机械制造课程设计 输出轴工艺卡片
机械制造课程设计工序卡片4
30.144
0.5
30
1
45s
5s
2
扩孔至φ31.75-31.85mm,Ra6.3μm
扩孔钻,游标卡尺,塞规
160
15.072
1.25
1.75
1
45
5
3
粗铰至φ31.93-31.992mm,Ra3.2μm
锥柄式机用铰刀,内径千分尺
500
50.13
1.25
0.18
1
45
5
4
精铰至φ32-32.039mm,Ra1.6μm
mm
机动
辅助
1
粗铣后端面至62-61.7mm,Ra6.3μm
镶齿套式面铣刀,游标卡尺
235
59.03
3
1
2
45s
5s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
东莞理工学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴套座
共
页
第
页
车间
工序号
工序名称
材料牌号
5
磨削前端面
HT150
镶齿套式面铣刀、游标卡尺
475
119.32
1
0.6
1
45
5
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
东莞理工学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴套座
共
页
第
页
车间
工序号
工序名称
机械加工工艺课程设计 工艺卡,工序图(新)
0.4
305
120
0.54
机械加工工艺卡片
工序名称 零件名称 零件重量 材料 牌号 45#钢 设备 名称 车床
钻,铰,扩孔,攻螺纹 方刀架
工序号 零件号
4
毛坯 硬度 HBS207~241 型号 C620-1 型式 模锻件 夹具 重量 7kg 辅助工具
安装
工步
安装及工步说明
刀具
量具
走刀长度 (mm)
卡板
12.28
10
�
20 ㎜ /d.str
0.015 ㎜ /d.str 0.015 ㎜ /d.str
1500
27.5
4.6
2
1
端面,保证 72 0 -0.12㎜, Ra0.8 ㎜ 磨四个侧面, Ra0.8 ㎜
WA46KV6P350X40X127
卡板
125
1
0.4
20 ㎜ /d.str
1500
27.5
4.6
3
1
WA46KV6P350X40X127
毛坯 重量 7kg 辅助工具
切削速度 (m/min)
基本工时 (min)
铣四方,125-
0 0.6 mm ×125-
1
1
高速 钢镶 齿三 0 去毛刺, 面刃 0.6 mm , 铣刀
Ra=6.3μm
卡板
129
1
2
0.08
60
37.5
26.5
4.74
2
1
3
1
铣四侧压刀 槽, 保证尺寸 24mm 精铣 C 面 倒角 1×45o
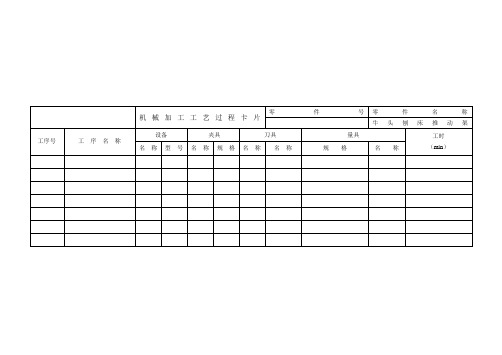
机 械 加 工 工 艺 过 程 卡 片
设备 工序号 工 序 名 称 名 称 型 号 名 称 规 格 名 称 夹具
毕业设计输出轴机械加工工序卡片
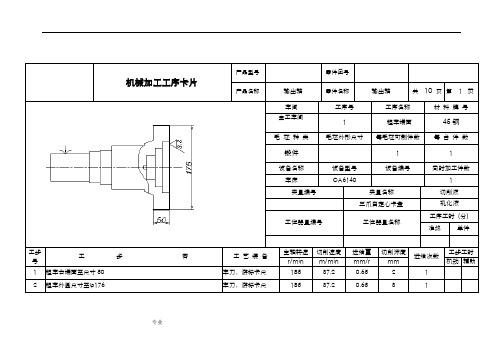
机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 1 页车间工序号工序名称材料牌号金工车间1 粗车端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车右端面至尺寸50 车刀,游标卡尺185 37.2 0.65 2 12 粗车外圆尺寸至φ176 车刀,游标卡尺185 37.2 0.653 1.. .专业. .34机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 2 页车间工序号工序名称材料牌号金工车间2 粗车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件.. .专业. ... .专业. .机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 3 页车间工序号工序名称材料牌号金工车间1 半精车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床立式钻床Z535 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时.. .专业. .号r/min m/min mm/r mm 机动辅助1 钻孔10*φ20 麻花钻,径千分尺400 22.6 0.2 12 扩孔10*φ20 麻花钻,径千分尺1100 68.4 0.43 1机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 4 页车间工序号工序名称材料牌号金工车间4 粗镗孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床C616A 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件.. .专业. .工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车右端面至30 车刀,游标卡尺185 37.2 0.652 倒角车刀185 37.2 0.65 1 134机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴车间工序号工序名称材料牌号金工车间2 半精镗孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床X51 1夹具编号夹具名称切削液.. .专业. ... .专业. .车床CA6140 1 夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗镗孔至φ50 车刀,径千分尺185 37.2 0.65 2 12 粗镗孔至φ79 车刀,径千分尺185 37.2 0.65 2 13 粗镗孔至φ104 车刀,径千分尺185 37.2 0.65 2 14 半精镗镗孔至φ80 车刀,径千分尺185 37.2 0.65 1 15 倒角车刀185 37.2 0.65.. .专业. .机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第7 页车间工序号工序名称材料牌号金工车间7 铣45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数铣床X61W型铣床 1夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣键槽16*10 铣刀,游标卡尺185 37.2 0.65 2.5 2 23.. .专业. .机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第8 页车间工序号工序名称材料牌号金工车间8 钻45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数钻床Z525立式钻床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻斜孔至φ8 麻花钻,径千分尺185 37.2 0.65 12 分度,钻另一个斜空至φ8 麻花钻,径千分尺185 37.2 0.65 1.. .专业. .34机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第9 页车间工序号工序名称材料牌号金工车间9 去毛刺45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助.. .专业. .1 去毛刺185 37.2 0.65234机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第10 页车间工序号工序名称材料牌号金工车间10 检45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件.. .专业. ... .专业. .。
毕业设计输出轴机械加工工序卡片
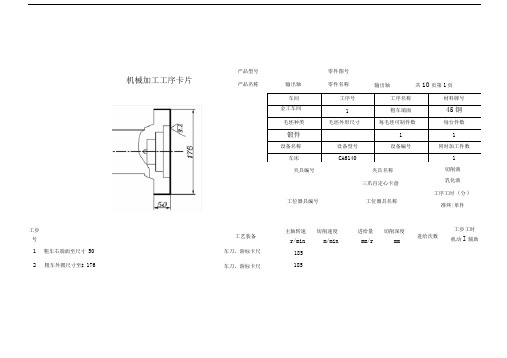
产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第1页工步号1 粗车右端面至尺寸502 粗车外圆尺寸至$ 176车间工序号工序名称材料牌号金工车间 1 粗车端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称三爪自定心卡盘工艺装备车刀,游标卡尺车刀,游标卡尺工位器具编号工位器具名称切削液乳化液工序工时(分)准终|单件主轴转速切削速度r/min m/min185进给量mm/r切削深度mm进给次数工步工时机动I辅助185机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第2页车间金工车间工序号工序名称材料牌号52 000191 毛坯种类锻件设备名称车床夹具编号2毛坯外形尺寸粗车外圆柱面每毛坯可制件数45钢每台件数设备型号CA6140工位器具编号设备编号同时加工件数工步号工艺装备王轴转速r/min切削速度m/min1 粗车外圆端面至266 车刀,游标卡尺185夹具名称三爪自定心卡盘工位器具名称进给量mm/r切削深度mm切削液乳化液工序工时(分)准终单件进给次数工步工时机动丨辅助产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第6页车间工序号工序名称材料牌号金工车间 6 精车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分)准终|单件工步号1工艺装备粗镗内孔至0 50 车刀,内径千分尺主轴转速r/min185切削速度m/min进给量切削深度mm/r mm进给次数工步工时机动|辅助2粗镗内孔至$ 79 3粗镗内孔至$ 104 车刀,内径千分尺185 车刀,内径千分尺1854 半精镗镗内孔至0 80 车刀,内径千分尺185 1 15 倒角车刀185产品型号机械加工工序卡片零件图号输出轴零件名称输出轴共10页第7页车间工序号工序名称材料牌号金工车间7 铳45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数铳床X61W型铣床 1 夫具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件产品名称工步号工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度进给次数工步工时mm 机动辅助铣键槽16*10 铳刀,游标卡尺185产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第8页工步号工艺装备麻花钻,内径千分尺2分度,钻另一个斜空至$ 8 3 麻花钻,内径千分尺车间金工车间毛坯种类锻件设备名称钻床夹具编号工位器具编号主轴转速r/min185185工序号8工序名称钻毛坯外形尺寸设备型号每毛坯可制件数1设备编号Z525立式钻床专用夹具夹具名称工位器具名称切削速度m/min进给量mm/r切削深度mm材料牌号45钢每台件数1同时加工件数1切削液工序工时(分)准终|单件进给次数工步工时机动I辅助机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第9页车间工序号工序名称材料牌号金工车间9 去毛刺45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具名称切削液夹具编号工位器具编号工位器具名称工序工时(分)准终单件工步 号工步 内 容工艺装备主轴转速 切削速度 进给量 切削深度进给次数工步工时 r/minm/minmm/rmm机动辅助1 佥验185234机械加工工序卡片产品型号 零件图号产品名称 输出轴 零件名称输出轴共 10页 第10页车间 工序号工序名称材料牌号金工车间 10检45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件1设备名称设备型号设备编号 同时加工件数1工位器具编号工位器具名称工序工时(分)准终单件夹具名称切削液夹具编号。
(整理)输出轴加工工艺过程卡片
85
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标
记
处数
更改
文件号
签字
日期
中心钻,内径千分尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标
记
处数
更改
文件号
签字
日期
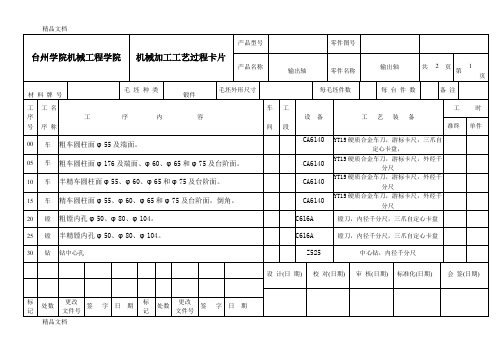
台州学院机械工程学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
输出轴
共
2
页
第
1
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
00
车
粗车圆柱面φ55及端面。
CA6140
YT15硬质合金车刀,游标卡尺,三爪自定心卡盘,
05
车
粗车圆柱面φ176及端面、φ60、φ65和φ75及台阶面。
CA6140
YT15硬质合金车刀,游标卡尺,外经千分尺
10
车
半精车圆柱面φ55、φ60、φ65和φ75及台阶面。
CA6140
YT15硬质合金车刀,游标卡尺,外经千分尺
台州学院机械工程学院
机械加工工艺过程卡片
产品型号
零件图号
市场价格在有些情况下(如对市场物品)可以近似地衡量物品的价值,但不能准确度量一个物品的价值。三者的关系为:
输出轴工序卡(终极版)

湖北汽车工业学院机械工程系机 械 加 工 工 序 卡零件名称 输出轴切削液 乳化液 共15 页 工序名称粗铣小头端面打中心孔工序号4第 1 页设 计 黄林忠 校 对 黄清泉 修 改 黄林忠 审 核 孙淑波 机 床 夹 具 名称V 形块、挡板序号工 序 内 容 设 备 型 号刀辅具名称 量检具名称主轴 转速 r/min切削速度m/min进给量mm/r切削 深度 mm切削 长度 mm基本 时间 min1 粗铣55 端面XZ21.4铣钻组合机床YT15硬质合金刀片游标卡尺378118.70.7942.0610.270湖北汽车工业学院 机械工程系机 械 加 工 工 序 卡零件名称 输出轴切削液 乳化液 共15 页 工序名称粗铣大头端面打中心孔工序号5第 2 页设 计 黄林忠 校 对 黄清泉 修 改 黄林忠 审 核 黄清泉 机 床 夹 具 名称V 形块、挡板序号工 序 内 容 设 备 型 号 刀辅具名称量检具名称主轴 转速 r/min切削速度m/min进给量mm/r切削 深度 mm切削 长度 mm基本 时间 min1 粗铣176 端面XZ21.4铣钻组合机床 YT15硬质合金刀片游标卡尺162127.21.4512.01821.047湖北汽车工业学院 机械工程系机 械 加 工 工 序 卡零件名称 输出轴切削液 普通乳化液共15 页 工序名称粗车φ176外圆工序号7第 3 页设 计 陈开元 校 对 孙淑波 修 改 陈开元 审 核 孙淑波 机 床 夹 具 名称双顶尖、拨盘、鸡心夹盘序号工 序 内 容设 备 型 号刀辅具名称量检具名称主轴 转速 r/min切削速度m/min进给量mm/r切削 深度 mm切削 长度 mm基本 时间 min1粗车外圆176CA6140YT5硬质合金车刀外径千分尺10057.20.862.5300.39湖北汽车工业学院机械工程系机械加工工序卡零件名称输出轴切削液普通乳化液共15 页工序名称粗车其余各外圆及锥台工序号8 第 4 页设计陈开元校对孙淑波修改陈开元审核黄林忠机床夹具名称双顶尖、拨盘、鸡心夹盘序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 粗车φ55外圆CA6140 YT5硬质合金车刀外径千分尺250 47.8 0.86 2.2 80 0.392 粗车φ60外圆YT5硬质合金车刀外径千分尺250 51.8 0.86 2.2 22 0.123 粗车φ65外圆YT5硬质合金车刀外径千分尺250 55.7 0.86 2.2 25 0.134 粗车φ75外圆YT5硬质合金车刀外径千分尺200 50.8 0.86 2.2 70 0.315 粗车圆锥面YT5硬质合金车刀外径千分尺200 65.9 0.86 2.5 24 0.16湖北汽车工业学院 机械工程系机 械 加 工 工 序 卡零件名称 输出轴 切削液 极压乳化液 共15 页 工序名称半精车φ176外圆工序号11第5 页设 计 陈开元 校 对 黄林忠 修 改 陈开元 审 核 黄林忠 机 床 夹 具 名称双顶尖、拨盘、鸡心夹盘序号工 序 内 容设 备 型 号刀辅具名称 量检具名称主轴 转速 r/min切削速度m/min进给量mm/r切削 深度 mm切削 长度 mm基本 时间 min1半精车外圆176CA6140YT15硬质合金车刀外径千分尺200111.20.300.50300.53湖北汽车工业学院机械工程系机械加工工序卡零件名称输出轴切削液极压乳化液共15 页工序名称半精车其余各外圆及锥台工序号12 第 6 页设计陈开元校对黄清泉修改陈开元审核黄林忠机床夹具名称双顶尖、拨盘、鸡心夹盘序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 半精车φ55外圆CA6140 YT15硬质合金车刀外径千分尺900 160 0.30 0.55 80 0.32 半精车φ60外圆YT15硬质合金车刀外径千分尺560 108.4 0.30 0.55 22 0.143 半精车φ65外圆YT15硬质合金车刀外径千分尺500 104.5 0.30 0.55 25 0.184 半精车φ75外圆YT15硬质合金车刀外径千分尺450 108.2 0.30 0.55 70 0.385 半精车圆锥面YT15硬质合金车刀外径千分尺450 108.4 0.30 0.50 24 0.27湖北汽车工业学院机械工程系机械加工工序卡零件名称输出轴切削液乳化液共15 页工序名称粗镗三阶梯孔工序号14 第7 页设计孙淑波校对黄林忠修改孙淑波审核黄清泉机床夹具名称三爪子定心卡盘、中心架序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 粗镗Ф99mm孔至Ф104mm卧式车床C616 硬质合金镗刀游标卡尺120 39.2 0.8 2.5 10 0.1932 粗镗Ф75mm孔至Ф78mm硬质合金镗刀游标卡尺175 42.4 0.8 2.5 13 0.1463 粗镗Ф46mm孔至Ф50mm硬质合金镗刀游标卡尺248 38.9 0.8 2.0 17 0.126湖北汽车工业学院机械工程系机械加工工序卡零件名称输出轴切削液切削油共15 页工序名称半精镗、精镗Ф80孔工序号15 第8 页设计孙淑波校对陈开元修改孙淑波审核唐旭锋机床夹具名称三爪子定心卡盘、中心架序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 半精镗Ф78mm孔至Ф79.5mm卧式车床C616 硬质合金镗刀内径千分尺360 90.0 0.50 0.75 17 0.1092 精镗Ф79.5mm孔至Ф80mm硬质合金镗刀内径千分尺360 90.4 0.20 0.25 17 0.253湖北汽车工业学院机械工程系机械加工工序卡零件名称输出轴切削液乳化液共15 页工序名称钻、扩、铰Ф20孔工序号16 第9 页设计孙淑波校对陈开元修改孙淑波审核陈开元机床夹具名称专用夹具序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 钻Ф18孔立式钻床Z535 高速钢莫氏锥柄麻花钻游标卡尺400 22.6 0.20 9.0 30 0.472 扩Ф18孔至Ф19.8硬质合金锥柄麻花钻游标卡尺1100 68.4 0.43 0.9 30 0.0633 粗铰Ф19.8孔至Ф19.94硬质合金锥柄机用铰刀内径千分尺68 4.2 0.57 0.07 30 1.144 精铰Ф19.94孔至Ф20硬质合金锥柄机用铰刀内径千分尺100 6.3 0.43 0.03 30 1.00湖北汽车工业学院机械工程系机械加工工序卡零件名称输出轴切削液乳化液共15 页工序名称钻28φ⨯油孔工序号18 第10 页设计黄清泉校对孙淑波修改黄清泉审核陈开元机床夹具名称专用夹具(一面两孔)序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 钻Ф8孔立式钻床Z525 高速钢莫氏锥柄麻花钻游标卡尺960 23.5 0.1 4.0 25 0.246湖北汽车工业学院机械工程系机械加工工序卡零件名称输出轴切削液普通乳化液共15 页工序名称铣键槽工序号20 第11 页设计陈开元校对黄清泉修改陈开元审核黄林忠机床夹具名称一面两销、V形块序号工序内容设备型号刀辅具名称量检具名称主轴转速r/min切削速度m/min进给量mm/r切削深度mm切削长度mm基本时间min1 粗铣X51型立式铣床高速钢直柄立铣刀游标卡尺380 19.09 0.18 3.5 50 0.5922 精铣高速钢直柄立铣刀游标卡尺490 24.6 0.24 2 50 0.285湖北汽车工业学院 机械工程系机 械 加 工 工 序 卡零件名称 输出轴 切削液 乳化液 共15 页 工序名称精铣小头端面工序号21第12 页、设 计 黄林忠 校 对 黄清泉 修 改 黄林忠 审 核 孙叔波 机 床 夹 具 名称V 形块、挡板序号工 序 内 容设 备 型 号刀辅具名称量检具名称主轴 转速 r/min切削速度m/min进给量mm/r切削 深度 mm切削 长度 mm基本 时间 min1 精铣55 端面XZ21.4铣钻组合机床YT15硬质合金刀片游标卡尺378118.70.7941.0610.537湖北汽车工业学院 机械工程系机 械 加 工 工 序 卡零件名称 输出轴 切削液 乳化液 共15 页 工序名称精铣大头端面工序号22第13 页设 计 黄林忠 校 对 黄清泉 修 改 黄林忠 审 核 黄清泉 机 床 夹 具 名称V 形块、挡板序号工 序 内 容设 备 型 号刀辅具名称 量检具名称主轴 转速 r/min切削速度m/min进给量mm/r切削 深度 mm切削 长度 mm基本 时间 min1 精铣176 端面XZ21.4铣钻组合机床YT15硬质合金刀片游标卡尺162127.21.4511.01821.838湖北汽车工业学院 机械工程系机 械 加 工 工 序 卡零件名称 输出轴切削液 普通乳化液 共15 页 工序名称粗磨外圆、、、75656055ϕφφφ工序号25第14 页设 计 陈开元 校 对 黄清泉 修 改 陈开元 审 核 孙淑波 机 床 夹 具 名称双顶尖、拨盘、鸡心夹盘序号工 序 内 容设 备 型号刀辅具名称量检具名称主轴 转速 r/min切削速度m/min进给量mm/r切削 深度 mm切削 长度 mm基本 时间 min1 粗磨外圆55φ M1320E棕刚玉平形砂轮 外径千分尺 1433 18 20 0.02 80 0.32 2 粗磨外圆60φ 棕刚玉平形砂轮外径千分尺 1433 18 20 0.02 22 0.012 3 粗磨外圆65φ 棕刚玉平形砂轮 外径千分尺 1433 24 20 0.015 25 0.031 4粗磨外圆75φ棕刚玉平形砂轮外径千分尺143326200.0158700.317湖北汽车工业学院 机械工程系机 械 加 工 工 序 卡零件名称 输出轴切削液 普通乳化液 共15 页 工序名称精磨外圆、、、75656055ϕφφφ工序号27第15 页设 计 陈开元 校 对 黄清泉 修 改 陈开元 审 核 孙淑波 机 床 夹 具 名称双顶尖、拨盘、鸡心夹盘序号工 序 内 容设 备 型号刀辅具名称量检具名称主轴 转速 r/min切削速度m/min进给量mm/r切削 深度 mm切削 长度 mm基本 时间 min1 精磨外圆55φ M1320E棕刚玉平形砂轮 外径千分尺 1433 29 20 0.0023 80 0.545 2 精磨外圆55φ 棕刚玉平形砂轮外径千分尺 1433 29 20 0.0023 22 0.198 3 精磨外圆55φ 棕刚玉平形砂轮 外径千分尺 1433 36 20 0.002 25 0.04960.258 4精磨外圆55φ棕刚玉平形砂轮外径千分尺143340200.004700.258。
轴-机械加工工艺卡片
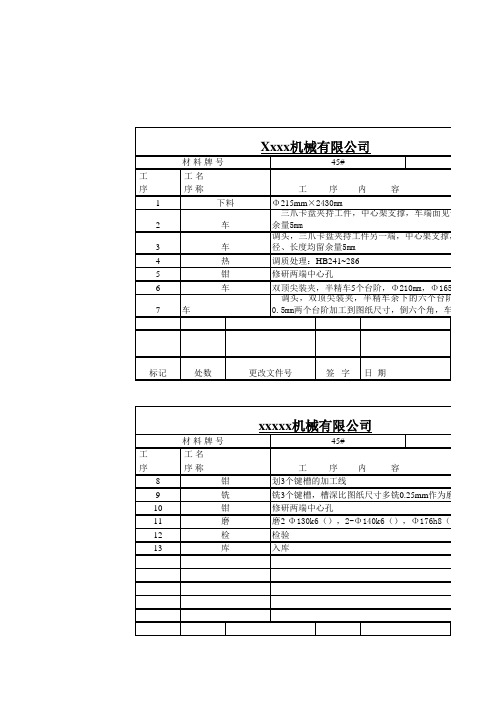
工 序1234567标记处数签 字 工 序8910111213Xxxx 机械有限公司材 料 牌 号45#坯工 名下料Φ215mm ×2430mm序 称工 序 内 容车三爪卡盘夹持工件,中心架支撑,车端面见平,钻中心孔余量5mm热调质处理:HB241~286车调头,三爪卡盘夹持工件另一端,中心架支撑,车断面,保径、长度均留余量5mm 钳修研两端中心孔车双顶尖装夹,半精车5个台阶,Φ210mm,Φ165mm, Φ140-车调头,双顶尖装夹,半精车余下的六个台阶,Φ176h80.5mm两个台阶加工到图纸尺寸,倒六个角,车M170×3的螺更改文件号 日 期xxxxx 机械有限公司工 名 序 称工 序 内 容材 料 牌 号45#坯铣铣3个键槽,槽深比图纸尺寸多铣0.25mm 作为磨削余量钳划3个键槽的加工线钳修研两端中心孔磨磨2-Φ130k6(),2-Φ140k6(),Φ176h8()5个台阶面库入库检检验更改文件号日期标记处数签字更改文件号机械加工工艺过程卡片产品图号产品名称毛 坯 种 类圆钢毛坯外形尺寸撑,车端面见平,钻中心孔,用尾架顶尖顶住,粗车Φ210㎜外圆,直径留余量2mm ,粗车Φ165mm ,Φ140mm ,Φ130mm 台阶,直径、中心架支撑,车断面,保证总长2420mm ,钻中心孔,用尾架顶尖顶住,粗车Φ130mm,Φ140mm,Φ165mm,Φ170mm,Φ176mm 五个10mm,Φ165mm, Φ140-0.5mm三个台阶车到图纸尺寸,Φ140k6(),Φ130k6()两个台阶直径留余量0.5mm,倒四个角下的六个台阶,Φ176h8(),Φ140k6(),Φ130k6()三个台阶直径留余量0.5mm,M170×3螺纹大径车到Φ170(),Φ165m 倒六个角,车M170×3的螺纹标记处数签 字 日 期机械加工工艺过程卡片产品图号产品名称毛坯外形尺寸毛 坯 种 类圆钢.25mm 作为磨削余量,Φ176h8()5个台阶面,表面粗糙度0.8更改文件标记处数签字日期号22品图号SY305.00零件图号SY品名称PCX-1010高效细碎机零件名称主 轴每毛坯件数Φ215mm ×5000mm外协锯床车间设 备mm ,Φ130mm 台阶,直径、长度均留外协车床外协m,Φ170mm,Φ176mm 五个台阶,直外协车床外协车床5mm,倒四个角外协车床 设 计(日 期)车到Φ170(),Φ165mm,Φ140-外协审 核(日期)车床 校 对(日期)品图号SY305.00零件图号SY品名称PCX-1010高效细碎机零件名称主 轴Φ215mm ×5000mm每毛坯件数车间设 备外协铣床外协外协外协外圆磨床车间外协校 对(日期) 核(日期)设 计(日 期)设计(日期)校对(日期)审核(日期)页页SY3.5.01-1主 轴共2第每 台 件 数1备 注工 艺 装 备工 时准终锯床夹具,量具,锯条车夹具,量具,车刀车夹具,量具,车刀车夹具,量具,车刀车夹具,量具,车刀(日期)标准化(日期)会 签(日期)车夹具,量具,车刀SY3.5.01-1主 轴共2第工 艺 装 备工 时准终每 台 件 数1备 注铣夹具,量具,铣刀划针磨夹具,量具,砂轮量具签(日期)(日期)(日期)标准化(日期)会签(日期)1页2页第工 时单件签(日期)第工 时单件签(日期)签(日期)。
(整理)输出轴工序过程卡终极版

CA6140
1
0.63
0.67
5.23
12
调头半精车Ф55、Ф60、Ф65、Ф75外圆及锥台
车床
CA6140
1
1.50
1.63
12.4
13
倒角、去毛刺、切槽
车床
CA6140
1
切两越程槽
14
粗镗三阶梯孔
车床
C616
1
0.54
0.58
4.48
15
半精镗、精镗Ф80孔
车床
C616
1
0.52
0.56
4.31
(4)列出辨识与分析危险、有害因素的依据,阐述辨识与分析危险、有害因素的过程。10000/年
材料
45#
毛坯种类
锻件
工
序
号
工序名称
设备名称
设备型号
设备数量
作业
时间
min
工时
定额
min
设备
负荷率
%
备注
1
备料
2
精锻
3
预备热处理
正火
4
粗铣小头端面、打中心孔
铣钻组合机床
XZ21.4
1
0.32
0.34
2.66
5
为圆磨床
M1320E
1
1.11
1.19
9.21
28
终检
键槽及Ф55形位公差外Ф55圆的
班级
T813-3
学号
17
组号
3
姓名
陈开元
批阅
成绩
日期
调头铣大头端面、打中心孔
铣钻组合机床
XZ21.4
1
输出轴机械加工工艺卡

机械加工工序卡片
产品型号
零件图号
共13页
产品名称
零件名称
输出轴
第7页
车间
工序号
工序名称
材料牌号
车
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3040
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时/ min
准终
单件
会签
(日期)
标记
处数
更改号
签字
日期
标记
处数
更改号
签字
日期
机械加工工序卡片(九)
机械加工工序卡片
产品型号
零件图号
共13页
产品名称
零件名称
输出轴
第9页
车间
工序号
工序名称
材料牌号
镗
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
镗床
T612
夹具编号
夹具名称
切削液
45°端面车刀
粗车各圆面,留加工余量1.4mm,倒角
CA6140
90°左偏刀
4
车
粗车大端Ф176外圆,留加工余量1.2mm,车内肩孔,深度车至尺寸要求
CA6140
90°左偏刀、镗刀200,
B×H=16×25
5
热处理
调质HB217~255
机械制造工艺学课程设计拔叉831007工艺卡片和说明书
机械制造工艺学课程设计拔叉831007工艺卡片和说明书23456789101112131415成都理工大学机械制造工艺学课程设计——车床CA6140拨叉831007班级 2010级数控三班学生高手学号 22010510503XX指导老师 XXXXXXXXXXXXXX2012年4月22日机械制造工艺学课程设计任务书题目:设计“拨叉831007”零件的机械加工工艺规程及工艺装备(年产量5000件)内容:1.零件图 1张2.毛坯图 1张3.机械加工工艺过程综合卡片 1张4.夹具设计装配图 1张5.课程设计说明书 1份目录序言 (21)1、零件的分析 (22)1.1零件的作用 (22)1.2零件的工艺分析 (22)1.3位置要求: (22)2、工艺规程设计 (22)2.1确定毛坯的制造形式 (22)2.2基面的选择 (23)2.2.1 粗基准的选择: (23)2.2.2 精基准的选择: (23)2.3制定工艺路线 (23)2.3.1 工艺路线方案一: (23)2.3.2 工艺路线方案二 (23)2.3.3 工艺方案的比较与分析 (24)2.4机械加工余量、工序尺寸及公差的确定:253、确定切削用量及基本工时 (26)工序Ⅰ以毛坯底边为基准,钻Ф20MM孔,扩孔至Ф21.8MM261.加工条件 (26)2.计算切削用量 (26)工序Ⅱ以底端面为基准,铣Ф40MM上端面,保证其尺寸要求及粗糙度 (27)1.加工条件 (27)2.计算切削用量 (27)工序Ⅲ以Ф40为精基准,镗Ф55+0.50MM,镗Ф73+0.50MM 保证其尺寸和粗糙度 (27)1.加工条件 (27)2.计算切削用量 (28)3. 计算基本工时 (28)工序Ⅳ粗镗、半精镗、精镗Ф55MM孔至图样尺寸281.加工条件 (28)2.计算切削用量 (29)工序Ⅳ以孔Φ40为精基准,钻孔至Φ7,铰孔至Φ8确保孔内粗糙度为1.6 (29)1.加工条件 (29)2.计算切削用量 (29)3.计算切削基本工时 (29)工序Ⅵ以φ40上端面为精基准,攻M8螺纹301.加工条件 (30)2.切削用量 (30)3.计算切削基本工时 (31)工序Ⅶ倒角,4×R5MM (31)工序Ⅷ以Φ22MM孔为精基准,将两件两件铣断,铣断量为4,使其粗糙度为6.3 (31)1.加工条件 (31)2.计算切削用量 (31)3.计算切削基本工时 (31)4、夹具设计 (31)4.1问题的提出 (32)4.2夹具设计 (32)4.2.1定位基准选择 (32)4.2.2切削力及夹紧力计算 (32)4.2.3具体夹具的装配图见附图 (33)4.2.4夹具设计及操作的简要说明 (33)设计总结 (33)参考文献: (34)序言课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们大学生活中占有重要的地位。
(机械制造行业)机械加工工艺过程卡片
钻
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
8
页
车间
工序号
工序名称
材料牌号
70
钻
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
Z5125
夹具编号
夹具名称
切削液
04
粗铣N面夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
110
45.6
1.3
1.5
1
0.13
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
祁玉川
车左端面
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
3
页
车间
工序号
工序名称
材料牌号
20
车
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸铁
设备名称
设备型号
设备编号
同时加工件数
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
祁玉川
镗孔
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
5
轴-机械加工工艺卡片

外圆磨床
磨夹具,量具,砂轮
12
检
检验
外协
量具
13
库
入库
车间
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
7
车
调头,双顶尖装夹,半精车余下的六个台阶,Φ176h8(),Φ140k6(),Φ130k6()三个台阶直径留余量0.5mm,M170×3螺纹大径车到Φ170(),Φ165mm,Φ140-0.5mm两个台阶加工到图纸尺寸,倒六个角,车M170×3的螺纹
外协
车床
车夹具,量具,车刀
设计(日期)
校对(日期)
外协
锯床
锯床夹具,量具,锯条
2
车
三爪卡盘夹持工件,中心架支撑,车端面见平,钻中心孔,用尾架顶尖顶住,粗车Φ210㎜外圆,直径留余量2mm,粗车Φ165mm,Φ140mm,Φ130mm台阶,直径、长度均留余量5mm
外协
车床
车夹具,量具,车刀
3
车
调头,三爪卡盘夹持工件另一端,中心架支撑,车断面,保证总长2420mm,钻中心孔,用尾架顶尖顶住,粗车Φ130mm,Φ140mm,Φ165mm,Φ170mm,Φ176mm五个台阶,直径、长度均留余量5mm
辽宁实华科技有限公司
机械加工工艺过程卡片
产品图号
SY305.00
零件图号
SY3.5.01-1
产品名称
PCX-1010高效细碎机
零件名称
主轴
共
2
页
第
1
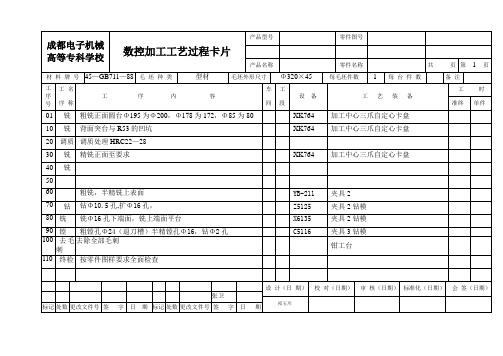
机械制造技术基础《课程设计工艺卡片》

机械加工工序卡片(六)
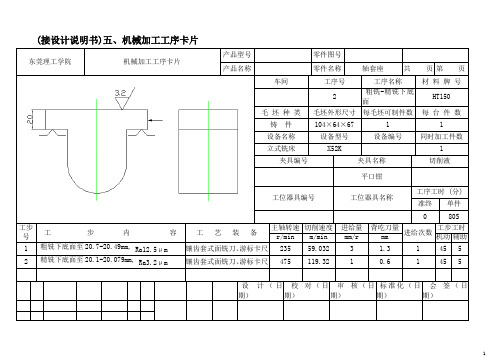
济南大学泉城学院 机械加工工序卡片 产品型号 产品名称 车间 毛坯种类 棒料 设备名称 卧式车床 夹具编号 轴承套 工序号 零件图号 零件名称 工序名称 加工退刀槽 每件毛坯可制件数 1 设备编号 夹具名称 三爪卡盘 工位器具名称 工序工时/min 准终 主轴转速 切削速度 进给量/ 背吃刀量 /mm /(r/min) /(m/min) (mm/r) 450 5 走刀 次数 2 单件 共 10 页 第6页 材料牌号 ZQSn6-6-3 每台件数
机械加工工序卡片(七)
济南大学泉城学院 机械加工工序卡片 产品型号 产品名称 车间 毛坯种类 棒料 设备名称 卧式车床 夹具编号 轴承套 工序号 零件图号 零件名称 工序名称 共 10 页 第7页 材料牌号 ZQSn6-6-3 每台件数
6
毛坯外形尺寸 φ 44×40 设备型号 CA6140
加工Φ 22 孔
5毛坯外形尺寸 φ 44× Nhomakorabea0 设备型号 CA6140
1
同时加工件数
1
切削液
1
工位器具编号
步号 1
工步内容 加工退刀槽
工艺装备 车床
公步工时/min 机动 0.0317 辅助
设计 校对 审核 标准化 会签 (日期) (日期) (日期) (日期) (日期) 标记 处数 更改号 签字 日期 标记 处数 更改号 签字 日期
工序内容 直径为 48mm,长度为 50mm 圆柱体 ZQSn6-6-3 加紧工件,先粗车、半精车左端面
0 粗车加工至 45.50 0.0160 mm,半精车加工至 440.039 mm,加工 1.5×45°倒角
设备 CA6140
工艺装备 端面车刀
CA6140 外圆车刀,游标卡尺 CA6140 端面车刀,游标卡尺 CA6140 外圆车刀,游标卡尺
输出轴加工工序卡片

沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第1页车间工序号工序名材料牌号1-1车φ176端面外圆倒角45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数卧式车床C620 1夹具编号夹具名称切削液三爪夹盘工位器具编号工位器具名称工序工时s单件442工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 粗车φ176轴端面硬质合金车刀游标卡尺200 110 0.66 2 1 93.7 142 精车φ176轴端面硬质合金车刀游标卡尺217 120 0.4 0.5 1 94.5 14底图号3 粗车φ176外圆并倒角硬质合金车刀游标卡尺125 73 0.8 2.5 1 8 1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第2页车间工序号工序名材料牌号1-2车右端孔并倒角45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件1设备名称设备型号设备编号同时加工件数卧式车床C620 1夹具编号夹具名称切削液三爪夹盘工位器具编号工位器具名称工序工时s单件442工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 车削φ104φ80φ55孔倒角硬质合金车刀游标卡尺210 20 0.35 15 1 300 452 精车φ80孔硬质合金车刀游标卡尺560 138 0.3 1.5 1 840 126 底图号3 加工中心孔高速麻花钻游标卡尺135 150 0.5 3.5 2 5 1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第3页车间工序号工序名材料牌号2-1 车左端面外圆并加工孔45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620 1夹具编号夹具名称切削液三爪夹盘工位器具编号工位器具名称工序工时s单件650工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 粗车轴左端面硬质合金车刀游标卡尺200 110 0.66 2 1 93.75 202 加工中心孔硬质合金车刀游标卡尺600 150 0.5 4.5 1 2 0.3 底图号3 粗车轴φ77 硬质合金车刀游标卡尺320 80 0.71 2.5 1 136.5 27.3装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第4页车间工序号工序名材料牌号2-2 精车各轴段并倒角45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620 1夹具编号夹具名称切削液三爪夹盘工位器具编号工位器具名称工序工时s单件611.9工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助1 粗车φ76φ66φ61φ56轴段硬质合金车刀游标卡尺320 75 1.2 3.53 92 132 半精车φ76φ66φ61φ56轴段硬质合金车刀游标卡尺510 100 0.45 0.93 80 20 6描校 3 精车φ76φ66φ61φ56轴段硬质合金车刀游标卡尺630 120 0.15 0.55 1 20.8 54 倒各轴段上的角硬质合金车刀游标卡尺580 120 0.18 0.55 1 5.1 1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第5页车间工序号工序名材料牌号3 钻2-φ8孔45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时s单件79工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 钻2-φ8孔高速钢φ8麻花钻头游标卡尺210 20 0.35 15 1 24 4.8 装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第6页车间工序号工序名材料牌号4 钻10-φ20孔45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时s单件223工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 钻10-φ19.8孔高速钢10-φ19.8麻花钻头游标卡尺210 20 0.35 15 1 300 602 铰10-φ20孔高速钢φ20铰刀塞规560 138 0.3 1.5 1 840 16装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第7页车间工序号工序名材料牌号5 铣键槽45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X52K 1夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时s单件77工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 粗铣键槽高速立铣刀游标卡尺945 89 0.12 5.0 1 62 9.32 精铣键槽高速立铣刀游标卡尺1225 154 0.1 2.0 1 37.6 7装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第8页车间工序号工序名材料牌号6 磨外圆面45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1420 1夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时s单件3261工步号工步内容刀具量具主轴转速m/s切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 磨左端精车后的外圆砂轮游标卡尺923 32 30 0.1 1 2626 394 装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
输出轴加工工艺过程卡片
输出轴加工工艺过程卡片工件材料及要求工件为输出轴,材料为40CrNiMoA,要求轴体表面粗糙度不大于Ra0.4,尺寸公差在正负0.01mm以内,轴体直线度在0.03mm以内,表面硬度不低于HRC60。
工艺流程预处理将40CrNiMoA材料按照轴体长度锯切。
热处理将预处理好的轴体进行淬火和高温回火处理,以提高材料硬度和强度。
粗车在车床上对轴体进行粗车,以达到工件的初步加工效果。
为了保证加工精度,粗车前需要对刀具的选择和切削参数进行合理设置,并进行刀具的试切。
精车在车床上对轴体进行精车,以达到表面粗糙度和直线度的要求,需要选用精车刀具,并对切削参数和工艺过程进行优化和监测。
攻丝根据输出轴的要求进行攻丝,以满足螺纹连接的需求。
攻丝前要进行高温回火处理,使得材料的塑性变得更好,在攻丝过程中更易得到良好的螺纹。
外圆磨削在磨床上进行外圆磨削,以满足轴体尺寸公差的要求。
外圆磨削需要根据轴体的形状进行不同的夹具设计和磨削方式的选择。
热处理在外圆磨削完成后,再次对输出轴进行高温回火处理,以表面获得所需硬度。
研磨在研磨机上对输出轴的表面进行精细研磨,以达到表面粗糙度的要求。
这个阶段需要根据轴体尺寸进行优化和监测。
检验对输出轴的几何形状、尺寸公差、硬度、表面粗糙度等进行全面的检验和测试,确保产品符合设计要求和客户要求。
包装将完成检验合格的轴体进行包装,保护其表面和尺寸不受损坏,在运输和使用过程中保持良好的状态。
以上为输出轴加工的详细工艺过程卡片,通过本文档的阅读,可以更深入了解输出轴的加工流程,以及每个阶段所需注意的点和步骤,供读者参考。
机械制造课程设计输出轴工艺卡片
CA6140
1
夹具编号
夹具名称
切削液
三爪自定心卡盘
乳化液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车外圆端面至266
车刀,游标卡尺
185
37.2
0.65
2
1
2
粗车外圆柱面至φ57.5
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
锻件
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
去毛刺
185
1
夹具编号
夹具名称
切削液
三爪自定心卡盘
乳化液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
机械制造工艺课程设计 工艺综合卡片 中南大学
中南大学
工序号 1 2 3 4 5 工序名称 毛坯:锻件退火≤177 划线钻中心孔 粗车两端钻导向孔 粗车外形 钻铰定位销孔 摇臂钻床 车床 车床 摇臂钻床 名称
机械加工工艺过程卡片
设备 型号 Z35 CW6163 CW6163 Z35 粗车样 板 钻模 (Ⅱ) 靠模 可调顶 尖 行程限 位板 分度装 置 顶尖 JC-32C-5 5 JC-32C-4 5 JC-32-30 JC-32C-4 6 JC-32C-5 0 JC-32C-6 4 JC-32B-1 6 硬质合金 外圆车刀 φ 11 铰刀 25*44mm 2 236-203 0-00J 夹具及辅助工具 名称 规格 刀具 名称 B 型带护 锥中心钻 规格 d=8mm
凸轮轴磨 床
MAB320
8 9
光学分度 头
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
合电焊 定位销孔口烧电焊φ 15 中间检查 渗碳 半精车轴身 半精车两端及切槽 钻φ 55 深油孔 凸轮倒角 1*45°及修正 钻轴颈油孔 油孔口抛光 中间检查 淬火 油孔酸洗发蓝 车工艺档修正两端中心 孔 粗磨轴颈 精车两端 钻铰两端孔攻丝 SV 数控 车床 深孔钻床 倒角车床 摇臂钻床 抛光机 C620R Z35 靠模刀 架 油孔钻 模 DLC8J6353 R4*φ 8 锪 钻 234-203 8-00J CA6140 接长刀杆 610-200 6-OOJ 半精车检 查卡板 半精车检 查卡板 JC-32C61 JC-32C16
车床 外圆磨床 车床 摇臂钻床
CA6140 A MQ1350 B CA6140 Z35
活络顶 尖 顶尖 活络顶 尖 专用夹 具
DLC6J63020 JC-32B-1 7A DLC8J63020 φ 9.8、φ 16、φ φ 10 塞 规 JC-32C048 3.4min
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
铣键槽16*10
铣刀,游标卡尺
185
37.2
0.65
2.5
2
2
3
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
8
页
车间
工序号
工序名称
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
锻件
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
去毛刺
185
车刀,外径千分尺
185
37.2
0.65
2.5
1
3
粗车外圆柱面至φ62.5
车刀,外径千分尺
185
37.2
0.65
2.5
1
4
粗车外圆柱面至φ67.5
车刀,外径千分尺
185
37.2
0.65
2.5
1
5
粗车外圆柱面至φ77.5
车刀,外径千分尺
185
37.2
0.65
2.5
1
6
半精车外圆端面至265
车刀,游标卡尺
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻右端面中心孔
中心钻
185
37.2
0.65
2
3
4
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
6
页
车间
工序号
工序名称
材 料 牌 号
金工车间
6
精车外圆柱面
0.65
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
7
页
车间
工序号
工序名称
材 料 牌 号
金工车间
7
铣
45钢
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X61W型铣床
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
m/min
mm/r
mm
机动
辅助
1
粗镗内孔至φ50
车刀,内径千分尺
185
37.2
0.65
2
1
2
粗镗内孔至φ79
车刀,内径千分尺
185
37.2
0.65
2
1
3
粗镗内孔至φ104
车刀,内径千分尺
185
37.2
0.65
2
1
4
半精镗镗内孔至φ80
车刀,内径千分尺
185
37.2
0.65
1
1
5
倒角
车刀
185
37.2
45钢
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
1
夹具编号
夹具名称
切削液
三爪自定心卡盘
乳化液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
185
37.2
0.65
1
14
倒角
185
37.2
0.65
1
1
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
3
页
车间
工序号
工序名称
材 料 牌 号
金工车间
3
半精车外圆柱面
45钢
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
检验
185
37.2
0.65
2
3
4
机械加工工艺过程卡片
(输出轴)
姓名:徐 向 阳
学号:120606131
指导教师:张海军
机电工程学院
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
1
页
车间
工序号
工序名称
材 料 牌 号
金工车间
1
粗车端面
45钢
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
锻件
1
1
设备名称
设备型号
乳化液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车右端面至30
车刀,游标卡尺
185
37.2
0.65
2
倒角
车刀
185
37.2
0.65
1
1
3
4
机械加工工序卡片
产品型号
零件图号
2
1
2
粗车外圆尺寸至φ176
车刀,游标卡尺
185
37.2
0.65
3
1
3
4
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
2
页
车间
工序号
工序名称
材 料 牌 号
金工车间
2
粗车外圆柱面
45钢
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻斜孔至φ8
麻花钻,内径千分尺
185
37.2
0.65
1
2
分度,钻另一个斜空至φ8
麻花钻,内径千分尺
185
37.2
0.65
1
3
4
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
9
页
车间
工序号
工序名称
材 料 牌 号
金工车间
9
去毛刺
45钢
车床
CA6140
1
夹具编号
夹具名称
切削液
三爪自定心卡盘
乳化液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车外圆端面至266
车刀,游标卡尺
185
37.2
0.65
2
1
2
粗车外圆柱面至φ57.5
37.2
0.65
2
3
4
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
10