基于VC++的砂轮表面金刚石识别
采用VC++编程对石材大板表面轮廓提取的研究

术 中需 要实 时测 量 和控 制流 程 的要求 ,严重 影 响 了生
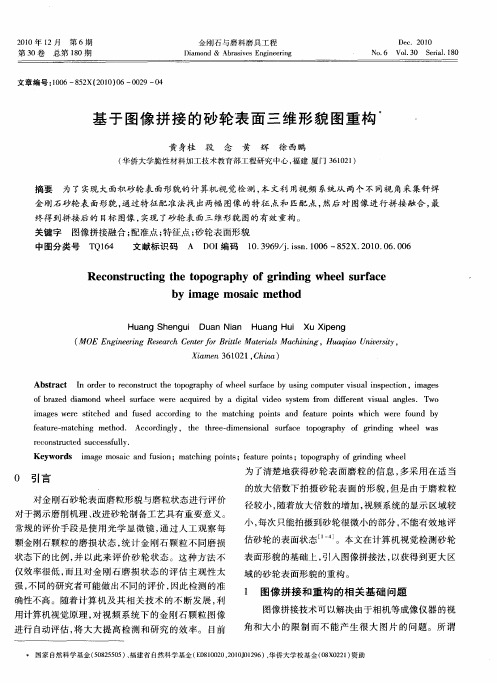
系统方 案设 计总 体框 图 ,如 图 1 所示 。
光源 卜 被测石材卜— C 一I _ I D摄像机卜 图像采集卡 C 一I
轮廓尺寸 H
输出 H
图像处理模块 H
计算机
图 1 系统方案设计总体框图
首 先 经 磨 抛 线 传 送 带将 石材 大板 送 到 C D摄像 C
பைடு நூலகம்
《 石材》 2 0 期 ・ 3・ 1 年2 1 0
集 的彩 色石 材 大板 图像 通过 图像 处理技 术 并 结合 vc +编 程 实现 了图像 灰度 变换 、平 滑 处理 、 图像 +
分 割和 数 学形 态学 处理过 程 ,快速 完成 了石 材 大板 表 面轮 廓提 取 ,为进 一 步 对石 材 大板 表 面尺 寸 在
线 测量提供 了理论 和 实践基 础 。
产 效率 和经 济效 益 。 目前针 对不 规 则外 形 的石 材 大板
进行 实 时优 化下 料成 为 国 内石材 企业 的困扰 。本 系统
采 用 C D摄 像 机 、图像 采 集 卡 和 计 算 机 来 实 现 石 材 C 大板 的在线 测 量 ,采 用 V + c +编程 对 图像 进 行后 续 处 理 。该 系统 同 时实现 了硬 件 和软 件 的结合 ,具有 较 高
S la e ie ni . Uf t sz o l ne K e o d : so e l b ; c n o r e ta to y w r s tn sa s o tu xr c in;i a e pr c s i g m g o e sn
金刚石砂轮

金刚石砂轮什么是金刚石砂轮?金刚石砂轮的组成、特性和用途有时什么?以下将做详细介绍。
以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作结合剂,制成各种形状的制品,用于磨削、抛光、研磨的工具叫金刚石磨具,包括砂轮、油石(珩磨油石)、钻具、据具、粉状修正工具、修正滚轮、手工工具(锉刀类)、牙钻、雕刻工具、油石、内外圆切割锯片、砂轮刀、玻璃刀、车刀、木工圆盘锯片等。
其中以金刚石砂轮,金刚石锯片应用最广泛。
金刚石砂轮一般由工作层、基体、过渡层三部分组成。
工作层,又称金刚石层,由磨料、结合剂和填料组成,是砂轮的工作部分;过渡层,又称非金刚石层,由结合剂、金属粉和填料组成,是将金刚石层牢固地连接在基体上的部分;基体,用于承接磨料层,并在使用时用法兰盘牢固地把砂轮夹持在磨床主轴上,基体本身应该是在不影响其刚性和强度的条件下愈轻愈好,一般金属结合剂制品选用钢材,合金钢粉作基体,树脂结合剂制品选用铝合金,电木作基体。
制品成型质量的好坏和使用精度的高低都与基体有很大关系。
因此,基体应该有几何形状和尺寸精度以及表面粗糙度要求。
金刚石砂轮的特性包括金刚石磨料泊种类、粒度、浓度、结合剂和形状尺寸。
金刚石砂轮的用途:由于金刚石磨料所独具的特性(硬度高、抗压强度高、耐磨性好),使金刚石砂轮在磨削加工中成为磨削硬脆材料及硬质合金的理想工具,不但效率高、精度高、而且粗糙度好、砂轮消耗少,使用寿命长,同时还可改善劳动条件。
因此广泛用于普通砂轮难以加工的低铁含量的金属和非金属硬脆材料,如硬质合金、高铝瓷、光学玻璃、玛瑙宝石、半导体材料、石材等。
各种型号金刚石砂轮的特点及用途金刚石砂轮是磨削硬质合金、陶瓷、玻璃等材料的理想工具,采用优质金刚石,结合先进工艺配方,产品质量稳定可靠,磨削效率高,磨削成本低,是非常理想的磨削工具。
金刚石砂轮金属结合剂(代号J):常见的是青铜结合剂(代号Q),主要用于制作金刚石砂轮。
青铜结合剂金刚石砂轮的特点是型面的成型性好,强度高,有一定韧性。
基于图像拼接的砂轮表面三维形貌图重构
金刚石与磨料磨具工程
1i mo d & Ab a v s En i e rn )a n rsie g n e ig
De c.201 0 No 6 Vo . 0 Sei 1 1 O . 13 ra . 8
文 章 编 号 :06— 5 X(0 0 0 0 2 J 10 8 2 2 1 ) 6— 0 9一( 4
l 图像 拼接 和 重 构 的 相 关 基 础 问题
图像拼接技术可 以解决由于相机等成像仪器的视
角 和大 小 的 限 制 而 不 能 产 生 很 大 图 片 的 问题 。所 谓
仅效率 很低 , 且 对金 刚石 磨 损 状 态 的评 估 主观 性 太 而
估 砂轮 的表 面状 态 ¨IJ 4。本 文在 计 算机 视觉 检 测砂 轮 表 面形 貌 的基础 上 , 引入 图像 拼接 法 , 以获得 到 更大 区
域 的砂 轮表 面形 貌 的重构 。
强 , 同 的研 究者 可 能做 出不 同的评 价 , 不 因此 检 测 的准
Absr t I r e o r c n tu tt e t p g a h fwhe ls ra e b i g c mp t rv s a ns c in,i g s t ac n o d rt e o sr c h o o r p y o e u f c y usn o u e iu li pe to ma e
T 14 Q 6 文献 标识 码 A D I 码 O编 1 . 9 9 ji n 10 8 2 2 1 .6 0 6 0 3 6 /.s .0 6— 5 X.0 0 0 . 0 s 中图分类 号
Re 0 t uc i he t po r ph f g i i c nsr tng t o g a y o r nd ng whe ls f c e ur a e by i a e m o a c m e h d m g s i t o
电镀金刚石砂轮磨削火成岩质水晶的单颗磨粒载荷分析

电镀金刚石砂轮磨削火成岩质水晶的单颗磨粒载荷分析张继东;柴知章;彭闪闪;黄海傲;詹友基【摘要】为研究探索新型隐身雷达材料火成岩质水晶的加工工艺,为批量化生产做前期准备,在探索加工工艺的过程中,平面磨削工艺的加工工具选择采用120目电镀金刚石砂轮磨削火成岩质水晶,制订了粗磨加工工艺的参数.从磨削工具中单颗磨粒受到的载荷以及火成岩质水晶磨削后的形貌角度定性评价了磨削工艺的合理性以及磨削工具的可行性,结果表明,在整个粗磨加工工艺过程中,电镀金刚石砂轮可以对火成岩质水晶进行粗磨加工,磨削后表面形貌没有出现崩裂等现象,符合加工要求.从单颗磨粒的受力载荷和磨削比能得到的结果显示,工艺参数适宜选用较小磨削深度、较小进给速度进行磨削,磨削方式影响不大.【期刊名称】《长春工程学院学报(自然科学版)》【年(卷),期】2019(020)002【总页数】7页(P16-22)【关键词】电镀金刚石砂轮;火成岩质水晶;加工工艺;单颗磨粒载荷;表面形貌【作者】张继东;柴知章;彭闪闪;黄海傲;詹友基【作者单位】安徽信息工程学院机械工程学院 ,安徽芜湖 241000;安徽信息工程学院机械工程学院 ,安徽芜湖 241000;安徽信息工程学院机械工程学院 ,安徽芜湖241000;安徽信息工程学院机械工程学院 ,安徽芜湖 241000;福建工程学院机械与汽车工程学院 ,福州 350118【正文语种】中文【中图分类】TH162为了研究探索出新型隐身雷达材料火成岩质水晶的加工工具和加工工艺,首先了解了火成岩和火成岩成型的水晶材料的成分以及物理特征:火成岩由地球岩浆冷凝而成,约占地球岩石圈的95%,共有酸性、中性、碱性、超碱性4大类,700多种,主要化学组分为硅、镁、铝、铁等金属的氧化物。
传统的以SiO2为主要成分的玻璃态、结晶态矿石称为水晶,因此,火成岩制备的玻璃也命名为水晶,以区别于非矿物玻璃。
火成岩质水晶按形态可分为铸件、粉末、鳞片、短纤、长丝5类材料[1]。
金刚石砂轮磨粒微观出刃形貌的研究进展

, 因此对金刚石砂轮磨粒微出刃形貌的检
第 3期
徐少林等 : 金刚石砂轮磨粒微观出刃形貌的研究进展
37
1 金刚石砂轮微出刃形貌的表征参数
当前金刚石砂轮产品质量的优劣往往只能通过磨 削试验来测试, 缺少对砂轮质量进行定量评价的标准。 由于砂轮磨粒出刃形貌特征参数的缺乏, 磨削机理的 研究难以深入。因此, 选择合适的特征参数来有效表 征金刚石砂轮磨粒微出刃形貌 , 不仅对金刚石砂轮相 关企业进行产品质量检测、 控制和工艺过程改进有着 重要的指导意义 , 对于研究金刚石砂轮磨削机理、 优化 磨削工艺也有着重要的意义。 砂轮表面磨粒出刃高度 h 为金刚石砂轮磨粒出刃 形貌中最重要的参数之一, 是表征磨削能力的重要指 标 , 通常定义为磨粒顶部到磨粒周围结合剂的高度差。 根据砂轮结合剂材料、 磨削对象的性质不同和磨削工 艺差别 , 金刚石被包镶程度随之改变 , 即砂轮磨粒出刃 高度也随之改 变。磨粒出刃 高度 h 近似服从正态 分 布
图 2 激光三角法原理 图
[ 15- 17]
在 H irox- 1000 显微镜上附加了自
制的驱动机构 , 设定扫描步长 , 得到了一系列不同聚焦 F ig . 2 Sche m atic diag ra m o f laser triangu lation 李晓天等
[ 13]
深度的图像, 通过计算机数字图像处理技术提取了其 深度信息 , 重 构出 了砂 轮表 面三维 出刃 形貌。苏钰 等
[ 13]
态磨粒数为磨削过程中实际参与磨削的磨粒数 , 且单 颗磨粒具有多个切削刃, 应区分磨粒数和切削刃的数 目。磨粒密度反映磨粒间距, 磨粒间距影响未变形切 屑厚度和容屑空间 , 进而影响磨削力和工件表面粗糙 度
金刚石砂轮表面形貌建模
金刚石砂轮表面形貌建模
金刚石砂轮是现代制造业生产工具中不可或缺的重要一环。
然而,金刚石砂轮产生的表面形貌是直接决定其磨削能力与效果的关键因素。
那么如何实现金刚石砂轮表面形貌建模呢?本文将从以下几个方面进行探讨。
一、表面形貌的定义
表面形貌是指一个物体表面在其宏观上所显现的几何结构形态,包括形貌高度、坡度、形貌分布等。
表面形貌对于物体本身的性能和加工过程都有着重要的影响。
在金刚石砂轮的表面形貌中,金刚石颗粒和结合剂的分布规律以及颗粒的大小、形状等是关键因素之一。
二、表面形貌建模的方法
1. 数值计算方法
数值计算方法使用计算机数值模拟技术,通过精密的计算方法来计算金刚石砂轮表面形貌的数值信息。
数值计算方法包括有限元法、有限差分法、边界元法等,主要是通过数值方法对金刚石砂轮的表面形貌进行数值计算并进行可视化呈现。
2. 实验方法
实验方法是通过实验手段对金刚石砂轮表面形貌进行测试,包括扫描电镜、激光扫描仪等。
通过实验手段获取金刚石砂轮表面形貌数据,然后采用数学统计方法对数据进行分析得到表面形貌的分布规律和特征参数。
三、表面形貌建模的应用
金刚石砂轮表面形貌建模可以用于磨削过程的优化,通过调整金刚石颗粒和结合剂的分布规律以及颗粒的大小、形状等来改善磨削效果。
同时,金刚石砂轮表面形貌建模还可以用于产品设计,优化金刚石砂轮的结构设计,以达到更加理想的磨削效果。
总之,金刚石砂轮表面形貌建模是现代制造业不可或缺的技术手段,能够帮助我们更好地优化磨削过程,提高生产效率和产品质量。
CVD金刚石材料在高性能刀具上的应用
CVD金刚石材料在高性能刀具上的应用1引言金刚石性能的独特组合使金刚石成为一种精密和高生产率工业应用的良好材料。
自从20世纪50时代引入的高温高压(HTHP)生产单晶合成金刚石,到20世纪70时代开发的金属烧结聚晶金刚石(PCD),人工合成金刚石材料已经成为自然单晶金刚石的唯一替代物。
近来,随着化学气相沉积(CVD)工艺开发的纯聚晶金刚石材料的显现,它在曾经认为是不可能达到的水准上提高了刀具性能,具有广阔的前景。
从耐磨镀层到用于高科技镜片和电子元件的纯洁、独立的材料,CVD金刚石的工业应用给人留下了深刻印象。
机械制造业对CVD金刚石的重要爱好是CVD金刚石材料在高性能切削刀具和修整刀具的实际应用。
与HTHP金刚石和金属烧结PCD不同,CVD金刚石的制造不需要模拟地球深处自然的高压。
相反,CVD金刚石是用氢气和碳氢混合气体被激发到一个“活化的”通常自然界不存在的发光状态。
正是这个活化的化学原理,使纯的CVD聚晶金刚石在800~1000℃的范围内沉积。
2CVD金刚石CVD技术在市场上被公认的应用是钨硬质合金切削刀具的“薄膜”CVD金刚石镀层。
无论是切屑的断屑槽刀片还是完全镀层的螺旋端铣,金刚石镀层刀具已经商业化了。
然而,现在又有一种“厚膜”CVD金刚石工艺,可用于制成纯的、非粘结剂的金刚石整体形式。
这种形式的典型厚度范围为150~1000m。
这种材料先被气相沉积为一种独立的薄片,然后将这种薄片用激光切削成适合切削刀具的各种形状。
3CVD金刚石的优良性能CVD金刚石作为切削刀具材料的有利条件是其无与伦比的硬度所导致的优良组合性质。
与金属烧结PCD不同的是天然金刚石的独特性质在CVD金刚石中都得到了保留,甚至在高切削温度下也如此。
单晶金刚石的硬度和弹性模量导致了CVD金刚石的良好耐磨性和其尺寸稳定性。
在硅硬质合金“砂磨”试验中,独立CVD金刚石的相对体积损失比PCD要低4倍,而比钨硬质合金低120倍。
与金属粘结PCD坯块不一样,厚膜CVD金刚石材料能与单晶金刚石在高切削温度下的硬度和耐磨性相媲美,甚至超过单晶金刚石在高切削温度下的硬度和耐磨性。
基于机器视觉的砂轮轮廓形状检测方法

基于机器视觉的砂轮轮廓形状检测方法随着工业自动化程度的提高,机器视觉技术在制造业中的应用也越来越广泛。
砂轮是一种常用的磨削工具,而砂轮的轮廓形状对于加工效果和产品质量具有重要影响。
因此,开发一种基于机器视觉的砂轮轮廓形状检测方法具有重要意义。
本文将介绍一种可行的方法,用于检测砂轮的轮廓形状。
1. 系统概述为了实现砂轮轮廓形状的检测,我们设计了一个基于机器视觉的系统。
该系统主要由以下几个部分组成:图像采集模块、图像处理模块、轮廓提取模块和形状分析模块。
2. 图像采集模块在这个模块中,我们通过一个高分辨率的摄像头来采集砂轮的图像。
为了保证图像质量和稳定性,我们固定了摄像头的位置,并使用特殊的光照设备来提供均匀的光线条件。
3. 图像处理模块在图像处理模块中,我们对采集到的图像进行预处理,以提高后续处理的效果。
首先,我们对图像进行灰度化处理,将彩色图像转换为灰度图像。
然后,我们使用边缘检测算法来提取砂轮的轮廓。
常用的边缘检测算法有Sobel算子和Canny算子,我们可以根据具体情况选择合适的算法。
4. 轮廓提取模块在这个模块中,我们使用形状识别算法来提取砂轮的轮廓。
常用的形状识别算法有霍夫变换和连通域分析算法。
我们可以通过霍夫变换来检测圆形砂轮的轮廓,而对于其他形状的砂轮,可以使用连通域分析算法来提取轮廓。
5. 形状分析模块在形状分析模块中,我们对提取到的轮廓进行几何特征的计算和分析。
常见的几何特征包括轮廓面积、周长和形状因子等。
通过计算这些特征,我们可以得到砂轮的形状信息,并进一步分析和评估砂轮的质量。
6. 实验结果与评估为了验证我们提出的方法的有效性,我们进行了一系列实验,并对实验结果进行评估。
实验结果表明,我们的方法可以准确地检测和分析砂轮的轮廓形状,并且在不同的砂轮形状和光照条件下都具有较好的鲁棒性。
综上所述,本文介绍了一种基于机器视觉的砂轮轮廓形状检测方法。
通过设计合理的系统架构和算法流程,我们能够实现对砂轮轮廓形状的准确检测和分析。
一种平行金刚石砂轮表面形貌的三维建模方法[发明专利]
![一种平行金刚石砂轮表面形貌的三维建模方法[发明专利]](https://img.taocdn.com/s3/m/2f10f9f4650e52ea5418983f.png)
专利名称:一种平行金刚石砂轮表面形貌的三维建模方法专利类型:发明专利
发明人:刘伟,邓朝晖,商圆圆,万林林
申请号:CN201710936521.1
申请日:20171010
公开号:CN107657661A
公开日:
20180202
专利内容由知识产权出版社提供
摘要:本发明公开了一种平行金刚石砂轮表面形貌的三维建模方法,步骤如下:定义平行金刚石砂轮模型和磨粒模型;根据砂轮表面形貌测量与砂轮浓度计算得到磨粒平均间距;对砂轮进行立方体网格划分,建立立方体虚拟格子;球形磨粒初始定位在立方体的中心,使球形磨粒在虚拟格子中随机移动;用定义的实际磨粒替换球形磨粒,并进行不同方向的翻转实现方向偏移;定义结合剂表面,得到板状砂轮表面形貌模型;对板状砂轮表面形貌模型进行环形折弯,得到平行金刚石砂轮表面形貌模型。
本发明采用多种形状的磨粒,并考虑磨粒尺寸、磨粒间距、磨粒分布建立砂轮表面形貌模型,该模型更接近实际平行金刚石砂轮表面形貌,能更准确地评价和预测砂轮的磨削性能和结果。
申请人:湖南科技大学
地址:411201 湖南省湘潭市雨湖区石码头2号
国籍:CN
代理机构:湘潭市汇智专利事务所(普通合伙)
代理人:宋向红
更多信息请下载全文后查看。
基于粒子群优化算法的金刚石砂轮磨粒边缘提取

基于粒子群优化算法的金刚石砂轮磨粒边缘提取缪晶晶;崔长彩;周丽君;余卿;叶瑞芳【摘要】为了实现对金刚石砂轮磨粒边缘的有效提取,将基于粒子群优化算法的Canny算子应用在金刚石砂轮磨粒的边缘检测上.用最大类间方差作为目标函数,优化Canny算子的阈值,实现边缘的有效提取.分别对实测的单颗磨粒和多颗磨粒进行了边缘提取,实验结果显示该算法可以较好地提取金刚石砂轮磨粒边缘.该方法不需要人为设定阈值,可以实现阈值的自动获取和优化.最后,利用四连通成分和八连通成分与像素总数的比值,将阈值可优化设定的Canny算子与传统的Canny算子以及最大类间方差的方法做对比,结果表明所应用的方法有效地提高了检测的准确性.【期刊名称】《图学学报》【年(卷),期】2015(036)002【总页数】6页(P238-243)【关键词】磨粒;Canny算子;最大类间方差;粒子群优化算法【作者】缪晶晶;崔长彩;周丽君;余卿;叶瑞芳【作者单位】华侨大学机电及自动化学院,福建厦门361021;华侨大学机电及自动化学院,福建厦门361021;华侨大学机电及自动化学院,福建厦门361021;华侨大学机电及自动化学院,福建厦门361021;华侨大学机电及自动化学院,福建厦门361021【正文语种】中文【中图分类】TP391砂轮的表面形貌是影响整个磨削加工过程的重要因素之一。
砂轮表面磨粒的分布状态,每个磨粒的参数特征会影响砂轮的切削性能。
由于砂轮形貌复杂随机,磨粒分布不均使得参数提取变得比较困难。
只有采用适当的方法将磨粒从测量数据中提取出来才能对砂轮表面磨粒的出刃高度、静态有效磨粒密度和磨粒间距等参数进行分析[1]。
常用的边缘检测方法主要有:Roberts算子、Sobel 算子、Prewitt 算子、Canny 算子等[2]。
其中,Canny算子具有信噪比较大、检测精度较高和计算量较小等优点,已经得到广泛应用[3]。
但是,Canny算子用Gauss函数作为滤波器,缺点是会造成原图像缓变边缘容易丢失及假边缘现象,针对这些问题,人们开展了相关的研究,并提出了一些改进措施。
基于碳化钨在金刚石磨具中的应用分析

基于碳化钨在金刚石磨具中的应用分析摘要:金刚石磨具在陶瓷砖的抛光方面有着重要的作用,也因此受到较为广泛的关注。
而在众多的陶瓷砖之中,玻化砖的硬度比较高、较为薄脆,同时它的耐热冲击力较低,因而对相应的金刚石磨具要求较高。
在金刚石磨具中加入碳化钨(WC)后,其性能有较大提高,本文主要围绕碳化钨在金刚石磨具中的应用进行实验探讨。
关键词:碳化钨;金刚石磨具;应用在进行工艺品加工时,磨削抛光是十分重要的一个环节,而这一环节的关键点则是磨块结合剂的硬度以及所采用的金刚石。
如果磨具的质量达不到一定的标准,用其加工成的产品势必不能达到预期的效果,会产生一些无法预料的后果。
通过向金刚石磨具中加入碳化钨的方法,可以增强磨具胎体的硬度,加强其耐磨性,同时也可以达到降低其自锐性的良好效果,对生产实践有着很大的帮助,本文主要通过实验来介绍。
碳化钨属于一种硬质合金,其具有较强的耐热性,在1000℃的高温下也可以保持着较高的硬度和耐磨性。
将碳化钨加入到胎体之中,可以提高其硬度和耐磨性,胎体的耐热性也会随之提升。
此外,在铁基配方里,碳化钨在烘结的时候不会融化,以铁和碳化钨为骨架相时呈现出的是固相,可知其也具备有较好的自锐性。
实验通过加入粒度不同的碳化钨、粒度含量不同的碳化钨以及纳米碳化钨的金刚石滚筒,与目前应用较为广泛的金刚石磨具相比较,从而找到能够提升金刚石磨具性能的结合剂。
1.碳化钨粒度与胎体性能通过研究碳化钨的粒度对结块的磨削性能的影响、玻化砖的表面质量、碳化钨粒度对纯胎体性能和金刚石胎体性能的影响,我们不难得出以下结论:首先,在对金刚石磨具的一条螺旋线上的不同方位的结块磨损的观察时,我们发现金刚石磨具在处理玻化砖时性能比较稳定,因而可以得出结论是碳化钨的粒度对其影响不大;而在加入增加粒度后的碳化钨之后,金刚石磨具结块的磨损程度较小,其稳定磨削的比例较之以往也有大大的提升。
因而可以得出的结论是,金刚石磨具的使用寿命较长、其工作的效率也比较高,与传统的磨具相比具有一定的经济优势。
金刚石砂轮盘轮廓精度检测及盘面精密修整方法

金刚石砂轮盘轮廓精度检测及盘面精密修整方法
吴立强;刘汉中;崔志鹏;吴兵;宗文俊
【期刊名称】《硬质合金》
【年(卷),期】2024(41)2
【摘要】金刚石砂轮盘的轮廓精度检测及盘面精密修整是金刚石刀具制造领域的关键问题。
首先为实现砂轮盘轮廓误差的高精度测量,提出一种基于激光三角测量的在位测量方法,实现了砂轮盘面误差亚微米级精度的高效检测。
实验结果表明,该方法可以方便地评估不同精修参数下的修整精度。
随后,采用单点金刚石修整法对青铜基金刚石砂轮盘进行了盘面精密修整工艺实验,分别探究了修整进给深度、主轴转速、主轴往复运动频率以及修整压力对盘面修整精度的影响,并优选了修整工艺参数,优选的工艺参数为:修整深度1µm,主轴转速3000r/min,主轴往复频率0.15Hz,接触压力14.7N。
最后,不同修整精度的砂轮盘分别被用于研磨金刚石微楔形刀具。
实验结果表明,所提出的砂轮盘精度检测和盘面精密修整方法对提高金刚石刀具的制造质量具有重要应用价值。
【总页数】7页(P106-112)
【作者】吴立强;刘汉中;崔志鹏;吴兵;宗文俊
【作者单位】哈尔滨工业大学机电工程学院精密工程研究所
【正文语种】中文
【中图分类】TG5
【相关文献】
1.金属结合剂金刚石砂轮的修整研究(Ⅱ):修整金属结合剂金刚石砂轮的机理
2.金属基圆弧形金刚石砂轮在位精密修整实验研究
3.树脂基圆弧金刚石砂轮的在位精密成形修整技术
4.大直径凸弧金刚石砂轮精密修整工艺研究
5.辊环开槽专用金刚石砂轮精密成形修整研究
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于VC++的砂轮表面金刚石识别[摘要] 本文提出了一种基于图像边缘轮廓检测的砂轮表面金刚石磨料识别算法。
算法程序基于VC++开发,调用OpenCV库进行数字图像处理,并利用MFC库制作了算法展示界面。
算法通过对样本图像进行灰度转换、阈值变换、中值滤波、边缘提取、寻找轮廓等步骤,获得图像中金刚石磨料部分的轮廓面积以及区域边界点。
算法检测性能良好,程序操作演示界面简洁直观。
[关键词] 数字图像处理;轮廓检测;金刚石识别;计算机视觉Diamond recognition on grinding wheel surface based on Visual C++ abstract In this paper, one kind of diamond recognition algorithm based on the edge-detection of diamond wheel is proposed. The algorithm program is based on VC++ development, and calls the OpenCV library to carry on the digital image processing, using the MFC library to build the algorithm presentation interface. By using gray transformation, threshold transform, median filtering, edge detection and contour search, the Algorithm obtain the diamond parts area and region boundary in the sample image. The results demonstrates the well performing of the algorithm, and the intuition of the interface.Keywords: Digital image processing; Contour detection; Diamond recognition; Computer vision目录引言 (1)第一章课题的背景及意义 (2)1.1计算机视觉和数字图像处理 (2)1.2 课题实践意义 (3)第二章课题软件开发环境介绍 (5)2.1 VC++ (5)2.2 MFC (5)2.3 OpenCV (6)第三章主要功能的理论基础及设计实现 (7)3.1 灰度转换 (7)3.1.1 理论基础 (7)3.1.2 程序实现 (8)3.2 中值滤波 (9)3.2.1 理论基础 (10)3.2.2 程序实现 (10)3.3 阈值变换 (12)3.3.1 理论基础 (12)3.3.2 程序实现 (13)3.4 边缘提取 (14)3.4.1 理论基础 (15)3.4.2 程序实现 (15)3.5 寻找轮廓与后续操作 (17)3.6 软件整体演示 (20)结论 (25)致谢语 (26)参考文献 (27)引言随着科学技术的发展,计算机技术也随着快速发展。
图片自动识别处理技术应运而生。
图像处理是对图像进行分析、加工、和处理,使其满足视觉、心理以及其他要求的技术。
图像处理技术基本可以分成两大类:模拟图像处理和数字图像处理。
数字图像处理技术主要包括如下内容:几何处理、算术处理、图像增强、图像复原、图像重建、图像编码、图像识别、图像理解。
图像处理是信号处理在图像域上的一个应用。
图像处理应用在摄影及印刷,卫星图像处理,医学图像处理,面孔图像处理,显微图像处理以及汽车障碍识别。
图像是我们生活中必不可少随处可见的,可以确切的说,图像是我们获取信息的必要而必不可少的途径。
图像处理在很多方面例如:国防、医学、交通、地质勘查、地球环境、宇航航天以及民用等方面都有着十分重要的运用。
图像在国民经济和科技科研中,是一种反馈指导人们对计划进行修改,达到理想效果,图像技术作为一种关键技术手段,把图像以恰当的方式展现,给人以指导。
鉴于这些,参考了一些书籍,在现有的知识基础上,设计了这个程序,本课题选取对砂轮样本图像中金刚石区域部分提取轮廓这一需求作为入手点,研究了相关的视觉算法,编写了包含演示界面的轮廓检测程序。
1第一章课题的背景及意义1.1 计算机视觉和数字图像处理伴随科学技术的发展,社会生产力不断提高,许多领域行业正逐步由传统的人工作坊制作方式转变为大规模的机器流水线自动生产。
在流水线的生产过程中,一个重要的环节是让机器设备系统辨识生产加工的原材料,以便后续加工和剔除次品的处理。
但与人类的视觉系统和大脑思考方式不同,机器只能依靠摄像头获取产品样本的视频图像数据,而其处理系统也只能按照设定好的程序逻辑模式进行计算分类,不能达到完全模拟人类视觉系统与大脑思考的程度。
因此,计算机视觉学科应运而生,得到了研究者广泛的关注,获得了飞速发展。
计算机视觉( Computer Vision )主要研究机器如何“看”和“感知”,即如何通过摄像头采集的图像数据,和电脑程序或其他软硬件设备对数据的图形处理,使得系统能够识别、跟踪或测量图像中的目标物体。
[1] 科技工作者们研究计算机视觉的相关理论和技术,试图建立一个能从样本图像数据中获得有用信息的人工智能系统。
作为一门研究计算机系统与机器视觉的科学,计算机视觉与数字图像处理这门学科领域存在大量交集。
数字图像处理( Digital Image Processing )主要指计算机系统对数字图像进行去噪、增强、还原、分类、提取特征等的方法和技术。
[2] 数字图像处理的发展跟以下三个因素关系密切:其一是计算机技术,计算机软硬件的发展,直接提升了数字图像处理算法软件的计算能力;其二是数学学科发展,尤其是其中的离散数学领域分支,为新算法的创立和完善奠定了理论基础;其三是工业、农牧业、林业、军事、医疗和环境等行业的规模增长,产生了源源不断的需求,进一步刺激数字图像处理相关技术的发展。
数字图像处理技术已逐渐深入各行各业之中,为人民群众的日常生活的方方面面提供了便利。
21.2 课题实践意义砂轮是磨削加工中最常见的一种磨具。
通过在磨料中加入结合剂,经过压坯、干燥和焙烧等流程,将磨料固定成一定的几何形状(通常为圆形)的多孔体来制成砂轮,其工作表面如图(1-1)所示。
图( 1-1 ) 砂轮表面形貌磨削是一种以磨具作为“刀具”对工件材料进行精密微量切削的工序,以砂轮为例,则主要利用其工作表面上凸出结合剂外的磨料部分进行切削。
由于磨料、结合剂搭配组成不一,制造工序不同,生产的砂轮差异很大,其特性主要由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。
[3]砂轮种类多样,根据结合剂、磨料和制造工艺的不同,砂轮的特性千差万别,而这种差异会对生产质量和经济效益产生巨大影响。
按结合剂分类,有金属、树脂和陶瓷等品种;按所用磨料分类,有刚玉(AL3O2)、碳化硅、金刚石、立方氮化硼(CBN)等品种,其中的金刚石砂轮品种硬度极高。
金刚石是一种由碳原子构成的矿物,是碳元素的同素异形体,是目前地球上发现的自然物体中最坚硬的物质。
其绝对硬度是刚玉的四倍,石英的8倍。
金刚石的外观颜色主要由其所包含的元素杂质和晶体纯净程度决定,通常呈现蓝、绿、黄、褐、乳白、紫和灰色等。
在工业生产中采用的一般为人工合成的金刚石。
砂轮机是工厂中常见的一种磨具,其上的砂轮是否安装正确,砂轮质量是否合格,直接对工业生产的安全与否造成重大影响。
无论是在砂轮的生产制造过程中,还是在工3业生产安全检查中,都必须认真仔细考察砂轮质量,及时排除砂轮次品,保障生产安全。
对磨削砂轮的准确认识,是对磨削机理进行研究的重要基础,是对磨削过程进行建模和仿真、优化磨削过程的基本环节。
而不同磨粒与结合剂组合、磨粒的大小尺寸、砂轮本身制作工序的差异,都会为砂轮的形貌检测提出不同的要求,需根据实际情况制定检测算法。
本课题针对砂轮工作表面的金刚石磨料检测这一需求展开研究,通过计算机视觉与数字图像处理算法程序的检测,提取金刚石磨料的轮廓,计算轮廓面积,记录金刚石区域的界限面积,从而获得有助于金刚石砂轮生产的磨料信息。
课题最终完成的砂轮表面金刚石检测程序,既包含逻辑清晰的核心算法,又具有直观简洁的演示界面。
通过对检测算法的研究和程序的编写调试,笔者的编程能力得到了提升,同时对计算机视觉和数字图像处理技术有了初步认识。
本文的总体结构如下:第一章说明了计算机视觉与数字图像处理技术在实际生产生活中的应用背景和本项目课题的实践意义价值;第二章介绍了项目程序的开发环境,简要列举了调用的库函数;第三章分模块详细阐述了检测算法的原理,并展示了各步骤对样本图像的处理结果和最终程序展示界面;最后的结论对整个课题项目进行反思,提出改进点并对未来技术进步作出展望。
4第二章课题软件开发环境介绍数字图像处理算法必须以程序作为依托,本章将主要介绍金刚石检测项目程序的开发环境,为后续章节的算法提供实现基础。
2.1 VC++Microsoft Visual C++ ( VC++ )是一款由微软公司推出的,面向对象的可视化集成编程系统,主要用于Win32位环境下的程序开发。
[4]VC++近期的高级版本被整合在Visual Studio ( VS )中。
相比VC++,VS功能更为强大丰富,包含了整个软件生命周期中所需要的大部分开发工具,如UML工具、代码管控工具、集成开发环境( IDE )等等。
VS是当前应用最为广泛的Windows平台应用程序的集成开发环境。
本文后续项目程序的实际开发环境为Viual Studio 2010 ( VS 2010 )。
2.2 MFCMFC是微软公司提供的一个图形化界面语言类库,全称为Microsoft Foundation Classes。
该类采用C++语言中类的形式封装了Windows API,其中包含了大量的Windows句柄和Windows内建控件组件的封装类和方法。
[5]VC++中封装了MFC类,程序员在利用VC++进行MFC编程时,可以直接应用通用框架,无须考虑消息循环等琐碎问题,可以专心于程序代码本身的逻辑。
通过MFC类的调用,可以创建类似Windows主题风格的程序演示界面框架,为算代码的处理结果提供了一个直观的展示平台。
52.3 OpenCVOpenCV全称为Open Source Computer Vision Library,最早由Intel在1999年建立,是一个开源的跨平台计算机视觉库。
[6]除了C和C++外,OpenCV还提供了Python、Ruby、Matlab等语言的接口。