北京草桥燃气联合循环热电厂“9F”级燃机本体吊装方法
9F级燃机供热机组运行方案专题

单燃机供热运行方案目录第一章工程概况 (1)1.1工程概况 (1)1.2联合循环机组技术条件 (1)第二章热负荷分析 (5)2.1供热现状及现状热源 (5)2.2供热规划 (7)第三章供热方案 (10)3.1设计热负荷 (10)3.2供热方案 (10)第四章单燃机供热方案分析 (12)4.1机组正常运行 (12)4.2蒸汽轮机故障 (12)4.3燃气轮机或余热锅炉故障 (12)第五章结论 (13)第一章工程概况1.1 工程概况xxx热电900MW级燃机工程本期建设规模为一套F级“二拖一”燃气-蒸汽联合循环供热机组,留有再建设一套F级“二拖一”燃气-蒸汽联合循环供热机组余地。
工程厂址位于xxxxxx1.2 联合循环机组技术条件本工程主机招标尚未进行,本次投标暂取用三菱的技术参数,并以三菱提供的热平衡作为系统、设备选型的依据,最终的主机型式和参数通过招标确定。
机组配置型式:二拖一多轴,即2台燃气轮机、2台燃气轮发电机、2台余热锅炉、1台供热蒸汽轮机和1台蒸汽轮发电机机组频率: 50Hz机组出力: 850.2MW(供热工况)950.6MW(年平均工况,性能保证工况)846.5MW(夏季工况)机组热耗率: 4030kJ/kWh(供热工况)6171 kJ/kWh(年平均工况,性能保证工况)6262 kJ/kWh(夏季工况)机组效率: 89.33%(供热工况,性能保证工况)58.34%(年平均工况,性能保证工况)57.48%(夏季工况)注:1)供热工况指:环境条件为温度-3.3℃,大气压101.3Pa(a),相对湿度59%,冬季供热运行。
2)年平均工况,性能保证工况指:环境条件为温度12.6℃,大气压101.6kPa(a),相对湿度63%,纯凝运行。
3)夏季工况指:环境条件为温度26.5℃,大气压101.3kPa(a),相对湿度77%,纯凝运行。
4)燃气低位发热量(LHV)约为35.3868MJ/Nm3(Nm3系指环境条件为:压力101.32kPa,温度20℃。
燃机施工工法最终版

燃气轮机安装施工工法1.前言近年来随着沿海经济开放地区经济快速发展,对电力能源的需求越来越大。
但随着煤炭资源的日趋紧张,火电机组的建设和运营受到一定的限制。
因此,国内新建了一批以天然气为燃料的大容量(9F) 燃气-蒸汽联合循环发电机组,以缓解电力行业因煤炭资源问题带来的压力。
燃气-蒸汽联合循环发电的主要优点在于它的效率高、同比投资低、排污指标低、建设周期短、占地和用水量少、调峰性能好、自动化程度高。
在9F燃气轮机组安装中,由于燃机为国外整体总装件,体积超大、重量超重,燃机的相关系统及附件需现场组合安装,而国外厂商对安装工艺要求非常严格,需要通过系统的工艺研究、科学合理的施工组织,解决大件设备的吊装、设备安装工序的排列及衔接、设备系统的安装质量等技术难题,以保证机组的整体安装质量。
因此,山东电力建设第三工程公司系统地研究和编写了9F燃气轮机组的施工工法,以指导今后9F系列燃气轮机组的安装工作。
2.工法特点2.1 在燃机吊装过程中采用吴氏多功能组合吊具,燃机直接从厂房内起吊,无需在混凝土平台预留吊装孔洞,无需搭设起吊架及拖运轨道,提高了工作效率,降低了施工造价,且安全可靠,确保燃机安全起吊就位。
2.2 在燃机附属管道安装过程中,采用爆破吹扫工艺及其它一系列措施,保证了管道清洁度。
2.3 在燃机排气道安装过程中,采用逆向安装的方式,先从锅炉侧开始就位排气道组件,然后从燃机侧依次将各部分连接起来,安装顺序安排合理,安装顺畅。
3.适用范围本工法适用范围主要用为9F级燃气—蒸汽联合循环机组,机组采用一拖一单轴布置,机组配置型式为1+1+1+1(1台燃机、1台汽机、1台发电机和1台余热锅炉)。
4.工艺原理4.1 依据燃机的结构特点,采用精密光学水准仪精确测量机组设备埋件及土建结构的位置状态,依据机组装配图及厂家技术要求,采用水连通、合像水平对燃机台板进行精确找平、找正。
4.2 通过对行车、主厂房行车梁的受力计算和分析,在燃机就位中心线的正上方的行车主梁上附加吴式多功能组合吊具,依此提高行车主梁的承载能力,利用吴氏多功能组合吊具的提升装置将燃机起吊并就位。
浅谈GE公司9F燃机的安装方法与工艺
浅谈GE公司9F燃机的安装方法与工艺摘要:GE公司推出的9F级燃气轮机已遍布世界各地,得到了广泛的应用。
文章结合某电厂工程实际,分析并探索了GE公司9F燃机的安装方法与工艺,为以后的燃机安装提供了宝贵经验。
关键词:GE公司9F燃机安装通用电气公司(General Electric Company)(以下简称GE)是一家拥有130多年能源创新历史,并在160多个国家拥有机组运行经验的公司。
作为世界燃气轮机技术的领跑者,GE推出的9F级燃气轮机实现了多项业界第一。
9F燃机产品线通过对一些机组共有部件的技术升级,来增加机组出力,提高效率,降低排放,提高部分负荷运行能力,同时提高了可用率和可靠性。
目前,9F燃机已遍布世界各地,得到了广泛的应用。
1.概述某电厂成功安装了一台美国GE公司的9F燃气轮发电机组,此机组作为当前燃气轮机的主流机组,无论从设计还是性能都是世界一流的,本机组采取燃气轮机-蒸汽轮机-发电机同轴、侧面进气、轴向排气的布置方式。
本文将结合该工程实际,分析并探索GE公司9F燃机的安装方法与工艺。
2.GE 9F燃机关键安装点及其方法2.1.基础准备9F型燃机地脚螺栓都是是预埋的,所以必须严格按照图纸设计尺寸去复查螺栓的位置及标高,偏差控制在2mm以内。
9F燃机台板由固定器支撑,根据GE图纸,调整燃机固定器标高和水平,可加工台板找正器进行找正。
2.2.三点落脚检查首先,根据厂家图纸确定后端键的位置,安装临时轴向限位键,防止顶起燃机过程中机组发生轴向窜动。
其次,检查前腿垫片厚度,做好记录。
基础上安装4个千斤顶头,准备一个200吨千斤顶和一个50吨千斤顶,顶起燃机前端,拆去运输销子。
并安装前支撑腿垫片和运行销。
第三,在燃机前支撑腿上下方向上支上8个百分表(左右各支四个百分表),在后支撑腿轴向方向上支2个百分表(左右分别支一个百分表,这是为了检查燃机在顶升过程中是否轴向窜动),在200吨千斤顶处支一个百分表。
9FA燃气轮机运行规程

目录第一章燃气轮机技术规范及主要技术性能 (1)第二章燃气轮机辅助系统及操作 (4)第一节盘车与顶轴油系统 (4)第二节天然气前置模块系统 (6)第三节燃料模块系统 (11)第四节冷却与密封空气系统 (15)第五节加热和通风系统 (18)第六节压气机进气处理系统 (22)第七节二氧化碳火灾保护系统 (27)第八节危险气体检测系统 (33)第九节清吹空气系统 (34)第十节轴系振动管理(Bently)系统 (37)第三章机组水洗 (40)第一节水洗系统概述 (40)第二节在线水洗 (41)第三节离线水洗 (42)第四节水洗工作注意事项 (43)第四章事故处理 (45)第一节事故处理原则 (45)第二节紧急停机 (45)第三节着火 (46)第四节系统事故处理 (47)第五章附录 (54)第一章燃气轮机技术规范及主要技术性能1.概况本厂燃机为GE公司设计的MS9001FA系列PG9351FA重型、单轴燃气轮机,包括压气机、燃机透平、燃烧室和两个支撑轴承。
燃料为天然气,功率输出方式是冷端输出。
压气机为轴流式,由压气机转子和气缸组成。
在气缸中安装了18级压气机动、静叶,以及压气机进口可转导叶和出口导叶。
可转导叶用于限制启动期间的空气流量和提高联合循环部分负荷下的效率。
燃烧室为逆流分管型,共18个,布置在压气机排气缸外围,顺气流方向看为逆时针排列。
它包括燃料喷嘴、火花塞点火器、火焰探测器、联焰管和过渡段。
燃机透平有3级喷嘴和动叶,主要部件包括:喷嘴、动叶、转子、气缸、排气框架、排气扩压器、隔板和护环。
燃机单元中压气机和燃机转子均为盘鼓型,压气机转子通过18根长拉杆拉紧,燃机转子通过分段拉杆拉紧。
燃机转子由两个滑动轴承支撑,#1轴承、#2轴承均为可倾瓦轴颈轴承,位于转子两端,转子的轴向推力由双面轴向推力瓦轴承自行平衡。
这些轴承装在两个轴承壳内:#2轴承箱位于透平排气框架中,由于该处温度高,因此设有轴承冷却风机对#2轴承进行冷却和密封;#1轴承位于压气机进气口。
9F燃机余热锅炉安装质量控制措施探讨 富云波

9F燃机余热锅炉安装质量控制措施探讨富云波摘要:随着时代的迅速发展,现如今我国的经济和人民的生活水平都得到了显著的提高,这也意味着对于电力的相关要求会更高,只有安全稳定的电力环境才能保障人民的日常生活。
这样的新时期背景也使得燃气轮机电站面临着巨大的机遇和挑战,燃机机组拥有较之以往的燃煤机组环保性更强,不仅降低了含磷、含氮等有毒有害气体的排放,同时更是大大降低了烟尘的产生率。
在如今居民生活和工作用电需求猛增的环境下,燃气轮机机组由于其反应迅速的启停特点,能够很好地在用电高峰期对电网进行调配,满足用电需求,降低了事故的产生。
随着全球环保意识的增强和环保理念的倡导,如何有效发挥出燃机机组的价值有着极高的重要性,本文主要针对9F燃机余热锅炉安装质量控制措施进行了相应的探讨。
关键词:9F燃机;余热锅炉;安装质量;质量控制引言在我国的新时代背景下,人们的生活工作都对电力有着极大的需求,同时我国工业生产也大都离不开电力的应用,近些年来随着人们环保意识的加强,对于电力结构进行优化的意识也得到了加强。
为了加大发电工作的清洁性和可持续发展性,9F燃机机组如今得到了广泛的使用,9F燃机机组和以往的机组相比有着绝对性的优势,不仅在环保性方面有着超高的清洁性特点,同时还能最大程度地对能源进行利用,提升了能源的利用效率。
由于9F燃机机组的设备部件都比较庞大,相应质量也更重,因此在具体的施工过程里有着更高的要求,为了保证安装环节能够有效进行,必须加强相关的质量控制。
在燃机机组中达到能量转换作用的中间部分便是余热锅炉,这是构成燃机机组的主体部分,在其转换环节中牵扯到庞大的能量,所以更需加强安装的质量控制工作。
只有对9F燃机余热锅炉安装质量控制进行深入的研究和分析,才能够使该项质量控制技术得到进一步的发展和改善。
一、9F燃机余热锅炉的具体结构9F燃机余热锅炉的具体结构十分复杂,其辅机设备便包含有众多部件。
主要部件即为出口烟道、用于连接的管道、烟囱、由受热面模块及钢架护板构成的锅炉主体、汽包、给水和热水再循环泵、平台扶梯、用于排污的扩容器等。
北京草桥燃气联合循环热电厂“9F”级燃机本体吊装方法

北京草桥燃气联合循环热电厂“9F”级燃机本体吊装方法【摘要】燃气机组的燃机本体是燃机电厂安装中的最大件,其重量重,且外形尺寸大,就位位置无法采用常规思路用吊机直接吊装就位,需要采用专用的吊装机工具吊装至运转层然后水平拖运就位。
【关键词】燃机本体;拖运;专用吊架;液压提升装置1.机组情况概述北京草桥燃气联合循环热电厂二期工程为1套二拖一燃气蒸汽联合循环发电供热机组,其中2台“9F”级燃气轮发电机组包括2台上海电气-西门子公司生产的SGT5-4000F燃气轮机和2台上海电气生产的QFSN-300-2发电机。
2.吊装思路燃机本体的吊装思路是:经厂房中间通道倒运至燃机房吊物孔0m层,采用一套特制的吊装专用门架,在吊装架上布置4个200t液压提升装置用于设备起吊,同时吊装架下布置4只120t重物移运器,沿事先铺设在D~E轴线区域的拖运轨道,利用吊装架将设备拖运至设备就位位置。
2.1 设备情况概述燃机本体设备运输重量主为310t,外形尺寸(长×宽×高)为10820×5040×4950mm,同侧吊耳中心线间距5577.4mm,两侧吊耳端面间距3010mm/3886 mm。
2.2 液压提升装置简介GYT-200型钢索式液压提升装置由电力工业部电建研究所研制专用于大件设备的吊装作业,该装置由结构相同的四组液压缸、两台液压泵站、一个压力表柜和一个电气控制柜等主要部件组成。
额定提升力:单缸200t、四缸800t3.拖运轨道的制作与安装燃机本体的拖运轨道布置在燃机房2-D~2-E/2-4~2-8区域内0m层和燃机基础0m层,轨道总长约56米,宽7.7米,轨道布置位置及形式见下图所示,轨道梁根据现场实际情况采用I63b和I45c工字钢双拼制作,两条轨道梁之间采用20号槽钢连接固定,在轨道梁上铺设#28槽钢作为拖运轨道,双拼工字钢以及轨道梁与槽钢的连接均采用焊接的形式进行连接。
4.吊装用门架的制作吊装用门架长6.2米、宽5.8米、高9米,见图1,通过两根主梁布置在燃机房0米层的轨道上。
GE 9F级燃机热工本体设备安装探讨

GE 9F级燃机热工本体设备安装探讨作者:赵建德来源:《电子技术与软件工程》2015年第23期摘要GE燃机模块化安装,大部分热工设备已集成安装在相应模块内,埃及吉萨项目热工专业单台机组现场安装热电偶、本体探头等设备163台。
由于燃机本体设备安装质量直接影响机组安全稳定运行,所以热工专业燃机本体设备安装为专业质量控制的重点,重点设备安装需要专业工程师全程监督。
【关键词】GE燃机燃机控制设备系统1 燃机控制设备系统 Control Devices –Turbine(MIL 0415)简介GE 9F级燃机热工本体设备,包括燃机本体轮间温度、排气温度、轴承金属温度以及振动转速探头等设备,本体设备信号大都参与燃机安全保护、跳机等。
此系统共有热工仪表设备94套,其中GE燃机在厂内已完成47套本体热工设备安装,剩余47套仪表设备现场安装完成,包括:2支点火器、4个火检探头、18个CDM探头、4支轮间温度热电偶以及31支排气温度热电偶。
下面将设备安装过程中重点难点作简要介绍。
2 火花塞安装GE 9F型燃机设计有2个点火器,分别布置在燃机2号和3号燃烧室上。
安装材料包括:火花塞、螺栓(带平垫)以及火花塞垫片。
火花塞安装过程中出现的问题:吉萨项目1B机组在点火器安装过程中发现,2#燃烧室上点火器无法插入安装。
经检查发现GE整体供货燃烧室内部套筒错位,致使堵塞了点火器安装位置。
由于18个燃烧室相互间连通,最后GE拆除3个燃烧室整体调整内部套筒后完成。
由于此时燃机罩壳内施工基本结束,工作空间小,燃烧室上燃气燃油管路拆除等工作量大,燃烧室套筒调整工作影响了整体安装调试进度。
另外在机组点火后发现,16号燃烧室上火焰探头无法检查到火焰,经检查同为燃烧室套筒错位挡住火焰探头检测孔,GE在现场做了同样的调整。
建议今后类似项目规避措施:对于类似GE这种模块化安装方式,现场安装设备较少。
但是对于需要现场安装的重要设备,在机务设备就位后,专业要提前对这些设备安装部位进行检查确认,必要时进行试装。
9FA燃机安装工艺控制

漕泾热电联供9FA燃机安装工艺控制蒋海峰(上海电力建设有限责任公司,上海 200033)摘 要:上海化工区漕泾热电联供电厂工程安装2台双轴布置、引进型9FA燃机联合循环机组。
该工程的安装调试列为上海市科技创新攻关项目,通过对安装难点及控制工艺的攻关,1、2号机组安装调试取得了较好成果。
2台机组性能试验的各项指标,都达到国外同类型机组优秀水平。
论述了9FA燃机安装和调试中遇到的工程难点及控制工艺,如:燃机大件吊装及找正、落差试验及螺栓拉紧、燃烧器喷嘴安装、轴系中心找正控制、润滑油清洁度控制等。
关键词:P G9351FA燃机;安装;工艺控制中图分类号:T M611.3 文献标识码:B1 引言漕泾热电联供电厂项目采用2套328.4M W 的燃机联合循环机组。
每套由一台9F级燃气轮发电机组和一台双压无再热的余热锅炉和一台双抽凝汽式汽轮机组成 1拖1的双轴燃气-蒸汽联合循环机组。
燃机型号为PG9351FA,使用天然气和轻油,可在运行中相互切换。
发电机型号为324 LU,单机额定容量263.3MW,转子、定子铁心为多路径向氢表面冷却,端部结构也为氢表面冷却,定子线圈绕组采用水冷却方式。
由于是国内首台9FA燃机安装,故以安装工艺控制为突破口,通过新工艺和新材料的应用,探索和积累9FA燃机安装资料,并通过对第1台燃机安装工艺的控制和尝试,在第2台燃机安装工艺上进行优化和改进,取得更好的效果。
作为对9FA燃机安装程序关键点控制和攻关,选取机组轴系轴承的振动控制、燃机就位找正及发电机就位找正、燃机与发电机轴向相对位置的确定、燃机落差试验、燃机燃烧器喷嘴现场安装、靠背轮中心最终找正及联接、滑销系统安装、机组膨胀控制、发电机氢系统的防漏、燃机润滑油系统、燃气系统清洁度保证来保证燃机投用后的性能指标和减低机组故障率。
2 9FA燃机工艺程序控制及控制关键点2.1 燃机、发电机底板及固定器安装2.1.1 工艺程序控制土建交付后对固定器、预埋底板、预埋锚固板、预埋滑销进行检查,并做好清渣、抛光等工作,将表面平整度控制在大于0.05mm/m,然后按图纸对浇灌好的基础进行检查和复测,清洗和准备每个浇灌口、验证地脚螺栓的垂直度,每米距离铅锤不超过2mm。
9F立式余热锅炉受热面模块施工工序

145工 艺 与 装 备9F立式余热锅炉受热面模块施工工序马德海(京能集团北京京西燃气热电有限公司,北京 100041)摘 要:北京京西燃气热电厂的余热锅炉为无锡华光锅炉股份有限公司供货的立式余热锅炉,受热面模块分三列布置,每列5组,共计15个模块。
在锅炉受热面模块安装过程中采取了一系列针对性的施工方案,如模块吹扫、护板平移、八点吊装以及液压提升等安装工艺。
因此,主要对本工程燃气机组锅炉受热面模块的施工方案进行详细介绍,供今后设计同类型锅炉参考。
关键词:燃气机组;立式余热锅炉;受热面模块施工方案Construction Procedure of Heating Surface Module of 9F Vertical Waste Heat BoilerMA Dehai(Jingneng Group, Beijing Jingxi Gas Thermal Power Co., Ltd., Beijing 100041)Abstract: The waste heat boiler of Beijing Jingxi gas thermal power plant is a vertical waste heat boiler supplied by Wuxi Huaguang Boiler Co., Ltd. the heating surface modules are arranged in three columns with five groups in each row, with a total of 15 modules. In the process of boiler heating surface module installation, a series of targeted construction schemes are adopted, such as module purging, guard plate translation, eight point hoisting, hydraulic lifting and other installation technologies. This paper mainly introduces the construction scheme of the heating surface module of the gas turbine boiler in detail, for reference of the same type of boiler in the future.Key words: gas turbine; vertical waste heat boiler; heating surface module construction scheme立式余热锅炉受热面模块吊装主要采用液压提升方法,本项目余热锅炉炉型受热面模块布置紧凑,且离四侧炉膛护板较近,吊装难度较大。
9FA燃气-蒸汽联合循环发电机组燃机安装

位 置在 ± 3.1 m 以内。在拆 除前 导 向键 上 的装运 销之前 ,必须将 m 8 后 导 向键 的 轴 向 和 水 方 向 都 周 定 。 否 则 可 能 导 致 燃 机 的 严 重 损 坏 。 装 好 排 气 扩 压 器 后 进 行 三 点 落 脚 检 查 , 放 在 三 点 支 撑 上 后 , 检 查燃 机 支 撑 腿 和 底 盘 顶 部 之 间 的 间 隙 变 化 情 况 。 支 撑 腿 之 间 的 间隙 变 化 不 应 超 过 0 3 m 如 果 变 化 超 过 这 个 限额 , 用 垫 片 调整 来 达 到 这 个 要 . 8l 。 n 求 ,重 新放 下 并 拧 紧螺 栓 。 并 按要 求 检 查所 有 导 向键 。确 定 正确 的燃 机 中心线 高度 。为 了最终对 中,轴 向倾 斜 应设 为 0. mm/ 33 m, 排气 端 高度 误 差 为 ± 0 0 6 m。燃 机 的水 甲 度 可 通 过 在 燃 机 轴 上 放 ~ . 7r a 个 精 确 的水平 仪 来 检 查。 ・ 为便 于 安装 ,在安 装汽 机 高中压 缸前应 将负 荷靠背 轮连接 到燃 机 的 冷 端 驱 动 法 兰 上 。 把 负 荷 靠 背 轮 短 轴 莳 湍 轴 靠 背 轮 法 兰 放 在 于 冰 里 , 放 上 大 约 4 小 时 。 在 靠 背 轮 和 燃 气 轮 机 端 部 止 口上 涂 上 防 咬 合 润 滑 剂 F 卜 P o 注 意 联 轴 节 表 面 高 点并 确 定 负 荷 联 轴 节 与 转 子 正 确 e r。 找正 。吊装 负荷联 轴节 并与 转子 找正 。滑动 负荷 靠背轮 止 口使其进 入燃 气轮 机靠 背轮 法兰 末端 内,用两根 螺栓 对 中,再用 另四根 螺栓 将 其 拉 在 一起 , 确 保 两 个 靠 背 轮 法 兰 之 间 用 0 0 I 的塞 尺 塞 不 进 。 . 4l l m 安装 联轴 节双 头 螺栓 ,用手 拧紧 ,不 要把燃 机端 与发 电机端 的方 向 装 错 。 按 顺 序 拧 紧 双 头 螺 栓 。 第 l 遍 应 将 液 压 装 置 压 力 设 定 在
9F燃机余热锅炉控制流程说明

9F燃机余热锅炉控制流程说明(供参考)HBG-GE图号:Y06750SM杭锅自动化工程有限公司2007年9月注:以下的启停说明,如有不完善之处,希望用户、设计院及GE公司能进一步优化和完善,如有必要可在进一步会议中讨论。
一、HRSG(冷态启动)启动前的准备:1.低压给水电动阀开X0LAB71AA002开2.低压给水旁路调节阀关X0LAB71AA101关3.低压循环泵1.2出口电动阀关X0LAB73AA002关X0LAB73AA004关4.低压循环泵出口调节阀关X0LAB73AA101关5.低压汽包给水调节阀关X0LBJ11AA101关6.低压汽包给水旁路电动阀关X0LBJ11AA003关7.低压汽包紧急放水阀关闭X0LBJ11AA411关X0LBJ11AA412关8.低压汽包排污调节阀关X0LBJ11AA422关9.低压蒸发器定期排污阀关X0HAD11AA422关10.低压蒸汽对空排汽阀开X0LBA71AA403开X0LBA71AA404开11.低压蒸汽阀前疏水阀关X0LBA71AA409关12.低压蒸汽阀后疏水阀关X0LBA71AA411关13中压给水电动阀关X0LAB81AA002关14.中压给水旁路阀开X0LAB81AA003开15.中压给水泄压阀关X0LAB82AA004关16.中压给水泄压调节阀关X0LAB82AA103关17.中压给水调节阀关X0LAB81AA101关18.低压汽包补汽电动阀关X0LBD21AA001关19.低压汽包补汽调节阀关X0LBD21AA101关20.中压汽包启动排污阀关X0LBJ21AA101关21.中压汽包连续排污阀关X0LBJ21AA102关22.中压汽包紧急排污阀关X0LBJ21AA405关X0LBJ21AA406关23.中压蒸发器排污阀关X0HAD21AA421关24.中压过热器疏水阀关X0HAH21AA402关25.中压蒸汽对空排汽阀开X0HAH21AA501开X0HAH21AA502开26.中压蒸汽疏水阀关X0HAH21AA504关27.中压蒸汽调节阀关X0HAH21AA101关28.中压蒸汽电动阀关X0HAH21AA012关29.中压蒸汽旁路阀关X0HAH21AA011关30.再热器1入口管道疏水阀关X0LBC21AA402关31.再热减温器入口疏水阀关X0LBB21AA402关32.再热减温器出口疏水阀关X0LBB21AA405关33.再热减温水电动阀关X0LAF81AA002关34.再热减温水调节阀关X0LAF81AA101关35.热再热蒸汽对空排汽阀关X0LBB81AA502关36.热再热蒸汽疏水阀关X0LBB81AA402关37.高压给水调节阀关X0LAB91AA101关38.高压给水旁路调节阀关X0LAB91AA102关39.高压给水电动阀开X0LAB91AA004开40.中压汽包补汽电动阀关X0LBD31AA001关41.中压汽包补汽调节阀关X0LBD31AA101关42.高压汽包连排调节阀关X0HAG31AA494关43.高压汽包紧急放水阀关X0HAG31AA411关X0HAG31AA412关44.高压汽包启动调节阀关X0HAG31AA492关45.高压蒸发器疏水阀关X0HAD31AA422关46.高压过热器1疏水阀关X0HAH31AA407关X0HAH31AA409关47.高压减温器出口疏水阀关X0HAH31AA402关48.高压过热器2疏水阀关X0HAH32AA404关49.高压蒸汽对空排汽阀开X0LBA91AA501开X0LBA91AA502开50.高压蒸汽阀前疏水阀关X0LBA91AA404关51.高压蒸汽阀后疏水阀关X0LBA91AA402关52.高压给水泵1出口电动阀关X0LAB90AA003关53.高压给水泵2出口电动阀关X0LAB90AA004关54.中压给水泵1出口电动阀关X0LAB80AA003关55.中压给水泵2出口电动阀关X0LAB80AA004关56.HP汽包连排至连排扩容器电动阀关X0LCQ01AA001关57.IP汽包连排至连排扩容器电动阀关X0LCQ01AA002关58.HP汽包连排至定排扩容器电动阀关X0LCQ31AA001关59.IP汽包连排至定排扩容器电动阀关X0LCQ21AA001关58.LP汽包进水至启动水位正常水位下200mm此时低压汽包给水调节阀投入,启动循环泵,并且循环泵出口电动阀打开,上水完毕后,关闭低压蒸汽对空排汽阀(X0LBA71AA403/X0LBA71AA404)。
9F燃机余热锅炉安装技术质量控制探讨

9F燃机余热锅炉安装技术质量控制探讨发布时间:2022-05-09T07:45:46.608Z 来源:《新型城镇化》2022年9期作者:吴显聪[导读] 随着中国经济和社会的快速发展,对电力的需求也在不断增加。
中国能源建设集团东北电力第一工程有限公司辽宁省沈阳市 110179摘要:随着中国经济和社会的快速发展,对电力的需求也在不断增加。
为了保证电力供应,提高发电的清洁和环保水平,9F燃气轮机机组以其高效、清洁、环保的特点,逐步得到广泛推广,将燃气和蒸汽结合起来,实现循环运行。
9F燃机机组具有体积大、重量重、设备部件施工要求高的特点,在安装调试过程中需要加强质量控制。
9F燃气轮机余热锅炉作为燃气机组的重要组成部分,在燃气机组的工作中发挥着不可替代的作用,实现了能量的相互转换,并在转换过程中产生大量能量。
因此,9F燃气轮机余热锅炉的安装技术要求非常严格。
本文将对9F燃气轮机余热锅炉的安装技术进行研究和探讨,以不断积累9F燃气轮机余热锅炉的安装质量控制技术,推动燃气轮机余热锅炉安装技术的进一步发展。
关键词:9F燃机;余热锅炉;安装技术;质量控制1 9F燃机余热锅炉组成结构本9F余热锅炉采用露天布置、卧式炉型,其钢结构为钢构架与炉壳组合自支承形式,锅炉本体由进口烟道、换热室、出口烟道和烟囱组成。
换热室的前部连接锅炉的进口烟道,尾部连接锅炉的出口烟道和烟囱。
高、中、低压3个锅筒和除氧器置于炉顶钢架上,低压锅筒同时作为除氧器水箱。
换热室内共布置了6个模块,合计123片单受热面,单受热面重约为20t,垂直布置于换热室内,每个模块沿锅炉宽度方向分成左、中、右3个单元。
综合所知,从燃气轮机排气扩散段处烟气进入锅炉进口烟道,然后流经锅炉本体各受热面后,经出口烟道、烟囱排入大气。
2余热不能回收产生的影响 2.1造成余热的浪费热介质炉正常运行时的操作温度为280℃,炉膛内部高达320℃,经过烟囱直接排入大气,造成这部分余热不能很好地得到利用。
浅谈燃机余热锅炉受热面模块吊装方法

浅谈燃机余热锅炉受热面模块吊装方法摘要: 燃气轮机联合循环发电具有以下独特的优点:①发电效率高。
②环境保护好。
③运行方式灵活。
④消耗水量少。
⑤占地面积少。
⑥建设周期短。
是实现节能减排和能源供应可持续发展的必由之路,是现代能源领域发展的不可逆转的潮流。
燃气轮机联合循环发电机组是燃气轮机、发电机与余热锅炉、蒸汽轮机、发电机共同组成的循环系统,余热锅炉将燃气轮机作功后排出的高温乏烟气回收转换为蒸汽。
燃机余热锅炉,是燃气-蒸汽联合循环的重要组成部分。
燃机余热锅炉发展至今,形成了各种结构形式和布置方法,受热面的布置方式也是各不相同,受热面尺寸大,无刚性支撑,容易变形,因此受热面的吊装是余热锅炉安装的重点和难点吊装。
本文以几个工程实例,对目前常见的受热面吊装方法进行简单的介绍。
关键词: 燃气轮机联合循环;余热锅炉;受热面吊装;1、前言余热锅炉受热面组件主要指凝结水加热器、省煤器、蒸发器、过热器、再热器等组件,结构形式上基本相似,只是管子的尺寸和材质不尽相同。
根据其布置形式不同,余热锅炉分为卧式和立式两种,卧式余热锅炉是指,各受热面管子垂直布置,烟气横向流过各受热面,受热面制造时分为大尺寸组合件(重量大)和单片式组合件(重量小);立式余热锅炉是指,各受热面管子水平沿高度方向布置,烟气自下而上流过各受热面,受热面制造时一般为大尺寸组合件。
2、卧式余热锅炉(大尺寸模块)吊装方案选择以江苏某电厂2×220MW燃机热电工程为例,采用两台余热锅炉为杭州锅炉集团有限公司生产,是双压、自然循环、卧式、无补燃余热锅炉。
每台锅炉受热面模块10件,组件长23.5m,最重155t。
卸车方案:采用一台CC2500(450t)履带吊通过厂家提供的平衡扁担单机卸车。
余热锅炉受热面模块卸车采用厂家提供的专用平衡扁担,由卸车示意图可知,使用的钢丝绳分为扁担上钢丝绳和扁担下钢丝绳。
吊装方案:余热锅炉受热面模块吊装采用炉架顶部穿吊就位的方式,主力吊机为一台CC2500(450t)履带吊,辅助吊机为一台LS-368RH-5(250t)履带吊,外加一套由锅炉厂家提供的模块安装起吊架,配合完成吊装任务。
浅谈9F燃机安装及其质量安全控制对策
浅谈 9F燃机安装及其质量安全控制对策摘要:伴随着我国经济蒸蒸日上,我国社会主义现代化建设事业取得了举世瞩目的成果。
工程项目如火如荼地在全国各地开展建设。
各大企业也陆续将各种先进的信息技术手段用于机械设备当中,实现了施工生产的高效性。
在电力方面得到了广泛地应用。
因此本文在9F燃机轴系构成入手,对9F燃机热控安装问题进行了深入探究。
关键词:9F燃机;安装;质量控制引言随着现代经济社会的发展,电力工程行业也随之迎来了极大的变革,最主要技术呈现机电一体化设备的发明和生产,以及电气自动化技术的广泛应用,由于9F燃机燃气轮机结构上采用轴向排气,排气阻力小,而且便于余热锅炉布置。
燃气轮机均采用压气机冷端拖动发电机,便于安装运行和维护。
因而F级燃气轮机是建设大型联合循环电厂的首选机型。
1、9F燃机轴系构成单轴布置的9F燃气机组由高压缸(HP)、中压低缸(IP-LP)、燃机(GT)、发电机(GEN)构成,其轴系由燃机前后两个内置式轴承,高压缸前后两个落地式轴承,滑环短轴后有一轴长(可倾),发电机转子前后两个落地式内置式轴承,中低压缸后一内置轴承组合成;滑环轴及高压转子间为SSS联轴器连接。
其中,燃机,中间轴、SSS联轴器、发电机滑环轴为现场散装供货。
1.燃机轴系的安装及调整要点2.1 SSS联轴器连接根据轴系找中图纸,高压缸、中低压缸及其转子、复测发电机、SSS联轴器的轴向尺寸:将SSS联轴器吊装就位,拆除外部吊装环,带上螺栓;将SSS联轴器的对轮螺栓分别与高压转子与滑环轴连接,按照设计要求拧紧力矩;安装SSS 联轴器同心度测量工具;SSS联轴器同心度测量:根据图纸要求,在SSS联轴器的5个端面,搭设5个百分表。
将SSS联轴器的外圆端面分成8个等份。
盘动转子,分别在1-8位置记录5个百分表的数值,计算出同心度。
同心度需要测量2次,分别在SSS联轴器齿轮齿合和断开时测量;SSS联轴器齿轮齿合深度及开度测量,如图1所示:通过深度尺,分别在SSS联轴器齿轮齿合断开时测量A及开度B。
9F燃机锅炉新型吊装式脚手架关键技术研究与应用
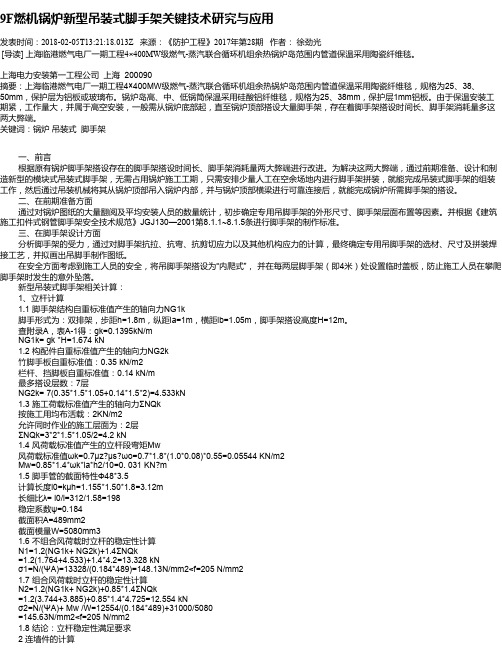
9F燃机锅炉新型吊装式脚手架关键技术研究与应用发表时间:2018-02-05T13:21:18.013Z 来源:《防护工程》2017年第28期作者:徐劲光[导读] 上海临港燃气电厂一期工程4×400MW级燃气-蒸汽联合循环机组余热锅炉岛范围内管道保温采用陶瓷纤维毯。
上海电力安装第一工程公司上海 200090 摘要:上海临港燃气电厂一期工程4×400MW级燃气-蒸汽联合循环机组余热锅炉岛范围内管道保温采用陶瓷纤维毯,规格为25、38、50mm,保护层为铝板或玻璃布。
锅炉岛高、中、低锅筒保温采用硅酸铝纤维毯,规格为25、38mm,保护层1mm铝板。
由于保温安装工期紧,工作量大,并属于高空安装,一般需从锅炉底部起,直至锅炉顶部搭设大量脚手架,存在着脚手架搭设时间长、脚手架消耗量多这两大弊端。
关键词:锅炉吊装式脚手架一、前言根据原有锅炉脚手架搭设存在的脚手架搭设时间长、脚手架消耗量两大弊端进行改进。
为解决这两大弊端,通过前期准备、设计和制造新型的模块式吊装式脚手架,无需占用锅炉施工工期,只需安排少量人工在空余场地内进行脚手架拼装,就能完成吊装式脚手架的组装工作,然后通过吊装机械将其从锅炉顶部吊入锅炉内部,并与锅炉顶部横梁进行可靠连接后,就能完成锅炉所需脚手架的搭设。
二、在前期准备方面通过对锅炉图纸的大量翻阅及平均安装人员的数量统计,初步确定专用吊脚手架的外形尺寸、脚手架层面布置等因素。
并根据《建筑施工扣件式钢管脚手架安全技术规范》JGJ130—2001第8.1.1~8.1.5条进行脚手架的制作标准。
三、在脚手架设计方面分析脚手架的受力,通过对脚手架抗拉、抗弯、抗剪切应力以及其他机构应力的计算,最终确定专用吊脚手架的选材、尺寸及拼装焊接工艺,并拟画出吊脚手制作图纸。
在安全方面考虑到施工人员的安全,将吊脚手架搭设为“内爬式”,并在每两层脚手架(即4米)处设置临时盖板,防止施工人员在攀爬脚手架时发生的意外坠落。
燃机本体复装应具备条件
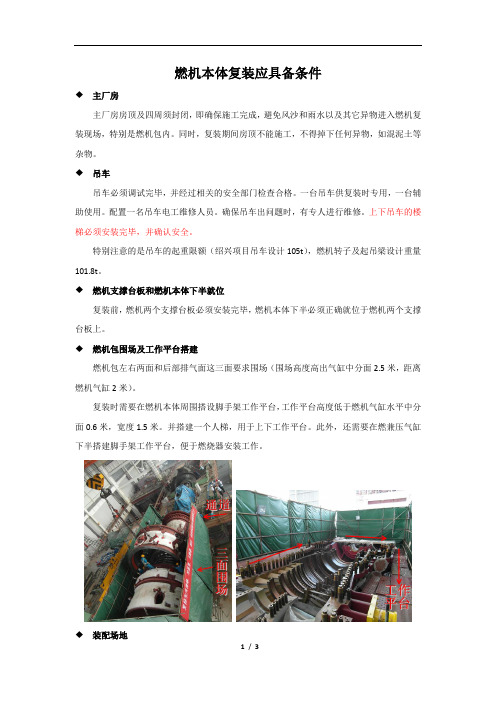
燃机本体复装应具备条件◆主厂房主厂房房顶及四周须封闭,即确保施工完成,避免风沙和雨水以及其它异物进入燃机复装现场,特别是燃机包内。
同时,复装期间房顶不能施工,不得掉下任何异物,如混泥土等杂物。
◆吊车吊车必须调试完毕,并经过相关的安全部门检查合格。
一台吊车供复装时专用,一台辅助使用。
配置一名吊车电工维修人员。
确保吊车出问题时,有专人进行维修。
上下吊车的楼梯必须安装完毕,并确认安全。
特别注意的是吊车的起重限额(绍兴项目吊车设计105t),燃机转子及起吊梁设计重量101.8t。
◆燃机支撑台板和燃机本体下半就位复装前,燃机两个支撑台板必须安装完毕,燃机本体下半必须正确就位于燃机两个支撑台板上。
◆燃机包围场及工作平台搭建燃机包左右两面和后部排气面这三面要求围场(围场高度高出气缸中分面2.5米,距离燃机气缸2米)。
复装时需要在燃机本体周围搭设脚手架工作平台,工作平台高度低于燃机气缸水平中分面0.6米,宽度1.5米。
并搭建一个人梯,用于上下工作平台。
此外,还需要在燃兼压气缸下半搭建脚手架工作平台,便于燃烧器安装工作。
◆装配场地复装场地(13米平台)地面应干净平整,需求面积至少400平米,并用高1.5米护栏围住。
用于摆放零部件和复装工具(集装箱)、部件复装前检查和清洗。
需配合将燃机复装用的零部件吊入装配场地的指定位置,并将燃机复装用工具集装箱吊入13M平台指定位置。
枕木30根(用于支垫设备,便于清理),花胶布300平方米(用于遮盖设备,及防止异物进燃机)◆电源和照明、压缩空气和氩气额定电流为65A~100A的配电箱一个(其中380V电源接口2个,220V电源接口4个),安装位置根据现场情况确定,以便提供必要的电源供复装工具使用(电焊机、螺栓加热器、电动打磨工具等);至少4~6盏1KW的施工用的照明灯,以便作为燃机包内必要的照明灯光设施。
配备清扫的压缩空气(若无可用空气压缩机),氩弧焊用氩气。
◆安全消除燃机复装现场的危险源和完全隐患,例如坑道要用围栏围住并警戒标识;配备必要的消防设施(灭火器等)。
【精品】9F级燃机供热机组运行方案专题要点
9F级燃机供热机组运行方案专题要点资料内容仅供您学习参考,如有不当之处,请联系改正或者删除单燃机供热运行方案目录第一章工程概况 (1)1.1工程概况 (1)1.2联合循环机组技术条件 (1)第二章热负荷分析 (6)2.1供热现状及现状热源 (6)2.2供热规划 (7)第三章供热方案 (11)3.1设计热负荷 (11)3.2供热方案 (12)第四章单燃机供热方案分析 (13)4.1机组正常运行 (13)4.2蒸汽轮机故障 (13)4.3燃气轮机或余热锅炉故障 (14)第五章结论 (14)资料内容仅供您学习参考,如有不当之处,请联系改正或者删除第一章工程概况1.1 工程概况xxx热电900MW级燃机工程本期建设规模为一套F级“二拖一”燃气-蒸汽联合循环供热机组,留有再建设一套F级“二拖一”燃气-蒸汽联合循环供热机组余地。
工程厂址位于xxxxxx1.2 联合循环机组技术条件本工程主机招标尚未进行,本次投标暂取用三菱的技术参数,并以三菱提供的热平衡作为系统、设备选型的依据,最终的主机型式和参数通过招标确定。
机组配置型式:二拖一多轴,即2台燃气轮机、2台燃气轮发电机、2台余热锅炉、1台供热蒸汽轮机和1台蒸汽轮发电机机组频率: 50Hz机组出力: 850.2MW(供热工况)950.6MW(年平均工况,性能保证工况)846.5MW(夏季工况)机组热耗率: 4030kJ/kWh(供热工况)6171 kJ/kWh(年平均工况,性能保证工况)6262 kJ/kWh(夏季工况)机组效率: 89.33%(供热工况,性能保证工况)58.34%(年平均工况,性能保证工况)57.48%(夏季工况)注:1)供热工况指:环境条件为温度-3.3℃,大气压101.3Pa(a),相对湿度59%,冬季供热运行。
资料内容仅供您学习参考,如有不当之处,请联系改正或者删除2)年平均工况,性能保证工况指:环境条件为温度12.6℃,大气压101.6kPa(a),相对湿度63%,纯凝运行。
F级燃气-蒸汽联合循环机组大部件吊装方案与主厂房行车选型优化

F级燃气-蒸汽联合循环机组大部件吊装方案与主厂房行车选型优化发布时间:2022-12-20T05:51:02.556Z 来源:《中国电业与能源》2022年第15期作者:刘滢涛[导读] F级燃气-蒸汽联合循环机组主厂房行车的选型,刘滢涛广东粤电云河发电有限公司广东云浮 527300摘要: F级燃气-蒸汽联合循环机组主厂房行车的选型,首先需要考虑满足检修期间设备的最大起重要求,其次要考虑安装期间是否使用主厂房行车吊装并评估其经济性、可行性。
火力发电机组大件设备的吊装方案,在火电行业逐渐成熟,常规的吊装方案是顶升塔吊装、行车上配合液压提升装置或扁担梁进行组合式吊装。
本文主要对常规的吊装方案进行比较分析,以此来探讨F级燃气-蒸汽联合循环机组主厂房行车选型,为工程建设提供借鉴参考。
关键词:起吊方案抬吊劳辛格主厂房行车一、背景某发电有限公司一期新建F级2×460 MW天然气热电联产工程,主厂房内需起吊的大部件有燃气轮机、燃机发电机、汽机发电机,安装在6.5 m层燃机-汽机运转层大平台基础上。
根据我国火力发电厂的建设经验,大件设备吊装的结构形式、所使用的机具及吊装方法趋多样化,各种吊装方案都有大量成熟经验。
针对本项目,根据项目主机设备的起重参数(见表1),主要考虑如下:1.若不采用主厂房行车吊装大部件,只考虑检修时的起吊,则最大的检修部件为燃机透平转子140t,按负荷率不超过90%要求,选用160t行车就可以满足(140t/160t=87.5%<90%);2.若安装时考虑采用双行车抬吊,安装最重的部件是燃机发电机整体324t,按DL 5009.1—2014《电力建设安全工作规程第 1 部分:火力发电》要求,抬吊时行车负荷率不得大于80%,由于抬吊时的吊具较多,吊具重量暂按45t计算,则每台行车选型应大于(324t+45t)/80%/2=461/2=231t,故采用抬吊时,行车选用250t能满足要求((324t+45t)/(250t×2)=73.8%<80%);二、吊装方案比较经过初步筛选,适合的方案主要有四种:方案一,250t行车双行车抬吊;方案二,160t行车(主梁已加固至250T),主梁上加装2台160t临时小车,4台160t小车抬吊;方案三,160t行车(主梁已加固至250T)加装液压提升装置(“劳辛格”)吊装;方案四,顶升塔加装劳辛格液压提升装置吊装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
北京草桥燃气联合循环热电厂“9F”级燃机本体吊装方法
【摘要】燃气机组的燃机本体是燃机电厂安装中的最大件,其重量重,且外形尺寸大,就位位置无法采用常规思路用吊机直接吊装就位,需要采用专用的吊装机工具吊装至运转层然后水平拖运就位。
【关键词】燃机本体;拖运;专用吊架;液压提升装置
1.机组情况概述
北京草桥燃气联合循环热电厂二期工程为1套二拖一燃气蒸汽联合循环发电供热机组,其中2台“9F”级燃气轮发电机组包括2台上海电气-西门子公司生产的SGT5-4000F燃气轮机和2台上海电气生产的QFSN-300-2发电机。
2.吊装思路
燃机本体的吊装思路是:经厂房中间通道倒运至燃机房吊物孔0m层,采用一套特制的吊装专用门架,在吊装架上布置4个200t液压提升装置用于设备起吊,同时吊装架下布置4只120t重物移运器,沿事先铺设在D~E轴线区域的拖运轨道,利用吊装架将设备拖运至设备就位位置。
2.1 设备情况概述
燃机本体设备运输重量主为310t,外形尺寸(长×宽×高)为10820×5040×4950mm,同侧吊耳中心线间距5577.4mm,两侧吊耳端面间距3010mm/3886 mm。
2.2 液压提升装置简介
GYT-200型钢索式液压提升装置由电力工业部电建研究所研制专用于大件设备的吊装作业,该装置由结构相同的四组液压缸、两台液压泵站、一个压力表柜和一个电气控制柜等主要部件组成。
额定提升力:单缸200t、四缸800t
3.拖运轨道的制作与安装
燃机本体的拖运轨道布置在燃机房2-D~2-E/2-4~2-8区域内0m层和燃机基础0m层,轨道总长约56米,宽7.7米,轨道布置位置及形式见下图所示,轨道梁根据现场实际情况采用I63b和I45c工字钢双拼制作,两条轨道梁之间采用20号槽钢连接固定,在轨道梁上铺设#28槽钢作为拖运轨道,双拼工字钢以及轨道梁与槽钢的连接均采用焊接的形式进行连接。
4.吊装用门架的制作
吊装用门架长6.2米、宽5.8米、高9米,见图1,通过两根主梁布置在燃机房0米层的轨道上。
图1 燃机本体吊装门架
5.燃机本体吊装施工步骤
5.1 轨道安装:在燃机房EL0米层具体按附图布置好设备拖运用的轨道,轨道上铺设槽钢作为拖运轨道,槽钢清理干净后涂好黄油,将4只重物移运器放置在槽钢内,轨道安装就位后轨道间用槽钢或工字钢连接固定牢靠。
5.2吊装门架安装:用燃机房行车或汽车吊在燃机房2-D~2-E区域0m层进行组合拼装,将拼装完成的吊装门架搁置在事先布置在拖运轨道上的4个120t 重物移运器上,检查紧固吊装架各连接处的螺栓。
5.3 液压提升装置准备
在液压提升装置下锚头的销轴上挂好起吊钢丝绳和吊装平衡梁,开机提升钢索直至起吊钢丝绳全部悬空,用10t链条葫芦将吊装门架位置调整到起吊位置处,
即2-D~2-E区域,2-5~2-6轴之间轨道正上方,将吊装门架间运输通道上的拖运轨道抽出,预留出设备运输通道。
5.4用平板车将燃机本体倒运至燃机房2-D~2-E/2-5~2-6轴线区域处,使设备正对着吊装用门架正下方,微调吊装门架位置,将起吊钢丝绳套在设备起吊吊耳上,同时用4只10t链条葫芦将吊装门架固定,在燃机本体就位方向前方布置一台5t卷扬机,配合滑轮组用作设备拖运的牵引动力。
5.5各项准备工作完成并检查无误后可对设备进行试吊,试吊完成后方可进行正式吊装。
5.6操纵液压提升装置将燃机本体从平板车上平稳吊起,当设备底部超过吊装架主梁约700mm高度后停止,将运输车辆退出。
5.7将事先准备好用于搁置设备的8根6米长的I56工字钢以四根一组搁置在吊装架主梁上,用靠山将工字钢与吊装主梁定位固定牢靠,使工字钢放置位置正对燃机本体支墩,并在支墩位置铺好橡皮或道木,同时将原先运输车辆停放区域内的事先抽出的拖运轨道安装就位,连接固定牢靠。
5.8操作液压提升装置同步下降四只200t液压缸,将燃机本体平稳搁置到8根I56工字钢上。
5.9松开门架两端固定用的10t链条葫芦,开动事先布置好的卷扬机,将吊装门架(连同起吊的设备)向燃机就位基础方向移动,整个移动过程应缓慢平稳,避免急拉急停,并连续监护防止重物移运器在平移过程中卡死。
5.10待燃机本体平移至燃机本体基础正上方时,停止平移,用葫芦将吊装门架的位置做细小调整,使燃机本体中心与燃机本体基础中心在同一轴线,找正位置后固定。
5.11操纵液压提升装置,同步上升四只液压缸,重新吊起燃机本体一定高度。
5.12抽出8根临时搁置用的I56工字钢,在燃机本体支座下方垫设道木做临时保险,将事先准备好的燃机本体正下方纵向轨道安装就位,轨道连结固定后,抽出临时保险用的道木,操纵液压提升装置,同步下降四只液压缸,拆除吊装用钢丝绳,使燃机本体搁置在布置好的纵向轨道上,轨道与燃机本体间布置4台60t重物移运器。
5.13利用手拉葫芦或卷扬机作为牵引动力将燃机本体向燃机本体基础方向拖运,将燃机本体拖运至就位位置后,用手拉葫芦做细微调整,使燃机本体横向中心与基础中心一致(与发电机台板对正),利用2台200t液压千斤顶将燃机本体顶升一定高度,分次将燃机本体下方的重物移运器和轨道抽出(轨道抽出后,燃机本体下方必须布置道木做保险),再利用液压千斤顶缓慢将燃机本体下降放置在就位台板上(在燃机本体下降过程中,道木必须层层抽出,即下降一个行程抽出一个行程高度的道木,使燃机本体在下降过程中始终有道木做保险)。
5.14开动卷扬机将吊装门架往燃机房吊物孔方向移动,使吊装门架重新回到燃机房D~E/2-5~2-6轴线区域起吊位置。
5.15重复燃机本体的吊装工序,先拆除吊物孔处平板车运输通道上的拖运轨道,并在吊装门架上拉设4只10t链条葫芦固定,开动液压提升装置,准备好起吊钢丝绳。
5.16将燃机本体用平板车沿运输通道倒运至吊装门架正下方,挂好起吊钢丝绳。
5.17利用手拉葫芦细微调整,使燃机本体纵向中心与基础纵向中心在同一条线上。
5.18开动液压提升装置,起升燃机本体一定高度,将燃机本体搁置的8根6米长的I56工字钢抬高660mm左右,工字钢下方垫设H型钢(注:垫设的H型钢不能超出吊装架主梁的边缘,防止吊装架纵向移动过程中与燃机基座干涉)。
5.19开动液压提升装置,将燃机本体重新搁置在工字钢上。
5.20利用液压千斤顶将吊装门架稍微抬高,将吊装门架下方的4只120t重物移运器旋
转90°后,重新将吊装门架搁置在重物移运器上。
5.21开动液压提升装置,将燃机本体起升一定高度,将搁置燃机本体的8根I56工字钢下方的道木抽出,使工字钢重新搁置在吊装门架主梁上,开动液压提升装置,将燃机本体重新搁置在工字钢上。
5.22利用手拉葫芦,将吊装门架与燃机本体一起向发电机方向平移,做调整后,使燃机本体横向中心与燃机基础横向中心线重合后,停止移动。
5.23开动液压提升装置,将燃机本体起升一定高度,抽出临时搁置用工字钢,开动液压提升装置,使燃机本体设备搁置在就位位置。
6.结束语
以上仅对燃机本体工艺做简要的介绍,经北京草桥燃气联合循环热电厂二期工程两台燃机本体吊装工作实践,上述吊装工艺完全可行,在吊装过程中燃机本体均得到了有效的保护,整个穿装过程安全可靠。
图2 燃机本体吊装示意图。