空压机的PLC控制系统探讨
基于PLC的空压机自动控制系统的设计
基于PLC的空压机自动控制系统的设计摘要 PC机将设置的系统运行参数传送给PLC,PLC对采集的风包压力与设定值进行比较,通过智能控制运算后将控制信号送给变频器,控制变频器的启动、运行和停止。
关键词 PLC;变频器;空压机1应用价值及意义4L-20/8型活塞式空气压缩机是一种利用电动机将气体在压缩腔内进行压缩并使压缩的气体具有一定压力的设备。
由于结构原理的原因,空压机自身存在着明显的技术弱点。
为此,本文引入PLC及变频器进行技术改进,全面提升系统性能。
2 硬件选型2.1PLC选型1)基本单元本系统所使用的可编程序控制器采用日本三菱公司生产的FX2N -128MR-A1型PLC。
2)扩展单元N0~N5为FX2N-8AD型模拟量输入模块,每个模块有8路模拟量输入通道,编号为CH1~CH8。
共计6×8=48路通道,供47路模拟信号输入使用。
缓冲寄存器的编号为0#BFM~31#BFM,各路通道所对应的缓冲寄存器依次为5#BFM~12#BFM,用以存放采样数据,通过PLC的FROM指令读取缓冲寄存器,并将所读取的数据写入PLC的数据存储单元,至此,便完成了A/D转换。
其中,每个特殊功能模块占用8个I/O点,共占用6×8=48个X输入点。
N6为FX2N-8DA型模拟量输出模块,有8路模拟量输出通道,编号为CH1~CH8。
共计1×8=8路通道,供6路模拟信号输出使用。
各路通道所对应的缓冲寄存器依次为5#BFM~12#BFM,用以存放通过PLC的TO指令写入缓冲寄存器的输出信号,至此,便完成了信号的D/A转换。
其中,每个特殊功能模块占用8个I/O点,共占用1×8=8个Y输出点。
N7为PLC的PID过程控制模块,每个模块可控制多个闭环,本系统的PID控制对象有6个,故本模块只需通过PLC程序中的6个PID指令实施控制即可,他们是:VVVF变频器的4-5端之间4mA~20mA输出控制,5个控制主机进水回路的电调阀。
基于PLC的空气压缩机控制研究

基于PLC的空气压缩机控制研究一、内容概览随着科技的不断发展,PLC(可编程逻辑控制器)在各个领域得到了广泛的应用。
本文主要研究了如何利用PLC技术对空气压缩机进行控制,以提高空气压缩机的运行效率和安全性。
空气压缩机是一种广泛应用于工业生产、建筑施工等领域的重要设备,其主要功能是将空气压缩后提供给其他设备使用。
然而传统的空气压缩机控制方式存在一定的局限性,如操作复杂、维护困难等。
因此研究一种新型的空气压缩机控制方法具有重要的实际意义。
本文首先介绍了PLC的基本原理和工作原理,然后详细阐述了基于PLC的空气压缩机控制系统的设计方法和实现过程。
在设计过程中,我们充分考虑了空气压缩机的工作特点和实际需求,采用了先进的控制算法和技术,使得整个系统具有较高的稳定性和可靠性。
此外本文还对所设计的空气压缩机控制系统进行了实际测试和验证,结果表明该系统能够有效地满足空气压缩机的各项性能要求,具有良好的实际应用前景。
1.1 研究背景和意义随着科技的不断发展,空气压缩机在工业生产中得到了广泛的应用。
然而传统的空气压缩机控制方式存在一定的局限性,如操作复杂、故障率高、能耗大等。
为了提高空气压缩机的控制性能,降低能耗提高生产效率,本研究基于PLC(可编程逻辑控制器)技术,对空气压缩机进行了控制研究。
PLC作为一种成熟的自动化控制设备,具有结构简单、功能强大、可靠性高等特点。
将PLC应用于空气压缩机控制领域,可以实现对空气压缩机的远程监控和自动控制,有效降低人工操作的繁琐程度,提高生产效率。
此外PLC还具有较强的适应性和可扩展性,能够满足不同生产工艺的需求,具有较高的实用价值。
因此本研究基于PLC的空气压缩机控制技术具有重要的研究背景和现实意义。
通过研究我们可以为空气压缩机控制技术的发展提供新的思路和方法,推动相关领域的技术进步,为工业生产带来更高的效益。
同时本研究也有助于提高我国PLC技术在国内外市场的竞争力,为我国自动化产业的发展做出贡献。
基于plc的空气压缩机变频调速控制系统-(论文

基于PLC的空气压缩机变频调速控制系统摘要空气压缩机(简称“空压机”)可以将取之不尽用之不竭的空气转换为动力,来推动机械设备转动,减少使用了石油、电力等资源。
本设计主要目的是实现可编程控制器和变频器对空气压缩机组的主动控制。
本方案通过变频器控制来达到对空气压缩机“一控多”的目的,可编程控制器可以达到变频器的工频与变频自由控制转换的现实需要,以及实现变频器对空压机的转换节制。
系统通过压力传感器收集供气管道出口的压力值,经由变频器产生的4-20毫安标准控制信号,该信号又被送到可编程控制器的模拟输入端口,而后通过系统内部PID调节器算法逻辑运算产生控制信号,该信号又被送至变频器。
在变频器操控当前机工作模式由变频转化成工频,而供压管道内压力值仍达不到安全工作要求时,则启动下一台空气压缩机,以此类推启动下一台。
在变频器输出的电压频率已经变成了20HZ,此时供气管道内的气压量超过预先设定的气压值,系统封闭当前运行的机器,PLC 转变操控另下一台。
关键词:PLC,空压机,压力传感器,变频器Designs based on the PLC air compressor’s supervisory systemABSTRACTThe compressor (the air compressor) is a compressed gas to increase gas pressure or gas transportation machine. Air compressor is widely used in nearly all industrial and agricultural, defense, science and technology, civil and other fields. Air compressor safety protection for the production of coal mining enterprises is very important. Programmable Logic Controller (PLC) to the traditional relay control technology, computer control technology and communication technology integration, specifically designed for industrial control of. The design uses PLC and frequency converter to realize the automatic control of air compressor. The program uses inverter of the air compressor "dragged more" control, PLC to achieve the inverter frequency and frequency conversion control, and inverter switching control of a compressor station. Collection system using pressure sensors Outlet pressure air bag, transmitter output by 4 to 20 mA standard signal to the PLC analog input port, through the internal PID algorithm PLC logic operations, sends control signals to the inverter. When the inverter to control the current machine by the inverter frequency, while the gas pressure is still not satisfied by the PLC control inverter frequency soft-start the next station air compressor to run, and then click Open. So that the production system for good economic and safety performance.KEY WORDS: PLC,air compressor,Pressure transducer,Inverter目录前言 (1)第1章空气压缩机 (3)1.1 空气压缩机的用途及其优点 (3)1.2 空气压缩机的分类 (3)1.3 螺杆式空气压缩机 (4)1.3.1 螺杆式空压机的应用 (4)1.3.2 螺杆式空压机的运转原理 (4)1.3.3 螺杆式空压机的特点 (5)1.4 活塞式空压机 (6)第2章可编程控制器(PLC) (9)2.1 PLC概述 (9)2.2 PLC的基本组成 (9)2.3 PLC的基本工作原理 (10)2.3.1 可编程序控制器的工作方式 (10)2.3.2 可编程序控制器的工作过程 (10)2.3.3 可编程控制器的I/O响应时间 (12)2.4 PLC的分类 (13)第3章PLC变频调速控制系统硬件电路的设计 (14)3.1 S7-200构件简介 (14)3.1.1 中央处理器CPU的功能 (14)3.1.2 S7-200模板的主要特性 (14)3.2 元器件的选型 (15)3.2.1 空气压缩机主要参数 (15)3.2.2 变频器参数 (15)3.2.3 压力传送器的技术参数 (16)3.2.4 接触器简介 (17)3.2.5 热继电器选取 (17)3.2.6 报警装置 (18)第4章PLC变频调速控制系统软件电路的设计 (19)4.1 设计PLC程序通用方法 (19)4.2 PLC控制系统设计的一般步骤 (19)4.3 PLC I/O点的分配表和外部接线图 (21)第5章PLC恒压变频调速控制系统设计 (23)5.1 控制系统恒压输出的方法 (23)5.2 变频调速控制系统电气图 (24)5.3 PLC变频调速控制系统空压机的切换方式 (24)5.4 PLC变频调速控制原理 (26)5.5 计算机与PLC通信 (28)结论 (29)谢辞 (30)参考文献 (31)附录 1 (32)附录2 (33)附录3 (34)主程序部分 (34)自动子程序部分 (36)外文资料译文 (44)前言1960S美国起先成功研制了可编程控制器(简称“PLC”),过了几年PLC得到了火速生长,并很快取代了传统控制技术——继电器控制技术,并在全球范围内应用广泛。
基于PLC的空气压缩机控制系统

基于PLC的空气压缩机控制系统
空气压缩机是一种常见的工业设备,用于将空气压缩成高压气
体以供使用。
PLC(可编程逻辑控制器)是一种广泛应用于工业自动
化的可编程控制器,具有灵活性和可靠性等优点。
基于PLC的空气
压缩机控制系统能够实现压缩机的自动化控制,并提高生产效率和
可靠性。
该系统的硬件部分通常包括PLC、输入/输出模块、传感器和执
行器等。
PLC可以控制空气压缩机的启停、压力控制、温度控制等
功能。
输入/输出模块可以将传感器和执行器与PLC连接起来,从而
实现信号的输入和输出。
传感器可以测量温度、压力、液位等参数,并将其转换为数字信号发送给PLC,PLC通过程序对这些信号进行处理,再通过输出模块控制执行器进行调节或控制压缩机的操作。
该系统的软件部分主要是编写PLC的控制程序,需要根据压缩
机的实际工作要求进行编程。
控制程序包括压缩机的启停逻辑、压
力控制逻辑、温度控制逻辑等。
在程序设计中,需要考虑到压缩机
的安全运行,避免出现过度压力或过高温度等问题。
除此之外,还
需要就故障诊断、网络通信等方面进行编程设计。
总的来说,基于PLC的空气压缩机控制系统具有构造简单、操
作方便、可靠性高等特点,能够实现高效的自动化控制。
空压机PLC控制方案

高(紧急停机);压力传感器故障(紧急停机);油过滤器堵塞(警报);油分离器堵塞(警 报);空气滤清器堵塞(警报)。
二.硬件配置方案 硬件配置 1(原配置): 主要的有 NEZA 本体 TSX08CD12R8D+扩展模块 TSX08EA4A2 TSX08H04M 4
行文本屏+接触器+相序保护继电器。 1) 主控器采用施耐德 小型 PLC NEZA 系列 TSX08CD12R8D, 该型号 PLC 性价
比非常高, CPU 单元:8 点输入 / 6 点输出,12 点输入 / 8 点输出 普通 I/O 扩展单元:12 点
输入,8 点输出的扩展结构,最多可连接 3 个扩展单元,可将本地 I/O 点数扩展 至 80 点。 模拟量扩展单元: 4 路 AD 2 路 DA。 4 远程通讯扩展单元: 点输入 / 4 点或 8 点
输出, 一个 RS485 4 通讯端口连接远程 I/O,支持 Modbus 通讯。 编程:中文化界面,Windows 平台。梯形图,指令表编程语言。允许简单编程,语言
80x90x70 80x90x70
100/240 VAC 24 VDC
80x90x70 80x90x70
100/240 VAC 24 VDC
95x90x70 95x90x70
100/240 VAC 24 VDC
混合型模块
4 点 输 TWDDMM8DRT 4
入/4 点
4
输出
16 点输 TWDDMM24DRF 16
基于PLC的煤矿空压机控制系统设计设计

基于PLC的煤矿空压机控制系统设计设计煤矿空压机控制系统是煤矿生产过程中必不可少的一个环节,它的稳定性和可靠性对煤矿生产效率和安全性具有重要影响。
基于PLC(可编程逻辑控制器)的煤矿空压机控制系统设计,能够实现对空压机的自动化控制和监测,从而提高系统的稳定性和可靠性。
首先,对于煤矿空压机控制系统设计,我们需要考虑以下几个方面:1.空压机运行状态监测:通过传感器实时监测空压机的运行状态,包括转速、运行时间、温度和压力等参数。
PLC根据这些数据可以进行故障检测和预警,及时提醒操作人员进行维护和保养。
2.控制策略设计:根据煤矿生产需求,设计合理的控制策略。
根据工艺要求,设定压缩空气的压力范围和波动要求。
通过PLC的编程功能,可以设定运行参数和自动调整工作模式,以实现最佳的能耗和性能。
3.带载和无载运行切换:根据实际工作要求,需要设计带载和无载运行切换的功能。
通过PLC的控制,可以实现按需切换运行模式,提高能源利用效率。
4.故障响应和报警机制:针对空压机可能出现的故障情况,设计相应的故障检测和报警机制。
当空压机出现故障时,PLC能够发送报警信号,及时通知维修人员进行处理。
在系统设计过程中,可以采用以下步骤:1.确定功能需求和技术指标:根据具体的煤矿空压机控制要求,确定系统的功能需求和技术指标,包括运行参数、安全要求和可靠性要求等。
2.系统结构设计:根据需求和指标,设计系统的硬件结构和软件框架。
确定PLC的品牌和型号,选择适宜的传感器和执行器,并设计合理的通信接口和数据处理算法。
3.软件编程:根据系统设计要求,进行PLC的软件编程工作。
编写逻辑控制程序,实现各种控制功能和监测功能。
优化程序结构,提高系统的运行效率和可靠性。
4.系统测试和调试:在完成软件编程后,进行系统的测试和调试工作。
通过实际运行测试,验证系统的功能和性能是否满足需求。
根据测试结果进行相应的调整和优化。
5.系统运行和维护:系统投入运行后,进行日常的监测和维护工作。
基于PLC的矿井空压机控制系统设计
本科毕业设计(论文)通过答辩本科毕业论文(设计)论文题目:基于PLC的矿井空压机控制系统设计学生姓名:所在院系:所学专业:导师姓名:完成时间:摘要本文针对空压机能耗大、噪音大、自动化程度低等缺点,介绍了基于可编程序控制器技术和变频调节技术的矿井空压机控制系统设计。
该控制系统设计以变频器、可编程序控制器作为系统控制的核心部件,由压力变送器检测管网压力值,输入给变频器与给定压力比较,经变频器内部PID运算,控制电机转速的升降,调节管网压力;并通过可编程序控制器控制变频与工频的切换,实现闭环自动调节恒压变量供应压缩空气的目的。
通过对空压机控制系统的改造,大大提高了空压机运行的安全性能、节能效果和自动化水平,适应了现代矿山建设的发展要求。
关键字:PLC,空压机,变频器本科毕业设计(论文)通过答辩The Design of Mine Pit Air Compressor Control System Based onPLCAbstractConcerning the disadvantages of air compressor, such as the tremendous energy consumed, the loud noise and a low degree of automation, etc, the paper introduces the design of min pit air compressor control system based on the PLC and the frequency conversion adjustment technology. This control system is mainly composed of the frequency changer, the programmable logical controller. Through the network pressure value examined by the pressure transmitter and the comparisons between the input-pressure and the assign-pressure, the system, after the frequency conversion interior PID operation, controls frequency conversion or labor frequency through programmable foreword controller to realize the goal of the closed loop automatic control constant pressure variable supply compressed air. With the improvement of air compressor control system, the safety of air compressor performance, Energy-saving and automation level are enhanced to adapted to the modern mine development.Key words:PLC,Air Compressor,Inverter1 绪论空气压缩机是一种利用电动机将气体在压缩腔内进行压缩并使压缩的气体具有一定压力的设备。
基于PLC控制的空压机控制系统
基于PLC控制的空压机控制系统摘要随着电力电子技术的发展,可编程控制器(PLC)以其可靠性高、功能完善、组合灵活、编程简单以及功耗低等许多独特优点,已被广泛应用于国民经济的各个控制领域,尤其适合于抗干扰强、可靠性高和机械设备启停频繁的工业场合。
变频器所具有的性能稳定、操作方便、节能效果明显等优点在调速领域中得到了广泛应用。
本文就基于PLC控制的空压机变频高速系统进行分析探讨。
关键词PLC控制;空压机;变频高速系统导言空压机是气源装置中的主体,它是将原动机的机械能转换成气体压力能的装置,是压缩空气的气压发生装置。
由于空压机的使用外部空气进行动力转换,从某种意义上来讲,是一种取之不尽的能源。
其中,螺杆式空压机凭借其可靠性高等优点占据了其中很大的份额。
但是因为空压机设备运行时会有很多的问题,比如相序错误、电流过载、缺相、耗材使用时间到等,国内外相关此类的安全事故也时有发生。
因此,设计一个可靠的螺杆式空压机控制系统十分有必要。
1 螺杆式空压机的基本结构空压机系统如图1所示,主要由空压机本机、储气罐、PLC控制器、传感器等组成。
其中空压机本机主要包括空压机主机(机头)、油水分离筒、油分离器、油过滤器、水分离器、冷却扇、电机等。
空压机无调速要求,故没有采用变频器。
空压机型号为LRL-220型(22Kw,380V,3.8m3/min,0.7MPa),由三相交流异步电动机驱动[1]。
2 控制系统工作原理螺杆式空压机是依靠阴阳转子(螺杆)在气缸内转动,从而使转子齿槽之间的压缩空气不断地产生容积变化,实现吸气、压缩和排气的全过程。
阳转子齿被主电机驱动而旋转,运行方式为星角减压启动后全压运行。
根据气压传动基本理论,在气缸截面积和长度不变的情况下,排气量Q与电机转速n成正比。
空压机变频调速的基本原理是工作电源输入频率与电机转速成正比例的关系,即:。
公式中:f为电机输入频率;s为电机转差率;p为电机磁极对数。
因此通过改变主电动机工作电源频率就可改变电机转速,从而控制空压机的单位时间排气量,以达到调节管路压力的目的[2]。
空压机在DCS、PLC集散控制系统中的应用

空压机DCS自动化改造空压机站接入DCS集散控制系统后的能效控制与大数据监测空压机领域,一种基于DCS(Distributed Control System)集散控制系统的空压机自动化控制方式,实现了远程启停、参数调节、数据检测、故障诊断、可视化节能改造;提高空压设备的使用寿命,降低人工成本、降低空压设备的运行风险。
当前,在工业生产中的空压机动力站使用车间,空气压缩机普遍使用就地控制,依靠动力车间设备运维人员的人工操作和数据统计,实现对空压站空压设备的操作、运行、保养等;控制部分通常采用空压设备自带控制面板进行控制,控制面板能够实时显示空压机运行状态、运行参数等,通常控制面板采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的空压机。
通过操作空压设备上的控制面板实现空压机启停、加载、卸载、故障停车等功能。
空压机的实时控制需要设备人员在现场进行控制操作,依靠人工统计空压站动力车间数据,时效性差,生产数据难以掌控,不能实现空压机的远程监控和控制,导致空压机动力站的自动化程度较低,生产数据滞后、控制不方便、运行维护成本较高。
因现代化工业生产需要,在工业压缩空气机组生产运行过程中,空气压缩机经常有集散控制要求,此时,空压机需要接入DCS集散控制系统。
DCS在控制上的最大特点是依靠各种控制、运算模块的灵活组态,可实现多样化的控制策略以满足不同情况下的需要,使得在工业生产中的空压机动力站繁琐与复杂的维护与运行变得简单。
DCS具有分散控制、集中操作、分级管理、配置灵活、组态方便,通过上位机、过程I/O单元、现场仪表可以采集空压站实时应用数据,如优化数据计算、故障诊断、可以实时监测和控制空压设备,提高生产效率和质量。
DCS控制系统对于空压动力站可实现以下:1、对空压机站进行远程启停控制;2、对空压机站进行远程参数调节控制;3、对空压机站进行远程变频调速控制;4、对空压机站进行故障监测、故障诊断;5、对空压机站进行故障连锁停车;6、对空压机站进行远程大数据监控等等;空压站生产大数据的沉淀与累计,形成的大数据积累,将为企业工业生产环节的决策方案提供强有力的数据支持。
PLC控制系统在空气压缩机中的应用
PLC控制系统在空气压缩机中的应用可编程控制器(PLC)是一种新型的听过控制装置,它将传统的继电器控制技术、计算机控制技术和通信技术融为一体,专为工业控制而设计,具有工能强、通用、灵活、可靠性强、环境适应性好、编程简单、使用方便、体积小、重量轻、功耗低等优点。
近年来,随着可编程控制器的日渐成熟,越来越多的设备控制都才用PLC控制器来代替转头的继电器控制,并取得了很好的经济效益。
可编程控制器与继电器的控制电路相比具有非常大的又是。
传统的保护主要是分离仪表,可靠性差,集成度低,费用高,不易卫华,不易监视,已不能适应当前的要求。
而PLC系统的功能及其广泛,其应用成勋的功能包括信息采集、设备控制、故障报警、联锁保护以及数据处理等信息传输等。
既可以实现人机对话,又能实现操作无人看守,因此,PLC是一种智能程度极高的控制系统。
下面,我们对压缩机PLC控制系统的硬件配置、工作原理及主要特点和功能做简要介绍。
1.系统的硬件配置PLC控制系统由以下部分组成:变频器、可编程控制器、电抗器、压力变送器、震荡传感器、接触器、空气开关、电缆、电流表、按钮、互感器等。
PLC由触摸屏、电源、CPU、模拟量输出模块、开关量输入输出模块等组成。
其中,采用PLC来实现电气部分的控制。
包括五部分:启动、运行、停止、切换、报警及故障自诊断。
2.PLC系统的工作原理(1)启动。
以两台电机M1、M2为例,可以通过转换开关选择变频/工频启动。
(2)运行正常情况下,电机M1处于变频调速状态,电机M2处于停机状态。
现场压力变送器检测管网出口压力,并与给定值比较,经PID指令运算,得到频率信号,调节转速,达到所需的压力。
(3)停止.按下停止按钮,PLC控制所有的接触器断开,变频器停止工作。
(4)切换。
实现M1/M2工频/变频互相切换。
(5)报警及故障自诊断。
空气压缩机内部一般由4个需要检测的量:冷却水压力监测、润滑油监测、机体温度监测、储气罐压力监测。
PLC自控系统实现空压站自动控制
PLC自控系统实现空压站自动控制PLC(可编程逻辑控制器)是一种专门用于工业自动化控制的计算机控制系统。
它被广泛应用于各种自动化领域,包括空压站的自动控制。
空压站是通过机械或电子设备将空气压缩成高压气体,并将其用于驱动各种机械设备的设施。
空压站的运行需要实时监控和控制,以确保高效、安全和可靠的工作。
PLC自控系统可以实现对空压站的自动控制,提高其运行效率和可靠性。
首先,PLC自控系统可以监测空压机组的工作状态,并根据实时数据进行控制。
传感器可以监测空压机组的压力、温度、电流等参数,将这些数据传输给PLC系统。
PLC系统可以通过算法和逻辑控制,对空压机组进行启停、负荷调节等操作,以满足工艺生产的需求,并保持设备在安全范围内运行。
其次,PLC自控系统可以监控气体储存罐的压力和液位,并根据需要进行自动控制。
对于空压站,气体储存罐是一个重要的组成部分,用于储存压缩空气。
PLC自控系统可以监测压力传感器和液位传感器的信号,实时控制气体储存罐中的气体进出口阀门,确保罐内气体压力和液位处于合适的范围内。
此外,PLC自控系统可以实现对空压站的故障诊断和维护管理。
通过PLC自控系统,可以对空压机组和气体储存罐进行故障检测和诊断。
当出现故障时,PLC自控系统可以根据预设的逻辑,自动调整控制策略,进行故障处理。
同时,PLC自控系统可以记录和存储故障信息,为维护管理人员提供参考和便利。
最后,PLC自控系统可以与其他自动化设备和系统进行通信和集成。
在空压站的自动控制中,可能涉及到多个子系统和设备,如电动阀门、传动装置、监控系统等。
通过PLC自控系统,这些设备可以实现互联互通,共同协作,形成一个完整的自动化控制系统。
总之,PLC自控系统可以实现空压站的自动化控制,提高其运行效率、安全性和可靠性。
通过实时监控、自动控制和故障诊断,可以实现空压站的高效运行和维护管理。
随着工业自动化的发展,PLC自控系统在空压站及其他自动化领域具有广阔的应用前景。
空压机PLC控制方案

空压机PLC控制方案空压机是一种常用的压缩空气设备,广泛应用于工业、建筑、化工等领域。
空压机的PLC控制方案是指通过PLC(可编程逻辑控制器)对空压机进行自动控制和监控的系统,可以实现对空压机的启动、运行、停止等功能的自动化控制。
一、PLC控制方案的组成1.输入模块:收集外部传感器的信号,如温度传感器、压力传感器等,将信号转化为数字信号,输入到PLC中进行处理。
2.输出模块:将PLC的处理结果转化为电信号,输出到执行器上,如电磁阀、电机等,控制空压机的运行状态。
3.中央处理单元(CPU):负责控制PLC的整个运行,接收输入模块的信号,并根据程序逻辑进行处理,最后控制输出模块的状态。
4.存储器:存储PLC的程序和数据,如逻辑程序、参数设定值等。
5.通信模块:实现PLC与上位机或其他外部设备的通信功能,可用于远程监控和远程操作。
二、PLC控制方案的功能实现1.启动控制:通过启动按钮或远程指令,PLC接收到启动信号后,控制输出模块给电机供电,启动空压机的运行。
2.运行控制:PLC通过接收输入模块的传感器信号,监测空压机的压力、温度等参数,根据预设的设定值进行控制,如当压力达到设定的最大值时,控制输出模块关闭电机,停止空压机的运行。
3.自动排水控制:空压机中的蓄水器和冷凝器需要定期排水,PLC通过控制输出模块控制电磁阀的开闭状态,实现自动排水功能。
4.故障保护和报警:PLC通过监测空压机的运行状态,如电流过载、温度过高等异常情况,及时采取相应的控制措施,并通过输出模块进行报警,通知操作人员。
5.远程监控和控制:通过PLC的通信模块,将空压机的运行数据传输到上位机,实现对空压机的远程监控和控制。
三、PLC控制方案的优势1.稳定可靠:PLC具有强大的抗干扰能力和稳定性,能够适应各种恶劣的工业环境。
2.灵活多变:PLC的程序可以根据实际需求进行编写和修改,方便灵活的应对各种控制需求。
3.易于维护:PLC的硬件结构简单,易于维护和更换。
基于plc的空气压缩机变频调速控制系统-(论文
基于PLC的空气压缩机变频调速控制系统摘要空气压缩机(简称“空压机”)可以将取之不尽用之不竭的空气转换为动力,来推动机械设备转动,减少使用了石油、电力等资源。
本设计主要目的是实现可编程控制器和变频器对空气压缩机组的主动控制。
本方案通过变频器控制来达到对空气压缩机“一控多”的目的,可编程控制器可以达到变频器的工频与变频自由控制转换的现实需要,以及实现变频器对空压机的转换节制。
系统通过压力传感器收集供气管道出口的压力值,经由变频器产生的4-20毫安标准控制信号,该信号又被送到可编程控制器的模拟输入端口,而后通过系统内部PID调节器算法逻辑运算产生控制信号,该信号又被送至变频器。
在变频器操控当前机工作模式由变频转化成工频,而供压管道内压力值仍达不到安全工作要求时,则启动下一台空气压缩机,以此类推启动下一台。
在变频器输出的电压频率已经变成了20HZ,此时供气管道内的气压量超过预先设定的气压值,系统封闭当前运行的机器,PLC 转变操控另下一台。
关键词:PLC,空压机,压力传感器,变频器Designs based on the PLC air compressor’s supervisory systemABSTRACTThe compressor (the air compressor) is a compressed gas to increase gas pressure or gas transportation machine. Air compressor is widely used in nearly all industrial and agricultural, defense, science and technology, civil and other fields. Air compressor safety protection for the production of coal mining enterprises is very important. Programmable Logic Controller (PLC) to the traditional relay control technology, computer control technology and communication technology integration, specifically designed for industrial control of. The design uses PLC and frequency converter to realize the automatic control of air compressor. The program uses inverter of the air compressor "dragged more" control, PLC to achieve the inverter frequency and frequency conversion control, and inverter switching control of a compressor station. Collection system using pressure sensors Outlet pressure air bag, transmitter output by 4 to 20 mA standard signal to the PLC analog input port, through the internal PID algorithm PLC logic operations, sends control signals to the inverter. When the inverter to control the current machine by the inverter frequency, while the gas pressure is still not satisfied by the PLC control inverter frequency soft-start the next station air compressor to run, and then click Open. So that the production system for good economic and safety performance.KEY WORDS: PLC,air compressor,Pressure transducer,Inverter目录前言 (1)第1章空气压缩机 (3)1.1 空气压缩机的用途及其优点 (3)1.2 空气压缩机的分类 (3)1.3 螺杆式空气压缩机 (4)1.3.1 螺杆式空压机的应用 (4)1.3.2 螺杆式空压机的运转原理 (4)1.3.3 螺杆式空压机的特点 (5)1.4 活塞式空压机 (6)第2章可编程控制器(PLC) (9)2.1 PLC概述 (9)2.2 PLC的基本组成 (9)2.3 PLC的基本工作原理 (10)2.3.1 可编程序控制器的工作方式 (10)2.3.2 可编程序控制器的工作过程 (10)2.3.3 可编程控制器的I/O响应时间 (12)2.4 PLC的分类 (13)第3章PLC变频调速控制系统硬件电路的设计 (14)3.1 S7-200构件简介 (14)3.1.1 中央处理器CPU的功能 (14)3.1.2 S7-200模板的主要特性 (14)3.2 元器件的选型 (15)3.2.1 空气压缩机主要参数 (15)3.2.2 变频器参数 (15)3.2.3 压力传送器的技术参数 (16)3.2.4 接触器简介 (17)3.2.5 热继电器选取 (17)3.2.6 报警装置 (18)第4章PLC变频调速控制系统软件电路的设计 (19)4.1 设计PLC程序通用方法 (19)4.2 PLC控制系统设计的一般步骤 (19)4.3 PLC I/O点的分配表和外部接线图 (21)第5章PLC恒压变频调速控制系统设计 (23)5.1 控制系统恒压输出的方法 (23)5.2 变频调速控制系统电气图 (24)5.3 PLC变频调速控制系统空压机的切换方式 (24)5.4 PLC变频调速控制原理 (26)5.5 计算机与PLC通信 (28)结论 (29)谢辞 (30)参考文献 (31)附录 1 (32)附录2 (33)附录3 (34)主程序部分 (34)自动子程序部分 (36)外文资料译文 (44)前言1960S美国起先成功研制了可编程控制器(简称“PLC”),过了几年PLC得到了火速生长,并很快取代了传统控制技术——继电器控制技术,并在全球范围内应用广泛。
空压机组控制中PLC的应用
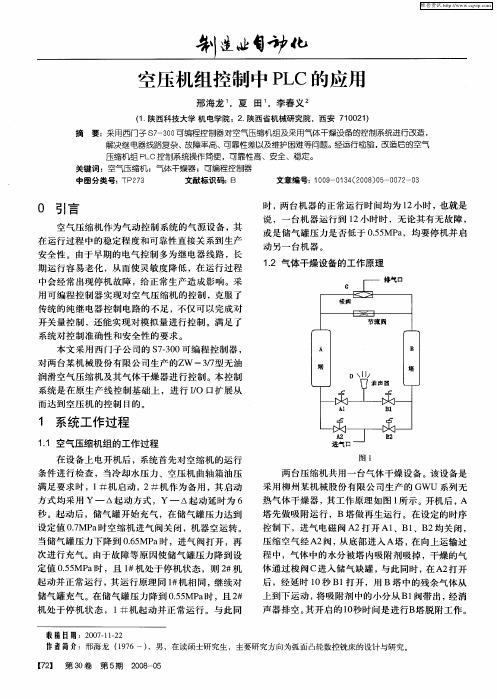
表1
I开关量输入[ 2 1 地址 1 热保护 IO. KM 1 lO O
【 动 起 IO KM lOl 2机 Y一 △起
地址 Q18 0. 0
Q181 0.
气压 l 2空 气压
l 停止 j 油压开关
过 热 保护
IO KM 3 lO 2
缩机 l 水压开关
IO. KM 4 lO 3
IO KM 5 lO 4
IO KM ll O 6
Q18 0. 2 2 #机主继 电器 Q18 0 3 2# Y △起 Q18 机 一 0. 4
后 ,经延 时 1 0秒 B1 打开 ,用 B塔 中的残余 气体 从
当储气 罐压 力 下降到 06 MP 时 ,进气 阀打 开 ,再 .5 a
次 进行 充气 。由于故 障等 原 因使储 气 罐压 力降 到设
定 值 05MP 时 ,且 1 处 于停机 状 态 ,则 2 . 5 a #机 #机
起 动并 正常 运行 , 运行 原理 同 1 机相 同 , 续对 其 # 继
时 ,两 台机器 的正 常运 行 时 间均为 1 小时 , 就是 2 也 说 ,一 台机器 运行 到 1 时时 ,无论 其 有无故 障 , 2小
或是 储 气罐压 力 是否 低于 0 5 a . MP ,均要 停机 并 启 5
动 另一 台机器 。
安全 性 。由于早 期 的 电气 控制 多 为继 电器 线路 ,长 期运 行容 易 老化 ,从 而使 灵敏 度 降低 ,在 运行 过程
中 图分类号:T 2 8 P 7 文献 标识 码: B 文章编号 :1 0—0 ( 0 8 0 — 0 2 8 9 14 2 0 )5 0 7—0 0 8
0 引言
基于变频器及PLC的空压机自动控制系统

基于变频器及PLC的空压机自动控制系统摘要:空压制冷系统主要包括为反应器提供压缩空气的空压机组和为精制提供冷量的制冷机组,运行期间车间内噪声偏大,职工正常操作及巡检过程存在安全卫生隐患。
空压机自动系统主要包括传感器系统、调节执行机构、PLC 系统、变频器、组态软件五大部分。
自控系统并非制冷机组系统所必须,但是通过完善的自控系统可以把体系的热平衡调整到最佳状态,减少人工干预,让系统更加平稳高效安全的运行,良好的设备运行状态对噪声的防治起到了辅助作用。
关键字:PLC 变频器自动控制当前人们对生活标准的要求越来越高,对舒适的生活环境和工作环境的要求也是如此。
各大电器设备生产商日渐认识到,只有让用户满意的产品,才是企业日后能够提高竞争力的核心产品。
尤其是在双螺杆空压机生产领域,如何降低双螺杆空压机噪声,提升用户使用满意度,是企业需要考虑的现实问题之一。
双螺杆空压机的噪音源包括三大类:机械噪音,电磁噪音,气动噪音。
电磁产生的噪声需要与电机研究相结合,而研究者们的目光主要集中在机械振动噪声和气流脉动噪声上[1]。
振动和噪声是不可分离的,振动是物质能量在一段时间内反复变化,通过弹性介质传播物体振动产生的声波而产生噪声的过程。
在现代机械工业体系中,对大功率、高转速的工业机械需求不断提高。
负责生产压缩空气的主要设备——空气压缩机,是车间中的一种关键设备。
空压机打开进气阀,待压力降至下限值时再重新工作。
但这种传统的控制过程其自动化程度较低,控制方法较为单一。
通常采用两点式控制(上下限),即空压机关闭进风阀进入卸载状态,当压力降至下限值时,空压机再打开进风阀,重新开始工作,当空压机气缸内的压力达到设定的上限值时,空气压缩机会打开进气阀,在储气罐压力低于设定的下限值时进入负载状态。
空压机在运行中排气量、压力常因生产车间用气变化而发生变化,造成空压机装卸载频繁、循环反复。
空气压力的变化不稳定,管路中的气压波动较大,这是受螺杆式空气压缩机上下限控制方式的影响[2]。
基于PLC在空压机控制系统中的应用
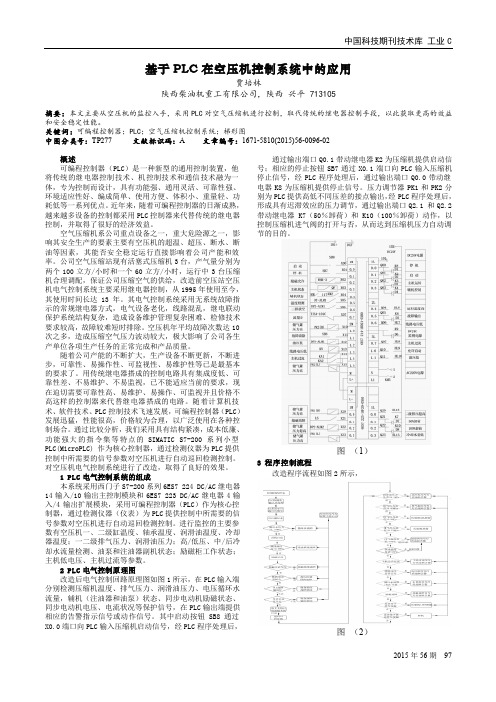
中国科技期刊技术库 工业C2015年56期 97基于PLC 在空压机控制系统中的应用贾培林陕西柴油机重工有限公司,陕西 兴平 713105摘要:本文主要从空压机的监控入手,采用PLC 对空气压缩机进行控制,取代传统的继电器控制手段,以此获取更高的效益和安全稳定性能。
关键词:可编程控制器;PLC ;空气压缩机控制系统;梯形图 中图分类号:TP277 文献标识码:A 文章编号:1671-5810(2015)56-0096-02概述可编程控制器(PLC )是一种新型的通用控制装置,他将传统的继电器控制技术、机控制技术和通信技术融为一体,专为控制而设计,具有功能强、通用灵活、可靠性强、环境适应性好、编成简单、使用方便、体积小、重量轻、功耗低等一系列优点。
近年来,随着可编程控制器的日渐成熟,越来越多设备的控制都采用PLC 控制器来代替传统的继电器控制,并取得了很好的经济效益。
空气压缩机系公司重点设备之一,重大危险源之一,影响其安全生产的要素主要有空压机的超温、超压、断水、断油等因素,其能否安全稳定运行直接影响着公司产能和效率。
公司空气压缩站现有活塞式压缩机3台,产气量分别为两个100立方/小时和一个60立方/小时,运行中3台压缩机合理调配,保证公司压缩空气的供给,改造前空压站空压机电气控制系统主要采用继电器控制,从1995年使用至今,其使用时间长达13年。
其电气控制系统采用无系统故障指示的常规继电器方式,电气设备老化,线路混乱,继电联动保护系统结构复杂,造成设备维护管理复杂困难、检修技术要求较高,故障较难短时排除。
空压机年平均故障次数达10次之多,造成压缩空气压力波动较大,极大影响了公司各生产单位各项生产任务的正常完成和产品质量。
随着公司产能的不断扩大,生产设备不断更新,不断进步,可靠性、易操作性、可监视性、易维护性等已是最基本的要求了。
用传统继电器搭成的控制电路具有集成度低、可靠性差、不易维护、不易监视,已不能适应当前的要求,现在迫切需要可靠性高、易维护、易操作、可监视并且价格不高这样的控制器来代替继电器搭成的电路。
基于PLC的水电站空压机控制系统
基于PLC的水电站空压机控制系统导语:随着水电站自动化水平的不断提高,有必要对空压机工作过程采用PLC全自动控制,并在远程操作室设置监控和报警装置,以实现现场无人值守和远程监控、报警。
空压机系统是水电站的必备设备,其工作过程并不复杂,但启动和停车过程有严格的要求。
随着电子技术、软件技术、控制技术的迅速发展,PLC(可编程逻辑控制器)也迅速发展,性能优越,与原继电器的控制电路相比具有较大优势。
PLC具有高可靠性、丰富的I/O接口模块、模块化结构、编程简单易学、安装维护方便等特点。
随着水电站自动化水平的不断提高,有必要对空压机工作过程采用PLC全自动控制,并在远程操作室设置监控和报警装置,以实现现场无人值守和远程监控、报警。
1、控制系统的总体要求水电站空压机采用PLC自动控制系统应满足如下要求:(1)控制系统电源为交直流在线式切换,以保证PLC数据处理和控制在异常情况时(电源切换)能可靠进行工作。
(2)高低压气机PLC控制屏,以压力反馈作为判据实现现地PLC 自动启停空压机。
(3)控制系统应配有I/O模块、中央处理模块、通信模块、电源模块、模拟量模块等运行所需设备,全部模块均为固态插入式标准化结构组件,应符合工业控制级以上标准。
(4)必须满足电厂现场运行条件,具有高稳定性和抗干扰性能。
2、控制系统硬件设计2、1系统方案根据电站空气压缩设备的技术要求,设计的控制系统结构如图l 所示。
2、2控制系统的硬件配置(1)TSX3721CPU模块。
具有实时时钟,带20K字RAM、16K字备份FlashROM,允许增加应用存储器容量,并可连接通讯模块,I/O点数最大可达248个。
自带一个显示模块,可将控制、诊断和维护PLC及其模块所需的所有数据加以归类总结和显示,提供了一个简单的人机界面。
(2)TSXAEZ一802模拟量模块。
8个高精度多范围电流通道,每个输入可选择0~20mA或4-20mA的输入范围。
模块使用稳态多路技术扫描输入通道(普通或快速),以获取数值12位A/D转换。
PLC在高压空气压缩机站自动控制系统中的应用
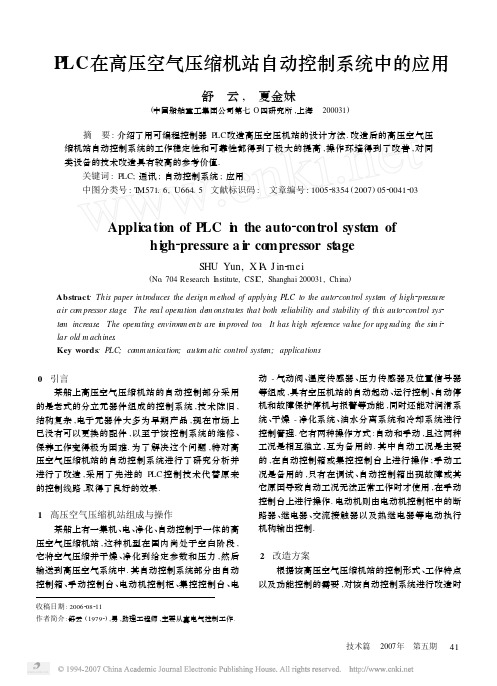
技术篇 2007年 第五期 P LC 在高压空气压缩机站自动控制系统中的应用舒 云, 夏金妹(中国船舶重工集团公司第七O 四研究所,上海 200031) 摘 要:介绍了用可编程控制器P LC 改造高压空压机站的设计方法.改造后的高压空气压缩机站自动控制系统的工作稳定性和可靠性都得到了极大的提高,操作环境得到了改善,对同类设备的技术改造具有较高的参考价值. 关键词:PLC;通讯;自动控制系统;应用 中图分类号:T M571.6,U664.5 文献标识码: 文章编号:100528354(2007)0520041203Appli cati on of P LC i n the auto 2control syste m ofhi gh 2pressure a i r co mpressor st ageSHU Yun,X I A J in 2mei(No .704Research I nstitute,CSI C,Shanghai 200031,China )Abstract :This paper introduces the design m ethod of applying PLC to the auto 2control syste m of high 2pressureair co m pressor stage .The real operation de m onstrates that both reliability and stability of this auto 2control sys 2te m increase .The operating environm ents are i m proved too .It has high reference value for upgrading the si m i 2lar old m achines .Key words :PLC;co mm unication;auto m atic control syste m;applications收稿日期:2006208211作者简介:舒云(19792),男,助理工程师,主要从事电气控制工作.0 引言某船上高压空气压缩机站的自动控制部分采用的是老式的分立元器件组成的控制系统,技术陈旧,结构复杂,电子元器件大多为早期产品,现在市场上已没有可以更换的配件,以至于该控制系统的维修、保养工作变得极为困难.为了解决这个问题,特对高压空气压缩机站的自动控制系统进行了研究分析并进行了改造,采用了先进的PLC 控制技术代替原来的控制线路,取得了良好的效果.1 高压空气压缩机站组成与操作某船上有一集机、电、净化、自动控制于一体的高压空气压缩机站,这种机型在国内尚处于空白阶段,它将空气压缩并干燥、净化到给定参数和压力,然后输送到高压空气系统中.其自动控制系统部分由自动控制箱、手动控制台、电动机控制柜、集控控制台、电动-气动阀、温度传感器、压力传感器及位置信号器等组成,具有空压机站的自动起动、运行控制、自动停机和故障保护停机与报警等功能,同时还能对润滑系统、干燥-净化系统、油水分离系统和冷却系统进行控制管理.它有两种操作方式:自动和手动,且这两种工况是相互独立,互为备用的.其中自动工况是主要的,在自动控制箱或集控控制台上进行操作;手动工况是备用的,只有在调试、自动控制箱出现故障或其它原因导致自动工况无法正常工作时才使用,在手动控制台上进行操作.电动机则由电动机控制柜中的断路器、继电器、交流接触器以及热继电器等电动执行机构输出控制.2 改造方案根据该高压空气压缩机站的控制形式、工作特点以及功能控制的需要,对该自动控制系统进行改造时14 第五期 2007年 技术篇采用了可编程逻辑控制器.可编程逻辑控制器(简称PLC )是20世纪6O 年代末发展起来的一种自动化控制装置,可以实现逻辑控制、定时、与/或、计数控制、顺序控制和数据处理等功能,以及可通过总线进行快速的数据传递和数据交换,便于集中控制和管理,它集通讯技术、计算机技术于一身,代表着数控系统发展的趋势[1].改造后的自动控制系统的核心PLC 采用siemens 公司的S7CP U314C,集控控制台内PLC 采用S7CPU31522DP .自动控制系统的硬件结构框图如图1所示.图1 自动控制系统硬件结构框图 根据空压机站实际工作过程编制了输入、输出点的地址,其中主要地址编号见表1.表1 输入、输出点分配表输入地址说明输出地址说明I 0.0吹扫阀位置信号Q12.0吹扫阀I 0.1卸载阀位置信号Q12.1卸载阀I 0.2滑油温度Q12.2再生阀I 0.3滑油压力Q12.3系统卸载阀I 0.4再生空气压力Q12.4左吸附器阀I 0.5空气温度Q12.5右吸附器阀I 0.6吸附器加热器过流Q12.6左吸附器加热器I 0.7滑油加热器过流Q12.7右吸附器加热器I 1.0电机过载Q13.0滑油加热器I 1.1冷却水供给Q13.1输出起动电机I 1.2Q13.2接通冷却水阀 改造后的自动控制系统既保证了原空压机站的各项功能和技术性能相一致,又保证了整个自动控制系统的各部分的安装型式以及与高压空压机站之间的接口不变,这使得整个自动控制系统很方便地对原控制系统进行了整体换装以及对各功能部件的接口重新连接,提高了整个控制系统的可靠性和维修性.3 软件设计该自动控制系统的软件部分采用模块化结构设计,对系统的各个功能部分进行了模块化划分,并编写了相应的功能模块(FC ).图2 滑油加热梯形图24技术篇 2007年 第五期 3.1 滑油加热处理在自动工况下,当自动控制系统处于起动等待状态(M0.5=1)下且滑油温度低于15℃时,“滑油加热”被置数“1”,即对滑油进行加热,直到滑油温度高于55℃,“滑油加热”被清“0”,滑油加热停止.3.2 滑油油位检测该高压空气压缩机站的所有设备都属船用设备,船只在行驶时有一定的摇摆周期,所以在监测滑油油位时充分考虑了这一因素,否则极易产生误报警.如图3所示,在程序中首先对油位低信号进行了延时处理,延时时间略大于船的摇摆周期,如果油位低信号持续时间大于船的摇摆周期,则说明滑油油位已经低于警界线,自动控制系统发出空压机停机信号并显示故障原因及报警.图3 滑油油位检测梯形图3.3 故障报警处理当高压空气压缩机站出现故障时,自动控制系统需要发出声报警以及表示故障原因的闪烁灯光报警.按下系统的“应答”按钮后,声报警停止,闪烁灯光报警变成平光,若故障已经消失,则灯光报警自动消失.图4报警梯形图是报警模块中的子模块,将报警模块中的故障信号输入置“#signal ”,声报警输出为“#buzzer ”,灯光报警输出为“#lamp ”,时间定时器T1是周期为3s,占空比为50%的脉冲信号.3.4 通讯集控控制台与自动控制箱中PLC 之间采用MP I 通讯,这样只需要两根电源线、两根紧急停机按钮输出线、一根通信电缆和若干备用线.为保证两个PLC 之间能正常通讯,硬件必须进行配置,设定集控控制台中S7CP U31522DP 的MP I 通讯地址为2,通信速率为187.5Kbp s,自动控制箱中S7CP U314C 的MP I 通讯地址为3,通讯速率与集控控制台的一致.在软件方面,在自动控制箱中内PLC 程序不需要编写任何与通讯有关的程序,只需要将要交换的数据整理到一个图4 报警梯形图连续的DB 存储区中即可,而集控控制台内PLC 程序则需要在OB1中调用系统功能X_GET (SFC67)和X_PUT (SFC68),实现两台PLC 之间的通讯.3.5 断电记忆功能当空气压缩机站正在进行吸附器加热时,如果系统因故停电后再次上电,则需要继续保持对吸附器进行加热,并需要在原有加热时间的基础上进行累时,直至累时达到设定的时间后吸附器才退出加热.在自动控制系统的硬件组态中,在对需要保持的定时器、数据块等进行设置后,就可在程序中调用组织块OB30,每次间隔5s 向数据块写入状态值,并且最新的3个数据块将被保留.当系统断电后再次上电时,程序对3个数据块中的状态值进行比较,判断最新的的数据是否错误,如果没有错误,则释放到程序中继续运行;如果有错误,则判断下一级数据块.4 结束语该系统在采用可编程控制器进行改造后,体积小,能耗低,效率高,功能完善,操作简便,维护方便.系统投入运行后,不仅很好地解决了原装置维修、保养的问题,而且还为该装置的数字化进程以及远程监控等打下了基础,极具推广价值.参考文献:[1]皮壮性,宫振明,李雪华,等.可编程序控制器的系统设计与应用实例[M ].北京:机械工业出版社,2000.34。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
空压机的PLC控制系统探讨
摘要:空压机是一种用来压缩气体提高气体压力或输送气体的机械,其用途广泛。
但是,普通空压机在运行中存在电能浪费、空压机元件易损耗等缺点。
在国家大力提倡节能减耗的同时,本文介绍了一种基PLC的空压机控制系统设计, 主要介绍了PLC的定义及特点,空压机控制系统的简要介绍,基于PLC空压机系统的控制要求及具体设计等。
关键词:PLC;空压机;控制系统;
在我国能源日益紧张和浪费严重的形势下,高效低耗的节能技术受到人们的关注。
空压机作为制造业最常用的设备之所产生的廉价适用的压縮空气能源备受青睐。
基于PLC的空压机的用途很广,几乎遍及工农业、国防、科技、民用等各个领域。
它可以利用电动机将气体在压缩腔内进行压縮,并使压缩的气体具有一定压力。
一、PLC的定义及特点
PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
它的特点表现在以下几个方面:
1.可靠性高,抗干扰能力强
高可靠性是电气控制设备的关键性能。
PLC由于采用现代大规模集成电路技术,采用专业的生产工艺制造,内部电路采取先进的抗干扰性技术,有很高的可靠性。
同时,PLC具有硬件故障的自我检测功能,当出现故障时,可及时发出警报信息。
在应用软件中,应用者还可以编写外围器故障的诊断程序,使相应的电路及设备获得故障诊断保护,最终整个系统具有极高的可靠性。
2. 配套齐全,功能完善,适用性强
迄今为止,PLC已经形成了大、中、小各种规模的产品,可用于各种规模的工业场合。
除了逻辑处理的功能以外,现代PLC大部分数据运算能力,都用于各种数字的控制领域。
近年来,PLC的功能单元大量出现,使PLC进入了温度控制、位置控制、CNC等工业控制中。
同时,PLC人机界面技术的发展及通信能力的增强,使PLC组成各种控制系统变得非常容易。
3.易学易用,深受工程技术人员欢迎
PLC作为通用工业控制计算机,是面向工矿企业的工控设备。
它接口容易,编程语言易于为工程技术人员接受。
梯形图语言的图形符号与表达方式和继电器
电路图相当接近,只用PLC的少量开关量逻辑控制指令就可以方便地实现继电器电路的功能,为不熟悉电子电路、不懂计算机原理和汇编语言的人使用计算机从事打开了方便之门。
4.系统的设计、建造工作量小,维护方便,容易改造
PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,使控制系统设计及建造的周期大为缩短,同时维护起来也变得容易。
二、空压机控制系统的简要介绍
继电器电气控制系统
其逻辑功能由传统的继电器来完成的,比如控制时间,就有相应的时间继电器。
继电器的动作一般与电磁有关,是一种电子控制器件,它具有控制系统和被控制系统,通常应用于自动控制电路中。
它实际上是用较小的电流去控制较大电流的一种“自动开关”。
故在电路中起着自动调节、安全保护、转换电路等作用。
2. 智能单片机控制系统
单片机又称单片微控制器,它不是完成某一个逻辑功能的芯片,而是把一个计算机系统集成到一个芯片上。
目前,单片机渗透到我们生活的各个领域,几乎很难找到哪个领域没有单片机的踪迹。
比如导弹的导航装置、飞机上各种仪表的控制、广泛使用的各种智能IC卡、录像机、电子宠物等。
3.PLC控制系统
PLC控制系统是由模仿原继电器控制原理发展起来的。
它以存储执行逻辑运算、顺序控制、定时、计数和运算等操作的指令,通过数字输入和输出操作,来控制各类机械或生产过程。
PLC用梯形图编程,在解算逻辑方面表现出快速的优点。
在微秒量级,解算1K逻辑程序不到1毫秒。
4.DCS控制系统
DCS,分散控制系统的简称,国内一般习惯称之为集散控制系统。
它是一个由过程控制级和过程监控级组成的以通信网络为纽带的多级计算机系统,综合了计算机、通信、显示和控制等4C技术。
其基本思想是分散控制、集中操作、分级管理、配置灵活以及组态方便。
三、基于PLC空压机系统的控制要求
1.恒压控制
原料空压机的作用就是满足工艺要求送出一个压力恒定的气流,为分馏塔分
馏提供原料空气,所以它的最基本的控制要求就是恒压控制。
2.防喘振控制
喘振工况是空压机系统的非正常工况,也是离心式压缩机特有的工况之一,具有破坏性。
如果空压机出现喘振,则会直接损坏空压机设备,造成空分停车事故,所以必须要避免喘振现象的发生,以免造成更大的损失。
3.故障连锁逻辑控制
在空压机正常运行时,只要有任意一个监控参数达到连锁值,为了避免损坏设备,必须将空压机停车。
这也是空压机的故障连锁控制的基本要求。
4.辅助安全控制
为了防止出口压力过高,空压机的出口压力设置了一个安全保护范围,使它工作在正常范围之内;为了防止空压机电动机超负荷工作,限制入口无限开大,通过电动机过载保护控制器的调节而减小负荷;实现空压机的自动加载大大方便了操作人员的操作,避免了操作升压时误操作而引起空压机喘振,缩短了人工加载的加载时间,具有升压快,升压电流小,节能的特点。
通过了解以上各个控制要求,控制策略的设计必须合理、有效地把各个要求都在控制系统中得以实现,从而对空压机的可靠运行提供重要的保障
三、PLC空压机控制系统的设计要求
1.具体的控制要求
基本控制要求为润滑油压油温、断水保护、超限保护、排气温度超限保护、空压机气压超限压力保护、保护及故障、启动功能、停止功能、报警功能。
当系统在自动集控工作方式时。
系统根据设定的供气压力值,当冷却水压力、空压机润滑油油压满足要求时,自动控制卸荷或加载。
2.系统的硬件设计
PLC主机选择留有少量的余量,连接时电源和CPU模块放在最左侧,扩展模拟量输入模块用扁平电缆与左侧的模块相连。
系统所使用的电源均由交流稳压器进行滤波和稳压,很好地消除了现场环境中的电源干扰,保障了系统的稳定运行。
四、基于PLC空压机控制系统的应用
1.硬件施工
造成PLC信号采样出错的原因主要是: 传输信号短路或开路。
当传输信号出现故障时, 现场信号无法传送给PLC,造成采样出错。
因此,要提高PLC 输入信号的可靠性,采用可靠性高的开关接点、高质量的传输导线、减少端子数量和一次表是必须的。
但是规范的布线和屏蔽接地措施更具有实际意义。
2.软件编程
为使整个控制系统运行更加稳定,软件系统可靠性配套也是必不可少的。
因此我们对控制软件进行了特别处理,对输入信号进行滤波处理要提高现场输入给空压机PLC控制系统的信号的可靠性,对于空压机储气罐的卸荷控制,为了防止卸荷阀在卸荷值附近频繁的动作,可以采用余量控制法程序段来解决这一问题。
总之,使用PLC空压机的控制系统后,减少大量的时间和中间继电器等器件,减少大量的安装接线时间。
加上开关柜体积的减小,可以节省大量的费用。
同时,PLC 的故障率很低, 具有完善的自诊断和显示功能。
PLC还可以进行网络化管理, 现场参数可以通过网络传送到监视屏幕中,为运行人员提供参考,同时它具有对历史数据的记忆功能,如果连上打印机就可以打印生产报表,免去运行人员抄写报表工作, 减轻了运行人员的工作量。
结语
对基于PLC的空压机控制系统的设计,不仅有效地排除了常排气的隐患,使得空压机工作条件大大改善, 提高了使用性能的安全性、可靠性,保证了空压机能长周期稳定运转,同时也取得了良好的经济效益。
参考文献
[l]马伯渊,吕京梅,张志同.PLC软冗余系统性能分析[J].电力自动化谈备,2009,2.
[2]顾文卿.最新压缩机生产设计运行维护及故障排除应用手册[M].北京银声出版社,2004.
[3]李向东.电气控制与PLC[M].北京:机械工业出版社,2005.。