~1165 0150~0180
0150~0170 1120~1165 0170
0150~0170 1180~2120 0185
化学成份 (质量分数 ) / %
37
现 代 车 用 动 力 2007年第 2期
渗氮气氛的“氮势 ”可定义为 PNH3 / PH121150 ,可见氨 分解率越低 (通氨越多 ) ,氮势越高。技术人员通 常是通过调节氨分解率来控制渗氮过程的 。 113 氮化后数据检测 11311 金相分析
将经 450 ±10 ℃氮碳共渗后的试棒及弹簧分 别进行金相分析 ,其金相组织见图 3:
39127 39130 39113 39131 39118 39134 39129 39126 39129 39124 39126
0108 0108 0105 0105 0108 0105 0108 0105 0113 0105 0107
39129 39142 39119 39123 39132 39119 39131 39126 39123 39127 39127
图 4 2种不同工艺处理的弹簧内侧 不同深度上 45°方向的残余应力
11314 静压试验 弹簧经过气体软氮化处理后 ,仍按原工艺进
2007年第 2期 宛杰魁 ,等 :气体氮碳共渗在汽油机气门弹簧上的应用
行喷丸 、强压处理 ,最后进行 72 h静压试验 ,然后 测量其自由高度的变化 ,结果见表 3。
图 3 450 ±10 ℃氮碳共渗后的金相组织 (200X)
从图 3 可以看出 ,试棒和弹簧零件在 450 ± 10 ℃的气体氮化炉中氮碳共渗 4 h其表面出现很 浅的氮化合物层 (白亮层 ) ,而且其化合物层连续 且均匀 ,其表层易腐蚀 ,而且随着氮碳共渗时间的 增加 ,这种易腐蚀层的深度逐步增加 。这是氮原 子向钢表层内不断扩散和扩散层不断增厚的结 果 ,同时 ,经显微硬度检测 ,表层硬度有较大的提 高 ,而各样品内部仍为回火屈氏体组织 。经显微 硬度的测定 ,气体氮碳共渗处理后 ,弹簧的渗层深 度为 145μm ,白亮层为 3μm。这与国外经验数据 存在一定的差异 ,但并不影响研究工作的开展 。 11312 硬度测定
39110 39126 39102 39106 39119 39107 39113 39118 39108 39110 39112
损失率 / %
3 收稿日期 : 2006 - 12 - 23 作者简介 :宛杰魁 (1978 - ) ,男 ,湖北省黄梅县人 ,副所长 ,目前主要从事弹簧新工艺 ,新产品的研究工作 。
2007年第 2期 宛杰魁 ,等 :气体氮碳共渗在汽油机气门弹簧上的应用
表 1 部份工业国相应牌号弹簧钢的化学成份对照
的疲劳抗力 [ 2 ] 。显然 ,汽油机气门弹簧氮化是弹 簧业今后要大力发展的方向 。
1 氮化试验与结果
目前工业生产中常用的软氮化处理方法有 3 种 :液体氮化 、气体氮化和离子氮化 , 3 种方式之 间既有差异又具有互补性 [ 3, 4 ] 。技术人员根据企 业的生产现状 ,决定采用低温气体氮碳共渗工艺 作为本研究课题的弹簧氮化工艺 。 1. 1 材料处理前的情况 1. 1. 1 相关材料化学成分
编号
1 2 3 4 5 6 7 8 9 10 平均
表 3 气门弹簧软氮化与否 72 h静压前后自由高度 H0 变化对比
450 ±10 ℃气体软氮化 ×4 h
未软氮化
静压 H0 / mm
静压后 H0 / mm
损失率 / %
静压 H0 / mm
静压后 H0 / mm
39130 39133 39115 39133 39121 39136 39132 39128 39134 39126 39129
试验用的 Φ311mm , OTEVA 275SC钢丝 ,卷制 前的热处理状态是 : 950 ±10 ℃加热保温并淬油 后于 470 ±10 ℃油回火 。其金相组织为回火屈氏 体 (如图 1所示 ) ,表层无脱碳现象 。这种组织状 态屈强比高 ,有利于氮碳共渗 。
470 ℃) 。同时为了便于将来在连续作业炉中生 产 ,试验时大多采用井式气体渗碳炉 (或井式渗 气体氮化炉 ) ,用以配方的化工原料尽量采用市 场常见的工业原料 。根据国外的试验 ,经气体氮 碳共渗后 ,弹簧表面仅允许出现极小量的白亮层 (氮化合层 ) ,厚度应在 1μm 左右 ,而希望有一定 深度的扩散层 (厚度 100μm 左右 ) ,经喷丸表面 复合强化后 ,内表面残余压应力大于 - 800 M Pa。 11212 试验装置